
AS/NZS 1802 Type 240 Mining Cables: The Backbone of Australia's Underground Mining Operations
Discover AS/NZS 1802 Type 240 mining cables (1.1-11kV) powering Australia's major underground mines including Olympic Dam, Cadia, and Gwalia. Complete guide to electrical parameters, applications, and mining solutions.
6/26/202520 min read
AS/NZS 1802 Type 240 Mining Cables: The Backbone of Australia's Underground Mining Operations
Introduction: Understanding AS/NZS 1802 Type 240 Mining Cables
Deep beneath Australia's rugged terrain, where sunlight never penetrates and conditions would challenge even the hardiest equipment, a sophisticated network of electrical infrastructure keeps our nation's mining operations running around the clock. At the heart of this underground electrical ecosystem lies a critical component that many Australians have never heard of, yet which plays an absolutely essential role in extracting the minerals that fuel our economy: the AS/NZS 1802 Type 240 mining cable.
These remarkable cables represent decades of engineering innovation specifically designed to handle the unique challenges of underground mining environments. Unlike the standard electrical cables you might find in your home or office, AS/NZS 1802 Type 240 cables are engineered warriors, built to withstand crushing pressures, extreme temperatures, corrosive chemicals, and the constant mechanical stress that comes with powering massive mining equipment kilometres underground.
The designation "Type 240" refers to a specific classification within the Australian and New Zealand Standard AS/NZS 1802, which governs the design and manufacture of electrical cables for mining applications. These cables are flexible, composite-screened trailing and reeling cables rated for voltages ranging from 1.1 kilovolts up to 11 kilovolts. To put this in perspective, the power outlets in your home operate at just 0.24 kilovolts, making these mining cables capable of handling nearly fifty times more electrical energy.
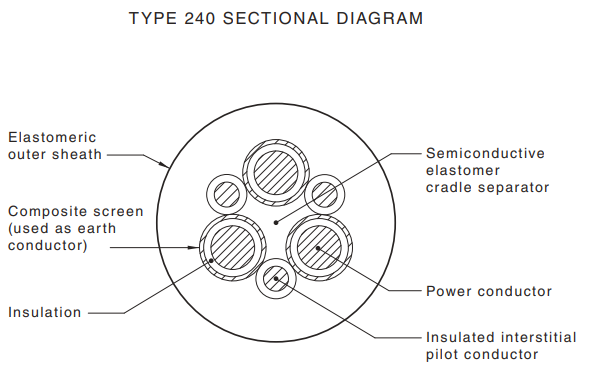
What makes these cables truly special is their composite-screened design, which incorporates multiple layers of protection including braided copper screening, specialized insulation materials, and heavy-duty outer sheaths. This sophisticated construction allows them to deliver reliable power to critical mining equipment while maintaining the flexibility needed to snake through narrow underground passages and around sharp corners. They're designed not just to survive in harsh mining environments, but to provide years of dependable service in conditions that would destroy conventional electrical cables within days.
The importance of reliable underground electrical infrastructure cannot be overstated. When you're operating massive continuous miners, shuttle cars, ventilation systems, and water pumps hundreds or even thousands of metres below ground, electrical failure isn't just an inconvenience – it can be a matter of life and death. This is why AS/NZS 1802 Type 240 cables undergo rigorous testing and must meet some of the most demanding electrical and mechanical standards in the world.
Australia's Underground Mining Landscape: Where These Cables Work
To truly appreciate the importance of AS/NZS 1802 Type 240 cables, we need to understand the extraordinary underground mining operations they serve across Australia. Our continent hosts some of the world's most challenging and productive underground mines, each presenting unique electrical infrastructure demands that these cables are specifically designed to meet.
Olympic Dam in South Australia stands as one of the world's most significant underground mining operations, representing a triumph of engineering ingenuity over geological complexity. Located in the remote Outback near Roxby Downs, this massive operation extracts copper, uranium, gold, and silver from ore bodies located up to 1,000 metres below the surface. The scale of Olympic Dam is almost incomprehensible – the underground workings span an area roughly equivalent to the size of Sydney's central business district, with hundreds of kilometres of tunnels, shafts, and chambers carved from solid rock.
The electrical infrastructure requirements at Olympic Dam are staggering. Massive ventilation systems must continuously circulate fresh air through the underground workings, while powerful pumps remove groundwater that would otherwise flood the mine. Conveyor systems transport thousands of tonnes of ore to the surface each day, and sophisticated mining equipment operates continuously in multiple locations simultaneously. Every piece of this equipment depends on reliable electrical power delivered through cables like the AS/NZS 1802 Type 240 series, which must maintain their integrity despite constant vibration, temperature fluctuations, and exposure to corrosive mine waters.
Cadia-Ridgeway near Orange in New South Wales presents a different but equally challenging environment for underground electrical systems. This deep gold and copper operation combines both underground and open-cut mining, with underground workings extending to depths of over 1,300 metres. The transition zones between surface and underground operations create particularly demanding conditions for electrical cables, which must handle not only the typical underground stresses but also the thermal cycling that occurs as they pass through different environmental zones.
The Cadia operation is renowned for its advanced automation and remote-controlled equipment, which places even greater demands on the electrical infrastructure. Modern mining increasingly relies on sophisticated control systems that require not just power delivery but also reliable data transmission capabilities. The pilot cores incorporated into AS/NZS 1802 Type 240 cables serve this dual purpose, carrying both power and control signals to ensure that remote-controlled equipment operates safely and efficiently even at extreme depths.
Gwalia in Western Australia holds the distinction of being Australia's deepest underground gold mine, with operations extending to approximately 1,600 metres below surface – deeper than Sydney Harbour Bridge is long. The extreme depth creates unique challenges for electrical systems, including increased rock pressure, higher ground temperatures, and the logistical complexity of maintaining equipment so far from the surface. At these depths, equipment failure can strand workers for hours, making the reliability of electrical systems absolutely critical.
The conditions at Gwalia illustrate why standard electrical cables simply cannot survive in deep underground mining. Rock temperatures increase with depth, often exceeding 40 degrees Celsius in the deepest workings. The immense pressure from overlying rock creates constant mechanical stress on all equipment, while groundwater often contains dissolved minerals that can corrode standard electrical components. AS/NZS 1802 Type 240 cables are specifically engineered to handle these extreme conditions, with specialized insulation materials that maintain their integrity at high temperatures and composite screening that provides reliable earth protection even under extreme mechanical stress.
Ernest Henry in Queensland represents the modern face of underground copper and gold mining, with its sophisticated 1,000-metre hoisting shaft and advanced materials handling systems. This operation demonstrates how modern mining has evolved beyond simple extraction to become a highly automated, technology-driven industry. The electrical systems at Ernest Henry must support not only traditional mining equipment but also sophisticated monitoring systems, automated ore handling, and advanced communication networks that keep the operation connected with surface facilities and remote monitoring centres.
Moranbah North in Queensland showcases the unique challenges of underground coal mining, where methane gas and coal dust create additional safety considerations for electrical systems. This longwall operation, working at depths of approximately 200 metres, employs massive shearer units that can extract thousands of tonnes of coal per hour. The electrical cables serving these operations must not only deliver enormous amounts of power but must also do so in potentially explosive atmospheres where any electrical fault could trigger a catastrophic gas explosion.
The longwall mining process creates particularly demanding conditions for electrical cables. As the coal face advances, the cables must be continuously repositioned, subjected to constant mechanical stress as they're dragged through rough underground conditions. The cables must remain flexible enough to handle this constant movement while maintaining their electrical integrity and gas-tight sealing to prevent any risk of ignition in the potentially explosive underground atmosphere.
Application Scenarios: How Type 240 Cables Power Underground Operations
Understanding where and how AS/NZS 1802 Type 240 cables are deployed in underground mining operations reveals the sophisticated electrical infrastructure that makes modern mining possible. These applications demonstrate not just the versatility of these cables, but their absolutely critical role in maintaining safe and productive mining operations.
Feeder cable applications represent perhaps the most fundamental use of Type 240 cables in underground mining. These installations form the primary electrical arteries that distribute power from surface substations to various underground locations. In a typical underground mine, main feeder cables might run for several kilometres through the primary decline or shaft system, branching off at various levels to supply power to specific mining areas. These cables must handle not only the full electrical load of downstream equipment but must also maintain their integrity despite being subjected to constant vibration from blasting, mechanical stress from rock movement, and exposure to corrosive mine atmospheres.
The design of feeder cable installations requires careful consideration of future mining plans, as these cables often remain in place for many years while mining operations expand around them. The flexibility of AS/NZS 1802 Type 240 cables makes them ideal for these applications, as they can accommodate the gradual settling and movement that occurs in underground openings over time. Their composite screening provides reliable earth protection even when cables are routed through areas where ground conditions may change due to ongoing mining activities.
Shuttle car and continuous miner applications showcase the dynamic nature of underground coal mining operations. Continuous miners are massive machines that literally chew through coal seams, creating the underground roadways and extracting coal simultaneously. These machines require enormous amounts of electrical power – often 1,000 kilowatts or more – delivered through trailing cables that must move with the machine as it advances through the coal seam.
The conditions these cables face are extraordinary. They're constantly dragged across rough mine floors, subjected to impacts from falling coal and rock, and exposed to coal dust and mine gases. The cables must remain flexible in temperatures that can range from near freezing in ventilated areas to over 40 degrees Celsius near active machinery. Despite these harsh conditions, any electrical failure could strand the continuous miner and halt production, making cable reliability absolutely critical.
Shuttle cars present different but equally challenging requirements. These mobile units transport coal from the continuous miner to conveyor systems or loading points, requiring trailing cables that can handle constant flexing as the vehicles navigate underground roadways. The cables must be lightweight enough not to impede vehicle mobility while still providing reliable power delivery and maintaining their integrity despite being repeatedly coiled and uncoiled as the shuttle cars operate.
Longwall mining operations represent the ultimate test of cable durability and reliability. In longwall mining, a massive shearer unit travels back and forth across a coal face that can be 300 metres wide or more, supported by a line of hydraulic roof supports that advance with the mining operation. The electrical cables serving this equipment must move continuously as the longwall face advances, often being repositioned several times per shift.
The scale of longwall operations makes cable reliability even more critical than in other mining applications. A single longwall face can produce thousands of tonnes of coal per day, making any interruption extremely costly. The cables must not only deliver power to the shearer and roof supports but must also carry control signals that coordinate the complex dance of equipment advancement. The three pilot cores incorporated into AS/NZS 1802 Type 240 cables are essential for these control functions, providing reliable communication even over the long distances typical of modern longwall faces.
Ventilation system applications highlight another critical use of Type 240 cables in underground mining. Ventilation is literally a matter of life and death in underground operations, as it provides fresh air for workers while removing dangerous gases and heat generated by equipment and geological processes. Main ventilation fans, which can be as large as aircraft engines, require substantial electrical power delivered through cables that must maintain their integrity under all conditions.
The ventilation cables often follow complex routes through the mine, running along main airways where they're exposed to the full volume of air movement in the mine. This creates unique mechanical stresses as the cables must resist the constant air pressure while remaining securely mounted to prevent interference with air flow. Emergency ventilation systems place even greater demands on electrical infrastructure, as these backup systems must function reliably even when primary systems fail during emergencies.
Pumping system applications address one of the most persistent challenges in underground mining: water management. Most underground mines encounter groundwater that must be continuously pumped to surface to prevent flooding. These pumping systems often operate in the lowest areas of the mine, where they're exposed to the most challenging conditions including high humidity, potential flooding, and corrosive water chemistry.
The electrical cables serving underground pumps must be particularly resistant to moisture ingress, as any water penetration can cause catastrophic electrical failures. The EPR insulation and PCP sheath materials used in AS/NZS 1802 Type 240 cables provide excellent moisture resistance, while the composite screening ensures reliable earth protection even in wet conditions. Redundant pumping systems require duplicate cable installations, creating complex routing challenges in areas where space is at a premium.
Technical Specifications: Understanding the Engineering Behind Type 240 Cables
The technical specifications of AS/NZS 1802 Type 240 cables represent decades of engineering refinement focused on creating electrical infrastructure capable of surviving and thriving in the most challenging industrial environments on Earth. Understanding these specifications helps explain why these cables can reliably deliver power in conditions that would destroy conventional electrical cables within hours.
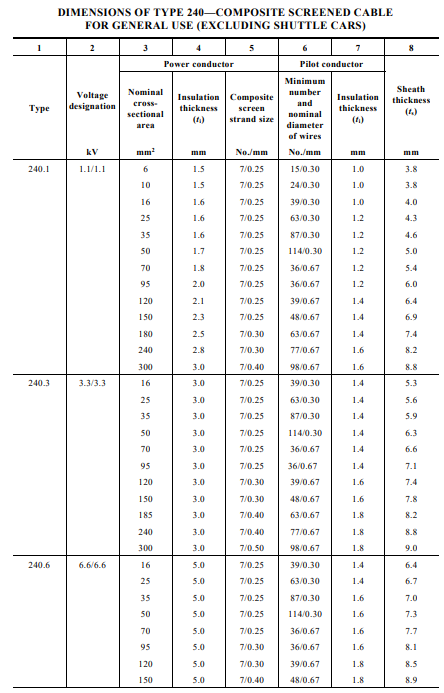
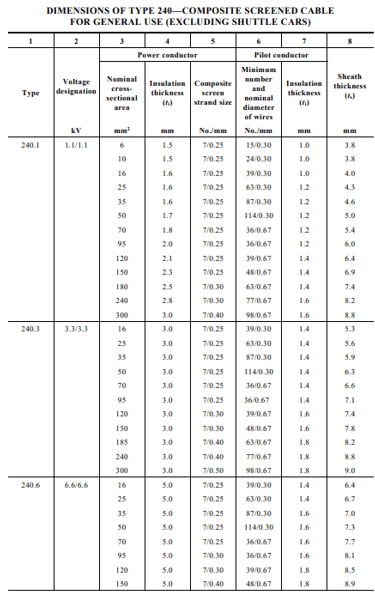
Voltage ratings and designations form the foundation of the Type 240 cable system, with four distinct voltage classes designed to serve different applications within underground mining operations. The Type 240.1 cables operate at 1.1/1.1 kilovolts, making them suitable for lower-power applications such as lighting systems, small pumps, and auxiliary equipment. The designation 1.1/1.1 indicates that both the phase-to-phase voltage and the phase-to-earth voltage are 1.1 kilovolts, a configuration that provides excellent safety characteristics for underground use.
Type 240.3 cables step up to 3.3/3.3 kilovolts, entering the medium-voltage range where they can efficiently power larger equipment such as section ventilation fans, medium-sized pumps, and some mining machinery. This voltage level represents a sweet spot in underground mining, providing sufficient power for substantial equipment while remaining low enough to maintain reasonable safety margins for underground workers.
The Type 240.6 designation covers 6.6/6.6 kilovolt applications, which handle much of the heavy-duty power distribution in modern underground mines. These cables typically serve as main feeders from surface substations to underground distribution points, and they power the largest individual pieces of equipment such as main ventilation fans and major pumping stations. The higher voltage allows more efficient power transmission over the long distances typical in underground mining, reducing power losses and enabling smaller conductor sizes.
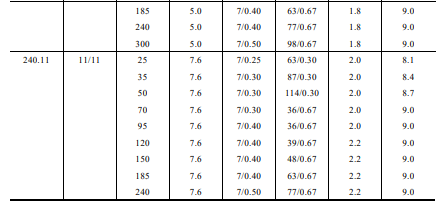
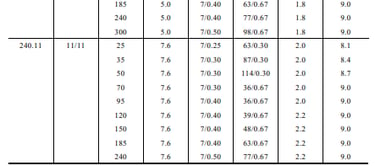
Type 240.11 cables represent the top of the voltage range at 11/11 kilovolts, used primarily for main power transmission from surface facilities to major underground substations. These cables often run for kilometres through main shafts or declines, delivering power that will be stepped down to lower voltages for distribution to individual mining areas. The 11-kilovolt rating requires the thickest insulation in the Type 240 series, with pilot core insulation thickness reaching 7.6 millimetres to ensure reliable performance at these elevated voltages.
Conductor construction and materials reveal the sophisticated metallurgy behind Type 240 cables. The power conductors use stranded, tinned copper construction, which provides several critical advantages over solid conductors. Stranding makes the cables flexible enough to handle the constant bending and flexing required in mobile mining applications, while the tinning process applies a thin layer of tin to each copper strand to prevent corrosion and improve the cable's longevity in harsh underground environments.
The conductor sizes range from 6 square millimetres for the smallest applications up to 300 square millimetres for the highest-power requirements. To put these sizes in perspective, a typical household electrical wire might be 2.5 square millimetres, making even the smallest mining cable conductors significantly larger. The largest 300 square millimetre conductors can safely carry over 600 amperes of current, enough to power a small suburb.
The pilot conductors use a different construction optimized for control and communication applications rather than power transmission. These smaller conductors, typically ranging from 1.5 to 7.6 square millimetres depending on the cable voltage rating, use seven-strand construction for maximum flexibility. The pilot conductors serve dual purposes: they provide control circuits for remote operation of mining equipment, and they can serve as emergency communication links if primary communication systems fail.
Insulation systems represent perhaps the most critical aspect of Type 240 cable design, as the insulation must maintain its integrity despite exposure to mechanical stress, temperature extremes, and chemical contamination that would destroy conventional insulation materials. The cables use Ethylene Propylene Rubber (EPR) insulation throughout, a material specifically chosen for its outstanding performance in demanding industrial applications.
EPR insulation provides several key advantages in underground mining applications. It maintains its flexibility across a wide temperature range, from minus 25 degrees Celsius in unheated mine areas during winter to over 90 degrees Celsius near hot mining equipment. The material resists chemical attack from the various oils, lubricants, and cleaning solvents used in mining operations, while its excellent dielectric properties ensure reliable electrical performance even in high-humidity underground environments.
The insulation thickness varies depending on the voltage rating and conductor size, with careful engineering to balance electrical performance, mechanical protection, and cable flexibility. For example, the 11-kilovolt pilot conductors require 7.6 millimetres of insulation thickness, while lower-voltage applications can use thinner insulation layers. This graduated approach optimizes cable performance for each specific application while minimizing overall cable size and weight.
Composite screening technology provides one of the most sophisticated aspects of Type 240 cable design. The composite screen combines braided tinned copper with other materials to create a flexible yet robust earthing system that maintains its integrity even under extreme mechanical stress. The braided construction allows the screen to flex and bend with the cable while maintaining continuous electrical contact throughout its length.
The tinning of the copper braid serves multiple purposes: it prevents corrosion in humid underground environments, improves electrical contact between individual strands, and facilitates reliable connections when the cable is terminated or spliced. The composite nature of the screening means it incorporates additional materials that enhance mechanical protection while maintaining electrical performance.
Different conductor sizes require different screening configurations to optimize performance. Smaller conductors might use 39 strands of 0.30-millimetre wire in their composite screen, while larger conductors require heavier screening with up to 98 strands of 0.67-millimetre wire. This scaling ensures that the screening provides adequate mechanical protection and electrical performance regardless of the conductor size.
Thermal performance characteristics define the operating envelope within which Type 240 cables can safely operate, with specifications that reflect the extreme conditions encountered in underground mining. The cables are rated for continuous operation at temperatures up to 90 degrees Celsius, a specification that accounts for both ambient underground temperatures and the heating effects of electrical current flow through the conductors.
Emergency operating conditions extend the temperature rating to 130 degrees Celsius, recognizing that mining operations sometimes require temporary overloading of electrical systems during emergency situations. This emergency rating allows the cables to handle brief periods of higher current flow without catastrophic failure, providing valuable safety margins during critical operations.
Short-circuit conditions present the ultimate thermal test for any electrical cable, as fault currents can be tens of times higher than normal operating currents. Type 240 cables are designed to withstand conductor temperatures up to 250 degrees Celsius for up to five seconds during short-circuit conditions, allowing protective systems time to isolate faults before cable damage occurs. This short-circuit rating is crucial in mining applications where fault currents can be extremely high due to the low impedance of underground electrical systems.
Potential Mining Challenges and Solutions: FAQ
Question: Can Type 240 cables withstand the extreme abrasion encountered in underground mining operations?
This concern strikes at the heart of underground mining's most persistent challenge: mechanical durability. The answer lies in understanding both the cable's construction and the specific abrasion mechanisms in mining environments. Type 240 cables incorporate a heavy-duty elastomeric Polychloroprene (PCP) outer sheath specifically engineered to resist abrasion from rough mine floors, sharp rock edges, and contact with mining equipment.
The elastomeric properties of the PCP sheath allow it to deform under impact rather than crack or tear, while its chemical composition resists degradation from the oils, lubricants, and cleaning solvents commonly used in mining operations. Beneath this outer protection, the braided copper composite screen provides an additional layer of mechanical protection while maintaining its electrical integrity even if the outer sheath sustains damage.
However, cable longevity in abrasive environments ultimately depends on proper installation and handling practices. Cables should be routed through protective channels where possible, supported at appropriate intervals to prevent excessive sagging, and protected with additional mechanical guards in high-traffic areas. Regular inspection programs should monitor for early signs of sheath damage, allowing sections to be replaced before failures occur.
Question: What happens if the pilot conductors degrade over the long cable runs typical in large underground mines?
Pilot conductor integrity represents a critical safety consideration in modern mining operations, where remote-controlled equipment and automated systems depend on reliable control signals. Type 240 cables address this challenge through multiple design strategies that ensure control circuit reliability even over extended distances and harsh operating conditions.
The cables incorporate three separate pilot conductors, providing redundancy that allows continued operation even if one conductor fails. The pilot conductors use seven-strand construction for maximum flexibility, while their EPR insulation provides the same chemical and thermal resistance as the main power conductors. The relatively small current carried by pilot conductors means they generate minimal heat, reducing thermal stress on their insulation systems.
Long cable runs can introduce signal quality issues due to electrical resistance and capacitance effects. Type 240 cables minimize these effects through careful conductor sizing and insulation design. For extremely long runs, intermediate repeater stations can boost control signals, while fiber optic communication systems can be integrated with power cables for applications requiring high-speed data transmission.
Maintenance programs should include regular testing of pilot conductor insulation resistance and continuity, using specialized test equipment that can detect degradation before failures occur. Any reduction in insulation resistance should trigger immediate investigation, as pilot conductor failures can compromise safety systems that protect both equipment and personnel.
Question: Are Type 240 cables compatible with shuttle car applications in underground coal mining?
This question highlights an important distinction in mining cable applications that directly impacts safety in underground coal mining. Type 240 cables are specifically designated for general underground use excluding shuttle cars, with Type 241 cables recommended for shuttle car applications instead.
The exclusion of shuttle cars from Type 240 applications stems from the unique operating requirements of these mobile coal transport vehicles. Shuttle cars operate in potentially explosive atmospheres where methane gas and coal dust create significant explosion risks. These vehicles require specialized cable designs with enhanced gas-tight sealing and explosion-proof characteristics that go beyond the capabilities of standard Type 240 cables.
Shuttle car cables must also handle more severe mechanical stress than typical trailing cable applications. The constant starting, stopping, and directional changes of shuttle car operation create unique flexing patterns that can fatigue standard cable constructions. The cables must remain lightweight enough not to impede vehicle mobility while providing reliable power transmission and maintaining gas-tight integrity.
Type 241 cables incorporate additional safety features specifically for shuttle car use, including enhanced sealing systems, specialized conductor configurations, and materials selected for their resistance to gas permeation. While Type 240 cables excel in their intended applications, using them in shuttle car service could compromise both operational reliability and underground safety.
Question: How do Type 240 cables handle the temperature extremes encountered in deep underground mining?
Temperature management represents one of the most complex challenges in deep underground mining electrical systems, where cables must operate reliably across temperature ranges that would challenge most electrical equipment on the surface. Type 240 cables address these challenges through sophisticated materials engineering and thermal design principles.
In cold conditions, underground mines can approach the cables' lower operating limit of minus 25 degrees Celsius, particularly in unheated areas during winter months or in mines with powerful ventilation systems. At these low temperatures, many cable materials become brittle and prone to cracking during handling or flexing. The EPR insulation used in Type 240 cables maintains its flexibility even at these extreme low temperatures, while the elastomeric outer sheath remains pliable enough to handle normal installation and operation stresses.
High-temperature conditions present different but equally challenging requirements. Deep mines often encounter elevated rock temperatures due to geothermal gradients, while large electrical equipment generates significant heat in confined underground spaces. The 90-degree Celsius continuous operating temperature rating of Type 240 cables provides substantial margin above typical underground conditions, while the 130-degree Celsius emergency rating allows temporary operation during equipment malfunctions or emergency conditions.
The cables' thermal design also considers heat generated by electrical current flow through the conductors. Proper cable sizing ensures that conductor heating remains within acceptable limits even during full-load operation, while the thermal mass of the cable construction provides thermal inertia that prevents rapid temperature fluctuations from causing thermal stress in the insulation system.
Question: What protection do Type 240 cables provide against water ingress and chemical exposure in underground mining environments?
Water and chemical resistance form fundamental requirements for any electrical equipment operating in underground mining environments, where cables face constant exposure to groundwater, equipment lubricants, cleaning chemicals, and the complex chemistry of mine atmospheres. Type 240 cables incorporate multiple layers of protection against these environmental challenges.
The EPR insulation system provides the primary barrier against moisture and chemical ingress. EPR's molecular structure resists water absorption while maintaining its dielectric properties even in high-humidity environments. The material also resists attack from most industrial chemicals commonly encountered in mining operations, including hydraulic fluids, lubricating oils, and cleaning solvents.
The PCP outer sheath provides additional protection against moisture and chemical exposure while serving as the primary mechanical barrier against physical damage. PCP's chemical resistance complements that of the EPR insulation, providing protection against chemicals that might penetrate minor sheath damage. The elastomeric properties of PCP also allow it to maintain sealing integrity even when subjected to the mechanical stresses typical of mining operations.
The composite screening system provides yet another barrier against moisture ingress while maintaining electrical performance. The tinned copper construction resists corrosion even in humid conditions, while the braided construction allows any minor moisture ingress to drain rather than accumulating within the cable structure.
However, even the best cable design requires proper installation and maintenance to achieve maximum environmental protection. Cable terminations represent particular vulnerability points where moisture can enter if connections are not properly sealed. Regular inspection programs should monitor for signs of moisture ingress, including changes in insulation resistance that might indicate water penetration.
Question: What maintenance practices ensure maximum reliability and safety of Type 240 cables in underground mining operations?
Effective maintenance of underground mining cables requires a comprehensive approach that addresses both routine monitoring and proactive replacement strategies. The harsh operating environment means that preventive maintenance is far more cost-effective than reactive repairs, particularly given the safety implications and production costs associated with cable failures underground.
Visual inspection programs form the foundation of effective cable maintenance, with trained personnel regularly examining exposed cable sections for signs of mechanical damage, sheath deterioration, or thermal stress. Particular attention should be paid to areas where cables pass through openings, around sharp corners, or near moving equipment where mechanical damage is most likely to occur. Any signs of sheath cracking, braid exposure, or conductor damage should trigger immediate investigation and potential cable replacement.
Electrical testing provides critical information about cable condition that isn't visible during visual inspections. Insulation resistance testing can detect moisture ingress or insulation degradation before these conditions cause failures, while continuity testing ensures that all conductors remain intact. Pilot conductor testing is particularly important given their role in safety and control systems, with any degradation in pilot conductor performance requiring immediate attention.
Bend radius compliance represents a critical but often overlooked aspect of cable maintenance. Type 240 cables have specific minimum bend radius requirements that must be maintained throughout their service life. Violations of these requirements can cause conductor fatigue, insulation stress, and premature cable failure. Installation procedures should ensure adequate bend radii, while routine inspections should verify that cable routing hasn't changed due to mine settling or equipment modifications.
Environmental monitoring can provide early warning of conditions that might accelerate cable degradation. Temperature monitoring in areas where cables operate near their thermal limits can identify cooling system problems before they cause cable damage, while chemical monitoring can detect changes in mine atmospheres that might affect cable materials. Groundwater monitoring is particularly important in areas where cables might be exposed to changing water chemistry.
Conclusion: The Critical Role of Type 240 Cables in Australian Mining
The AS/NZS 1802 Type 240 cable system represents far more than just another piece of mining equipment – it embodies the sophisticated engineering solutions that make modern underground mining possible while maintaining the safety standards that protect Australian miners every day. From the extreme depths of Gwalia's gold workings to the complex automation systems at Cadia-Ridgeway, these cables form the electrical lifelines that keep our nation's underground mining operations running safely and productively.
The technical sophistication built into every metre of Type 240 cable reflects decades of engineering refinement driven by the unique demands of Australian mining conditions. The combination of EPR insulation, composite screening, and elastomeric sheathing creates electrical infrastructure capable of reliable operation in environments that would destroy conventional electrical systems within hours. The careful graduation of voltage ratings from 1.1 kilovolts up to 11 kilovolts ensures that every application from auxiliary lighting to main power transmission can be served with appropriately engineered solutions.
Perhaps most importantly, Type 240 cables demonstrate how modern mining has evolved from the simple extraction operations of previous generations into sophisticated, technology-driven industries that depend absolutely on reliable electrical infrastructure. The pilot conductors that carry control signals, the composite screening that ensures reliable earthing, and the thermal ratings that allow operation in extreme conditions all reflect the reality that modern mining is as much about technology as it is about geology.
The application scenarios across Australia's major underground operations – from the longwall coal faces at Moranbah North to the deep copper workings at Olympic Dam – showcase the versatility and reliability that make Type 240 cables indispensable to modern mining operations. Each application presents unique challenges, yet the fundamental design principles built into these cables provide solutions that work reliably across the full spectrum of underground mining environments.
Understanding the technical specifications and proper application of Type 240 cables is essential for anyone involved in underground mining operations, from electrical engineers designing power systems to maintenance technicians responsible for keeping equipment running. The electrical parameters, mechanical ratings, and environmental resistance characteristics built into these cables represent the accumulated knowledge of mining electrical engineering, codified into standards that ensure consistent performance across different manufacturers and installations.
The maintenance practices and troubleshooting approaches discussed in this article reflect the reality that even the best-engineered equipment requires proper care to achieve its design life. In underground mining, where equipment failure can have serious safety implications and enormous economic costs, preventive maintenance of electrical infrastructure isn't just good practice – it's an absolute necessity.
Looking forward, Australia's underground mining industry will continue to evolve, with deeper mines, more automation, and increasingly sophisticated control systems driving new demands on electrical infrastructure. The AS/NZS 1802 Type 240 cable system provides a solid foundation for these developments, with specifications and performance characteristics that can support the next generation of mining technology while maintaining the safety and reliability standards that have made Australian mining a global leader.
For anyone working in or around Australia's underground mining industry, understanding the role and capabilities of AS/NZS 1802 Type 240 cables provides valuable insight into the technological foundations that make modern mining possible. These cables may operate largely out of sight, buried in underground workings far from public view, but their contribution to Australia's mining success and economic prosperity cannot be overstated. They represent the quiet, reliable infrastructure that powers the extraction of the minerals and materials that fuel our modern world, delivered safely and efficiently from some of the most challenging industrial environments on Earth.
