
AS/NZS 1802 Type 241 Mining Cables in Open-Cut Operations
Comprehensive guide to AS/NZS 1802 Type 241 1.1kV mining cables for Australian open-cut mines including Kalgoorlie Super Pit, electrical specifications, applications, and troubleshooting FAQ for mining operations. The massive scale of Australia's open-cut mining operations presents unique electrical challenges that require specialised solutions. When you're dealing with draglines that weigh over 8,000 tonnes, excavators with bucket capacities measured in cubic metres, and conveyor systems stretching for kilometres, standard electrical cables simply won't cut it. This is where AS/NZS 1802 Type 241 mining cables come into their own, providing the robust electrical infrastructure that keeps Australia's mining giants operational around the clock.
6/19/202516 min read
AS/NZS 1802 Type 241 Mining Cables in Open-Cut Operations
Understanding AS/NZS 1802 Type 241 Cable Technology
The AS/NZS 1802 Type 241 cable represents a sophisticated engineering solution designed specifically for the harsh realities of Australian mining environments. At its core, this is a heavy-duty, semiconductive-earth-screened elastomer-sheathed mining cable rated for 1.1 kV operation, though variants are available for higher voltages up to 11 kV depending on specific operational requirements.
What sets this cable apart from conventional industrial cables is its multi-layered construction that prioritises both electrical safety and mechanical durability. The cable's design philosophy centres around the understanding that mining equipment operates in conditions that would destroy ordinary electrical infrastructure within days or weeks. Dust storms, extreme temperature variations, mechanical stress from constantly moving equipment, and the corrosive effects of various mining chemicals all combine to create an environment where only the most robust electrical solutions can survive.
The semiconductive earth screening technology incorporated into Type 241 cables provides an additional layer of safety that proves crucial in mining applications. This screening creates a controlled electrical field around the power conductors, reducing the risk of electrical breakdown and providing enhanced earthing capabilities. In practical terms, this means that if the outer sheath is damaged during operation, the semiconductive screen provides a safe path to earth before any live conductors are exposed, significantly reducing the risk of electrical accidents in an already hazardous environment.
Australia's Premier Open-Cut Mining Operations
To truly appreciate the importance of specialised mining cables, we need to understand the scale and scope of Australia's major open-cut operations. These sites represent some of the largest industrial operations anywhere in the world, each presenting unique electrical infrastructure challenges.
Gold Mining Excellence: The Kalgoorlie Super Pit
The Kalgoorlie Super Pit, officially known as the Fimiston Open Pit, stands as perhaps Australia's most iconic mining operation. Stretching approximately 3.5 kilometres in length, 1.5 kilometres in width, and plunging between 600 and 700 metres into the Western Australian earth, this operation produces roughly 432,000 ounces of gold annually. The electrical infrastructure required to support this level of production is staggering in its complexity and scale.
Within the Super Pit, Type 241 cables serve multiple critical functions. They power the massive hydraulic excavators that remove overburden and extract ore, supply electricity to the drilling rigs that create blast holes for controlled explosions, and provide power to the extensive dewatering pump systems that keep the pit operational despite groundwater infiltration. The cables must be capable of being relocated frequently as mining operations progress deeper into the pit, requiring exceptional flexibility combined with the durability to withstand constant handling and repositioning.
The Cadia-Ridgeway operation in New South Wales represents Australia's second-largest open-cut mining operation, focusing on copper and gold extraction. Here, the electrical challenges are compounded by the need to support both open-cut and underground operations simultaneously, requiring cable systems that can transition between different operational environments while maintaining consistent performance standards.
Coal Mining Operations: Powering Australia's Energy Sector
The Mount Arthur mine in New South Wales holds the distinction of being the state's largest open-cut coal operation, with an annual capacity approaching 20 million tonnes. The electrical infrastructure at Mount Arthur must support not only the extraction equipment but also the extensive coal handling and preparation facilities that process the raw material before transport.
Type 241 cables at Mount Arthur face particular challenges related to coal dust exposure and the need to maintain spark-free operations in potentially explosive atmospheres. The semiconductive screening in these cables plays a crucial role in preventing static electricity buildup that could pose ignition risks in coal-rich environments.
Queensland's Hail Creek mine in the Bowen Basin, producing approximately 5.5 million tonnes of coking coal annually, presents additional challenges related to the tropical climate and seasonal weather extremes. Here, Type 241 cables must perform reliably through cyclone seasons, extreme heat, and monsoonal flooding, demonstrating the versatility of their design across Australia's diverse climatic conditions.
Iron Ore Giants: The Pilbara Powerhouses
The Jimblebar mine in Western Australia's Pilbara region, one of BHP's seven major Pilbara operations, produces approximately 67 million tonnes of iron ore annually. The scale of electrical infrastructure required to support this level of production is extraordinary, with Type 241 cables playing crucial roles in powering everything from the massive haul trucks that can carry over 400 tonnes per load to the crushing and screening equipment that processes the raw ore.
In the Pilbara's extreme heat, where summer temperatures regularly exceed 45°C, the thermal performance of Type 241 cables becomes critical. The EPR (Ethylene Propylene Rubber) insulation and elastomer sheathing are specifically designed to maintain their electrical and mechanical properties across temperature ranges from -25°C to +90°C, ensuring reliable operation even in Australia's most challenging thermal environments.
Application Scenarios in Open-Cut Mining Operations
Understanding how Type 241 cables are deployed in actual mining operations helps illustrate why their specialised construction is so essential. These applications fall into several broad categories, each presenting unique electrical and mechanical challenges.
Mobile Equipment Power Supply
Perhaps the most demanding application for Type 241 cables is in powering mobile mining equipment, particularly draglines. These massive machines, some weighing over 8,000 tonnes with boom lengths exceeding 100 metres, require enormous amounts of electrical power while maintaining the ability to move around the mining site as operations progress.
The cables supplying power to draglines must be exceptionally flexible to accommodate the machine's movement while being robust enough to withstand the mechanical stresses of being dragged across rough terrain. The semiconductive earth screening in Type 241 cables provides crucial safety benefits in this application, as any damage to the cable sheath could otherwise create serious electrical hazards for operators and maintenance personnel working around these massive machines.
Rotary drills and blast hole drilling equipment represent another critical application where Type 241 cables excel. These machines must position precisely to create the blast hole patterns that enable controlled explosions for ore extraction. The cables must be capable of frequent coiling and uncoiling as the drilling equipment moves between hole positions, while maintaining electrical integrity despite exposure to rock dust and drilling fluid contamination.
Fixed Installation Applications
While mobile applications often receive the most attention, Type 241 cables also serve crucial roles in fixed installations throughout open-cut mines. Conveyor systems that transport ore from the pit to processing facilities often span several kilometres and require reliable electrical power at multiple points along their length.
In these applications, the cables may be installed in underground cable trenches or supported on overhead cable ways, requiring different mechanical properties than mobile applications but still demanding the same level of environmental resistance. The heavy-duty elastomer sheathing provides excellent protection against UV radiation during overhead installation, while the moisture resistance ensures reliable operation even when trenches become flooded during heavy rains.
Crushing and screening plants represent another critical fixed installation application. These facilities process thousands of tonnes of material per hour and require absolutely reliable electrical supply to maintain production schedules. Any electrical failure can result in production losses measured in millions of dollars, making the enhanced reliability of Type 241 cables a crucial operational consideration.
Temporary and Emergency Applications
One often overlooked but crucial application for Type 241 cables is in temporary installations during pit relocations and emergency repairs. As open-cut mines progress, entire sections of electrical infrastructure must be relocated to accommodate expanding operations. The ability to quickly deploy reliable temporary power systems can mean the difference between maintaining production schedules and costly operational delays.
During emergency repairs, Type 241 cables often serve as temporary replacements for damaged permanent installations. Their robust construction and reliable performance characteristics make them ideal for these critical applications where failure is not an option.


Detailed Construction Analysis: Understanding Type 241 Cable Design
To truly appreciate why Type 241 cables perform so well in mining applications, we need to examine their construction in detail, working from the centre outward through each layer of protection and functionality.
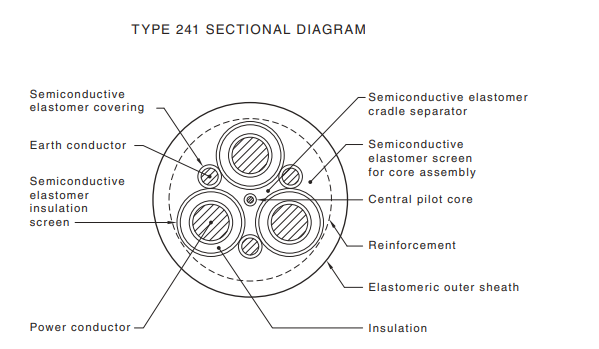
Central Pilot Core and Communication Infrastructure
At the heart of every Type 241 cable lies the central pilot core, constructed with EPR-insulated tinned copper conductors. This pilot core serves multiple critical functions beyond simple power transmission. It often carries control and communication signals that coordinate the operation of complex mining equipment, enabling remote operation and monitoring capabilities that are essential for both safety and efficiency.
The use of tinned copper in the pilot core provides enhanced corrosion resistance compared to bare copper, crucial in mining environments where exposure to various chemical compounds is inevitable. The EPR insulation surrounding the pilot core offers excellent electrical properties combined with mechanical flexibility, allowing the cable to bend and flex repeatedly without insulation failure.
Power Core Assembly and Screening Technology
Surrounding the central pilot core, three power cores of equal cross-sectional area provide the main electrical power transmission capability. Each power core represents a sophisticated electrical component in its own right, comprising a stranded copper conductor, conductor screen (for cables rated 3.3 kV and above), EPR insulation, and the crucial semiconductive elastomer insulation earth screen.
The conductor screening technology used in higher voltage variants of Type 241 cables deserves particular attention. This screening smooths the electrical field distribution around the conductor, reducing the likelihood of electrical breakdown and extending cable life. In mining applications where cables may be subjected to mechanical damage that could compromise insulation integrity, this additional protection proves invaluable.
The semiconductive elastomer insulation earth screen represents perhaps the most innovative aspect of Type 241 cable design. This layer serves multiple functions simultaneously, providing mechanical protection for the insulation, creating a controlled electrical field environment, and offering an earthing path in case of insulation failure. The semiconductive properties mean that this layer can conduct sufficient current to trip protective devices while not being conductive enough to create a short circuit under normal operating conditions.
Core Assembly and Interstitial Earth Conductors
The three power cores are laid up helically around the central cradle separator, a configuration that provides several important benefits. The helical lay reduces mechanical stress on individual cores during bending operations, while the balanced arrangement ensures even current distribution and minimises electromagnetic interference effects.
Positioned strategically in the outer interstices of the laid-up power core assembly, three semiconductive elastomer covered earth conductors provide additional earthing capability and mechanical protection. These earth conductors serve as backup earthing paths and help maintain the cable's structural integrity during handling and installation operations.
Protective Layers and Environmental Resistance
The semiconductive elastomer filling and screen for the laid-up core assembly provides both mechanical cushioning and additional electrical screening. This layer helps maintain the cable's round cross-section under mechanical stress and provides another barrier against moisture infiltration and chemical attack.
Reinforcement for the core assembly, typically consisting of textile or synthetic braiding, provides the tensile strength necessary for pulling operations during installation and helps maintain the cable's structural integrity when subjected to mechanical stress. The choice of reinforcement materials is crucial, as they must provide strength while remaining flexible enough to allow the cable to bend and coil repeatedly.
The outer sheath of heavy-duty elastomer represents the cable's primary defence against environmental hazards. This sheath must resist UV radiation, ozone, various mining chemicals, mechanical abrasion, and extreme temperature variations while maintaining flexibility and electrical insulation properties. The PCP (Polychloroprene) elastomer typically used provides an excellent balance of these competing requirements.
Electrical and Mechanical Parameter Specifications
Understanding the specific electrical and mechanical parameters of Type 241 cables is crucial for proper selection and application in mining operations. These parameters determine the cable's performance limits and operational capabilities across various mining applications.
Voltage Rating and Insulation Characteristics
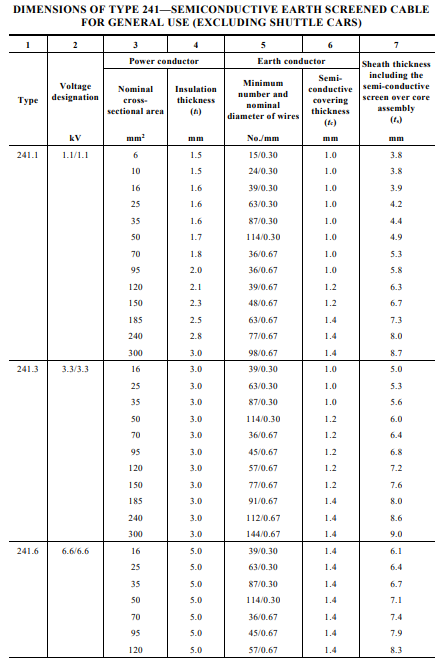
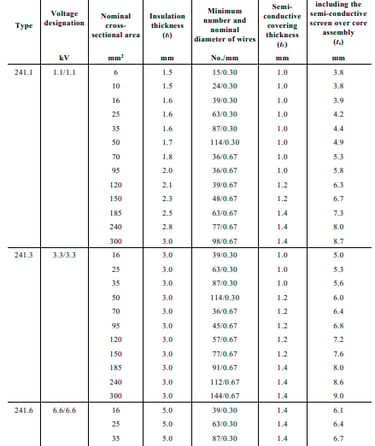
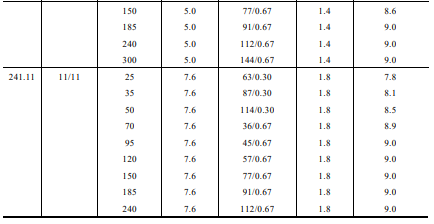
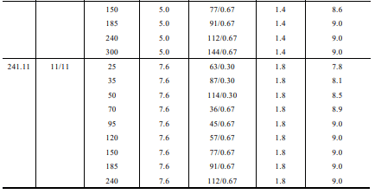
Type 241 cables are available in several voltage ratings to accommodate different mining applications. The most common variant, Type 241.1, is rated for 1.1/1.1 kV operation, suitable for most mobile mining equipment and many fixed installations. Higher voltage variants include Type 241.3 (3.3/3.3 kV), Type 241.6 (6.6/6.6 kV), and Type 241.11 (11/11 kV), enabling applications requiring higher power transmission capabilities.
The insulation thickness varies according to voltage rating, with careful engineering ensuring that each variant provides appropriate electrical safety margins for its intended operating voltage. For example, Type 241.1 cables use insulation thicknesses ranging from 1.5 mm for smaller conductor sizes to 3.0 mm for the largest 300 mm² conductors, while Type 241.11 cables require insulation thicknesses of 7.6 mm across all conductor sizes to handle the higher operating voltages safely.
Conductor Sizing and Current Carrying Capacity
Type 241 cables are available with conductor sizes ranging from 6 mm² to 300 mm², accommodating everything from small control applications to major power transmission requirements. The conductors use stranded tinned annealed copper construction, providing excellent electrical conductivity combined with the mechanical flexibility necessary for mining applications.
The stranding configuration varies with conductor size, using finer strands for smaller conductors to maximise flexibility and progressively larger strands for bigger conductors to optimise current carrying capacity. For example, a 6 mm² conductor uses 15 strands of 0.30 mm diameter wire, while a 300 mm² conductor uses 98 strands of 0.67 mm diameter wire, providing the optimal balance of flexibility and electrical performance for each size.
Temperature Performance and Environmental Limits
Temperature performance represents a critical consideration in Australian mining operations, where ambient temperatures can vary from below freezing in some inland locations during winter to over 45°C in the Pilbara during summer. Type 241 cables are designed to operate reliably across a temperature range from -25°C to +90°C maximum conductor temperature.
At low temperatures, the cable's flexibility may be reduced, requiring careful handling during installation and maintenance operations. However, the EPR insulation and elastomer sheathing materials are specifically selected to maintain their essential properties even at the lower end of the temperature range.
At high temperatures, the current carrying capacity of the cable may need to be reduced to prevent excessive conductor temperatures. Mining operations must consider both ambient temperature and solar heating effects when determining appropriate current ratings for their specific applications.
Mechanical Properties and Durability Characteristics
The mechanical properties of Type 241 cables are perhaps even more critical than their electrical characteristics in many mining applications. The cables must withstand repeated bending during installation and operation, resist abrasion from contact with rough surfaces, and maintain their integrity despite exposure to various mechanical stresses.
The minimum bend radius for Type 241 cables varies with cable diameter but is typically specified as a multiple of the overall cable diameter. Exceeding this minimum bend radius during installation or operation can damage the cable's internal structure, potentially leading to premature failure.
Tensile strength requirements ensure that the cables can withstand the pulling forces encountered during installation, particularly in long cable runs or when cables must be routed through complex pathways around mining equipment. The reinforcement layer provides much of this tensile strength while the conductor and earth conductor contributions ensure that electrical continuity is maintained even under significant mechanical stress.
Comprehensive FAQ: Addressing Mining-Specific Challenges
The unique demands of mining operations create specific challenges that don't occur in other industrial applications. Understanding these challenges and their solutions is crucial for successful Type 241 cable deployment and maintenance.
Q1: Can Type 241 cables withstand the abrasion from dragline operations?
The heavy-duty PCP elastomer sheath incorporated in Type 241 cables provides exceptional resistance to mechanical abrasion, making them well-suited for dragline applications. However, success depends heavily on proper cable management practices. The cables should be routed to avoid sharp edges and should use appropriate cable protectors where contact with abrasive surfaces is unavoidable.
Regular inspection of cables in dragline service is essential, as even the most robust cable construction will eventually show wear under severe abrasion conditions. Establishing inspection schedules based on operating hours and environmental conditions helps identify potential problems before they result in cable failure and operational downtime.
The semiconductive earth screening provides an additional safety benefit in dragline applications. If abrasion does compromise the outer sheath, the semiconductive screen provides a controlled earthing path, reducing the risk of dangerous electrical faults and providing additional time for planned maintenance before complete cable replacement becomes necessary.
Q2: What happens if the cable sheath is damaged during mining operations?
The multilayer construction of Type 241 cables provides multiple levels of protection against sheath damage. When the outer elastomer sheath is compromised, the semiconductive earth screen underneath provides continued electrical safety by creating a controlled path to earth. This design prevents the exposure of live conductors, significantly reducing the risk of electrical accidents.
However, damaged sheath should never be ignored, even when the semiconductive screen remains intact. Environmental contamination can progressively degrade the remaining cable layers, and the compromised environmental protection will accelerate cable deterioration. Damaged sections should be repaired using appropriate cable repair techniques or replaced entirely if the damage is extensive.
Emergency repair techniques for Type 241 cables include the use of specialised repair kits that can restore environmental protection temporarily while permanent repairs are planned. These repairs should only be performed by qualified personnel following manufacturer recommendations and appropriate safety procedures.
Q3: How do extreme temperatures affect Type 241 cable performance?
Temperature extremes present significant challenges for cable performance, but Type 241 cables are specifically designed to handle Australia's harsh climate conditions. Below -25°C, cable stiffness increases significantly, making installation and handling more difficult and increasing the risk of mechanical damage during bending operations.
Above +90°C continuous conductor temperature, thermal degradation of the insulation materials can occur, potentially leading to premature cable failure. In high ambient temperature environments like the Pilbara, careful consideration must be given to current ratings, cable routing to minimise solar heating, and possibly the use of additional thermal protection.
Planning the operating envelope appropriately involves understanding both the ambient temperature conditions and the thermal effects of current loading. In extreme heat conditions, it may be necessary to operate cables at reduced current levels or provide additional cooling through ventilation or shading to maintain acceptable conductor temperatures.
Q4: Are Type 241 cables suitable for wet and muddy pit conditions?
Type 241 cables excel in wet and muddy conditions, with their elastomer sheathing providing excellent resistance to moisture penetration and chemical attack from various mining-related contaminants. The semiconductive screening technology actually provides enhanced safety in wet conditions by ensuring controlled earthing even if minor moisture infiltration occurs.
However, while the cables can withstand temporary immersion, prolonged submersion should be avoided where possible. Cable terminations and connections require particular attention in wet conditions, as these represent the most vulnerable points for moisture ingress. Appropriate IP-rated connectors and regular inspection of connection integrity are essential for reliable operation in wet environments.
The cables' resistance to various chemicals commonly encountered in mining operations, including acids, alkalis, and organic solvents, makes them suitable for most Australian mining environments. However, specific chemical compatibility should be verified for unusual chemical exposures or concentrations.
Q5: How often should Type 241 cables be inspected and when should they be replaced?
Inspection frequency should be based on the severity of the operating environment and the criticality of the application. Visual inspections should be conducted monthly for cables in severe service conditions, such as those powering draglines or other mobile equipment subjected to high mechanical stress.
Visual inspections should focus on sheath integrity, checking for cuts, abrasions, crushing damage, or chemical deterioration. Any damage to the outer sheath should be noted and assessed for repair requirements. Electrical testing, including insulation resistance and earth leakage testing, should be performed quarterly or as specified by site electrical safety procedures.
Replacement criteria should include any damage that compromises the semiconductive earth screen, insulation resistance values below acceptable limits, or mechanical deformation that affects cable flexibility. Even minor damage can progress rapidly in mining environments, so conservative replacement criteria help prevent unexpected failures and associated production losses.
Q6: Can Type 241 cables be reused when mining operations relocate within the pit?
The flexible design of Type 241 cables makes them well-suited for reuse during pit relocations, provided they have been properly handled and stored. Before reuse, cables should undergo thorough inspection for mechanical damage, electrical testing to verify insulation integrity, and cleaning to remove accumulated contamination.
Proper coiling and storage techniques are crucial for maintaining cable integrity during storage between uses. Cables should be coiled with appropriate bend radii and stored in conditions that protect them from UV exposure and extreme temperatures. Documentation of previous service conditions helps assess whether cables are suitable for reuse in their new application.
The economic benefits of cable reuse can be substantial given the high cost of specialized mining cables. However, the decision to reuse should always prioritise safety and reliability over cost savings, particularly for critical applications where cable failure could result in significant production losses or safety hazards.
Q7: What are the differences between standard Type 241 cables and Superflex variants?
Superflex variants of Type 241 cables incorporate enhanced flexibility characteristics that make them particularly suitable for applications requiring frequent movement or installation in tight spaces. These variants typically use modified conductor stranding, enhanced insulation compounds, and optimised sheath formulations to achieve superior bend radius performance.
The enhanced bend radius tolerance of Superflex variants makes them ideal for applications such as cable reeling systems, tight routing around equipment, and situations where space constraints require cables to navigate complex pathways. However, this enhanced flexibility often comes with trade-offs in terms of mechanical robustness or current carrying capacity.
Selection between standard and Superflex variants should consider the specific mechanical requirements of the application, with Superflex variants chosen when enhanced flexibility is crucial for successful installation or operation, and standard variants selected when maximum mechanical robustness is the primary concern.
Best Practices and Operational Recommendations
Successful deployment of Type 241 cables in Australian mining operations requires attention to selection, installation, and maintenance practices that recognise the unique challenges of the mining environment.
Cable Selection and Specification
Proper cable selection begins with a thorough analysis of the electrical requirements, including voltage, current, and power factor characteristics of the connected load. However, in mining applications, mechanical and environmental factors often prove more critical than basic electrical parameters.
The selection process should consider the maximum mechanical stresses the cable will encounter, including pulling forces during installation, bending requirements during operation, and abrasion exposure from contact with mining equipment or materials. Environmental factors such as temperature extremes, chemical exposure, and UV radiation levels must also be evaluated.
For mobile applications, particular attention should be paid to the cable's flexibility characteristics and fatigue resistance. Cables powering draglines or other mobile equipment may undergo millions of bending cycles during their service life, making fatigue resistance a critical selection criterion.
Installation and Routing Considerations
Proper installation techniques are crucial for achieving the full service life potential of Type 241 cables. Installation should follow manufacturer recommendations for minimum bend radii, maximum pulling tensions, and appropriate support spacing for different installation configurations.
Cable routing should minimise exposure to mechanical damage while ensuring that operational requirements can be met. In mobile applications, cable routing should anticipate the full range of equipment movement and provide appropriate slack to prevent excessive tension during operation.
Protection devices such as cable guards, conduits, or cable tracks should be used where cables must cross high-traffic areas or where contact with mining equipment is possible. These protection systems should be designed to accommodate the cable's movement requirements while providing effective mechanical protection.
Maintenance and Monitoring Programs
Effective maintenance programs for Type 241 cables should combine regular visual inspections with periodic electrical testing to identify potential problems before they result in cable failure. Inspection frequencies should be established based on the severity of the operating environment and the criticality of the application.
Visual inspection procedures should include checking for sheath damage, connector integrity, and proper cable support. Any signs of mechanical damage, chemical attack, or excessive wear should be documented and assessed for repair or replacement requirements.
Electrical testing should include insulation resistance measurements, earth continuity verification, and earth leakage current monitoring where appropriate. Testing schedules should be coordinated with planned maintenance shutdowns to minimise operational disruption while ensuring adequate monitoring of cable condition.
The balance of mechanical resilience, electrical safety, and operational flexibility offered by AS/NZS 1802 Type 241 cables makes them an ideal choice for Australia's demanding open-cut mining environments. From the vast gold mines of Western Australia to the coal operations of Queensland and New South Wales, these specialised cables provide the reliable electrical infrastructure that keeps Australia's mining industry operating at peak efficiency.
Success with Type 241 cables requires careful attention to selection criteria that match cable specifications with application requirements, proper installation techniques that respect the cable's mechanical limitations while meeting operational needs, and comprehensive maintenance programs that identify and address potential problems before they impact production.
As Australia's mining operations continue to grow in scale and complexity, the role of specialised electrical infrastructure becomes increasingly critical. Type 241 cables represent a mature technology that has proven its worth across decades of service in some of the world's most challenging industrial environments. Understanding their capabilities, limitations, and proper application ensures that they will continue to provide reliable service supporting Australia's position as a global mining leader.
The investment in proper cable selection, installation, and maintenance pays dividends through reduced downtime, enhanced safety, and improved operational efficiency. In an industry where production delays can cost millions of dollars per day, the reliability and performance of Type 241 cables make them an essential component of successful mining operations across Australia.
