
AS/NZS 1802 Type 210 Mining Cable: Essential Power Solutions for Australian Copper Operations
Comprehensive guide to AS/NZS 1802 Type 210 mining cables for Australian copper mines. Covers electrical specifications, applications, major mining operations, and solutions for underground challenges in harsh mining environments.
7/9/202516 min read
AS/NZS 1802 Type 210 Mining Cable: Essential Power Solutions for Australian Copper Operations
Introduction
When you venture into the depths of an Australian copper mine or witness the massive scale of open-pit operations, the intricate network of power cables becomes immediately apparent. These aren't ordinary electrical cables – they're specially engineered lifelines that must withstand crushing forces, extreme temperatures, corrosive environments, and constant movement. Among the most critical components in this electrical infrastructure is the AS/NZS 1802 Type 210 mining cable, a robust power solution specifically designed for the demanding conditions found in Australia's mining industry.
The AS/NZS 1802 Type 210 cable represents a pinnacle of engineering excellence in mining applications. This specialised cable system delivers reliable power to hand-held drilling equipment, mobile machinery, and various underground operations while maintaining safety standards that protect both equipment and personnel. Understanding its importance requires recognising that mining operations cannot afford electrical failures – downtime translates directly to significant financial losses and potential safety hazards.
Australia's copper mining industry, which contributes billions to the national economy, depends entirely on reliable electrical systems to maintain production. The Type 210 cable serves as the electrical backbone for many of these operations, particularly in deep underground workings where environmental conditions become increasingly challenging. From the gold-rich deposits of Western Australia to the copper-bearing formations of New South Wales, these cables power the equipment that extracts the minerals essential to modern technology and infrastructure.
The significance of proper cable selection becomes even more apparent when considering the harsh realities of mining environments. Underground operations subject cables to constant flexing, abrasion from rock surfaces, exposure to moisture and corrosive substances, and extreme temperature variations. Surface operations, while different in nature, present their own challenges including exposure to weather extremes, heavy machinery traffic, and the need for frequent repositioning of equipment.
Overview of Major Australian Copper and Gold Mining Operations
Australia's mining landscape features some of the world's most productive and technologically advanced operations, each presenting unique challenges for electrical infrastructure. Understanding these operations helps illustrate why specialised cables like the Type 210 are essential for maintaining productivity and safety standards.
Boddington Mine, Western Australia stands as Australia's largest gold producer and a significant copper contributor. This massive open-pit operation, located approximately 130 kilometres southeast of Perth, represents the scale and complexity of modern mining. The mine produces roughly 98 million pounds of copper annually alongside substantial gold output. The operation requires extensive electrical infrastructure to power everything from massive haul trucks to precision drilling equipment. The Type 210 cable finds particular application in powering mobile drilling rigs and maintenance equipment that must operate reliably in the dusty, abrasive environment of this open-pit operation.
The Super Pit at Kalgoorlie, Western Australia presents perhaps the most iconic example of Australian mining prowess. This enormous open-pit operation stretches approximately 3.5 kilometres in length, 1.5 kilometres in width, and reaches depths of 600 metres. Producing around 432,000 ounces of gold in recent years, the Super Pit requires an electrical infrastructure capable of supporting massive-scale operations. The challenging environment includes extreme temperature variations, from scorching surface conditions to cooler depths, all of which demand cables capable of maintaining performance across these ranges.
Cadia Valley Operations in New South Wales represents the complexity of modern mining through its combination of open-pit and underground panel-cave operations. Producing approximately 464,000 ounces of gold in 2024, Cadia demonstrates how mining operations increasingly rely on sophisticated electrical systems to coordinate between surface and underground activities. The underground panel-cave method requires particularly robust cabling solutions, as equipment must operate in confined spaces with limited access for maintenance and replacement.
St Ives Gold Mine, Western Australia operates as a complex of both open-pit and underground operations, producing around 372,000 ounces of gold annually. This operation exemplifies the versatility required in modern mining cables, as equipment must transition between surface and underground environments. The underground workings at St Ives present particular challenges for electrical infrastructure, including the need for cables that can handle frequent repositioning of equipment and exposure to groundwater.
Emerging operations like those at Tennant Creek in the Northern Territory represent the future of Australian mining. These newer facilities, designed with modern safety and efficiency standards, often incorporate the latest in electrical infrastructure from the outset. The new processing plant at Tennant Creek, designed to produce 50-100,000 ounces of gold annually, demonstrates how proper electrical planning can enhance both safety and productivity in mining operations.
Each of these operations shares common electrical challenges that the Type 210 cable addresses. The need for reliable power distribution to mobile equipment, the requirement for cables that can withstand harsh environmental conditions, and the critical importance of maintaining electrical integrity in safety-critical applications all point to the essential role of properly specified mining cables.
Application Scenarios in Copper Mining Operations
The versatility of AS/NZS 1802 Type 210 cable becomes apparent when examining its diverse applications across different mining scenarios. Understanding these applications helps illustrate why this particular cable specification has become standard in Australian mining operations.
Hand-held drilling equipment represents one of the most demanding applications for Type 210 cable. In both underground and open-pit operations, workers rely on pneumatic and electric drills for everything from blast hole preparation to rock bolting for tunnel stabilisation. These tools require cables that can flex continuously without failure, resist abrasion from contact with rock surfaces, and maintain electrical integrity despite being dragged across rough terrain. The Type 210 cable's construction specifically addresses these challenges through its flexible conductor design and robust outer sheath.
The drilling process itself subjects cables to particularly harsh treatment. As operators manoeuvre equipment into position, cables must bend around corners, stretch across uneven surfaces, and withstand the vibration transmitted from drilling operations. The constant movement means that cables experience thousands of flex cycles during normal operation, making fatigue resistance a critical design consideration. The Type 210's stranded conductor construction distributes mechanical stress across multiple smaller conductors, significantly improving flex life compared to solid conductor alternatives.
Mobile equipment and pumping systems represent another crucial application area. Underground mining operations rely heavily on mobile equipment that must be repositioned frequently as mining progresses. This includes everything from shuttle cars that transport ore to mobile pumps that manage groundwater. The electrical connections to this equipment must accommodate constant movement while maintaining reliable power delivery. Type 210 cable serves as flexible trailing cable in these applications, providing the electrical connection between fixed infrastructure and mobile equipment.
The pumping applications deserve particular attention, as water management represents a constant challenge in mining operations. Underground workings naturally accumulate water from various sources, including groundwater infiltration and water used in dust suppression systems. Pumps must operate reliably in these wet environments, and their electrical connections must maintain integrity despite exposure to moisture. The Type 210 cable's construction includes specific features to address these challenges, including moisture-resistant insulation and protective sheathing.
Feeder applications involve using Type 210 cable to distribute power from main electrical infrastructure to various work areas. In underground operations, this often means running cables through established tunnels to reach new work faces. The cables must be robust enough to withstand installation stresses, including being pulled through confined spaces and around corners. Once installed, they must continue operating reliably despite ongoing exposure to the underground environment.
The underground environment presents unique challenges that surface operations don't encounter. Temperature variations can be extreme, with surface temperatures potentially exceeding 40°C in Australian conditions while underground temperatures remain relatively constant. However, electrical equipment generates heat, and ventilation systems may not always maintain ideal conditions. Cables must operate reliably across these temperature ranges while maintaining their mechanical properties.
Abrasive conditions represent a constant challenge in mining applications. Whether from rock dust in underground operations or the general abrasive nature of mining environments, cables must resist wear that would quickly destroy conventional electrical cables. The Type 210 specification includes requirements for abrasion-resistant outer sheathing that can withstand contact with rough surfaces without compromising electrical integrity.
The high-tension movement characteristic of mining applications stems from the need to frequently reposition equipment and the challenging terrain in which mining takes place. Cables may be subjected to pulling forces as equipment moves, particularly in underground operations where space constraints limit the ability to provide gentle cable routing. The Type 210's mechanical design accounts for these forces through appropriate conductor sizing and protective construction.
Electrical and Mechanical Specifications
The technical specifications of AS/NZS 1802 Type 210 cable reflect decades of engineering development specifically focused on mining applications. Each specification parameter addresses particular challenges encountered in mining environments, creating a cable system optimised for reliability and safety.
Voltage rating of 1.1/1.1 kV AC represents the standard for mining equipment power distribution. This rating indicates that the cable can safely operate at voltages up to 1,100 volts AC, providing adequate safety margin for typical mining electrical systems. The dual voltage notation (1.1/1.1 kV) refers to the cable's ability to handle both phase-to-phase and phase-to-earth voltages at this level, which is crucial for three-phase power systems commonly used in mining operations.
Understanding voltage rating requires recognising that mining electrical systems must balance several competing requirements. Higher voltages allow for more efficient power transmission over longer distances, reducing cable size and installation costs. However, higher voltages also increase safety risks and require more sophisticated protection systems. The 1.1 kV rating represents an optimal balance for mining applications, providing efficient power distribution while maintaining manageable safety requirements.
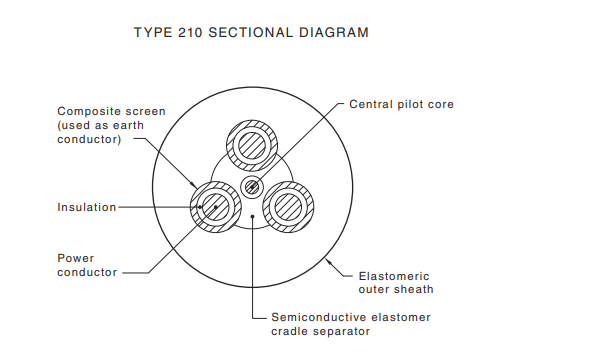
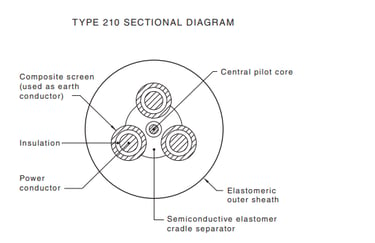
Conductor construction utilises flexible, stranded tinned annealed copper, representing the culmination of metallurgical engineering for demanding applications. The copper provides excellent electrical conductivity, essential for minimising power losses and maintaining efficient operation. The annealing process ensures that the copper remains soft and flexible, crucial for applications involving frequent flexing. Tinning the copper strands provides corrosion resistance, particularly important in mining environments where moisture and corrosive substances are common.
The stranded construction distributes mechanical stress across multiple smaller conductors rather than concentrating it in a single large conductor. This design dramatically improves flex life, as individual strands can move relative to each other during bending without exceeding their elastic limits. The strand count and size are carefully optimised to balance flexibility with current-carrying capacity and mechanical strength.
Insulation system employs Ethylene Propylene Rubber (EPR) with semiconductive screens, representing advanced materials technology adapted for mining conditions. EPR provides excellent electrical insulation properties while maintaining flexibility across a wide temperature range. The semiconductive screens serve multiple functions, including stress control and providing a smooth interface between the conductor and insulation. This construction helps prevent electrical breakdown and extends cable life in demanding applications.
The semiconductive screens deserve particular explanation, as they represent sophisticated electrical engineering. These screens, made from materials with carefully controlled electrical properties, help distribute electrical stress evenly around the conductor. Without these screens, electrical stress concentrations could develop at imperfections in the conductor surface, potentially leading to insulation breakdown. The screens essentially create a uniform electrical field within the insulation, dramatically improving reliability.
Composite earth screen combines copper braid with polyester yarn in an ingenious design that addresses both electrical and mechanical requirements. The copper braid provides the electrical path for fault current and equipment grounding, essential for safety in mining operations. The polyester yarn adds mechanical strength and helps maintain the integrity of the braid during flexing. This composite construction ensures that the earth screen continues functioning even after repeated flexing that might damage a purely metallic screen.
The earth screen serves multiple critical functions in mining applications. It provides the return path for ground fault currents, enabling protective relays to detect and clear faults quickly. It also provides electromagnetic shielding, reducing electrical interference that might affect sensitive electronic equipment. Additionally, the screen helps maintain the cable's structural integrity during handling and installation.
Sheath construction utilises heavy-duty PCP (Polychloroprene) or optional CPE/CSP (Chlorinated Polyethylene/Chlorosulfonated Polyethylene) materials selected for their exceptional resistance to mining environment challenges. These materials provide protection against abrasion, chemicals, ozone, and temperature extremes. The sheath represents the cable's first line of defence against environmental damage, making material selection crucial for long-term reliability.
Polychloroprene, commonly known as neoprene, offers excellent balance of properties for mining applications. It resists oils, fuels, and many chemicals commonly encountered in mining operations. It maintains flexibility across a wide temperature range and provides good resistance to ozone and weathering. The heavy-duty construction ensures adequate thickness to resist mechanical damage while maintaining flexibility for installation and operation.
Temperature ratings reflect the cable's ability to operate across the extreme conditions encountered in Australian mining operations. The operating temperature range of -25°C to +90°C encompasses the conditions found in most mining applications, from cold underground workings to equipment operating in direct sunlight. The emergency rating of +130°C provides safety margin for brief periods of overload or equipment malfunction. The short-circuit rating of +250°C for 5 seconds ensures that the cable can withstand the thermal stress of electrical faults without creating additional hazards.
These temperature ratings result from careful materials selection and testing. The insulation and sheath materials must maintain their properties across these temperature ranges, while the conductor must maintain adequate current-carrying capacity. The ratings provide guidance for proper cable selection and installation, ensuring that cables operate within their design parameters throughout their service life.
Dimensions and Technical Specifications
The physical dimensions of AS/NZS 1802 Type 210 cable reflect careful engineering optimisation for mining applications. Understanding these specifications helps ensure proper cable selection and installation practices that maximise performance and service life.
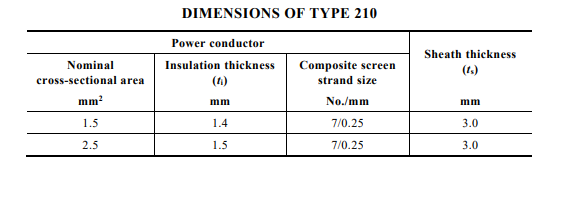
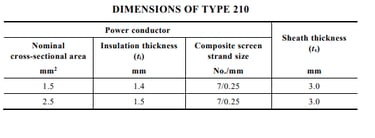
Conductor sizing begins with the most common applications, starting with 1.5 mm² conductor area using 7 strands of 0.25 mm diameter wire. This construction provides 1.176 mm² of actual copper area while maintaining excellent flexibility through the multiple-strand design. The 1.4 mm insulation thickness provides adequate electrical isolation while maintaining reasonable cable diameter for installation in confined spaces.
For applications requiring higher current capacity, the 2.5 mm² conductor utilises the same 7×0.25 mm strand configuration but with additional copper area. This sizing accommodates more demanding applications while maintaining the flexibility essential for mobile equipment connections. The consistent strand configuration across different conductor sizes simplifies inventory management and installation procedures.
Insulation thickness of 1.4 mm for the 1.5 mm² conductor and 1.5 mm for the 2.5 mm² conductor provides appropriate electrical clearance for the 1.1 kV rating while maintaining mechanical flexibility. The insulation thickness represents a balance between electrical safety and mechanical properties. Thicker insulation would provide greater electrical safety margins but would reduce flexibility and increase cable diameter, potentially complicating installation.
The composite screen strand configuration using 24 strands of 0.20 mm diameter wire creates a robust earthing system that maintains continuity despite repeated flexing. This construction provides adequate current-carrying capacity for fault conditions while maintaining the flexibility essential for mobile applications. The strand count and size are optimised to balance electrical performance with mechanical durability.
Sheath thickness of 3.0 mm provides substantial protection against mechanical damage while maintaining reasonable cable flexibility. This thickness represents years of experience in mining applications, providing adequate protection against abrasion, impact, and chemical attack while allowing for practical installation and operation. The sheath thickness affects both the cable's protective properties and its flexibility, requiring careful optimisation for mining applications.
Overall cable dimensions reflect the cumulative effect of all construction elements. The 1.5 mm² cable achieves a nominal diameter of 23.78 mm with a weight of 3.2 kg per 100 metres. The 2.5 mm² version measures 25.19 mm diameter with a weight of 4.2 kg per 100 metres. These dimensions provide guidance for cable routing design and installation planning, ensuring adequate clearances and support systems.
The weight specifications become particularly important in mining applications where cables must often be handled manually during installation and maintenance. The weights reflect the substantial construction required for mining service while remaining manageable for field installation. Understanding these weights helps in planning installation procedures and designing appropriate support systems.
Current-carrying capacity depends on installation conditions and ambient temperature but typically ranges from 20-25 amperes for the 1.5 mm² conductor and 30-35 amperes for the 2.5 mm² conductor under normal mining conditions. These ratings account for the elevated temperatures and restricted ventilation commonly encountered in mining applications. Proper current rating selection ensures that cables operate within their thermal limits, maximising service life and maintaining safety.
The current ratings reflect sophisticated thermal analysis considering the cable's construction, installation environment, and operating conditions. Mining applications often involve elevated ambient temperatures, restricted ventilation, and grouping multiple cables together, all of which reduce current-carrying capacity compared to ideal conditions. The ratings provide practical guidance for system design while maintaining appropriate safety margins.
Frequently Asked Questions: Common Concerns and Solutions
The complexity of mining operations and the critical nature of electrical systems naturally generate numerous questions about cable selection, installation, and maintenance. Understanding these concerns and their solutions helps ensure optimal performance and safety in mining applications.
Question 1: Can Type 210 handle repeated tension and twisting during normal mining operations?
The Type 210 cable design specifically addresses the mechanical stresses common in mining applications. The flexible stranded conductor construction distributes mechanical stress across multiple smaller conductors, preventing stress concentration that could lead to conductor failure. The composite earth screen, combining copper braid with polyester yarn, maintains electrical continuity even after thousands of flex cycles. The robust outer sheath protects internal components from abrasion and mechanical damage.
However, success depends on proper installation and handling procedures. Cable routes should minimise sharp bends and provide adequate support to prevent excessive stress concentration. Regular inspection of cable condition helps identify potential problems before they result in failure. When cables must be subjected to repeated tension and twisting, consideration should be given to more frequent replacement schedules to maintain system reliability.
Question 2: How does the cable perform in water ingress or muddy conditions typical of mining environments?
The Type 210 cable's construction provides substantial protection against moisture ingress through multiple barriers. The heavy-duty PCP or CPE sheath serves as the primary moisture barrier, while the composite earth screen provides additional protection for internal components. The EPR insulation system maintains its electrical properties even when exposed to moisture, providing continued safe operation.
Despite this robust construction, prevention remains preferable to remediation. Installation practices should minimise exposure to standing water where possible, and regular inspection schedules should include checking for signs of moisture ingress. In particularly challenging environments, additional protective measures such as cable trays or conduits may be warranted. When moisture ingress is detected, immediate assessment and potential replacement prevent progression to more serious failures.
Question 3: How is earth-fault protection effectively implemented with Type 210 cable?
The composite earth screen in Type 210 cable provides an excellent foundation for earth-fault protection systems. The continuous copper braid creates a low-impedance path for fault currents, enabling protective relays to detect and clear faults quickly. The screen connects to the equipment earth system, providing both fault detection and personnel protection through effective grounding.
Modern mining operations typically employ sophisticated ground-fault protection systems that monitor the integrity of the earth screen continuously. These systems can detect insulation deterioration before it progresses to complete failure, enabling proactive maintenance. The pilot core often included in multi-core configurations provides additional monitoring capability, allowing remote assessment of cable condition.
Question 4: Are the temperature ratings adequate for Australian mining conditions?
The Type 210 temperature ratings of -25°C to +90°C operating range accommodate the vast majority of Australian mining conditions. Underground operations typically maintain relatively stable temperatures, while surface operations may experience temperature extremes. The emergency rating of +130°C provides safety margin for brief periods of overload or equipment malfunction.
However, specific site conditions may require additional consideration. Equipment operating in direct sunlight or in poorly ventilated areas may experience temperatures approaching the cable's limits. In such cases, proper cable sizing, adequate ventilation, and appropriate installation practices become crucial. The short-circuit rating of +250°C for 5 seconds ensures that even severe electrical faults don't create additional hazards.
Question 5: What are the practical limitations on cable length and pull tension during installation?
While electrical considerations don't typically limit cable length in mining applications, mechanical factors become increasingly important with longer runs. The Type 210 cable can withstand pull tensions up to approximately 0.02 kN/mm² of conductor area, but this should be considered a maximum rather than a normal operating condition. Longer cable runs require more sophisticated installation techniques, including intermediate pulling points and careful attention to bend radius requirements.
Installation procedures should account for the cable's weight and flexibility characteristics. Mechanical pulling aids, proper cable support during installation, and adherence to minimum bend radius requirements all contribute to successful installation. Once installed, cables should be supported adequately to prevent mechanical stress during normal operation.
Question 6: How does Type 210 cable ensure compliance with Australian mining regulations?
The AS/NZS 1802 Type 210 cable meets multiple Australian standards essential for mining applications. Compliance with AS/NZS 1802:2003 ensures appropriate construction for mining service, while additional standards including AS/NZS 1125, 3808, and 5000.1 address specific aspects of electrical safety and performance. This comprehensive standards compliance provides confidence in both performance and regulatory acceptance.
However, compliance extends beyond cable selection to include proper installation, maintenance, and testing procedures. Mining operations must implement comprehensive electrical safety programs that include regular cable inspection, testing, and replacement schedules. Documentation of compliance activities becomes essential for regulatory compliance and insurance purposes.
Question 7: What maintenance practices optimise Type 210 cable service life?
Effective maintenance begins with proper installation practices that minimise mechanical stress and environmental exposure. Regular visual inspection should identify signs of sheath damage, conductor exposure, or mechanical stress concentration. Electrical testing, including insulation resistance measurement and earth screen continuity verification, helps identify deterioration before it results in failure.
Maintenance schedules should account for the specific operating environment and usage patterns. Cables subjected to frequent movement require more frequent inspection than those in fixed installations. Environmental factors such as exposure to chemicals, extreme temperatures, or abrasive conditions may necessitate accelerated replacement schedules. Documentation of maintenance activities helps identify patterns and optimise replacement timing.
Conclusion
The AS/NZS 1802 Type 210 mining cable represents a sophisticated engineering solution developed specifically for the demanding requirements of Australian mining operations. Its robust construction, comprehensive electrical specifications, and proven performance in harsh environments make it an essential component of modern mining electrical infrastructure.
The cable's success stems from its careful balance of electrical performance, mechanical durability, and environmental resistance. The flexible stranded conductor construction ensures reliable current carrying capacity while accommodating the constant movement characteristic of mining equipment. The advanced insulation system provides electrical safety while maintaining flexibility across the wide temperature ranges encountered in mining operations. The composite earth screen delivers both electrical safety and mechanical durability, essential for mining applications where equipment reliability directly impacts both safety and productivity.
Understanding the specific requirements of major Australian mining operations, from the massive open-pit operations at Boddington and Kalgoorlie to the complex underground workings at Cadia Valley and St Ives, demonstrates why specialised cables like the Type 210 are essential. Each operation presents unique challenges, but all share the common requirement for electrical systems that maintain performance despite harsh environmental conditions and demanding duty cycles.
The diverse application scenarios, from hand-held drilling equipment to mobile pumping systems, illustrate the versatility that has made Type 210 cable a standard choice across the Australian mining industry. The cable's ability to serve as both flexible trailing cable and fixed feeder cable provides operational flexibility that simplifies inventory management and installation procedures.
The comprehensive electrical and mechanical specifications reflect decades of evolution in mining cable technology. From the carefully optimised conductor construction to the sophisticated insulation system and robust protective sheath, every aspect of the cable's design addresses specific challenges encountered in mining environments. The temperature ratings, current-carrying capacity, and mechanical properties all reflect the reality of mining operations rather than idealised laboratory conditions.
Perhaps most importantly, the Type 210 cable's compliance with Australian standards provides confidence in both performance and regulatory acceptance. The comprehensive standards compliance, combined with proper installation and maintenance practices, ensures that mining operations can rely on their electrical infrastructure to support both productivity and safety objectives.
As Australian mining operations continue to evolve, incorporating new technologies and expanding into increasingly challenging environments, the proven performance of Type 210 cable provides a foundation for continued success. The cable's robust construction and comprehensive specifications ensure that it will continue meeting the demanding requirements of Australian mining operations for years to come.
The investment in quality electrical infrastructure, exemplified by the selection of appropriate cables like the Type 210, represents sound business practice that pays dividends through reduced downtime, improved safety, and enhanced operational efficiency. In an industry where reliability directly impacts both profitability and safety, the Type 210 cable provides the electrical backbone that modern mining operations require to maintain their competitive edge while protecting their most valuable asset – their people.
