
AS/NZS 1802 Type 209 1.1 kV Mining Cable for Underground Mines in Australia
Comprehensive guide to AS/NZS 1802 Type 209 1.1 kV mining cables for Australian underground mines, covering electrical parameters, application scenarios, major mining regions, and technical specifications for safe underground operations.
6/26/202533 min read
AS/NZS 1802 Type 209 1.1 kV Mining Cable for Underground Mines in Australia
Introduction to Underground Mining in Australia
Australia stands as one of the world's most significant mining nations, with underground operations forming the backbone of the country's resource extraction industry. The unique geological conditions and rigorous safety standards across Australian underground mines demand specialised electrical infrastructure, particularly when it comes to power distribution cables that must operate reliably in some of the most challenging environments on Earth.
Underground mining in Australia presents a complex engineering challenge that requires careful consideration of electrical safety, environmental conditions, and operational efficiency. The cables that power essential equipment deep beneath the surface must withstand extreme conditions whilst maintaining absolute reliability, as any electrical failure underground can have serious safety implications and costly operational consequences.
The AS/NZS 1802 standard represents the culmination of decades of mining experience and engineering expertise, specifically designed to address the unique requirements of underground mining operations across Australia and New Zealand. Within this comprehensive standard, the Type 209 1.1 kV cable specification addresses the critical need for reliable, safe, and durable power distribution in underground mining environments.
Overview of Major Underground Mining Regions
Australia's underground mining landscape spans across diverse geological formations and climatic conditions, each presenting unique challenges for electrical infrastructure. Understanding these regional characteristics helps explain why robust cable specifications like Type 209 are essential.
Pilbara Region (Western Australia) – Iron Ore Operations
The Pilbara region represents one of Australia's most intensive mining areas, where underground iron ore operations extend deep beneath the surface. The region's extreme heat, with surface temperatures often exceeding 45°C, creates additional thermal stress on underground electrical systems. The combination of high ambient temperatures and the heat generated by mining equipment means that cables must be designed to handle significant thermal loads without degradation.
Underground operations in the Pilbara face unique challenges including dust infiltration, extreme temperature variations between surface and underground conditions, and the corrosive effects of iron ore dust on electrical equipment. Type 209 cables in these environments must maintain their integrity whilst supporting heavy-duty equipment such as conveyor systems that transport massive quantities of iron ore from deep underground workings to surface processing facilities.
Mount Isa (Queensland) – Copper, Lead, and Zinc Mining
Mount Isa's underground operations represent some of Australia's deepest and most complex mining activities, with workings extending over 1,800 metres below surface. The multi-metal nature of these operations, extracting copper, lead, and zinc simultaneously, creates a complex underground environment where different areas may have varying chemical exposures and operational requirements.
The humid conditions prevalent in Queensland's mining regions pose particular challenges for electrical infrastructure. Moisture ingress can be catastrophic for underground electrical systems, making the moisture-resistant properties of Type 209 cables absolutely critical. The depth of Mount Isa's operations also means that cables must withstand significant mechanical stress from rock movement and the constant vibration from heavy mining equipment.
Broken Hill (New South Wales) – Silver, Lead, and Zinc Extraction
As one of Australia's oldest major mining areas, Broken Hill presents unique challenges related to aging infrastructure and complex underground layouts developed over more than a century of continuous operation. The underground workings here often involve narrow passages and tight spaces where cable installation and maintenance can be particularly challenging.
The semi-arid climate of western New South Wales creates significant dust problems, whilst the complex geology of the area means that underground conditions can vary dramatically within short distances. Type 209 cables must be robust enough to handle the mechanical stress of installation in confined spaces whilst providing reliable power distribution across extensive underground networks.
Cobar Basin (New South Wales) – Gold and Copper Mining
The Cobar Basin's underground operations focus primarily on gold and copper extraction, often involving high-temperature processes that create additional thermal stress on electrical infrastructure. The region's underground mines typically operate at significant depths, with some workings extending well below the water table, creating ongoing challenges with moisture management.
The chemical environment in gold and copper mining operations can be particularly aggressive, with various processing chemicals and naturally occurring minerals potentially affecting cable materials. This makes the chemical resistance properties of Type 209 cables particularly important in Cobar Basin operations.
Olympic Dam (South Australia) – Copper, Uranium, and Gold
Olympic Dam represents one of the world's largest underground mining operations, with a unique combination of copper, uranium, and gold extraction creating complex operational requirements. The scale of the operation, combined with the radioactive nature of some materials, creates stringent requirements for electrical infrastructure reliability and safety.
The remote location of Olympic Dam, combined with the critical nature of its operations, means that electrical failures can have severe operational and safety consequences. Type 209 cables in this environment must provide exceptional reliability whilst maintaining their performance characteristics under continuous operation in challenging conditions.
Common Characteristics of Australian Underground Mines
Across all these diverse mining regions, certain common characteristics define the operating environment for electrical infrastructure. Understanding these shared challenges helps explain why specialised cables like Type 209 are essential for safe and efficient underground operations.
Harsh Environmental Conditions
Australian underground mines consistently present extreme environmental conditions that would quickly destroy standard electrical cables. High humidity levels, often approaching 100% in deep workings, create constant moisture exposure that can cause insulation breakdown and corrosion of electrical components. The confined nature of underground spaces means that heat generated by equipment and processes cannot easily dissipate, creating elevated temperatures that stress cable materials.
Dust represents another constant challenge, with fine particles that can penetrate electrical enclosures and accumulate on cable surfaces. This dust is often chemically active, containing minerals that can accelerate corrosion and degradation of cable materials. The combination of moisture and chemically active dust creates particularly aggressive conditions for electrical infrastructure.
Vibration from heavy mining equipment, blasting operations, and rock movement creates mechanical stress on cables that can lead to fatigue failures over time. This constant mechanical stress, combined with the thermal and chemical challenges, requires cables with exceptional durability and mechanical strength.
Rigorous Safety Standards and Electrical Regulations
Australia's mining industry operates under some of the world's most stringent safety regulations, with electrical safety being a particular focus due to the inherent dangers of electrical faults in underground environments. The confined nature of underground workings means that electrical fires or explosions can have catastrophic consequences, making the flame-retardant properties of mining cables absolutely critical.
Electrical regulations in Australian underground mines require comprehensive earth fault protection, strict insulation standards, and robust screening to prevent electromagnetic interference. These requirements drive the need for specialised cable designs that can meet or exceed these stringent standards whilst maintaining operational reliability.
The regulatory environment also requires detailed documentation and traceability for all electrical components, ensuring that cables like Type 209 can be properly specified, installed, and maintained according to strict protocols that prioritise worker safety and operational reliability.
Application Scenarios for Type 209 1.1 kV Mining Cable
The Type 209 1.1 kV mining cable represents a carefully engineered solution designed specifically for the demanding requirements of underground mining power distribution. Understanding its application scenarios helps explain why this particular cable specification has become essential for safe and reliable underground operations across Australia's mining industry.
Primary Use Cases
General Power Supply for Underground Mining Equipment
Type 209 cables serve as the electrical backbone for underground mining operations, providing reliable power distribution to essential equipment throughout the underground workings. Unlike specialised cables designed for specific applications such as shuttle cars, Type 209 cables offer versatility and reliability for the broad range of electrical loads encountered in typical underground mining operations.
The 1.1 kV voltage rating positions these cables in the low voltage category, making them ideal for distributing power from underground substations to individual pieces of equipment. This voltage level provides an optimal balance between power transmission efficiency and safety, reducing the complexity and cost of electrical protection systems whilst maintaining adequate power capacity for most underground applications.
The general-purpose nature of Type 209 cables means they can be deployed across diverse underground environments, from main haulage ways to working faces, providing consistent electrical performance regardless of the specific mining method or geological conditions. This versatility simplifies cable inventory management and reduces the complexity of electrical system design and maintenance.
Typical Equipment Applications
Conveyor Systems
Underground conveyor systems represent one of the most critical applications for Type 209 cables, as these systems form the primary means of transporting extracted materials from working faces to surface facilities. Conveyor systems in underground mines operate continuously under challenging conditions, requiring reliable electrical power to maintain production schedules and ensure safe material handling.
The motors driving underground conveyors typically range from 50 kW to several hundred kilowatts, requiring robust power cables capable of handling significant electrical loads whilst maintaining voltage stability. Type 209 cables provide the necessary current-carrying capacity and voltage regulation to ensure conveyor systems operate efficiently, even when handling maximum design loads.
Conveyor installations also present unique mechanical challenges for power cables, as they often involve long cable runs with multiple bends and elevation changes. The mechanical properties of Type 209 cables, including their bending radius specifications and mechanical strength, make them well-suited for these demanding installation requirements.
Pumping Systems
Water management represents a critical safety and operational requirement in underground mines, with pumping systems providing essential dewatering services to maintain safe working conditions. Underground pumps often operate continuously, sometimes for months at a time, requiring electrical cables with exceptional reliability and longevity.
The harsh environment around underground pumping stations, characterised by high humidity and potential exposure to contaminated water, creates particularly demanding conditions for electrical infrastructure. Type 209 cables' moisture-resistant construction and chemical resistance properties make them ideal for these applications, ensuring reliable power delivery even in the most challenging pump station environments.
Emergency pumping systems, which may be called upon during flooding or other water-related emergencies, require electrical infrastructure that can function reliably under extreme conditions. The robust construction of Type 209 cables provides the reliability necessary for these critical safety systems.
Ventilation Systems
Underground ventilation systems represent perhaps the most critical safety infrastructure in underground mines, providing breathable air and removing dangerous gases from working areas. The fans and associated equipment that power these systems require absolutely reliable electrical power, as ventilation failures can quickly create life-threatening conditions for underground workers.
Ventilation equipment installations often involve challenging cable routing through confined spaces and areas with significant air movement, creating mechanical stress on power cables. The screening and sheath construction of Type 209 cables provide the mechanical protection necessary to ensure reliable operation in these demanding installation environments.
The continuous operation requirements of ventilation systems, combined with their critical safety function, make cable reliability absolutely paramount. Type 209 cables' proven track record in underground mining applications provides the confidence necessary for these essential safety systems.
Lighting and Power Distribution Systems
Adequate lighting represents a fundamental safety requirement in underground mining operations, whilst power distribution panels provide the electrical infrastructure necessary to support all underground activities. These systems require reliable, safe electrical connections that can operate continuously under challenging environmental conditions.
Underground lighting systems often involve extensive cable runs through areas with limited access for maintenance, making cable reliability and longevity particularly important. Type 209 cables' robust construction and chemical resistance ensure that lighting systems continue to function reliably, maintaining safe working conditions throughout underground operations.
Power distribution panels, which serve as the hub for electrical distribution throughout underground workings, require cables capable of handling diverse electrical loads whilst maintaining safety and reliability. The versatile design of Type 209 cables makes them ideal for these applications, providing consistent performance across a wide range of electrical loads and operating conditions.
Electrical and Physical Parameters of Type 209 1.1 kV Cable
Understanding the detailed electrical and physical specifications of Type 209 1.1 kV cables requires examining each parameter in the context of underground mining applications. These specifications represent the culmination of extensive engineering analysis and practical experience in Australian underground mining operations.
Voltage Rating and System Design
1.1/1.1 kV Low Voltage Classification
The voltage designation of 1.1/1.1 kV places Type 209 cables firmly in the low voltage category, with the dual rating indicating both the voltage between conductors and the voltage between any conductor and earth. This voltage level represents an optimal balance for underground mining applications, providing sufficient power transmission capacity whilst maintaining manageable safety and protection requirements.
The 1.1 kV rating allows for efficient power distribution from underground substations to individual pieces of equipment without the complexity and cost associated with higher voltage systems. This voltage level also simplifies electrical protection requirements, as standard low voltage protection devices can be used throughout the underground electrical system.
In practical terms, the 1.1 kV rating means that these cables can safely operate in underground mining electrical systems with line voltages up to 1000V, providing adequate safety margin for normal voltage variations and system transients. This safety margin is particularly important in underground environments where voltage regulation can be challenging due to long cable runs and varying load conditions.
Conductor Specifications and Current Capacity
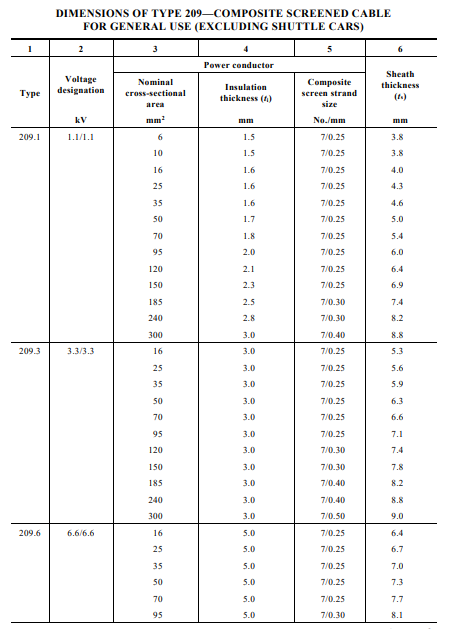
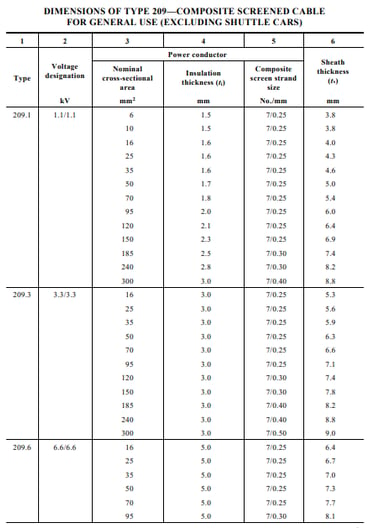
Conductor Size Range: 6 mm² to 300 mm²
The conductor size range of Type 209 cables spans from 6 mm² to 300 mm², covering virtually all power distribution requirements encountered in underground mining operations. This comprehensive range allows electrical designers to select the optimal conductor size for each specific application, balancing current-carrying capacity, voltage drop considerations, and installation practicality.
Smaller conductor sizes (6 mm² to 25 mm²) typically serve control circuits, lighting systems, and small auxiliary equipment. These applications often involve long cable runs with relatively low current requirements, making conductor selection based on voltage drop considerations rather than current capacity.
Medium conductor sizes (35 mm² to 120 mm²) represent the most common applications for underground mining power distribution, serving motors in the 20 kW to 100 kW range. These conductor sizes provide adequate current capacity whilst remaining manageable for installation in confined underground spaces.
Large conductor sizes (150 mm² to 300 mm²) serve high-power applications such as large conveyor drives, main pumping systems, and major ventilation fans. These applications require maximum current capacity whilst maintaining acceptable voltage regulation across potentially long underground cable runs.
Current-Carrying Capacity Considerations
The current-carrying capacity of Type 209 cables depends not only on conductor size but also on installation method, ambient temperature, and grouping with other cables. Underground mining installations often involve multiple cables in confined spaces, which can significantly reduce current-carrying capacity due to thermal effects.
For example, a 95 mm² Type 209 cable installed as a single cable in free air at 40°C ambient temperature might carry 240 amperes continuously. However, the same cable installed in a group of four cables in an underground cable tray at 50°C ambient temperature might be limited to 180 amperes to prevent excessive temperature rise.
Underground mining applications often require derating calculations that account for the specific installation conditions encountered in each mine. Factors such as ventilation air flow, proximity to heat sources, and grouping with other cables all influence the actual current-carrying capacity of installed cables.
Insulation System Design
Insulation Thickness Specifications
The insulation thickness of Type 209 cables varies systematically with conductor size, ranging from 1.5 mm for the smallest conductors to 3.0 mm for the largest sizes. This graduated approach ensures adequate electrical strength whilst minimising overall cable diameter and weight for each conductor size.
The insulation thickness requirements are carefully calculated to provide adequate electrical strength for the 1.1 kV voltage rating whilst accounting for the additional stresses encountered in underground mining environments. These stresses include elevated temperatures, mechanical damage, moisture exposure, and chemical contamination.
For smaller conductor sizes (6 mm² to 50 mm²), insulation thickness ranges from 1.5 mm to 1.7 mm, providing adequate electrical strength whilst maintaining cable flexibility for installation in confined spaces. Medium conductor sizes (70 mm² to 150 mm²) use insulation thickness from 1.8 mm to 2.3 mm, balancing electrical performance with mechanical protection.
Large conductor sizes (185 mm² to 300 mm²) require insulation thickness from 2.5 mm to 3.0 mm to maintain adequate electrical strength across the larger conductor diameter whilst providing additional mechanical protection for these high-value cable installations.
Insulation Material Properties
The insulation material used in Type 209 cables must meet stringent requirements for electrical performance, thermal stability, moisture resistance, and chemical compatibility. Modern formulations typically use cross-linked polyethylene (XLPE) or similar materials that provide excellent electrical properties combined with long-term stability under underground mining conditions.
The insulation system must maintain its electrical properties across a wide temperature range, from the cold conditions that may be encountered during installation to the elevated temperatures present during normal operation. This thermal stability ensures consistent electrical performance regardless of seasonal or operational temperature variations.
Moisture resistance represents another critical requirement, as underground mining environments often expose cables to high humidity or direct water contact. The insulation material must resist moisture penetration whilst maintaining its electrical strength, preventing the formation of water trees or other moisture-related degradation mechanisms.
Screening System Design
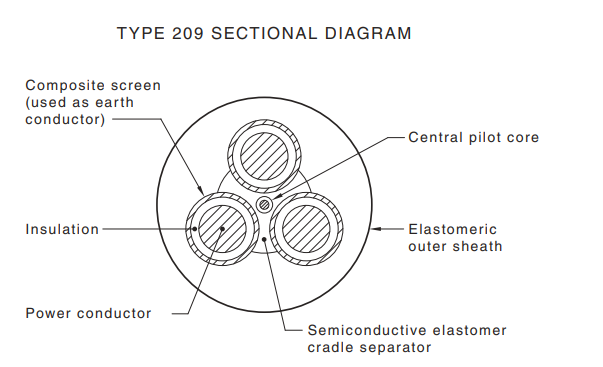
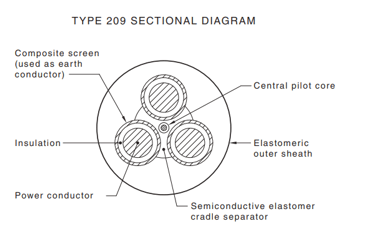
Composite Screen Construction
The composite screen in Type 209 cables serves multiple critical functions, providing electromagnetic shielding, mechanical protection, and fault current handling capability. The screen construction uses fine copper wires arranged in a helical pattern around the insulated conductors, creating a uniform electromagnetic shield whilst maintaining cable flexibility.
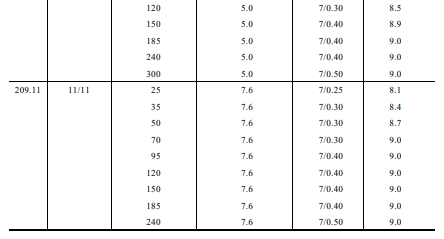
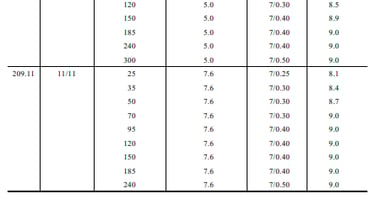
Screen strand sizes range from 7/0.25 mm for smaller cables to 7/0.50 mm for the largest sizes, with the number indicating seven individual copper strands of the specified diameter. This construction provides excellent electrical conductivity for electromagnetic shielding whilst distributing mechanical stress across multiple fine strands.
The helical arrangement of screen wires allows the cable to flex during installation whilst maintaining screen continuity and electromagnetic shielding effectiveness. This flexibility is particularly important in underground mining installations where cables may need to follow complex routing paths through confined spaces.
Electromagnetic Interference Protection
Underground mining operations generate significant electromagnetic interference from motor drives, switching equipment, and control systems. The composite screen in Type 209 cables provides effective protection against this interference, ensuring reliable operation of sensitive control and communication systems.
The screen also provides protection against external electromagnetic fields that might be generated by nearby power cables or electrical equipment. This shielding capability is particularly important in underground environments where multiple cables may be routed in close proximity through limited available space.
Proper screen earthing is essential for effective electromagnetic interference protection, requiring careful attention to installation details and earthing system design. The screen must be continuously earthed throughout the cable run whilst avoiding earth loops that could introduce interference or safety hazards.
Sheath Construction and Protection
Sheath Thickness and Material
The outer sheath of Type 209 cables provides the primary mechanical and environmental protection, with thickness ranging from 3.8 mm for small cables to 8.8 mm for the largest sizes. This graduated approach ensures adequate mechanical protection for each cable size whilst minimising overall cable diameter and weight.
Sheath materials must provide excellent resistance to mechanical damage, chemical attack, moisture penetration, and flame propagation. Modern formulations typically use specially compounded PVC or polyurethane materials that have been specifically developed for underground mining applications.
The sheath thickness is calculated to resist the mechanical stresses encountered during cable installation and operation, including impact damage, abrasion, and crushing forces. Underground installations often involve pulling cables through confined spaces and around obstacles, creating significant mechanical stress that the sheath must withstand without damage.
Environmental Protection Characteristics
The sheath must provide long-term protection against the harsh environmental conditions encountered in underground mining operations. Chemical resistance is particularly important, as cables may be exposed to various industrial chemicals, cleaning agents, and naturally occurring minerals that can attack cable materials.
Moisture resistance represents another critical requirement, as the sheath must prevent water penetration that could compromise the insulation system or screen. The sheath material and construction must maintain this moisture barrier throughout the cable's operational life, despite exposure to high humidity and potential direct water contact.
Flame resistance characteristics are essential for underground mining safety, as the sheath must resist flame propagation and minimise toxic gas emission in the event of a fire. These characteristics are rigorously tested according to specific standards that simulate underground fire conditions.
Understanding Environmental Challenges and Solutions
Underground mining environments present a unique combination of challenges that standard electrical cables simply cannot withstand. Type 209 cables are specifically engineered to address these challenges through careful material selection, construction techniques, and design optimisation based on decades of underground mining experience.
Mechanical Damage Resistance
Impact and Abrasion Protection
Underground mining operations involve constant movement of heavy equipment, materials handling, and blasting activities that create significant risk of mechanical damage to electrical cables. Type 209 cables address this challenge through robust sheath construction and careful attention to installation practices that minimise exposure to mechanical damage.
The thick outer sheath provides primary protection against impact damage from falling rocks, equipment contact, and other mechanical hazards common in underground environments. The sheath material is specifically formulated to resist cuts, punctures, and abrasion whilst maintaining flexibility for installation in confined spaces.
Installation practices for Type 209 cables emphasise protective routing and mechanical protection where necessary. Cables are typically installed in protected raceways or secured to solid supports that prevent movement and reduce exposure to mechanical damage. Where cables must cross areas with high traffic or material handling activity, additional mechanical protection such as steel channels or concrete covers may be required.
Vibration and Stress Management
The constant vibration from mining equipment, ventilation systems, and rock movement creates fatigue stress in electrical cables that can lead to premature failure. Type 209 cables are designed with construction details that distribute stress and resist fatigue failure under cyclic loading conditions.
The composite screen construction helps distribute mechanical stress across multiple fine conductors rather than concentrating stress in a few large elements. This stress distribution reduces the likelihood of fatigue failures whilst maintaining electrical continuity and electromagnetic shielding effectiveness.
Cable support and installation practices also play a critical role in managing vibration stress. Proper cable support intervals and appropriate strain relief at terminations help prevent excessive stress concentration whilst allowing for normal thermal expansion and contraction.
Moisture and Chemical Resistance
Water Ingress Prevention
Underground mining operations often involve significant water management challenges, with cables potentially exposed to high humidity, condensation, or direct water contact. Type 209 cables incorporate multiple barriers against moisture ingress, including specially formulated insulation and sheath materials.
The outer sheath provides the primary moisture barrier, using materials that resist water absorption whilst maintaining their physical properties when exposed to moisture. The sheath construction includes careful attention to potential moisture entry points such as cable joints and terminations.
Internal cable construction also contributes to moisture resistance through the use of moisture-blocking compounds and careful attention to interfaces between different cable components. These design features help prevent moisture migration along the cable even if the outer sheath is damaged.
Chemical Compatibility
Underground mining environments may expose cables to various chemicals including cleaning agents, hydraulic fluids, fuel oils, and naturally occurring minerals. Type 209 cables use materials that have been tested for compatibility with the range of chemicals typically encountered in underground mining operations.
The sheath material selection considers not only immediate chemical resistance but also long-term effects of chemical exposure on cable performance. Some chemicals may not cause immediate damage but can gradually degrade cable materials over time, requiring careful material selection and testing.
Regular inspection and maintenance procedures help identify potential chemical damage before it compromises cable safety or performance. These procedures include visual inspection for signs of chemical attack and electrical testing to verify continued insulation integrity.
Thermal Management
Heat Dissipation in Confined Spaces
Underground mining environments often involve confined spaces with limited air circulation, creating challenges for heat dissipation from electrical cables. Type 209 cables are designed with thermal characteristics that allow safe operation under these challenging conditions.
Cable construction details including conductor design, insulation thickness, and overall cable geometry are optimised to promote heat dissipation whilst maintaining compact overall dimensions. The composite screen construction also contributes to thermal management by providing additional heat dissipation paths.
Installation practices for thermal management include appropriate cable spacing, adequate ventilation, and avoiding installation in areas with excessive heat sources. Where high ambient temperatures are unavoidable, cable current ratings may need to be reduced to prevent excessive temperature rise.
Thermal Expansion Accommodation
Temperature variations in underground mining operations can cause significant thermal expansion and contraction in long cable runs. Type 209 cables and their installation systems must accommodate this thermal movement without creating excessive mechanical stress.
Cable support systems typically include expansion joints or flexible supports that allow for thermal movement whilst maintaining adequate cable support. Proper planning of cable routing and support systems helps ensure that thermal expansion does not create stress concentrations that could lead to premature failure.
Temperature monitoring systems may be used in critical applications to ensure that cable temperatures remain within acceptable limits. These systems can provide early warning of potential thermal problems and help optimise cable loading and cooling systems.
Technical Specifications and Standards Compliance
The AS/NZS 1802:2018 standard represents the culmination of extensive research, practical experience, and engineering analysis specifically focused on the unique requirements of underground mining electrical systems. Understanding the detailed technical specifications within this standard helps explain why Type 209 cables have become the preferred solution for underground mining power distribution across Australia.
Detailed Dimensional Analysis
Conductor Cross-Sectional Areas and Applications
The range of conductor sizes available in Type 209 cables reflects careful analysis of power requirements across all types of underground mining equipment. The smallest size, 6 mm², serves control circuits and small auxiliary equipment where current requirements are modest but reliability remains critical. These applications often involve long cable runs where voltage drop considerations may dictate conductor selection rather than current capacity.
Moving up the size range, conductors from 16 mm² to 50 mm² serve medium-power applications including smaller conveyor drives, auxiliary pumps, and lighting systems. These sizes represent the most common applications in underground mining, where power requirements typically range from 10 kW to 50 kW.
The larger conductor sizes, from 70 mm² to 300 mm², serve high-power applications such as main conveyor drives, large pumping systems, and primary ventilation fans. These applications often represent the most critical systems in underground mines, where electrical failure could have serious safety and operational consequences.
Insulation Thickness Optimisation
The graduated insulation thickness approach used in Type 209 cables reflects sophisticated electrical engineering analysis that balances multiple competing requirements. Thinner insulation reduces overall cable diameter and weight, simplifying installation and reducing costs. However, adequate insulation thickness is essential for electrical safety and long-term reliability.
For the smallest conductors (6 mm² to 25 mm²), the 1.5 mm to 1.6 mm insulation thickness provides adequate electrical strength whilst maintaining cable flexibility for installation in confined spaces. This thickness also provides reasonable mechanical protection against minor damage during installation and operation.
Medium conductor sizes (35 mm² to 120 mm²) use insulation thickness ranging from 1.6 mm to 2.1 mm, reflecting the increased electrical stress associated with larger conductor diameters. This insulation thickness also provides enhanced mechanical protection for these higher-value cable installations.
The largest conductor sizes (150 mm² to 300 mm²) require insulation thickness from 2.3 mm to 3.0 mm to maintain adequate electrical strength across the larger conductor diameter. This increased thickness also provides substantial mechanical protection for these critical, high-power cable installations.
Composite Screen Strand Analysis
The composite screen construction in Type 209 cables uses carefully selected strand sizes that optimise electromagnetic shielding effectiveness whilst maintaining cable flexibility and manufacturing practicality. The standard construction uses seven strands of specified diameter, creating a helical screen that provides uniform electromagnetic coverage.
For smaller cables, the 7/0.25 mm screen construction provides adequate electromagnetic shielding whilst minimising screen resistance and maintaining cable flexibility. This construction is particularly important for control and instrumentation applications where electromagnetic interference can significantly affect system performance.
Medium-sized cables often use 7/0.30 mm screen construction, providing enhanced electromagnetic shielding and reduced screen resistance for applications where electromagnetic interference levels may be higher. This construction also provides improved mechanical protection for the screen system.
The largest cables may use screen strand sizes up to 7/0.50 mm, providing maximum electromagnetic shielding effectiveness and lowest screen resistance. This construction ensures effective electromagnetic protection even in high-interference environments whilst providing substantial fault current capability.
Sheath Thickness and Protection Analysis
The outer sheath thickness progression from 3.8 mm to 8.8 mm reflects careful analysis of mechanical protection requirements for each cable size. Smaller cables typically experience less severe mechanical stress during installation and operation, allowing for thinner sheaths that reduce overall cable dimensions and weight.
Medium-sized cables experience increased mechanical stress due to their larger size and weight, requiring increased sheath thickness for adequate protection. The sheath thickness progression ensures that mechanical protection increases proportionally with cable size and associated mechanical stress levels.
The largest cables require maximum sheath thickness to provide adequate protection against the severe mechanical stress associated with installation and operation of these heavy, high-value cables. The 8.8 mm sheath thickness provides substantial protection against impact damage, abrasion, and other mechanical hazards.
Standards Compliance and Testing Requirements
AS/NZS 1802:2018 Compliance Framework
The AS/NZS 1802:2018 standard establishes comprehensive requirements for underground mining cables that address electrical performance, mechanical properties, environmental resistance, and safety characteristics. Compliance with this standard ensures that Type 209 cables meet the rigorous requirements of Australian underground mining operations.
Electrical performance requirements include insulation resistance, voltage withstand capability, and conductor resistance specifications that ensure reliable power transmission under all anticipated operating conditions. These requirements are verified through comprehensive electrical testing that simulates the full range of operating conditions encountered in underground mines.
Mechanical property requirements address tensile strength, impact resistance, bending performance, and abrasion resistance. These properties are essential for cables that must withstand the severe mechanical stresses encountered during installation and operation in underground mining environments.
Environmental resistance requirements cover moisture resistance, chemical compatibility, thermal performance, and flame resistance. These characteristics ensure that cables continue to perform reliably despite exposure to the harsh environmental conditions typical of underground mining operations.
Testing and Verification Procedures
Manufacturing quality assurance for Type 209 cables involves extensive testing at multiple stages of production to ensure consistent compliance with AS/NZS 1802:2018 requirements. Raw material testing verifies that all cable components meet specified requirements before they are incorporated into finished cables.
In-process testing during cable manufacture monitors critical parameters such as insulation thickness, conductor resistance, and screen continuity. This testing ensures that any manufacturing defects are identified and corrected before they can affect cable performance or safety.
Final product testing includes comprehensive electrical and mechanical testing that verifies compliance with all applicable standard requirements. This testing typically includes high-voltage testing, insulation resistance measurement, conductor resistance verification, and mechanical property testing.
Installation testing requirements ensure that installed cables continue to meet performance requirements after installation. These tests typically include insulation resistance testing, earth continuity verification, and visual inspection to confirm that installation practices have not compromised cable integrity.
Common Underground Mining Cable Issues and Comprehensive FAQ
Understanding the practical challenges encountered with underground mining cables, and how Type 209 cables address these issues, provides valuable insight into the engineering considerations that make these cables essential for safe and reliable underground operations.
Mechanical Damage Prevention and Solutions
Question: How does Type 209 cable resist physical impact underground?
Type 209 cables incorporate multiple design features specifically engineered to resist the physical impacts commonly encountered in underground mining operations. The robust outer sheath, ranging from 3.8 mm to 8.8 mm thickness depending on cable size, provides primary protection against impact damage from falling rocks, equipment contact, and other mechanical hazards.
The sheath material itself is specially formulated to resist cuts, punctures, and crushing forces whilst maintaining sufficient flexibility for installation in confined spaces. This material selection represents a careful balance between mechanical protection and installation practicality, as overly rigid materials would make cable installation extremely difficult in underground environments.
The composite screen construction also contributes to mechanical protection by distributing impact forces across multiple fine conductors rather than concentrating stress in vulnerable areas. This stress distribution helps prevent localised damage that could compromise cable performance even when the outer sheath remains intact.
Installation practices for Type 209 cables emphasise protective routing and mechanical protection where necessary. Cables are typically installed in protected raceways, secured to solid supports, or provided with additional mechanical protection such as steel channels in high-risk areas. These installation practices, combined with the inherent mechanical strength of the cable construction, provide comprehensive protection against physical damage.
Regular inspection and maintenance procedures help identify potential mechanical damage before it compromises cable safety or performance. These procedures include visual inspection for signs of physical damage and electrical testing to verify continued insulation integrity and screen continuity.
Question: What installation practices minimise mechanical damage risk?
Proper installation practices represent the first line of defence against mechanical damage to underground mining cables. Route planning should avoid areas with high traffic, material handling activity, or potential rock fall wherever possible. When cables must pass through high-risk areas, additional mechanical protection such as steel channels, concrete covers, or protective conduits should be provided.
Cable support systems must be designed to prevent excessive sag or movement that could expose cables to mechanical damage. Support intervals should be calculated based on cable weight and mechanical properties, with additional supports provided at direction changes and potential stress concentration points.
Proper pulling techniques during installation help prevent damage to cable sheaths and internal components. Pull forces should be monitored and limited to manufacturer recommendations, with appropriate pulling grips and techniques used to distribute stress evenly across the cable structure.
Water Ingress and Moisture Management
Question: Can Type 209 cables operate reliably in wet conditions?
Type 209 cables are specifically designed to operate reliably in the high-moisture environments typical of underground mining operations. The outer sheath provides the primary moisture barrier, using specially formulated materials that resist water absorption whilst maintaining their mechanical and electrical properties when exposed to moisture.
The insulation system incorporates moisture-resistant materials that maintain their electrical properties even when exposed to high humidity or condensation. Modern insulation formulations resist moisture absorption and prevent the formation of water trees or other moisture-related degradation mechanisms that could compromise long-term reliability.
Internal cable construction includes design features that help prevent moisture migration along the cable even if the outer sheath is compromised. These features may include moisture-blocking compounds, sealed interfaces between cable components, and construction techniques that limit moisture penetration pathways.
However, proper installation and maintenance practices remain essential for moisture protection. Cable joints and terminations represent potential moisture entry points that require careful attention to sealing and weatherproofing. Regular inspection can identify potential moisture ingress before it compromises cable performance.
Water detection and monitoring systems may be appropriate for critical applications where moisture ingress could have serious consequences. These systems can provide early warning of moisture problems and help guide maintenance activities to prevent cable failures.
Question: How should cable terminations be protected from moisture?
Cable terminations represent the most vulnerable points for moisture ingress and require special attention to sealing and protection. Proper termination techniques include the use of appropriate sealing compounds, heat-shrink sleeves, and environmental barriers that prevent moisture from reaching critical electrical components.
Installation procedures should ensure that termination enclosures are properly sealed and provide adequate environmental protection. Drainage provisions may be necessary to prevent water accumulation in termination enclosures, particularly in areas where condensation or water ingress is unavoidable.
Regular inspection and maintenance of terminations can identify potential moisture problems before they compromise electrical safety or reliability. This inspection should include verification of seal integrity, checking for signs of moisture ingress, and electrical testing to confirm continued insulation performance.
Electromagnetic Interference Management
Question: Will electromagnetic interference affect underground operations with Type 209 cables?
The composite screen in Type 209 cables provides effective protection against electromagnetic interference that could otherwise disrupt sensitive control and communication systems in underground mining operations. The screen construction creates a continuous electromagnetic shield around the power conductors, preventing the cable from both generating and receiving electromagnetic interference.
Underground mining operations generate significant electromagnetic interference from variable frequency drives, switching equipment, and high-power motor starting operations. Without proper screening, this interference can disrupt communication systems, affect sensitive control equipment, and cause measurement errors in monitoring systems.
The helical arrangement of screen conductors in Type 209 cables ensures continuous electromagnetic coverage even when the cable is bent during installation or thermal cycling during operation. This continuous coverage is essential for effective interference suppression in the dynamic environment of underground mining operations.
Proper screen earthing is critical for effective electromagnetic interference protection. The screen must be earthed at both ends of cable runs whilst avoiding earth loops that could introduce interference or create safety hazards. Installation procedures must ensure continuous screen earthing through joints and terminations.
Regular testing of screen continuity and earthing system integrity helps ensure continued electromagnetic interference protection throughout the cable's operational life. This testing should be incorporated into routine maintenance procedures for critical control and communication systems.
Question: How does screen earthing affect electromagnetic interference protection?
Screen earthing provides the reference potential necessary for effective electromagnetic interference protection and creates the return path for induced currents that would otherwise circulate within the screen system. Proper earthing practices ensure that the screen operates at consistent potential whilst providing effective interference suppression.
Single-point earthing is often preferred for longer cable runs to avoid circulating currents that could reduce screening effectiveness or create heating problems. However, safety considerations in underground mining may require earthing at multiple points to ensure adequate earth fault protection.
Earth loop avoidance is critical for both electromagnetic interference protection and electrical safety. Installation procedures must carefully consider earthing system design to provide effective interference suppression whilst maintaining safe earthing practices according to mining electrical safety standards.
Thermal Performance and Temperature Management
Question: Can Type 209 cables handle thermal stress in underground environments?
Type 209 cables are designed to operate reliably across the wide temperature range encountered in underground mining operations, from cold installation conditions to elevated operating temperatures generated by electrical loading and ambient heating from mining equipment and processes.
The insulation system uses materials specifically selected for thermal stability and long-term performance under elevated temperature conditions. Modern cross-linked polyethylene (XLPE) insulation formulations maintain their electrical and mechanical properties across the full operating temperature range whilst resisting thermal degradation over extended operating periods.
Cable construction details including conductor design, insulation thickness, and overall geometry are optimised to promote heat dissipation whilst maintaining compact dimensions suitable for underground installation. The composite screen construction also contributes to thermal management by providing additional heat conduction paths.
However, proper installation practices remain essential for thermal management. Adequate spacing between cables, appropriate ventilation, and avoiding installation near excessive heat sources help ensure that cables operate within their thermal design limits. Current derating may be necessary in high ambient temperature environments or when cables are installed in groups.
Temperature monitoring may be appropriate for critical applications where thermal overload could have serious consequences. These monitoring systems can provide early warning of thermal problems and help optimise cable loading and cooling systems for maximum reliability and service life.
Question: What factors affect current-carrying capacity in underground installations?
Current-carrying capacity in underground mining installations depends on multiple factors beyond the basic cable design ratings published in standards. Ambient temperature, installation method, grouping with other cables, and ventilation conditions all significantly affect the actual current capacity of installed cables.
Ambient temperature in underground mines can vary significantly depending on depth, ventilation effectiveness, and proximity to heat sources. Higher ambient temperatures directly reduce current-carrying capacity, as the cable's ability to dissipate heat decreases as the temperature difference between the cable and surrounding environment decreases.
Installation method affects thermal performance through its impact on heat dissipation. Cables installed in free air with good ventilation can carry higher currents than cables installed in confined spaces such as cable trays or conduits where heat dissipation is restricted.
Grouping effects occur when multiple cables are installed in close proximity, as the heat generated by each cable affects the operating temperature of adjacent cables. Standard derating factors are available for common grouping arrangements, but unusual installations may require specific thermal analysis.
Ventilation airflow can significantly improve current-carrying capacity by enhancing heat dissipation from cable surfaces. However, ventilation effectiveness depends on air velocity, direction, and continuity along cable routes, requiring careful consideration during installation planning.
Fire Safety and Flame Resistance
Question: Are Type 209 cables flame-retardant and what fire safety features do they include?
Type 209 cables manufactured to AS/NZS 1802:2018 requirements include comprehensive fire safety features designed specifically for underground mining applications where fire safety is absolutely critical due to confined escape routes and potential for rapid fire spread.
The outer sheath material incorporates flame-retardant compounds that resist ignition and limit flame propagation along the cable length. These materials are specifically tested according to mining industry fire test standards that simulate the conditions encountered in underground mining fires.
Low smoke emission characteristics ensure that cables do not significantly contribute to smoke production during fire conditions, helping maintain visibility for emergency evacuation and firefighting operations. This characteristic is particularly important in confined underground spaces where smoke accumulation can quickly become life-threatening.
Low toxicity gas emission prevents the cable from contributing to toxic gas production during fire conditions. The materials used in Type 209 cables are selected to minimise the production of toxic gases such as hydrogen chloride that could pose serious health risks to underground personnel during fire emergencies.
However, fire prevention remains the primary safety strategy, with flame-resistant cable characteristics providing backup protection should fire occur despite preventive measures. Proper installation practices, electrical protection system design, and maintenance procedures all contribute to fire prevention in underground mining electrical systems.
Question: What installation practices enhance fire safety with Type 209 cables?
Fire safety installation practices for underground mining cables emphasise both fire prevention and fire containment should ignition occur despite preventive measures. Cable routing should avoid high-risk areas such as locations near flammable materials, high-temperature equipment, or areas with potential ignition sources wherever possible.
Fire barriers and compartmentalisation help prevent fire spread along cable routes and limit the extent of any fire that does occur. These barriers may include fire-resistant cable coatings, fire walls, and compartmentalised cable routing that isolates different areas of the underground electrical system.
Electrical protection system design plays a critical role in fire prevention by quickly detecting and isolating electrical faults that could lead to fire. Modern protection systems can detect insulation failures, earth faults, and overload conditions within milliseconds, preventing the development of dangerous arcing or heating conditions.
Emergency lighting and communication systems must be designed to remain functional during fire conditions, requiring special attention to cable routing and protection for these critical safety systems. These systems often use fire-resistant cables with enhanced fire survival characteristics.
Regular inspection and maintenance help identify potential fire hazards before they can develop into dangerous conditions. This inspection should include checking for cable damage, overheating signs, and proper function of electrical protection systems.
Installation and Maintenance Considerations
Question: What are the minimum bending radius requirements for Type 209 cables and why are they important?
Minimum bending radius requirements for Type 209 cables are carefully calculated to prevent damage to internal cable components during installation whilst allowing reasonable flexibility for routing through confined underground spaces. These requirements typically specify minimum bending radius as a multiple of overall cable diameter, with larger multipliers required for larger cables.
Excessive bending during installation can damage insulation, break screen conductors, or create stress concentrations that lead to premature failure. The specified minimum bending radius ensures that internal components remain within their elastic limit during normal installation procedures.
Different bending radius requirements may apply for installation bending versus operational bending, with tighter radii sometimes acceptable for temporary installation conditions compared to permanent installation configurations. Installation procedures should clearly specify which requirements apply to each phase of cable installation.
Cable pulling equipment and techniques must be designed to maintain specified bending radii throughout the installation process. This may require specialised pulling equipment, intermediate supports, or modified installation procedures for challenging routing situations.
Post-installation inspection should verify that installed cables meet bending radius requirements and identify any areas where excessive bending may have occurred during installation. Corrective action may be necessary if bending radius violations are identified.
Question: What current can different conductor sizes carry in typical underground mining applications?
Current-carrying capacity for Type 209 cables depends on conductor size, installation conditions, and operating environment. Published ratings provide baseline values that must be modified for specific installation conditions encountered in underground mining operations.
A 95 mm² conductor Type 209 cable might carry 240 amperes when installed as a single cable in free air at 40°C ambient temperature. However, this rating would be reduced to approximately 200 amperes when installed in a group of three cables, and further reduced to about 180 amperes if ambient temperature rises to 50°C.
Smaller conductors such as 35 mm² might carry 140 amperes under standard conditions, making them suitable for motors in the 50-75 kW range. Medium conductors like 150 mm² might carry 320 amperes under standard conditions, suitable for motors in the 150-200 kW range.
The largest conductors such as 300 mm² can carry 460 amperes or more under favourable conditions, making them suitable for the largest mining equipment motors or main distribution feeders serving multiple loads.
Actual current capacity calculations for specific installations should consider ambient temperature, installation method, grouping factors, and voltage drop limitations. Professional electrical engineering analysis is recommended for critical applications where current capacity optimisation is important for operational efficiency or cost considerations.
Question: How should Type 209 cables be stored and handled before installation?
Proper storage and handling procedures are essential for maintaining Type 209 cable quality and preventing damage that could compromise performance or safety. Cables should be stored on appropriate reels or supports that prevent deformation and protect the outer sheath from damage.
Environmental protection during storage includes protecting cables from direct sunlight, extreme temperatures, moisture, and chemical contamination. Storage areas should provide adequate shelter whilst allowing for inspection and handling access when cables are required for installation.
Handling procedures should minimise mechanical stress and prevent damage to cable sheaths and internal components. Appropriate lifting and moving equipment should be used for heavy cables, with care taken to avoid excessive bending or crushing during handling operations.
Pre-installation inspection should verify cable condition and identify any damage that may have occurred during manufacturing, shipping, or storage. This inspection should include visual examination of the outer sheath and electrical testing to verify insulation integrity and screen continuity.
Installation planning should consider cable handling requirements and ensure that appropriate equipment and procedures are available for safe and efficient cable installation. This planning should address route preparation, pulling equipment requirements, and personnel safety during installation operations.
Conclusion: The Critical Role of Type 209 1.1 kV Cables in Australian Underground Mining
The comprehensive analysis of AS/NZS 1802 Type 209 1.1 kV mining cables reveals why these specialised cables have become indispensable for safe and efficient underground mining operations across Australia. From the iron ore mines of the Pilbara to the complex multi-metal operations of Mount Isa, these cables provide the electrical backbone that enables modern underground mining to operate safely and efficiently under some of the most challenging conditions on Earth.
Engineering Excellence for Extreme Environments
The sophisticated engineering behind Type 209 cables represents decades of practical experience and continuous improvement in underground mining electrical systems. Every aspect of cable design, from conductor sizing through insulation thickness to sheath construction, has been optimised for the unique combination of electrical, mechanical, thermal, and chemical stresses encountered in underground mining environments.
The graduated approach to cable specifications, with systematic increases in insulation thickness, sheath thickness, and screen strand size based on conductor size, demonstrates the careful engineering analysis that underlies these cables. This approach ensures that each cable size provides optimal performance for its intended applications whilst maintaining cost-effectiveness and installation practicality.
The composite screen construction exemplifies the sophisticated engineering solutions incorporated into Type 209 cables. This screening system simultaneously provides electromagnetic interference protection, mechanical reinforcement, and earth fault current capability, demonstrating how modern cable design addresses multiple requirements through integrated solutions rather than separate components.
Safety as the Paramount Consideration
Throughout the analysis of Type 209 cable characteristics, safety considerations emerge as the driving force behind virtually every design decision. The flame-retardant sheath materials, robust earth fault protection capabilities, and moisture-resistant construction all reflect the critical importance of electrical safety in underground mining environments where electrical failures can have catastrophic consequences.
The comprehensive fire safety features incorporated into Type 209 cables, including flame resistance, low smoke emission, and reduced toxic gas production, demonstrate the mining industry's commitment to worker safety. These characteristics provide multiple layers of protection that can be life-saving in emergency situations where underground personnel must rely on electrical systems for lighting, communication, and ventilation during evacuation procedures.
The rigorous testing and quality assurance requirements specified in AS/NZS 1802:2018 ensure that these safety features are consistently delivered in every cable manufactured to this standard. This consistency is essential for mining operations where electrical system reliability directly affects worker safety and operational continuity.
Operational Efficiency and Reliability
Beyond safety considerations, Type 209 cables contribute significantly to operational efficiency in underground mining through their exceptional reliability and performance characteristics. The robust construction and high-quality materials ensure long service life with minimal maintenance requirements, reducing operational disruptions and maintenance costs.
The electromagnetic interference protection provided by the composite screen ensures reliable operation of sensitive control and monitoring systems that are essential for modern automated mining operations. This interference protection becomes increasingly important as mining operations incorporate more sophisticated electronic control systems and communication networks.
The comprehensive range of conductor sizes available in Type 209 cables simplifies electrical system design and installation by providing optimal solutions for virtually all underground mining power distribution requirements. This standardisation reduces inventory complexity, simplifies maintenance procedures, and ensures consistent performance across all electrical systems.
Compliance with Australian Mining Standards
The strict compliance of Type 209 cables with AS/NZS 1802:2018 requirements ensures that these cables meet the rigorous standards established specifically for Australian underground mining conditions. This compliance provides mining operators with confidence that their electrical systems meet all applicable safety and performance requirements whilst supporting efficient regulatory compliance and audit procedures.
The standard's comprehensive coverage of electrical, mechanical, thermal, and environmental requirements ensures that cables meeting these specifications will perform reliably across the diverse range of conditions encountered in Australian underground mines. This standardisation also facilitates technology transfer and best practice sharing across the Australian mining industry.
The ongoing development and refinement of the AS/NZS 1802 standard ensures that Type 209 cable requirements continue to evolve with advancing mining technology and operational experience. This evolutionary approach maintains the relevance and effectiveness of these specifications as mining operations become increasingly sophisticated and demanding.
Future Considerations and Technological Evolution
As Australian underground mining operations continue to evolve toward greater automation, deeper workings, and more sophisticated control systems, the demands on electrical infrastructure will continue to increase. Type 209 cables provide a robust foundation for these evolving requirements whilst maintaining the safety and reliability characteristics that are essential for underground mining operations.
The modular approach to Type 209 cable specifications, with systematic scaling of protection and performance characteristics based on application requirements, provides flexibility for adapting to future technological developments whilst maintaining consistency with established installation and maintenance procedures.
The comprehensive technical documentation and testing requirements associated with AS/NZS 1802:2018 compliance ensure that future developments in cable technology can be properly evaluated and integrated into existing mining electrical systems without compromising safety or reliability standards.
The Essential Infrastructure Investment
The analysis presented throughout this comprehensive examination demonstrates that Type 209 1.1 kV mining cables represent far more than simple electrical components. These cables constitute critical infrastructure investments that enable safe, efficient, and reliable underground mining operations whilst supporting the technological advancement and operational sophistication that characterise modern Australian mining.
The robust design, comprehensive safety features, and proven performance record of Type 209 cables make them an essential component of any underground mining electrical system. Their contribution to operational safety, efficiency, and reliability justifies their selection over standard industrial cables and supports the mining industry's commitment to world-class safety and operational standards.
For Australian underground mining operations, the choice of appropriate electrical infrastructure represents a fundamental decision that affects every aspect of operations from worker safety through operational efficiency to long-term sustainability. Type 209 1.1 kV cables provide the proven solution that meets these diverse requirements whilst supporting the continued evolution and advancement of Australian underground mining technology and practices.
In conclusion, AS/NZS 1802 Type 209 1.1 kV mining cables represent the culmination of extensive engineering development, practical experience, and unwavering commitment to safety that characterises Australian underground mining electrical systems. Their continued use and ongoing development ensure that Australian underground mining operations maintain their position as world leaders in safety, efficiency, and technological sophistication.
