
AS/NZS 1802 Type 240 Mining Cables: Powering Australia's Gold Mining Revolution
Comprehensive guide to AS/NZS 1802 Type 240 composite-screened mining cables (1.1-11kV) used in Australian gold mines including Boddington, Cadia Valley, and Kalgoorlie Super Pit. Technical specifications, applications, and mining solutions.
7/3/202514 min read
AS/NZS 1802 Type 240 Mining Cables: Powering Australia's Gold Mining Revolution
Introduction: The Backbone of Modern Mining Electrification
Australia's mining industry represents one of the most demanding electrical environments on Earth, where equipment must operate reliably in conditions that would challenge even the most robust industrial systems. At the heart of this electrical infrastructure lies the AS/NZS 1802 standard, which governs the design and manufacture of specialised mining cables that power everything from massive open-pit operations to deep underground workings.
The AS/NZS 1802 Type 240 composite-screened cable represents a pinnacle of engineering designed specifically for the harsh realities of mining operations. These cables, rated for voltages ranging from 1.1 kV to 11 kV, serve as the critical power arteries that keep Australia's gold mining operations running around the clock. Understanding their design, application, and proper implementation is essential for anyone involved in mining electrical systems.
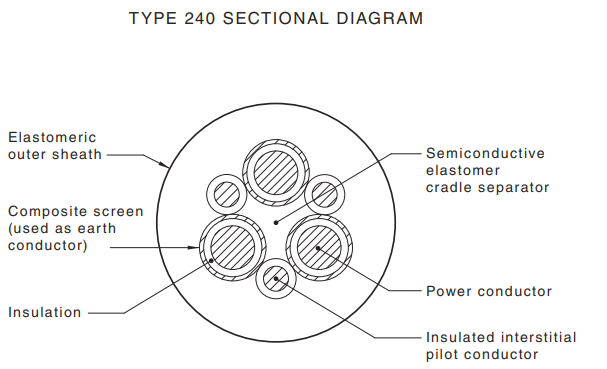
Type 240 cables are distinguished by their composite screening system, which combines physical protection with electrical safety features. This design incorporates both a tinned copper braid screen and integrated pilot cores that provide earth fault protection and control signal transmission capabilities. The combination creates a cable system that not only delivers power reliably but also provides crucial safety monitoring in environments where electrical faults can have catastrophic consequences.
The significance of these cables extends far beyond their technical specifications. In an industry where downtime can cost hundreds of thousands of dollars per hour, the reliability and durability of electrical infrastructure directly impacts operational profitability. Type 240 cables are engineered to withstand the mechanical stresses of mobile equipment, the chemical exposure of mining environments, and the thermal cycling that occurs in operations that never stop.
Australia's Golden Giants: Major Gold Mining Operations
Australia stands as the world's second-largest gold producer, trailing only Russia in 2024 output figures. This achievement stems from a combination of geological fortune and technological excellence, with Australian mining companies consistently pushing the boundaries of extraction efficiency and safety. The scale of these operations creates unique electrical challenges that have driven innovations in mining cable design and application.
The Boddington Gold Mine in Western Australia exemplifies the scale and complexity of modern Australian gold mining. As the nation's largest gold producer by output, Boddington generated approximately 590,000 ounces of gold in 2024. This massive open-pit operation, owned by Newmont Corporation, presents extraordinary electrical challenges due to its sheer size and the constant movement of equipment across varying elevations and terrains. The mine's electrical infrastructure must support everything from massive haul trucks and excavators to processing plant equipment and administrative facilities.
Cadia Valley Operations in New South Wales holds the distinction of being Australia's second-largest gold producer, with output reaching 464,000 ounces in 2024. What makes Cadia particularly interesting from an electrical perspective is its combination of open-pit and underground mining operations. This dual approach creates complex power distribution requirements, where electrical systems must transition seamlessly between surface and subsurface environments while maintaining safety standards and operational reliability.
The iconic Kalgoorlie Super Pit, operated by Kalgoorlie Consolidated Gold Mines (KCGM), represents one of Australia's most recognisable mining operations. This enormous open-pit mine, visible from space, has been in continuous operation for over a century. The electrical challenges at Kalgoorlie are particularly severe due to the mine's depth and the harsh environmental conditions of the Western Australian goldfields, where temperatures can exceed 45°C and dust storms are common.
Beyond these flagship operations, Australia's gold mining landscape includes numerous other significant mines, each with unique electrical requirements. Tropicana Mine, a joint venture between AngloGold Ashanti and Independence Group, operates in one of Australia's most remote locations, creating challenges for electrical infrastructure maintenance and reliability. The Tanami Mine, owned by Newmont, represents another remote operation where electrical systems must operate with minimal support infrastructure.
Cowal Gold Mine in New South Wales demonstrates how modern mining operations integrate renewable energy sources with traditional power systems. The mine's electrical infrastructure includes solar installations and battery storage systems, requiring sophisticated cable systems that can handle both conventional AC power and the variable outputs of renewable energy sources.
Underground operations like St Ives, Agnew, Plutonic, and Gwalia present entirely different electrical challenges. These mines require cable systems that can operate in confined spaces, handle the mechanical stresses of continuous flexing, and maintain safety standards in environments where escape routes are limited. The depth of some Australian underground mines, with operations extending over 1,000 metres below surface, creates additional challenges related to ground potential differences and electromagnetic interference.
Application Scenarios in Gold Mining Operations
Type 240 cables find their primary application as feeder and trailing cables in mining operations, where their robust construction and safety features make them ideal for powering mobile and semi-permanent equipment. Understanding these application scenarios is crucial for proper cable selection and installation planning.
In longwall mining operations, which are more common in coal mining but also used in some gold extraction scenarios, Type 240 cables power the massive shearer systems that cut through rock faces. These shearers must move continuously along the face while maintaining power connectivity, requiring cables that can handle repeated flexing and extension. The composite screening system in Type 240 cables provides essential earth fault protection in these applications, where a ground fault could endanger multiple workers in a confined space.
Continuous mining operations present another major application area for Type 240 cables. These machines, which combine cutting, loading, and hauling functions, require reliable power delivery while operating in constantly changing positions. The flexibility of Type 240 cables makes them well-suited to these applications, though it's important to note that the standard specifically excludes shuttle car applications, which require different cable specifications due to their unique operational patterns.
In Australian gold mining operations, Type 240 cables commonly power underground drilling equipment, which must operate in spaces where cable routing is constrained and replacement is difficult. The cables' resistance to abrasion and chemical exposure makes them particularly suitable for these applications, where contact with rock surfaces and exposure to drilling fluids is inevitable.
Pumping systems represent another critical application area, particularly in underground mines where water management is essential for safety and operations. These pumps often operate continuously and may be located in areas subject to flooding, making the moisture resistance of Type 240 cables a crucial factor in their selection.
Conveyor systems, which transport ore from extraction points to processing areas, rely heavily on Type 240 cables for power distribution. These systems often span considerable distances and may include multiple drive points, requiring cables that can handle both the electrical load and the mechanical stresses of installation across rough terrain.
In open-pit operations, Type 240 cables often provide temporary power to mobile equipment and remote work sites. The ability to rapidly deploy and redeploy these cables as mining operations progress makes them valuable for powering everything from temporary lighting systems to mobile workshops and maintenance facilities.
The integration of renewable energy systems in modern mining operations has created new application opportunities for Type 240 cables. These cables are well-suited for connecting solar installations and battery storage systems to mine electrical grids, particularly in remote locations where grid connection is impractical.
Technical Specifications and Electrical Parameters
The electrical and mechanical parameters of Type 240 cables reflect decades of engineering refinement tailored to mining environments. Understanding these specifications is essential for proper application and ensures that electrical systems operate safely and efficiently under the demanding conditions found in gold mining operations.
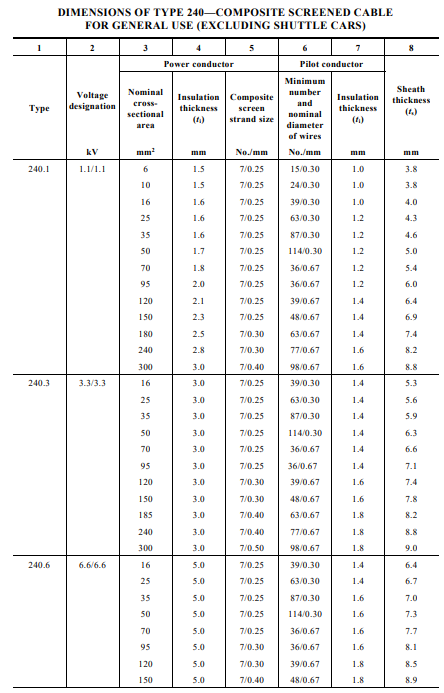
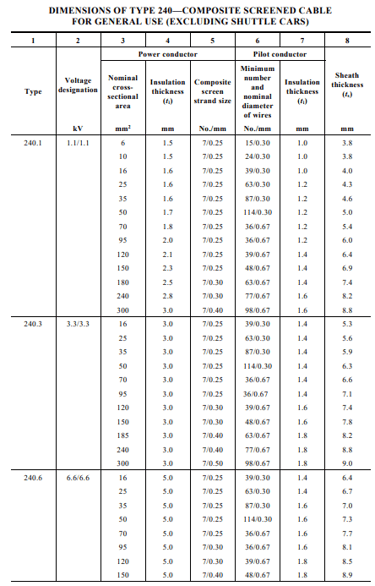
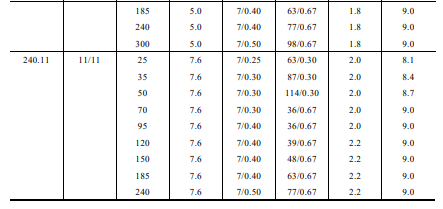
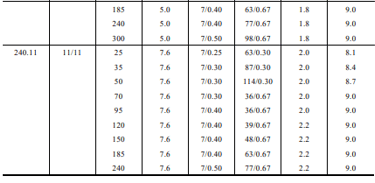
Voltage ratings for Type 240 cables span from 1.1/1.1 kV for low-voltage applications up to 11/11 kV for high-voltage distribution systems. Each voltage class is designed with specific insulation thicknesses and screening requirements to ensure safe operation at the designated voltage levels. The test voltages for these cables reach up to 30 kV, providing substantial safety margins and ensuring reliability under fault conditions.
The conductor specifications reflect the demanding mechanical requirements of mining applications. Stranded tinned copper conductors provide excellent conductivity while maintaining flexibility for mobile applications. For example, a typical 16 mm² conductor consists of 126 individual strands, each 0.40 mm in diameter. This construction provides the optimal balance between current-carrying capacity and mechanical flexibility.
Cross-sectional areas range from 6 mm² for smaller applications up to 300 mm² for high-current applications. The progression of sizes is carefully designed to match standard mining equipment power requirements while maintaining economic cable designs. Each size incorporates appropriate conductor strand counts to maintain flexibility while providing adequate current-carrying capacity.
The insulation system represents one of the most critical aspects of Type 240 cable design. Ethylene Propylene Rubber (EPR) insulation provides excellent resistance to thermal cycling, chemical exposure, and mechanical stress. Insulation thickness varies with voltage rating, from 1.5 mm for 1.1 kV applications up to 7.6 mm for 11 kV applications. This graduated approach ensures appropriate dielectric strength while minimising overall cable size and weight.
Semiconductive separators are incorporated in cables rated 3.3 kV and above to manage electrical stress concentrations. These separators help distribute electrical fields evenly across the insulation, reducing the risk of partial discharge and extending cable life in high-voltage applications.
The composite screening system combines tinned copper braid with integrated pilot cores to provide both electrical screening and earth fault protection. The braid provides electromagnetic shielding and serves as an earth conductor, while the pilot cores enable sophisticated fault detection and location systems. This dual-function approach maximises safety while minimising cable complexity.
Sheath construction varies significantly with voltage rating, reflecting the increased mechanical protection required for higher-voltage applications. Sheath thickness ranges from 1.5 mm for low-voltage applications up to 7.6 mm for 11 kV cables. The elastomeric sheath material provides excellent resistance to abrasion, chemicals, and environmental exposure while maintaining flexibility for mobile applications.
Temperature ratings reflect the demanding thermal environment of mining operations. Continuous operating temperature is rated to 90°C, with emergency ratings to 130°C and short-term ratings to 250°C. These ratings ensure reliable operation even under the severe thermal conditions that can occur in deep mines or areas with poor ventilation.
Mechanical properties are equally important in mining applications. Tensile strength ratings of approximately 0.02 kN/mm² ensure that cables can withstand the pulling forces encountered during installation and operation. Bend radius specifications, typically 15 times the cable outside diameter, ensure that cables can be routed through the confined spaces common in mining operations without damage.
The detailed dimensional specifications provided in the AS/NZS 1802 standard ensure consistent performance across different manufacturers and applications. These specifications cover everything from conductor strand counts to sheath thickness tolerances, providing the consistency essential for reliable mining operations.
Advantages in Gold Mining Environments
The unique characteristics of Type 240 cables provide specific advantages that make them particularly well-suited to gold mining applications. These advantages stem from both the cables' design features and their alignment with the operational requirements of modern mining operations.
Flexibility represents perhaps the most significant advantage of Type 240 cables in mining applications. The stranded conductor design and elastomeric sheath construction provide the mechanical flexibility necessary for mobile equipment applications. This flexibility is particularly important in operations where cables must be wound on reeling drums or routed through confined spaces. The ability to flex repeatedly without mechanical failure is essential for equipment that moves continuously during operation.
The composite screening system provides dual advantages in mining applications. The electromagnetic screening reduces interference between power and control systems, which is crucial in operations where sophisticated electronic equipment must operate in close proximity to high-power electrical systems. Simultaneously, the earth fault protection capability provides essential safety features in environments where ground faults could endanger personnel or equipment.
Chemical and environmental resistance represents another crucial advantage in gold mining applications. The EPR insulation and elastomeric sheath materials resist degradation from exposure to the chemicals commonly encountered in mining operations, including acids, alkalis, and organic solvents used in ore processing. This resistance extends cable life and reduces maintenance requirements in challenging environments.
Moisture resistance is particularly important in underground mining operations where water ingress is a constant challenge. The design of Type 240 cables includes barriers that prevent water penetration while allowing the cable to operate safely even in wet conditions. This capability is essential for pumping applications and other equipment that must operate in potentially flooded areas.
Thermal performance provides significant advantages in the high-temperature environments common in deep mines. The high-temperature ratings of Type 240 cables ensure reliable operation even in areas where ambient temperatures exceed normal industrial standards. This capability is particularly important in Australian mining operations, where surface temperatures can exceed 45°C and underground temperatures may be even higher due to geothermal effects.
The mechanical protection provided by the heavy-duty sheath construction is specifically designed for mining environments. This protection guards against damage from rock falls, equipment impacts, and the abrasive conditions common in mining operations. The ability to withstand these mechanical stresses without failure is essential for maintaining operational continuity in demanding environments.
Installation and maintenance advantages stem from the standardised design approach of Type 240 cables. The consistent specifications across voltage ratings and conductor sizes simplify inventory management and reduce the specialised knowledge required for installation and maintenance. This standardisation is particularly valuable in remote mining operations where access to specialised technical support may be limited.
The integration of power and control functions in a single cable system provides both economic and operational advantages. By combining power conductors with pilot cores for earth fault protection and control signals, Type 240 cables reduce the complexity of electrical installations while providing enhanced functionality.
Frequently Asked Questions: Addressing Common Mining Challenges
Can Type 240 cables be used in shuttle car applications?
No, the AS/NZS 1802 standard specifically excludes shuttle car applications from the Type 240 cable specification. Shuttle cars have unique operational requirements that include rapid acceleration, frequent stopping, and tight-radius turning that creates mechanical stresses different from other mining applications. For shuttle car applications, Type 209 cables or other specialised designs that account for these specific mechanical requirements should be used instead.
How do Type 240 cables perform in wet, rocky underground conditions?
Type 240 cables are specifically designed to handle wet conditions through their moisture-resistant EPR insulation and elastomeric sheath construction. The semiconductive layers in higher-voltage versions also provide additional moisture protection. However, even with these protective features, periodic inspection for mechanical damage is essential, particularly around conveyor installations and ore passes where abrasion is most likely to occur. Establishing regular inspection schedules and replacing damaged cable sections promptly prevents minor damage from developing into major failures.
What should be done when high-voltage insulation breakdown occurs?
The semiconductive core screens in Type 240 cables are designed to manage voltage gradients and prevent insulation breakdown under normal operating conditions. When breakdown does occur, the pilot core monitoring system typically provides early warning of developing problems. Fault location can be determined using time-domain reflectometry or other cable testing methods. Damaged cable sections can often be repaired using appropriate splicing techniques, though replacement of the entire cable run may be necessary in severe cases. The key is having established testing protocols that detect problems before they result in complete failures.
How can cables be protected from rodent damage and UV exposure?
While the elastomeric sheath provides some protection against rodent damage, additional protection may be necessary in areas where rodent activity is high. Physical barriers such as conduit or cable trays provide the most effective protection. For UV exposure, Type 240 cables should not be used in permanent above-ground installations without additional protection, as UV radiation can degrade the sheath material over time. When temporary above-ground installation is necessary, protective wrapping or conduit should be used, and the cable should be inspected regularly for signs of UV damage.
Are there special installation requirements for sites operating above 3.3 kV?
Yes, installations above 3.3 kV require additional safety measures due to the increased electrical hazards. Proper terminations with stress cones are essential to manage the electrical fields at cable ends. All screening and earthing connections must be made according to the specific requirements for each voltage class, with particular attention to earth continuity and screen bonding. Installation personnel must be appropriately trained and certified for high-voltage work, and all installations should be tested before commissioning using appropriate high-voltage testing equipment.
What is the maximum permissible bend radius for Type 240 cables?
The maximum permissible bend radius is typically 15 times the cable outside diameter for continuous operation, though this may vary slightly between manufacturers. This specification is particularly critical in reeling applications where cables are repeatedly wound and unwound. Exceeding the minimum bend radius can cause conductor damage, insulation stress, and premature cable failure. For temporary installation situations where tighter bends may be unavoidable, the bend should be relieved as soon as possible to prevent permanent damage.
Can Type 240 cables supply power to remote solar-hybrid AC stations?
Yes, Type 240 cables are well-suited for hybrid microgrid applications that are becoming increasingly common in remote mining operations. These cables can effectively connect solar installations, battery storage systems, and inverter stations to mine electrical grids. The cables' environmental resistance and reliability make them particularly valuable in these applications where maintenance access may be limited. Several Australian mines, including operations at Agnew and St Ives, have successfully implemented hybrid power systems using Type 240 cables for interconnection.
How should cable pulling tensions be managed during installation?
Cable pulling tensions must be carefully controlled to prevent damage to conductors and insulation. Maximum pulling tensions are typically specified as a percentage of the conductor's tensile strength, usually around 0.008 times the circular mil area for copper conductors. Using proper pulling techniques, including adequate lubrication and appropriate pulling grips, helps distribute tension evenly. For long cable runs or complex routing, intermediate pulling points may be necessary to keep tensions within acceptable limits.
What testing should be performed on installed Type 240 cables?
Comprehensive testing should include insulation resistance testing, high-potential (HiPot) testing at appropriate voltages, and time-domain reflectometry (TDR) testing to verify cable integrity and locate any defects. Testing should be performed before initial commissioning and at regular intervals during operation. The specific test voltages and procedures should follow the requirements of AS/NZS 1802 and any additional site-specific safety requirements.
How do environmental factors affect cable selection and installation?
Environmental factors including temperature extremes, chemical exposure, and mechanical stress levels all influence cable selection and installation practices. In high-temperature environments, derating factors may need to be applied to current-carrying capacity. Chemical exposure may require additional protective measures or alternative routing. Mechanical stress from vehicle traffic or equipment movement may necessitate additional physical protection or more frequent inspection schedules.
Best Practices and Conclusion
The successful implementation of AS/NZS 1802 Type 240 cables in Australian gold mining operations requires careful attention to selection, installation, and maintenance practices. These cables represent a sophisticated engineering solution to the unique challenges of mining environments, but their performance depends heavily on proper application and ongoing care.
Correct voltage class selection forms the foundation of successful Type 240 cable implementation. This selection must account not only for the operating voltage but also for the specific installation environment and expected service life. Higher voltage classes provide additional insulation and mechanical protection but at increased cost and reduced flexibility. The economic optimisation of voltage class selection requires careful analysis of both initial costs and long-term operational requirements.
Installation practices significantly impact cable performance and service life. Proper separation from other utilities, adequate physical protection in high-traffic areas, and attention to bend radius limitations during installation prevent many common failure modes. The use of appropriate cable supports and strain relief systems is particularly important in mobile applications where cables experience repeated mechanical stress.
Regular inspection and testing programs are essential for maintaining cable reliability in mining environments. These programs should include both visual inspections for mechanical damage and electrical testing to verify insulation integrity and earth fault protection systems. The frequency of these inspections should be adjusted based on the severity of the operating environment and the criticality of the electrical supply.
Proper training of installation and maintenance personnel ensures that the sophisticated features of Type 240 cables are properly utilised. This training should cover not only the technical aspects of cable handling and testing but also the safety procedures necessary for working with high-voltage systems in mining environments.
Documentation and record-keeping support effective cable management throughout the operational life of mining installations. Maintaining accurate records of cable locations, installation dates, test results, and maintenance activities enables proactive maintenance planning and rapid fault location when problems occur.
The integration of Type 240 cables with modern mining control and monitoring systems represents an opportunity to enhance both safety and operational efficiency. The pilot core capabilities of these cables can be utilised for sophisticated earth fault detection and location systems that provide early warning of developing problems and enable rapid response to electrical faults.
Looking toward the future, the continued evolution of Australian gold mining operations will likely drive further developments in mining cable technology. The increasing integration of renewable energy systems, the move toward more automated operations, and the development of deeper mines all present new challenges that will influence cable design and application practices.
Type 240 cables have proven themselves as reliable and versatile components in Australia's gold mining electrical infrastructure. Their combination of electrical performance, mechanical durability, and safety features makes them well-suited to the demanding requirements of modern mining operations. When properly selected, installed, and maintained, these cables provide the reliable power delivery that keeps Australia's gold mines operating safely and efficiently in some of the world's most challenging industrial environments.
The success of Australia's gold mining industry depends on the reliable operation of countless electrical systems, from massive excavators to sophisticated processing equipment. Type 240 cables play a crucial but often invisible role in this success, providing the electrical infrastructure that powers the equipment extracting billions of dollars worth of gold from Australian soil each year. Understanding and properly applying these cables is essential for maintaining Australia's position as a global leader in gold production and mining technology.
