
AS/NZS 1802 Type 241 Underground Mining Cables for Australian Operations
Discover AS/NZS 1802 Type 241 underground mining cables designed for Australian coal and mineral operations. Learn about electrical parameters, application scenarios, major mining sites, and essential safety considerations for 1.1-11kV mining power systems.
6/26/202521 min read
AS/NZS 1802 Type 241 Underground Mining Cables for Australian Operations
Introduction
Deep beneath Australia's rich geological landscape, where temperatures soar and methane-laden air creates explosive hazards, specialised electrical infrastructure forms the lifeline of modern mining operations. The AS/NZS 1802 Type 241 cable represents a triumph of Australian engineering standards, specifically designed to withstand the brutal conditions found in underground coal and mineral mines across the continent.
Think of these cables as the nervous system of underground mining operations—they carry the electrical power that keeps everything from massive longwall mining equipment to critical ventilation systems running smoothly. Unlike ordinary industrial cables that might work perfectly well in a factory or office building, Type 241 cables must endure conditions that would destroy conventional electrical equipment within days or even hours.
The AS/NZS 1802 standard, jointly developed by Standards Australia and Standards New Zealand, establishes rigorous requirements for mining cables that go far beyond typical electrical specifications. These cables must demonstrate exceptional fire resistance, mechanical durability, and chemical stability whilst maintaining reliable electrical performance in environments where a single failure could endanger dozens of workers or halt million-dollar operations.
What sets Type 241 cables apart from their industrial cousins is their sophisticated construction, which incorporates multiple layers of protection including semiconductive screens, heavy-duty sheaths, and specialised insulation materials. This multi-layered approach ensures that even when subjected to the crushing forces, corrosive atmospheres, and extreme temperatures common in deep mining operations, these cables continue to deliver power safely and reliably.
The importance of proper cable selection in mining contexts cannot be overstated. Consider that a typical underground mine might operate at depths exceeding 200 metres, where natural ground pressure can crush inadequately protected equipment. Meanwhile, the presence of combustible gases means that any electrical fault could trigger a catastrophic explosion. The Type 241 cable's design addresses these challenges through carefully engineered features that provide both mechanical protection and electrical safety.
Australian Major Underground Mines
Australia's underground mining industry represents one of the most technologically advanced and safety-conscious sectors in the global mining economy. The diverse geological conditions across different states have given rise to specialised mining operations, each presenting unique challenges for electrical infrastructure design and implementation.
Moranbah North, Queensland stands as a testament to modern longwall mining technology in the heart of the Bowen Basin. Operating at depths of approximately 200 metres, this mine exemplifies the demanding conditions that Type 241 cables must withstand. The longwall method employed here involves massive hydraulic supports and cutting equipment that require substantial electrical power delivered through cables that can flex and bend as the mining face advances. The coal seams in this region are known for their methane content, making fire-resistant cable design absolutely critical for safe operations.
The Bowen Basin's unique geological characteristics create additional challenges for electrical systems. The presence of groundwater, combined with the region's subtropical climate, means that cables must resist moisture ingress whilst maintaining their electrical properties. The longwall operations at Moranbah North demonstrate how Type 241 cables excel in these conditions, providing reliable power distribution through hundreds of metres of underground tunnels and workings.
German Creek, also in Queensland's Bowen Basin, represents another significant application of Type 241 cable technology. This high-output underground coal mine showcases how modern mining operations depend on sophisticated electrical infrastructure to maintain productivity and safety standards. The mine's layout requires extensive cable networks that can adapt to changing mining patterns whilst maintaining consistent power delivery to critical equipment.
The electrical demands at German Creek are particularly challenging because the mine operates multiple shifts around the clock, placing continuous stress on the cable infrastructure. The Type 241 cables installed here must demonstrate not only initial reliability but also long-term durability under constant use. This operational profile has provided valuable real-world data on cable performance that has informed improvements in manufacturing and installation practices.
Cadia-Ridgeway in New South Wales presents a different set of challenges for underground cable systems. As a major gold and copper operation, this mine deals with different geological conditions compared to the Queensland coal mines. The presence of sulfide minerals creates a more corrosive environment, testing the chemical resistance of cable sheath materials. The mining methods employed here, including sublevel caving, require cable systems that can withstand significant ground movement and structural changes as mining progresses.
The depth and scale of operations at Cadia-Ridgeway demonstrate the versatility of Type 241 cable design. The electrical infrastructure must support not only mining equipment but also extensive ventilation systems, pumping stations, and processing facilities located underground. This complexity requires cable systems that can provide multiple voltage levels and accommodate various load characteristics whilst maintaining system reliability.
Gwalia in Western Australia holds the distinction of being one of the deepest trucking mines in the world, with operations extending to depths of 1,600 metres. This extreme depth creates unique challenges for electrical systems, particularly regarding cable support and thermal management. The Type 241 cables used here must withstand not only the mechanical stresses associated with such depths but also the elevated temperatures that occur as geothermal gradients increase with depth.
The logistics of installing and maintaining electrical infrastructure at these depths require careful consideration of cable design parameters. The weight of the cables themselves becomes a significant factor, necessitating robust support systems and installation techniques that minimise stress on the cable structure. The performance of Type 241 cables at Gwalia has provided crucial data on deep mining applications that benefits the entire Australian mining industry.
Ernest Henry in Queensland represents the evolution of mining operations from open-pit to underground methods. Since converting to underground operations in 2011, this copper and gold mine has demonstrated how Type 241 cables can support the transition to more intensive underground mining methods. The electrical infrastructure installed here must accommodate both the existing surface facilities and the new underground workings, requiring flexible cable systems that can adapt to changing operational requirements.
St Ives in Western Australia operates both underground and open-pit gold mining operations, showcasing the versatility required in modern mining electrical systems. The Type 241 cables used here must support diverse mining methods and equipment types, from conventional underground development to sophisticated processing facilities. This operational diversity has made St Ives an excellent testing ground for cable performance across various mining applications.
Application Scenarios and Functionality
Understanding how Type 241 cables function in real-world mining scenarios requires examining the specific demands placed on electrical infrastructure in underground operations. These cables serve as the primary power distribution network for equipment that forms the backbone of modern mining operations, and their performance directly impacts both productivity and safety.
Continuous miners represent one of the most demanding applications for Type 241 cables. These massive machines, which can weigh over 100 tonnes, use rotating cutting heads to extract coal or ore from the mine face. The electrical power required to drive these cutting heads is substantial, often requiring cables capable of carrying hundreds of amperes at medium voltage levels. The cables must also accommodate the constant movement of the mining equipment as it advances through the ore body, requiring exceptional flexibility and resistance to mechanical stress.
The power requirements for continuous miners create unique challenges for cable design. The starting currents for the large electric motors can be several times the normal operating current, placing tremendous stress on the cable insulation and conductor materials. Type 241 cables address this challenge through their robust construction and carefully selected insulation materials that can withstand these electrical transients without degradation.
Longwall mining operations present another critical application for Type 241 cables. The longwall method involves a sophisticated array of hydraulic supports that advance in unison as coal is extracted from a long face, typically 150-300 metres in length. Each hydraulic support requires electrical power for its control systems, whilst the longwall shearer that cuts the coal face demands substantial electrical power delivered through cables that must flex and move as the equipment advances.
The electrical infrastructure for longwall operations must accommodate the coordinated movement of dozens of individual supports, each requiring precise electrical control. The Type 241 cables used in these applications must demonstrate not only electrical reliability but also the mechanical flexibility to withstand the constant flexing and movement inherent in longwall operations. The cable design incorporates specific features such as optimised stranding patterns and flexible sheath materials to ensure long-term performance in these demanding applications.
Pumping and ventilation systems represent the life-support infrastructure of underground mining operations. These systems operate continuously to remove water and maintain air quality, making their electrical reliability absolutely critical for mine safety. Type 241 cables serving these applications must demonstrate exceptional reliability, as failure of ventilation or pumping systems can require immediate mine evacuation and create significant safety hazards.
The electrical loads associated with mine pumping systems can be substantial, particularly in mines that encounter significant water ingress. Pumps capable of moving thousands of litres per minute require correspondingly large electrical cables that can deliver power reliably over long distances through underground tunnels. The Type 241 cable design addresses these requirements through its low-resistance conductor design and robust insulation system that maintains electrical performance even under adverse conditions.
Material handling and crushing equipment within underground mines requires electrical power that can accommodate the shock loads and variable power demands associated with processing rock and ore. Crushers, conveyors, and hoisting systems all place unique demands on electrical infrastructure, requiring cables that can handle both steady-state and transient loading conditions.
The integration of Type 241 cables with power reticulation reels represents one of the most innovative aspects of modern mining electrical systems. These reels allow cables to be extended and retracted as mining equipment moves throughout the mine, providing flexible power distribution that can adapt to changing mining layouts. The cable design must accommodate the repeated winding and unwinding cycles associated with reel operation whilst maintaining electrical and mechanical integrity.
Environmental resilience forms a critical aspect of Type 241 cable functionality in underground mining applications. The cables must operate reliably in environments characterised by high humidity, corrosive gases, abrasive dust, and temperature extremes. The coal mining environment presents particular challenges due to the presence of methane and coal dust, both of which create explosion hazards that require specialised electrical equipment design.
The wet conditions common in many underground mines test the moisture resistance of cable materials and construction techniques. Type 241 cables incorporate multiple barriers to moisture ingress, including semiconductive screens and heavy-duty sheath materials that prevent water from compromising the electrical insulation. This multi-layer protection ensures that cables continue to operate safely even when subjected to direct water contact or high humidity conditions.
Electrical and Mechanical Parameters
The technical specifications of AS/NZS 1802 Type 241 cables reflect the sophisticated engineering required to meet the demanding conditions of underground mining operations. These parameters represent the culmination of decades of research and development, combined with extensive field experience from Australian mining operations.
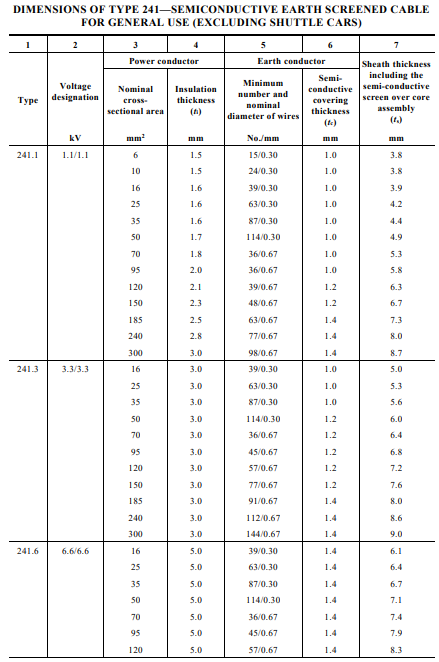
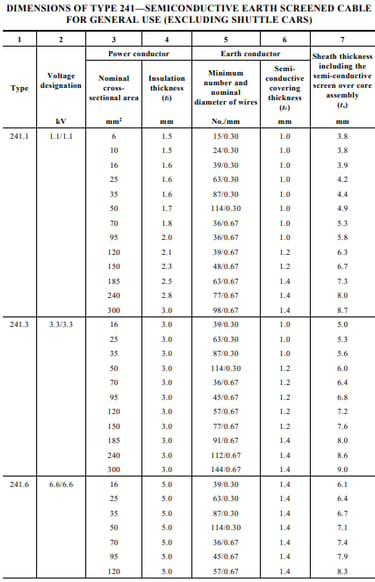
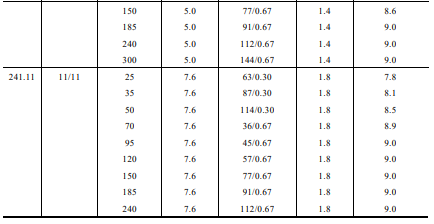
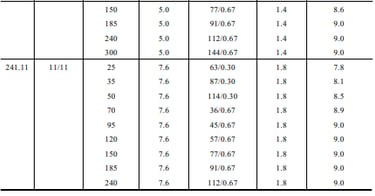
Voltage ratings for Type 241 cables span from 1.1/1.1 kV up to 11/11 kV, with test voltages reaching 30 kV to ensure adequate safety margins under operational conditions. This voltage range accommodates the diverse electrical requirements of modern mining operations, from low-voltage control circuits to medium-voltage power distribution systems. The dual voltage designation (such as 1.1/1.1 kV) indicates both the line-to-line and line-to-earth voltage ratings, reflecting the earthed neutral systems commonly used in mining applications.
Understanding these voltage ratings requires considering the electrical distribution philosophy used in underground mining. The relatively low voltage levels compared to surface power systems reflect the safety requirements of underground operations, where personnel work in close proximity to electrical equipment. The 11 kV maximum voltage represents a compromise between power transmission efficiency and safety considerations, allowing substantial power to be transmitted whilst maintaining manageable insulation requirements and safety clearances.
The conductor design of Type 241 cables utilises tinned annealed copper with fine stranding to provide the flexibility required for mining applications. The tinning process involves coating the copper conductors with a thin layer of tin, which provides enhanced corrosion resistance and improves the long-term reliability of connections. The annealing process ensures that the copper remains soft and flexible, whilst the fine stranding pattern allows the cable to flex repeatedly without conductor failure.
The conductor sizes available in Type 241 cables range from 6 mm² to 300 mm² cross-sectional area, accommodating applications from small control circuits to large motor feeders. The relationship between conductor size and current-carrying capacity is carefully optimised to provide adequate power transmission whilst maintaining mechanical flexibility. Larger conductors use more individual strands of smaller diameter wire, ensuring that flexibility is maintained even in the largest cable sizes.
Insulation materials in Type 241 cables employ R-EP-90 or EPR (Ethylene Propylene Rubber) compounds specifically formulated for mining applications. These materials demonstrate exceptional electrical properties combined with resistance to heat, ozone, and chemical attack. The insulation thickness varies from 1.5 mm to 7.6 mm depending on the voltage rating and conductor size, with the thickness carefully calculated to provide adequate electrical strength whilst minimising overall cable diameter.
The selection of EPR insulation reflects the specific requirements of underground mining environments. Unlike thermoplastic insulation materials that can become brittle at low temperatures or soft at elevated temperatures, EPR maintains its flexibility and electrical properties across the entire operating temperature range. This characteristic is particularly important in mining applications where cables may be exposed to both the chill of underground air systems and the heat generated by high-current electrical loads.
Semiconductive screens applied over the conductor cores represent a critical safety feature of Type 241 cable design. These screens serve multiple purposes, including stress control, earth fault detection, and electromagnetic shielding. The semiconductive material has electrical properties intermediate between conductors and insulators, allowing it to distribute electrical stress evenly across the insulation surface whilst providing a low-resistance path for fault currents.
The thickness of semiconductive screens varies from 1.0 mm to 1.8 mm depending on the voltage rating and application requirements. The screen construction typically incorporates carbon black or other conductive additives in a polymer matrix, providing controlled electrical conductivity that remains stable over the operating temperature range. This stability is crucial for maintaining consistent electrical performance throughout the cable's service life.
Sheath construction utilises heavy-duty PCP (Polychloroprene) or CPE (Chlorinated Polyethylene) materials designed to provide mechanical protection and environmental sealing. The sheath thickness ranges from 3.8 mm to 9.0 mm depending on the cable size and voltage rating, with the thickness optimised to provide adequate mechanical protection whilst maintaining flexibility. Optional textile reinforcement or braiding can be incorporated to enhance mechanical durability in applications subject to severe abrasion or crushing forces.
The sheath material selection reflects the harsh environmental conditions encountered in underground mining. The chlorinated polymer chemistry provides excellent resistance to oils, acids, and other chemicals commonly found in mining environments, whilst maintaining flexibility at low temperatures. The sheath also incorporates flame-retardant additives to meet the stringent fire safety requirements of underground mining operations.
Operating temperature ranges for Type 241 cables extend from -25°C to +90°C for normal operation, with emergency ratings up to 130°C and short-circuit capability up to 250°C for 5 seconds. These temperature ratings reflect the diverse thermal environments encountered in underground mining, from the cool air of ventilation systems to the heat generated by high-power electrical equipment. The emergency and short-circuit ratings provide safety margins for abnormal operating conditions whilst ensuring that cables can withstand fault conditions without creating additional hazards.
Mechanical properties of Type 241 cables include specific requirements for flexibility, bend radius, and tensile strength. The cable construction must accommodate installation in vertical shafts, horizontal tunnels, and around mining equipment whilst maintaining electrical integrity. Vertical installations require additional support through catenary wires or other mechanical support systems to prevent excessive stress on the cable structure.
The mechanical design of Type 241 cables incorporates careful attention to the lay length of conductors and overall cable geometry to optimise flexibility whilst maintaining electrical performance. The pitch-to-diameter ratio for reeling applications must be less than 12.5 to ensure that cables can be wound and unwound repeatedly without mechanical damage. This requirement reflects the common use of cable reels in mining operations, where cables must be extended and retracted as mining equipment moves throughout the mine.
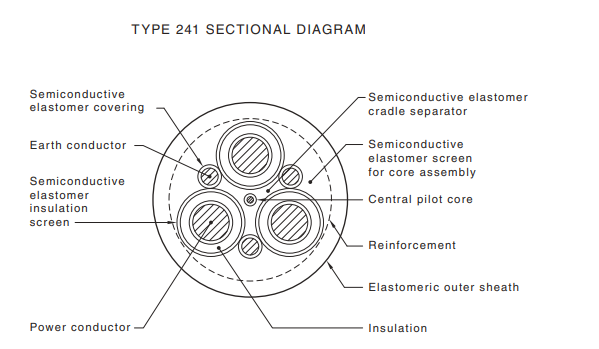
Construction Features of Type 241 Structure
The internal architecture of AS/NZS 1802 Type 241 cables represents a sophisticated engineering solution that addresses the unique challenges of underground mining environments. Understanding this construction provides insight into how these cables achieve their exceptional performance characteristics whilst maintaining the reliability essential for safe mining operations.
Core configuration follows a carefully engineered arrangement consisting of three main power conductors, three interstitial earth conductors, and one central pilot core. This seven-core arrangement provides both power transmission and safety monitoring capabilities within a single cable structure. The interstitial earth conductors are positioned in the spaces between the main power conductors, providing an efficient use of space whilst ensuring adequate earth fault protection.
The central pilot core serves multiple functions critical to mining safety. This small conductor carries monitoring signals that can detect cable damage, ground faults, or other electrical anomalies before they become dangerous. The pilot core also provides a communication path for remote monitoring systems, allowing mining operators to assess cable condition from surface control rooms. This capability is particularly valuable in deep mining operations where physical access to cables may be difficult or dangerous.
Layer construction begins with the individual conductor insulation, which surrounds each power conductor with the specified thickness of EPR material. The insulation thickness is carefully calculated to provide adequate electrical strength whilst minimising overall cable diameter. The insulation must also demonstrate long-term stability, maintaining its electrical properties despite exposure to heat, moisture, and mechanical stress over years of operation.
Over the insulation, semiconductive screens are applied to each power conductor. These screens serve the critical function of controlling electrical stress at the interface between the conductor and insulation. Without these screens, electrical stress would concentrate at any irregularities in the conductor surface, potentially leading to insulation breakdown. The semiconductive material provides a smooth, equipotential surface that distributes electrical stress evenly across the insulation.
The interstitial earth conductors are positioned in the spaces between the main power conductors, providing multiple earth paths that enhance safety and reliability. These conductors serve several functions, including carrying fault currents, providing electromagnetic shielding, and serving as a backup earth path if the main earth system fails. The positioning of these conductors also helps to balance the electrical and magnetic fields within the cable, reducing losses and improving overall electrical performance.
Braid construction over the core assembly provides additional mechanical protection and electromagnetic shielding. The braid typically consists of tinned copper wires woven in a specific pattern that provides flexibility whilst maintaining electrical continuity. The braid serves as an additional earth path and provides shielding against electromagnetic interference, which can be significant in mining environments with large motors and power electronic equipment.
The braid construction must balance several competing requirements. Adequate coverage is needed to provide effective shielding and mechanical protection, but excessive braid density can reduce cable flexibility and increase cost. The weave pattern is optimised to provide consistent coverage even when the cable is flexed, ensuring that the shielding effectiveness is maintained throughout the cable's service life.
Sheath application over the braid provides the final layer of protection against environmental hazards. The sheath material must bond effectively to the underlying braid whilst providing a smooth, continuous surface that resists abrasion and chemical attack. The sheath thickness is carefully controlled to provide adequate mechanical protection whilst maintaining cable flexibility.
Optional textile reinforcement can be incorporated beneath the sheath to provide additional mechanical strength in applications subject to severe abrasion or crushing forces. This reinforcement typically consists of synthetic fibres or fabrics that provide tensile strength and resistance to tearing. The reinforcement is particularly valuable in mining applications where cables may be dragged across rough surfaces or subjected to impact loads.
The overall cable geometry is optimised to provide a circular cross-section that maintains its shape under mechanical stress whilst providing efficient use of space. The conductor arrangement and filler materials are selected to provide a stable structure that resists deformation even when subjected to the crushing forces common in underground mining operations.
Quality control during construction involves multiple testing stages to ensure that each layer meets the specified requirements. Insulation thickness, semiconductive screen continuity, braid coverage, and sheath integrity are all verified during the manufacturing process. This comprehensive testing ensures that each cable meets the stringent performance requirements before it leaves the factory.
Australian Innovation and Safety Measures
Australia's mining industry has pioneered numerous innovations in electrical safety that have been adopted worldwide, with Type 241 cables representing just one component of a comprehensive approach to underground electrical safety. These innovations reflect decades of experience in some of the world's most challenging mining environments, combined with rigorous safety standards that prioritise worker protection above all other considerations.
Flameproof substations represent a cornerstone of Australian mining electrical safety philosophy. These substations house transformers, switchgear, and protection equipment in enclosures designed to contain any internal explosion whilst preventing the ignition of external explosive atmospheres. The electrical connections to these substations utilise Type 241 cables with specialised termination techniques that maintain the flameproof integrity of the overall system.
The design of flameproof substations requires careful consideration of heat dissipation, maintenance access, and electrical performance. The enclosures must be robust enough to withstand internal explosions whilst providing adequate ventilation for normal operation. The electrical connections must maintain their integrity under both normal and fault conditions, requiring cable designs that can accommodate the mechanical stresses associated with fault currents and system transients.
Gas-filled transformers used in Australian mining operations represent another innovation in electrical safety technology. These transformers use sulfur hexafluoride (SF6) or other inert gases instead of oil as the insulating medium, eliminating the fire hazard associated with oil-filled transformers. The electrical connections to these transformers require cables that can maintain their insulation integrity in the presence of these gases, a requirement that has influenced the material selection for Type 241 cables.
Rectiformers combine transformer and rectifier functions in a single unit, providing direct current power for mining equipment whilst maintaining the safety benefits of AC power distribution. These units require electrical connections that can handle both the AC input and DC output, often through the same cable system. Type 241 cables are specifically designed to accommodate these mixed AC/DC applications, with insulation systems that can withstand the electrical stresses associated with both power types.
Intrinsically safe circuits represent another critical safety innovation widely adopted in Australian mining operations. These circuits limit electrical energy to levels that cannot ignite explosive atmospheres, even under fault conditions. Type 241 cables incorporate pilot cores specifically designed to carry intrinsically safe signals, with construction features that prevent energy transfer between the power and control circuits.
The integration of intrinsically safe circuits with power distribution systems requires careful design to prevent interference between high-power and low-energy circuits. Type 241 cables address this challenge through their compartmentalised construction, with dedicated conductors for intrinsically safe applications that are isolated from the main power conductors through multiple layers of insulation and shielding.
Pilot wire monitoring systems utilise the pilot core within Type 241 cables to provide continuous monitoring of cable condition and system integrity. These systems can detect insulation degradation, moisture ingress, conductor damage, and other potential problems before they become safety hazards. The monitoring systems can provide early warning of developing problems, allowing maintenance to be scheduled before equipment failure occurs.
The pilot wire monitoring capability represents a significant advance in mining electrical safety, providing real-time information about cable condition that was previously unavailable. This capability allows mining operators to implement predictive maintenance strategies that can prevent electrical failures whilst optimising equipment utilisation and reducing downtime.
Pressure cabinets provide another layer of protection for electrical equipment in mining environments. These cabinets maintain a slight positive pressure of clean air, preventing the ingress of explosive gases whilst providing a safe environment for electrical equipment operation. The electrical connections to pressure cabinets must maintain their integrity whilst accommodating the pressure differential, a requirement that has influenced the design of cable entry systems for Type 241 cables.
Earth monitoring systems in Australian mining operations utilise the multiple earth paths provided by Type 241 cables to continuously monitor the integrity of the electrical earth system. These systems can detect earth faults, monitor earth resistance, and provide early warning of potential safety hazards. The multiple earth conductors in Type 241 cables provide redundancy that ensures earth system integrity even if individual conductors fail.
The earth monitoring capability is particularly important in mining environments where equipment mobility and harsh conditions can compromise traditional earth systems. The Type 241 cable design provides multiple earth paths that can be monitored independently, ensuring that earth system integrity is maintained throughout the cable's service life.
Potential Mining Challenges and Frequently Asked Questions
The harsh realities of underground mining operations present numerous challenges for electrical infrastructure, with Type 241 cables designed to address these challenges through robust construction and careful material selection. Understanding these challenges and their solutions provides valuable insight for mining operators, electrical engineers, and maintenance personnel working with these systems.
Question: Can Type 241 cables withstand wet, methane-rich environments commonly found in coal mines?
The answer lies in the sophisticated material science underlying Type 241 cable construction. These cables employ flame-retardant elastomer compounds that maintain their electrical and mechanical properties even when exposed to moisture and combustible gases. The semiconductive screens provide electromagnetic shielding whilst the heavy-duty sheath materials resist chemical attack from mine gases and groundwater.
The flame-retardant properties are particularly critical in methane-rich environments where any electrical fault could trigger a catastrophic explosion. The cable materials are specifically formulated to resist ignition and limit flame propagation, meeting stringent fire safety standards that are essential for underground mining operations. The materials undergo extensive testing to ensure they maintain these properties throughout their service life, even under the extreme conditions encountered in deep mining operations.
Moisture resistance is achieved through multiple barriers to water ingress, including the semiconductive screens, insulation materials, and outer sheath. The construction techniques used in Type 241 cables ensure that these barriers work together to prevent moisture from compromising the electrical insulation, even when cables are subjected to direct water contact or operated in saturated atmospheres.
Question: How can mechanical damage be prevented in vertical shaft installations where cables are subjected to their own weight and external forces?
Vertical shaft installations present unique challenges due to the substantial weight of long cable runs and the potential for external mechanical damage. The solution involves comprehensive support systems using catenary wires or other mechanical support structures that distribute the cable weight evenly whilst preventing excessive stress on any single point.
The Type 241 cable design incorporates specific features to accommodate vertical installations, including optimised tensile strength and carefully controlled cable geometry that maintains structural integrity under load. Optional braided or armoured sheath construction provides additional mechanical protection against impact damage and abrasion from contact with shaft walls or other equipment.
Installation standards provide detailed guidance on support spacing, cable routing, and protection methods that ensure long-term reliability in vertical installations. These standards reflect decades of experience in Australian mining operations, incorporating lessons learned from both successful installations and occasional failures that have informed improved practices.
Question: What happens when cables overheat or experience short-circuit conditions?
Type 241 cables incorporate multiple layers of protection against thermal damage, beginning with carefully specified temperature ratings that provide adequate safety margins for normal operation. The emergency rating of 130°C allows cables to operate safely during temporary overload conditions, whilst the short-circuit rating of 250°C for 5 seconds ensures that cables can withstand fault conditions without creating additional hazards.
The thermal design of Type 241 cables considers both steady-state and transient heating effects. The conductor materials and insulation systems are selected to maintain their properties even under extreme temperature conditions, whilst the overall cable construction provides adequate heat dissipation to prevent thermal runaway. Regular inspection and monitoring systems can detect developing thermal problems before they become dangerous, allowing corrective action to be taken.
Protective equipment including circuit breakers, overload relays, and temperature monitoring systems work together with the cable design to provide comprehensive protection against thermal damage. These systems are specifically designed for mining applications, providing rapid response to fault conditions whilst maintaining system reliability under normal operating conditions.
Question: Are Type 241 cables compatible with reeling systems used for mobile mining equipment?
The compatibility of Type 241 cables with reeling systems represents a critical design consideration for modern mining operations. The cable construction incorporates specific features including optimised lay lengths and flexible sheath materials that ensure long-term performance under the repeated flexing associated with reel operation.
The lay-length design specification of less than 12.5 times the cable diameter ensures that cables can be wound and unwound repeatedly without mechanical damage to the conductors or insulation. This specification reflects extensive testing and field experience that has established the relationship between cable geometry and flex life under reeling conditions.
The sheath materials used in Type 241 cables are specifically selected for their resistance to flex fatigue, maintaining their protective properties even after thousands of reeling cycles. The overall cable construction provides the mechanical strength needed to withstand the tensile forces associated with reel operation whilst maintaining electrical performance throughout the cable's service life.
Question: What factors determine cable replacement intervals and maintenance requirements?
Cable replacement intervals depend on numerous factors including operating environment, electrical loading, mechanical stress, and maintenance practices. Regular inspection of sheath condition, earth continuity, and insulation integrity provides early warning of developing problems that could lead to cable failure.
Visual inspection can identify obvious problems such as sheath damage, abrasion, or swelling that indicate moisture ingress or chemical attack. More sophisticated testing techniques including insulation resistance measurement, partial discharge testing, and earth loop impedance testing can detect developing problems before they become visible or dangerous.
Maintenance practices that extend cable life include proper installation techniques, adequate mechanical support, protection from abrasion and impact damage, and regular cleaning to remove corrosive deposits. Environmental factors such as temperature, humidity, and chemical exposure can significantly affect cable life, requiring careful consideration of operating conditions when establishing maintenance schedules.
Replacement indicators include signs of sheath deterioration, reduced insulation resistance, increased earth loop impedance, or visible conductor damage. These indicators often develop gradually, allowing replacement to be scheduled during planned maintenance periods rather than requiring emergency repairs that can disrupt mining operations.
The economic considerations of cable replacement must balance the cost of new cables against the risk of unexpected failures that could result in extended downtime, safety hazards, or damage to expensive mining equipment. Predictive maintenance techniques using continuous monitoring systems can optimise replacement timing to minimise both costs and risks.
Summary and Key Takeaways
AS/NZS 1802 Type 241 cables represent the culmination of decades of engineering development and field experience in some of the world's most challenging mining environments. These cables demonstrate how sophisticated design and careful material selection can address the unique demands of underground mining operations whilst maintaining the reliability and safety essential for protecting both personnel and equipment.
The comprehensive approach to cable design evident in Type 241 construction reflects the Australian mining industry's commitment to safety and operational excellence. From the semiconductive screens that control electrical stress to the heavy-duty sheaths that resist environmental attack, every aspect of these cables has been optimised for underground mining applications.
The electrical and mechanical parameters of Type 241 cables provide the flexibility needed to accommodate diverse mining applications whilst maintaining consistent performance characteristics. The voltage range from 1.1 kV to 11 kV covers the majority of underground mining electrical requirements, whilst the conductor sizes from 6 mm² to 300 mm² accommodate applications from small control circuits to large motor feeders.
The construction features of Type 241 cables, including the seven-core arrangement with interstitial earth conductors and central pilot core, provide both power transmission and safety monitoring capabilities within a single cable structure. This integrated approach simplifies installation whilst enhancing system reliability and safety.
Australian innovations in mining electrical safety, including flameproof substations, intrinsically safe circuits, and pilot wire monitoring systems, demonstrate how Type 241 cables integrate with comprehensive safety systems to protect mining operations. These innovations have been adopted worldwide, establishing Australian mining electrical practices as a global benchmark for safety and reliability.
The challenges and solutions discussed in the FAQ section highlight the importance of understanding both the capabilities and limitations of Type 241 cables. Proper installation, maintenance, and operation practices are essential for achieving the full potential of these sophisticated electrical systems.
For mining operators, electrical engineers, and maintenance personnel working with underground electrical systems, Type 241 cables provide a proven solution that balances performance, safety, and reliability. The extensive field experience with these cables in Australian mining operations provides confidence in their ability to perform reliably in even the most challenging underground environments.
The future of underground mining electrical systems will likely see continued evolution in cable design and construction techniques, driven by advancing mining methods, increasing depths, and ever-higher safety standards. Type 241 cables provide a solid foundation for these developments, with their robust construction and comprehensive safety features ensuring continued relevance in the evolving mining industry.
Understanding the technical details and practical applications of Type 241 cables enables informed decisions about electrical system design, installation, and maintenance that can significantly impact mining operation safety, reliability, and profitability. The investment in proper electrical infrastructure, including high-quality cables like Type 241, represents a fundamental requirement for successful modern mining operations.
This comprehensive guide provides mining professionals with the knowledge needed to effectively specify, install, and maintain AS/NZS 1802 Type 241 cables in underground mining applications. For specific applications or technical questions, consult with qualified electrical engineers and follow relevant Australian standards and regulations.
