
AS/NZS 1802 Type 240 1.1 kV Mining Cable: Powering Australia's Major Open-Cut Mines
Discover how AS/NZS 1802 Type 240 1.1kV mining cables power Australia's largest open-cut mines including Super Pit Kalgoorlie, Cadia, and Bowen Basin operations. Complete guide to electrical specifications, applications, and mining challenges.
6/19/202516 min read
AS/NZS 1802 Type 240 1.1 kV Mining Cable: Powering Australia's Major Open-Cut Mines
Introduction
Australia's mining industry stands as one of the world's most demanding environments for electrical equipment, where massive draglines, excavators, and drilling equipment operate continuously in harsh conditions. At the heart of these operations lies a critical component that often goes unnoticed but proves absolutely essential for safe and reliable power delivery: the AS/NZS 1802 Type 240 1.1 kV mining cable.
The AS/NZS 1802 standard represents Australia and New Zealand's comprehensive approach to mining cable safety and performance. This standard has evolved through decades of real-world testing in some of the planet's most challenging mining environments. The Type 240 designation specifically refers to a composite screened cable designed for general mining use, excluding shuttle cars, with particular emphasis on trailing cable applications where flexibility and durability become paramount concerns.
What makes these cables so crucial is their role as the lifeline connecting massive mining equipment to power sources. Unlike static industrial installations where cables remain fixed in position, mining cables must endure constant movement, dragging across rough terrain, exposure to chemicals, extreme temperature variations, and the mechanical stresses that come with supporting equipment worth millions of dollars. The Type 240 cable addresses these challenges through sophisticated engineering that balances electrical performance with mechanical resilience.
The 1.1 kV voltage rating might seem modest compared to transmission lines carrying hundreds of thousands of volts, but this rating represents the sweet spot for mining applications. It provides sufficient power for heavy machinery while maintaining safety margins that protect workers and equipment in an environment where accidents can have catastrophic consequences. This voltage level also allows for practical cable sizes that can be handled and maintained by mining crews without requiring specialized high-voltage procedures.
Understanding the importance of reliable trailing cable solutions becomes clearer when we consider the scale of Australia's open-cut operations. These mines operate around the clock, and any power failure can result in production losses measured in millions of dollars per day. The Type 240 cable system provides not just power delivery but also incorporates monitoring capabilities through pilot conductors that can detect fault conditions before they become critical failures.
Australia's Major Open-Cut Mines
Australia's landscape bears testament to some of the world's most impressive open-cut mining operations, each presenting unique challenges for power cable systems. These massive excavations represent engineering marvels where the Type 240 cable system proves its worth daily through reliable operation in extreme conditions.
Kalgoorlie "Super Pit" (Fimiston Open Pit), Western Australia
The Super Pit stands as perhaps Australia's most iconic mining operation, stretching an incredible 3.5 kilometres in length, approximately 1.5 kilometres in width, and plunging to depths of 600 to 700 metres below the surface. This enormous excavation in Western Australia's goldfields represents more than just a mine; it embodies the scale and ambition of Australian mining operations.
Within this vast pit, multiple draglines and excavators operate simultaneously, each requiring reliable power delivery through trailing cable systems. The Super Pit's unique challenges include the extreme depth variations that cables must traverse, from pit floor to rim level, creating significant elevation changes that stress cable systems. The arid Western Australian climate presents additional challenges with extreme temperature variations between scorching summer days and surprisingly cold desert nights.
The geological conditions at the Super Pit include hard rock formations that create abrasive environments for trailing cables. Equipment operators must navigate around blasted rock, creating scenarios where cables experience sharp bends, contact with rough surfaces, and potential impact damage. The Type 240 cable's heavy-duty elastomer sheath proves particularly valuable in these conditions, providing the abrasion resistance necessary for long-term reliability.
Cadia Open Cut, New South Wales
Representing Australia's second-largest open-cut gold and copper operation, the Cadia mine in New South Wales presents a different set of challenges for power cable systems. The combination of gold and copper extraction creates a more chemically complex environment compared to single-commodity operations.
The presence of copper ore processing introduces specific chemical exposures that can degrade standard cable materials over time. Copper extraction processes often involve acidic conditions that can attack cable sheaths, making the chemical resistance of the Type 240's PCP (polychloroprene) sheath material particularly important. The elastomer sheath provides protection against these chemical exposures while maintaining flexibility in the varied terrain conditions typical of New South Wales mining operations.
Cadia's location in New South Wales also means dealing with more variable weather conditions compared to the arid consistency of Western Australian mines. Seasonal rainfall, humidity variations, and occasional frost conditions create additional environmental stresses that the cable system must accommodate without compromising electrical performance.
Mount Arthur Coal Mine, NSW
As BHP's largest coal mining operation with a capacity of approximately 20 million tonnes per annum, Mount Arthur represents the scale of modern coal extraction. This operation relies heavily on massive draglines and bucket-wheel excavators that require continuous power delivery through trailing cable systems.
Coal mining presents unique challenges for electrical systems due to the presence of coal dust, which can be both abrasive and potentially explosive under certain conditions. The Type 240 cable's flame-retardant properties become crucial in this environment, providing an additional safety margin against ignition sources.
The scale of equipment at Mount Arthur means longer cable runs and higher power requirements compared to smaller operations. Draglines with bucket capacities exceeding 100 cubic metres require substantial electrical power, making the current-carrying capacity and voltage regulation characteristics of the Type 240 cable system critical performance factors.
Bowen Basin Coal Mines
The Bowen Basin region encompasses multiple large-scale coal operations including Hail Creek and Ensham mines, each presenting variations on the challenges of coal extraction. This region's operations rely heavily on draglines and power shovels, creating a concentrated demand for reliable trailing cable systems.
The Bowen Basin's geographic characteristics include varied topography that creates complex cable routing challenges. Operations must navigate around natural features while maintaining proper cable management practices. The region's subtropical climate introduces humidity and seasonal weather variations that test cable material performance over extended periods.
Multiple operations in close proximity also create opportunities for shared experiences and standardized approaches to cable selection and maintenance. The success of Type 240 cables in one Bowen Basin operation often influences adoption across the region, creating economies of scale for maintenance and replacement activities.
Application Scenarios in Open-Cut Mines
The demanding environment of open-cut mining requires power cable systems that can adapt to constantly changing conditions while maintaining reliable electrical performance. Understanding these application scenarios helps explain why the Type 240 cable design incorporates specific features that address real-world mining challenges.
Powering Heavy Mobile Equipment
Draglines represent perhaps the most demanding application for mining cables, combining massive power requirements with continuous movement and positioning changes. These enormous machines, often weighing thousands of tonnes, use their extended booms to strip overburden and extract ore from positions that can be hundreds of metres from fixed power sources.
The Type 240 cable system excels in dragline applications because of its flexible conductor design using tinned annealed copper stranding. This construction reduces metal fatigue compared to solid conductors, which would quickly fail under the repeated bending stresses inherent in dragline operations. The tinning process provides additional corrosion protection in the harsh chemical environments common to mining operations.
Power shovels and excavators present similar challenges but often with more frequent repositioning cycles. These machines may move several times per shift, requiring cable systems that can accommodate both the electrical demands of heavy-duty motors and the mechanical stresses of repeated handling. The Type 240's semiconductive elastomer cradle separator plays a crucial role here, maintaining proper conductor spacing and electrical characteristics even under mechanical stress.
Large drilling equipment creates unique cable challenges due to the rotational forces and vertical positioning requirements inherent in drilling operations. The cable must maintain electrical continuity while accommodating the complex movements required for effective drilling patterns. The Type 240's construction with three power cores laid around a central cradle separator provides mechanical stability that prevents conductor displacement during these complex movements.
Managing Mobile and Relocatable Setups
Open-cut mining operations present a constantly evolving landscape as extraction progresses through different areas of the deposit. Equipment must be regularly relocated to maintain optimal positioning relative to the active mining face, creating ongoing challenges for power distribution systems.
The Type 240 cable design addresses these challenges through features that facilitate handling and repositioning. The heavy-duty elastomer sheath provides protection during dragging operations across rough terrain, while the overall cable construction maintains electrical integrity despite repeated handling and repositioning cycles.
Cable length management becomes critical in relocatable applications. Excess cable length must be managed to prevent damage while ensuring sufficient reach for equipment positioning. The Type 240's flexibility characteristics allow for proper coiling and storage without creating permanent bends that could compromise electrical performance or mechanical integrity.
Connection systems must also accommodate the frequent disconnection and reconnection cycles inherent in relocatable operations. The Type 240's pilot conductor system provides monitoring capabilities that help ensure proper connections and can detect developing problems before they result in equipment failures or safety hazards.
Environmental Resilience
Australia's diverse mining environments expose cables to extreme conditions that would quickly destroy standard industrial cables. The Type 240's design incorporates multiple layers of protection against these environmental challenges.
Moisture resistance becomes critical in both humid coastal regions and areas subject to seasonal flooding. The elastomer sheath provides excellent moisture protection, while the composite screening system prevents water ingress that could compromise electrical performance. Even when surface moisture is present, the cable maintains its electrical characteristics and safety performance.
Chemical exposure varies significantly between different types of mining operations. Coal mines may expose cables to acidic drainage, while metal extraction operations can involve various processing chemicals. The PCP and PCP-R elastomer sheath materials provide broad chemical resistance, protecting the internal cable components from degradation that could lead to electrical failures.
Temperature extremes in Australian mining operations can range from sub-zero conditions in elevated locations during winter to extreme heat in desert environments during summer. The Type 240's insulation system, typically using EPR (ethylene propylene rubber), maintains its electrical properties across the full temperature range from -25°C to +90°C, ensuring reliable performance regardless of environmental conditions.
Abrasion resistance proves particularly important in the rocky, dusty environment of open-cut mining. The heavy-duty elastomer sheath incorporates compounds specifically selected for their resistance to mechanical wear, allowing cables to withstand contact with sharp rocks, dragging across rough surfaces, and exposure to abrasive dust without compromising the internal cable structure.


Cable Construction & Electrical Parameters
Understanding the sophisticated construction of the Type 240 cable reveals why it performs so reliably in demanding mining applications. Each component serves specific functions that contribute to overall system reliability and safety.
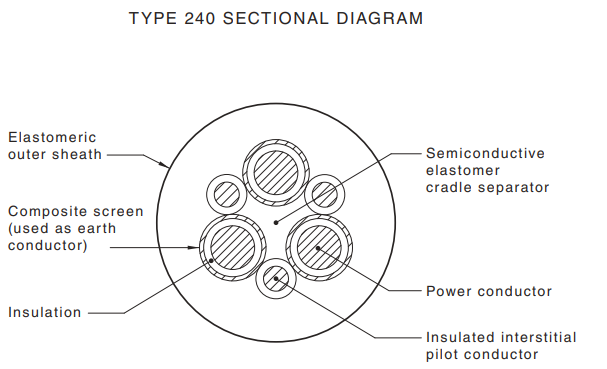
Cross-Section Design Philosophy
The Type 240 cable follows a carefully engineered cross-sectional design that balances electrical performance, mechanical strength, and manufacturing practicality. At the centre lies a semiconductive elastomer cradle separator that serves multiple critical functions in the cable's operation.
This central cradle separator maintains proper spacing between the three power conductors while providing mechanical support that prevents conductor displacement under stress. The semiconductive properties help manage electrical field distribution within the cable, reducing the risk of partial discharge phenomena that could lead to premature insulation failure.
The three power cores are constructed with equal cross-sectional areas, ensuring balanced electrical loading and minimizing circulating currents that could create hot spots or reduce efficiency. Each power core represents a complete electrical circuit with its own conductor, insulation system, and screening components.
Power Core Construction
Each power core begins with a flexible tinned annealed copper conductor constructed using multiple wire strands. The stranding pattern follows specific geometric arrangements that optimize both flexibility and current-carrying capacity. Smaller cross-sectional areas might use 7-wire constructions, while larger conductors employ more complex stranding patterns with dozens of individual wires.
The tinning process involves coating each copper wire with a thin layer of tin, providing corrosion protection and improving the long-term reliability of connections. This becomes particularly important in mining environments where exposure to moisture and chemicals could otherwise cause conductor degradation.
Conductor screening for cables rated at 3.3 kV and above represents an additional layer of electrical protection, though the 1.1 kV Type 240 variant typically employs a simpler tape and composite screen system. This screening system provides electromagnetic shielding and serves as part of the grounding system for fault protection.
The insulation system typically employs EPR compounds selected for their excellent electrical properties and environmental resistance. The insulation thickness varies with conductor size and voltage rating, following carefully calculated specifications that ensure adequate dielectric strength while maintaining practical cable dimensions.
Composite Screening System
The Type 240 cable employs a sophisticated composite screening system that combines tape screening with braided conductors to provide both electrical and mechanical protection. This system serves multiple functions including electromagnetic shielding, fault current carrying capacity, and mechanical reinforcement.
The tape component typically consists of specialized materials that provide uniform coverage around each insulated conductor. This tape screening helps maintain consistent electrical characteristics while providing a degree of mechanical protection for the underlying insulation.
The composite screen incorporates braided conductors that serve as dedicated grounding paths. These conductors must be sized to safely carry fault currents without overheating, providing protection for both equipment and personnel in the event of insulation failure.
Pilot Conductor Integration
Three pilot conductors are strategically positioned in the outer interstices of the laid-up power core assembly, providing monitoring and control capabilities that enhance operational safety and reliability. These smaller conductors serve various functions including equipment monitoring, fault detection, and emergency shutdown systems.
The pilot conductors receive their own insulation and protection systems, typically using similar materials to the power conductors but in smaller dimensions appropriate for their lower current requirements. The positioning in outer interstices provides physical separation from the power conductors while maintaining the overall cable's flexibility characteristics.
These monitoring conductors enable sophisticated control systems that can detect developing problems before they become critical failures. Parameters such as insulation resistance, conductor temperature, and ground fault conditions can be continuously monitored through the pilot conductor system.
Outer Protection System
The heavy-duty elastomer outer sheath represents the cable's primary defense against environmental challenges and mechanical damage. This sheath must balance multiple requirements including chemical resistance, abrasion resistance, flexibility, and flame retardancy.
PCP (polychloroprene) and PCP-R (polychloroprene resistant) compounds provide excellent performance across the wide range of conditions encountered in mining operations. These materials maintain their properties across extreme temperature ranges while providing resistance to oils, chemicals, and UV radiation.
The sheath also fills the outer interstices of the laid-up core assembly, providing mechanical support and preventing water ingress that could compromise electrical performance. Optional sheath reinforcement may be incorporated for applications with particularly severe mechanical requirements.
Electrical Specifications and Performance
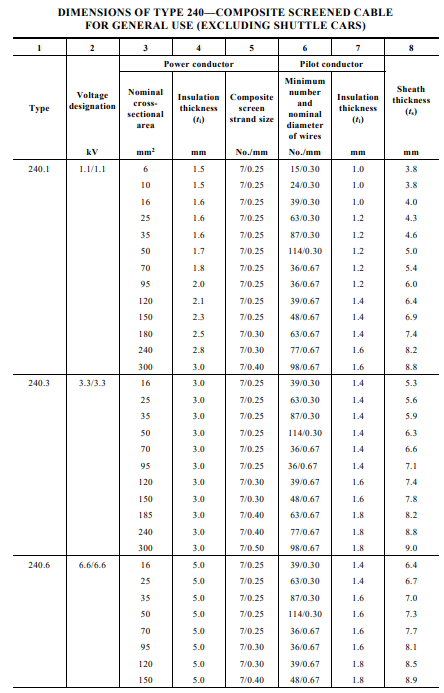
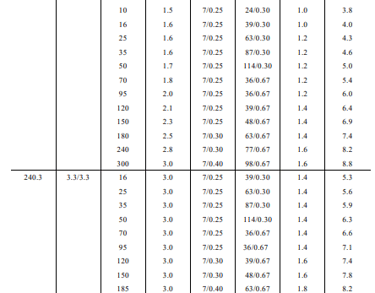
The Type 240 cable system operates at a voltage rating of 1.1/1.1 kV, indicating both phase-to-phase and phase-to-ground voltage capabilities. Test voltages reach approximately 4.2 kV, providing substantial safety margins for normal operation and ensuring reliable performance even under adverse conditions.
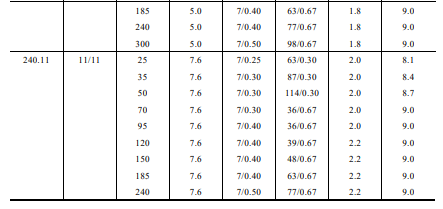
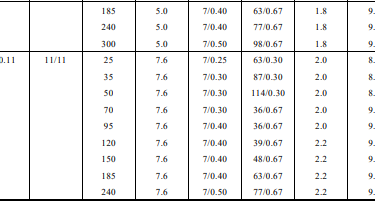
Conductor sizes range from 6 mm² for smaller applications up to 300 mm² for the most demanding power requirements. This range accommodates everything from auxiliary equipment to the largest draglines and excavators used in modern mining operations.
Current-carrying capacity varies with conductor size, ambient conditions, and installation methods. The flexible stranded conductor construction provides excellent current-carrying characteristics while maintaining the flexibility necessary for trailing cable applications.
The insulation system maintains its electrical properties across the specified temperature range of -25°C to +90°C, ensuring reliable operation in all Australian mining environments. Dielectric strength exceeds requirements by substantial margins, providing long-term reliability even under harsh operating conditions.
The composite screening system provides effective grounding paths with low resistance characteristics that ensure rapid fault clearing in the event of insulation failures. This rapid fault clearing protects both equipment and personnel while minimizing damage from fault conditions.

Common Open-Cut Mine Challenges & FAQs
Real-world mining operations present complex challenges that go beyond simple electrical requirements. Understanding these challenges and their solutions helps explain why the Type 240 cable system incorporates specific design features and why proper selection and maintenance practices prove so critical.
Q1: How does the cable resist mechanical stress in extreme mining conditions?
Mining operations subject cables to mechanical stresses that would quickly destroy conventional industrial cables. The Type 240 cable addresses these challenges through multiple design features that work together to provide exceptional mechanical resilience.
The semiconductive elastomer cradle separator serves as the mechanical foundation of the cable, maintaining conductor spacing even under extreme bending and compression forces. This central element prevents conductor bunching or separation that could create electrical hot spots or mechanical weak points.
The heavy-duty elastomer sheath incorporates compounds specifically formulated for abrasion resistance. Unlike standard rubber compounds that might wear through quickly when dragged across rough rock surfaces, the PCP-based sheath materials maintain their integrity even after extended exposure to abrasive conditions.
Cable handling practices also play crucial roles in mechanical stress management. Proper training for equipment operators helps ensure that cables are not subjected to unnecessarily severe bending radii or dragged over sharp edges that could cause damage. The Type 240's flexibility characteristics allow for reasonable handling mistakes without immediate failure, providing a safety margin for real-world operations.
The composite screening system provides additional mechanical reinforcement while maintaining electrical functionality. The braided conductors in the screening system help distribute mechanical loads and prevent localized stress concentrations that could lead to failure.
Q2: Can it handle moisture, chemical exposure, and environmental contaminants?
Australian mining environments expose cables to diverse environmental challenges that test every aspect of cable design and material selection. The Type 240 cable system incorporates multiple layers of protection against these environmental factors.
Moisture resistance begins with the outer elastomer sheath, which provides the primary barrier against water ingress. The PCP-based compounds maintain their sealing properties even after extended exposure to wet conditions, preventing moisture from reaching the electrical components within the cable.
Chemical resistance becomes particularly important in operations involving ore processing or areas with naturally occurring acidic conditions. The elastomer sheath compounds resist degradation from exposure to acids, alkalis, oils, and other chemicals commonly encountered in mining operations. This resistance extends the cable's service life and maintains electrical safety even in chemically aggressive environments.
The insulation system materials are selected for their resistance to environmental degradation. EPR insulation maintains its electrical properties even when exposed to the temperature cycling, humidity variations, and chemical exposures typical of mining operations.
UV resistance proves important for cables that may be exposed to direct sunlight during handling, storage, or temporary installations. The outer sheath compounds incorporate UV stabilizers that prevent premature degradation from solar radiation exposure.
Dust and particulate contamination represent ongoing challenges in mining environments. The cable's sealed construction prevents dust ingress that could compromise electrical performance, while the smooth outer sheath surface facilitates cleaning and maintenance activities.
Q3: What about electrical faults and grounding protection?
Electrical safety in mining operations requires robust fault protection systems that can quickly detect and isolate dangerous conditions. The Type 240 cable system incorporates multiple features that enhance electrical safety and fault protection capabilities.
The composite screening system provides dedicated low-resistance paths for fault currents, ensuring that ground faults are quickly detected and cleared by protective devices. This rapid fault clearing protects both equipment and personnel while minimizing damage from fault conditions.
The pilot conductor system enables sophisticated monitoring capabilities that can detect developing insulation problems before they become dangerous failures. Insulation resistance monitoring through pilot conductors allows maintenance personnel to identify cables that require attention before they fail in service.
Ground fault protection becomes particularly critical in mining operations where personnel work in close proximity to high-power electrical equipment. The Type 240's screening system ensures that ground faults create sufficient current flow to trip protective devices quickly, reducing the risk of electrical hazards.
The cable's construction also provides excellent electromagnetic shielding that reduces interference with sensitive electronic equipment increasingly used in modern mining operations. This shielding helps ensure that communication systems, computer controls, and monitoring equipment operate reliably even in the electrically noisy environment of large mining operations.
Q4: Is it suitable for frequent movement and repositioning?
Modern mining operations require equipment mobility that creates demanding requirements for trailing cable systems. The Type 240 cable design specifically addresses these requirements through features that maintain reliability despite frequent handling and repositioning.
The flexible tinned copper conductor construction reduces metal fatigue compared to solid or less flexible alternatives. The stranding patterns and individual wire sizes are optimized to provide maximum flexibility while maintaining excellent electrical conductivity and mechanical strength.
The overall cable construction balances flexibility with durability, allowing for the tight bending radii sometimes necessary in mining operations while maintaining structural integrity. The various cable components work together to distribute bending stresses and prevent localized failure points.
Cable weight becomes a consideration in frequent movement applications. The Type 240 design achieves necessary performance characteristics while maintaining practical weight levels that don't excessively burden equipment operators or handling systems.
Connection systems must also accommodate frequent disconnection and reconnection cycles. Proper connector selection and maintenance practices help ensure that the electrical connections remain reliable despite the mechanical stresses of frequent handling.
Q5: What are typical replacement and maintenance intervals?
Establishing appropriate maintenance schedules for mining cables requires balancing operational requirements with safety considerations and economic factors. The Type 240 cable system's robust construction enables extended service life with proper maintenance practices.
Visual inspection schedules should account for the severity of operating conditions. Cables operating in particularly harsh environments may require weekly inspections, while those in more benign conditions might be inspected monthly. These inspections focus on sheath condition, connector integrity, and evidence of mechanical damage.
Electrical testing provides more detailed information about cable condition than visual inspection alone. Insulation resistance testing can detect developing problems before they become visible, while pilot conductor monitoring enables continuous assessment of cable condition during operation.
Replacement indicators include visible sheath damage that exposes internal components, significant reduction in insulation resistance measurements, or evidence of conductor damage. The cable's robust construction often allows for continued operation even with minor sheath damage, but safety considerations should always take precedence over operational convenience.
Environmental factors significantly influence maintenance intervals. Cables exposed to severe chemical conditions may require more frequent inspection and earlier replacement than those operating in cleaner environments. Temperature extremes, UV exposure, and mechanical stress levels all affect service life expectations.
Proper storage and handling practices for spare cables help ensure that replacement cables provide expected service life. Cables should be stored in controlled environments and handled according to manufacturer recommendations to prevent damage that could reduce service life.
Conclusion
The AS/NZS 1802 Type 240 1.1 kV mining cable represents far more than a simple electrical conductor; it embodies decades of engineering refinement specifically focused on the unique challenges of Australian open-cut mining operations. Through sophisticated material selection, innovative construction techniques, and rigorous testing standards, this cable system delivers the reliability that modern mining operations demand.
The success of operations like the Super Pit in Kalgoorlie, the Cadia Open Cut in New South Wales, Mount Arthur Coal Mine, and the various Bowen Basin operations depends fundamentally on reliable power delivery to mobile equipment. The Type 240 cable system provides this reliability through its comprehensive approach to electrical performance, mechanical durability, and environmental resistance.
Understanding the technical sophistication behind these cables helps appreciation for the engineering challenges involved in supporting Australia's mining industry. From the semiconductive elastomer cradle separator that maintains electrical integrity under mechanical stress, to the heavy-duty PCP sheath that protects against environmental challenges, every component serves specific functions that contribute to overall system reliability.
The economic importance of reliable mining cables extends far beyond their purchase price. When a single dragline or large excavator represents an investment of tens of millions of dollars and generates revenue measured in millions per month, the cable system that powers this equipment becomes a critical component whose failure can have massive economic consequences.
Safety considerations make cable reliability even more critical. Mining operations involve substantial hazards, and electrical failures can create additional dangers for personnel working in already challenging environments. The Type 240's comprehensive approach to fault protection and monitoring helps ensure that electrical systems enhance rather than compromise operational safety.
As Australian mining operations continue to evolve with larger equipment, deeper excavations, and more sophisticated control systems, the demands on power cable systems will continue to increase. The Type 240 cable system's proven performance in current operations and its design margins for future requirements position it well to support the continued growth and success of Australia's vital mining industry.
The integration of pilot conductor monitoring capabilities positions these cable systems for future enhancements in predictive maintenance and operational optimization. As mining operations become increasingly data-driven, the ability to continuously monitor cable condition and performance will become increasingly valuable for optimizing equipment utilization and preventing unplanned downtime.
The Type 240 cable system represents Australian engineering excellence applied to one of the nation's most important industries. Its success in powering major open-cut operations across diverse geographic and geological conditions demonstrates the value of standards-based design approaches that prioritize real-world performance over theoretical specifications. For Australian mining operations, the Type 240 cable system provides the electrical backbone that keeps the industry moving forward safely and efficiently.

