
AS/NZS 1802 Type 245 Mining Cable: Essential Power Solutions for Australian Copper and Gold Mining Operations
Comprehensive guide to AS/NZS 1802 Type 245 mining cables for Australian copper and gold mines, covering electrical parameters, applications, major mining sites including Boddington, Cadia Valley, and Kalgoorlie Super Pit, plus troubleshooting FAQ for underground operations.
7/9/202514 min read
AS/NZS 1802 Type 245 Mining Cable: Essential Power Solutions for Australian Copper and Gold Mining Operations
Introduction
Australia's mining industry stands as one of the world's most robust and technologically advanced sectors, contributing significantly to the nation's economy through copper and gold extraction. Within this demanding environment, the reliability and safety of electrical infrastructure become paramount concerns that can mean the difference between profitable operations and costly downtime. The AS/NZS 1802 Type 245 mining cable represents a critical component in this electrical ecosystem, specifically engineered to meet the harsh demands of underground mining operations across Australia's diverse geological landscape.
The purpose of this comprehensive guide is to explore the technical specifications, applications, and practical considerations of AS/NZS 1802 Type 245 mining cables within the context of Australian copper and gold mining operations. These specialised cables serve as the electrical lifeline for numerous pieces of heavy machinery, from longwall shearers cutting through coal seams to continuous miners extracting precious metals from deep underground workings. Understanding their capabilities, limitations, and proper implementation is essential for mining engineers, electricians, and safety personnel working in Australia's major mining regions.
The importance of compliant, durable, and safe cables in underground mining cannot be overstated. Unlike surface electrical installations, underground mining environments present unique challenges including extreme temperatures, constant vibration, abrasive dust, chemical exposure, and the ever-present risk of ground movement. A single cable failure can result in equipment downtime costing thousands of dollars per hour, potential safety hazards for personnel, and disruption to carefully planned extraction schedules. Therefore, the selection and maintenance of appropriate mining cables becomes a critical operational consideration that impacts both productivity and safety outcomes.
Overview of AS/NZS 1802 Standard and Type 245 Cable Specifications
The AS/NZS 1802 standard represents a comprehensive framework that specifies requirements for elastomer-insulated, semiconductive-screened trailing cables designed specifically for underground coal mining and general mining applications. This standard, jointly developed by Standards Australia and Standards New Zealand, addresses the unique electrical and mechanical challenges faced in Australasian mining operations. The standard encompasses various cable types, each engineered for specific applications within the mining environment.
Understanding the scope of AS/NZS 1802 helps clarify why these cables are essential for modern mining operations. The standard specifies elastomer-insulated cables with semiconductive screening, which provides superior performance compared to traditional PVC-insulated cables in mining environments. The elastomer insulation offers enhanced flexibility, temperature resistance, and longevity when subjected to the constant flexing and environmental stresses typical of underground mining operations. The semiconductive screening system provides crucial electrical safety features, including earth fault protection and controlled electric field distribution around the cable cores.
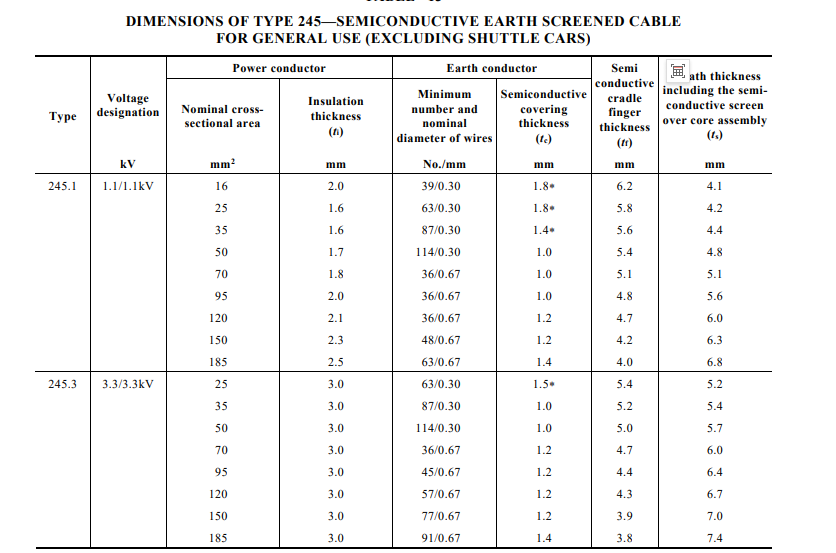
Type 245 cables within this standard are available in several variants, each designed for different voltage applications. The Type 245.1 variant operates at 1.1/1.1 kV, making it suitable for lower voltage applications such as lighting circuits, smaller mobile equipment, and auxiliary systems. The Type 245.3 variant operates at 3.3/3.3 kV, with some manufacturers offering versions rated up to 6.6 kV for higher power applications. This higher voltage capability makes Type 245.3 cables ideal for powering large mobile equipment, longwall shearers, and other high-power mining machinery.
The typical applications for Type 245 cables span a wide range of mining operations. Longwall shearers, which are among the most power-hungry pieces of equipment in underground mining, rely on these cables to deliver the substantial electrical power required for their cutting operations. Continuous miners, used extensively in room-and-pillar mining operations, require reliable power delivery through flexible cables that can accommodate the machine's movement and positioning. Movable power supply systems, which provide electrical distribution throughout developing mine areas, depend on Type 245 cables for their flexibility and durability.
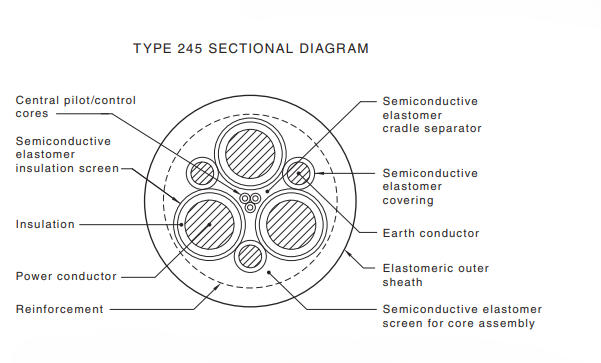
The construction of Type 245 cables incorporates several key features that distinguish them from standard industrial cables. The stranded tinned copper conductors provide excellent electrical conductivity while resisting corrosion in the humid underground environment. The R-EP-90 insulation system offers superior temperature resistance and mechanical properties compared to conventional materials. Earth cores, which may be uninsulated, provide crucial safety grounding, while the semiconductive cradle and screen systems ensure controlled electrical field distribution and enable effective earth fault monitoring.
Major Australian Gold and Copper Mining Operations
Australia's landscape is dotted with world-class mining operations that rely heavily on sophisticated electrical infrastructure, including Type 245 mining cables. Understanding these major mining sites provides context for the practical applications and operational demands placed on mining cables in real-world scenarios.
Boddington Mine, Western Australia represents one of Australia's most significant mining operations, functioning as the country's largest open-pit gold and copper mine. Located approximately 130 kilometres southeast of Perth, this operation produced around 590,000 ounces of gold in 2024, making it a cornerstone of Australia's precious metals production. The mine's scale and production levels demand extensive electrical infrastructure to power crushers, conveyors, processing equipment, and mobile machinery. The combination of open-pit and underground development areas creates diverse electrical requirements, from high-voltage power distribution to flexible trailing cables for mobile equipment.
Cadia Valley Operations, New South Wales stands as Australia's premier gold mining operation, historically producing over 800,000 ounces of gold annually in previous years. Located near Orange in New South Wales, this operation is transitioning from traditional mining methods to an innovative panel cave mining system. This transition represents a significant technological advancement that places new demands on electrical infrastructure. Panel cave mining requires extensive networks of electrical cables to power drilling equipment, material handling systems, and monitoring equipment throughout the massive underground caverns created by this mining method.
Kalgoorlie Super Pit, Western Australia operates as one of the world's most famous gold mining operations, managed by Kalgoorlie Consolidated Gold Mines (KCGM). This historic operation has produced over 50 million ounces of gold from the legendary Golden Mile, making it one of the most productive gold mining areas in human history. The Super Pit's combination of open-pit and underground operations creates complex electrical requirements, including power distribution to various mining levels, mobile equipment operation, and extensive processing facilities.
Telfer Mine, Western Australia represents a significant multi-metal mining operation, producing approximately 349,000 ounces of gold and 17,000 tonnes of copper in the FY22-23 period. Located in the Great Sandy Desert of Western Australia, Telfer's remote location and harsh environmental conditions place additional demands on electrical infrastructure. The mine's dual focus on gold and copper extraction requires diverse electrical systems to support different processing requirements and mining methodologies.
St Ives and Agnew Operations, Western Australia represent significant Gold Fields operations, producing approximately 370,000 ounces and 245,000 ounces of gold respectively. These operations showcase the diversity of Australian mining, combining open-pit and underground mining methods across multiple ore bodies. The electrical infrastructure at these sites must accommodate varying mining methods, from large-scale open-pit operations requiring high-capacity power distribution to underground operations needing flexible trailing cables for mobile equipment.
Other notable Australian mining operations include Wiluna, Gwalia, and Plutonic, each contributing to Australia's overall precious metals production. These operations, while smaller than the major sites mentioned above, still require sophisticated electrical infrastructure including Type 245 mining cables to support their operations efficiently and safely.
Application Scenarios in Copper and Gold Mining Operations
The application of Type 245 mining cables in Australian copper and gold mining operations encompasses a diverse range of scenarios, each presenting unique challenges and requirements. Understanding these applications helps mining professionals select appropriate cable specifications and implement proper installation practices.
Underground Hauling and Longwall Equipment represents one of the most demanding applications for Type 245 cables. Longwall shearers, which are massive machines that cut coal or ore from working faces, require substantial electrical power delivered through flexible cables that can accommodate the shearer's movement along the working face. These cables must withstand constant flexing, abrasion from coal dust and rock particles, and exposure to water and other contaminants. The electrical requirements are substantial, often requiring 3.3kV or higher voltage levels to deliver the power needed for the shearer's cutting drums, conveyor systems, and hydraulic pumps.
Conveyor systems in underground mining operations present another critical application for Type 245 cables. These systems must operate continuously to transport extracted materials from working faces to processing areas or surface facilities. The cables powering these conveyors must be extremely reliable, as conveyor failure can shut down entire mining sections. The cables must also accommodate the conveyor's movement and positioning requirements while maintaining electrical integrity in dusty, humid conditions.
Continuous Miners and Drilling Equipment in confined underground spaces require cables that combine flexibility with durability. Continuous miners, which cut and load material simultaneously, operate in relatively small underground chambers where space is at a premium. The cables must be compact enough to avoid interference with mining operations while providing sufficient power for the machine's cutting head, loading mechanism, and mobility systems. The confined space also means that cable routing must be carefully planned to avoid damage from the machine's movement and operation.
Surface Mobile Machinery and Temporary Feeders during mine development phases present unique challenges for cable applications. During the initial development of mining areas, temporary electrical installations are common as infrastructure is gradually built up. Type 245 cables must provide reliable power to drilling rigs, bulldozers, and other mobile equipment while being easily relocated as mining operations progress. The cables must withstand exposure to weather, dust, and mechanical stress from vehicle traffic and equipment movement.
Utility Support Systems including pumps, ventilation, lighting, and emergency circuits represent critical applications that demand high reliability. Ventilation systems are essential for maintaining air quality in underground operations, and their electrical supply cannot be compromised. Emergency lighting and communication systems must remain operational during power outages or emergency situations, placing additional reliability demands on the cable systems. Water pumping systems, which are crucial for managing groundwater in underground operations, require continuous electrical supply to prevent flooding of working areas.
The selection of appropriate Type 245 cable variants for these applications depends on several factors including voltage requirements, power demands, environmental conditions, and installation constraints. Type 245.1 cables at 1.1/1.1 kV are typically sufficient for lighting, small pumps, and auxiliary equipment, while Type 245.3 cables at 3.3/3.3 kV or higher are necessary for large mobile equipment and high-power machinery.
Electrical and Physical Parameters
Understanding the electrical and physical parameters of Type 245 mining cables is crucial for proper selection, installation, and maintenance. These specifications determine the cable's performance characteristics, safety margins, and suitability for specific mining applications.
Voltage Ratings form the foundation of cable selection for mining applications. Type 245.1 cables operate at 1.1/1.1 kV, where the dual voltage notation indicates both the voltage between any conductor and earth, and the voltage between any two conductors. This voltage level is suitable for many auxiliary systems, lighting circuits, and smaller mobile equipment. Type 245.3 cables operate at 3.3/3.3 kV, with some manufacturers offering variants up to 6.6 kV for higher power applications. The higher voltage capability allows for more efficient power transmission over longer distances and enables the operation of larger, more powerful mining equipment.
Conductor and Insulation Systems represent critical components that determine cable performance and safety. The conductors are constructed from stranded tinned copper, which provides excellent electrical conductivity while offering superior corrosion resistance compared to bare copper. The tinning process creates a protective layer that prevents oxidation and maintains electrical integrity in the humid underground environment. The stranded construction provides flexibility necessary for mobile equipment applications while maintaining sufficient current-carrying capacity.
The insulation system utilises R-EP-90 material, which represents a significant advancement over traditional PVC insulation. This elastomer insulation provides superior temperature resistance, typically rated for continuous operation at 90°C with short-term temperature excursions capability. The material also offers excellent mechanical properties, including resistance to tearing, abrasion, and compression damage. Earth cores may be uninsulated, relying on the cable's overall construction for protection, which reduces cable diameter while maintaining safety performance.
Semiconductive Systems represent a sophisticated safety feature that distinguishes mining cables from standard industrial cables. The semiconductive cradle surrounds the insulated conductors, providing a controlled electrical field distribution that prevents corona discharge and electrical stress concentrations. The semiconductive screen over the core assembly provides earth fault protection capability, enabling rapid detection and isolation of cable faults. This screening system is essential for maintaining electrical safety in the conductive environment of underground mining operations.
Dimensional Specifications vary significantly based on conductor size and voltage rating. For example, a 50 mm² Type 245.1 cable typically features insulation thickness of approximately 1.7 mm, with a total sheath thickness including the semiconductive screen of about 4.8 mm. The conductor construction might consist of 114 strands of 0.30 mm diameter wire, providing the necessary flexibility while maintaining current-carrying capacity. Type 245.3 cables require thicker insulation to accommodate the higher voltage, with 50 mm² cables featuring 3.0 mm insulation thickness.
Key Performance Features of Type 245 cables include the semiconductive layers that provide controlled electrical field distribution, earth and pilot conductors that enable continuous monitoring of cable integrity, and elastomer outer sheath that provides resistance to abrasion, temperature extremes, and chemical exposure. The pilot conductors are particularly important as they enable real-time monitoring of cable condition, allowing maintenance personnel to detect developing problems before they result in cable failure and operational disruption.
The current-carrying capacity of Type 245 cables depends on several factors including conductor size, installation method, ambient temperature, and grouping with other cables. Proper de-rating calculations must be performed to ensure safe operation under actual installation conditions. The cables are designed to operate safely at their rated voltage with appropriate safety margins, but proper installation and maintenance are essential to achieve design performance.
Deployment Considerations and Installation Best Practices
Successful deployment of Type 245 mining cables requires careful attention to installation practices, environmental considerations, and ongoing maintenance requirements. The harsh conditions of mining operations demand meticulous planning and execution to ensure reliable cable performance throughout their service life.
Voltage Rating Matching represents the first critical consideration in cable deployment. The selected cable voltage rating must match or exceed the system voltage requirements while providing appropriate safety margins. Under-rated cables can fail catastrophically, while over-rated cables may be unnecessarily expensive and difficult to install. The voltage rating must also consider potential system voltage variations and transient conditions that can occur during mining operations.
Earth Continuity Monitoring systems must be properly configured and maintained to ensure optimal safety performance. The earth continuity monitoring function relies on the cable's pilot conductors and semiconductive screening system to detect earth faults and cable damage. This monitoring system must be active and properly calibrated to provide early warning of developing problems. Regular testing of the monitoring system ensures that it will function correctly when needed to protect personnel and equipment.
Cable Routing and Installation practices significantly impact cable performance and longevity. Sharp edges and tight bends can damage cable insulation and reduce service life, so proper routing must avoid these hazards. The minimum bending radius specifications must be strictly observed during installation and operation. Cable supports and guides must be properly designed and installed to prevent excessive stress on the cable while allowing necessary movement for mobile equipment applications.
Inspection and Maintenance Protocols are essential for maintaining cable integrity and preventing unexpected failures. Visual inspections should be conducted regularly to identify signs of mechanical damage, abrasion, or environmental degradation. The cable's outer sheath should be examined for cuts, gouges, or other damage that could compromise the internal components. Areas where the cable passes through bulkheads or around corners require particular attention as these locations experience higher stress levels.
Core Integrity Monitoring through resistivity measurements or pilot current monitoring provides valuable insight into cable condition. These measurements can detect developing insulation problems, water ingress, or conductor damage before they result in cable failure. Regular monitoring establishes baseline values and trending data that can predict when cable replacement may be necessary.
Temperature Management considerations are crucial for maintaining cable performance within design parameters. Elastomer insulation has specific temperature limits that must not be exceeded to prevent premature ageing and failure. Temperature monitoring systems can provide early warning of overheating conditions, while proper ventilation and cable spacing help maintain acceptable operating temperatures. Understanding the thermal characteristics of the installation environment helps in selecting appropriate cable specifications and installation methods.
Environmental Protection measures must address the specific conditions present in each mining operation. Protection from water ingress, chemical exposure, and mechanical damage requires careful selection of cable entry methods, protective covers, and routing strategies. Chemical compatibility must be verified for the specific mining environment, as different mining operations may expose cables to various chemicals that could degrade the cable materials.
Frequently Asked Questions: Mining Applications and Troubleshooting
Mining operations frequently encounter specific challenges and questions related to Type 245 cable applications. Understanding these common issues and their solutions helps maintain safe and efficient operations while maximising cable service life.
Question 1: Can Type 245 cables be used on shuttle cars?
The answer is definitively no. Type 245 cables are specifically designed for general mining applications and longwall equipment, but not for shuttle cars. Shuttle cars require Type 275 cables, which are specifically engineered for the unique demands of shuttle car operations. The distinction is important because shuttle cars operate differently from other mining equipment, requiring cables that can withstand the specific stresses and environmental conditions associated with shuttle car operations. Using the wrong cable type can result in premature failure, safety hazards, and non-compliance with mining regulations.
Question 2: What happens if the earth screen is damaged?
When the earth screen is damaged, the cable must be immediately removed from service, thoroughly tested, and properly repaired before returning to use. A damaged semiconductive layer can lead to earth faults and create unsafe electrical field gradients around the cable. This condition poses serious safety risks to personnel and can result in equipment damage or fire. The repair process requires specialised knowledge and certified repair kits to ensure the cable's electrical integrity is restored. Temporary repairs are generally not acceptable, and the cable should be replaced if proper repair facilities are not available.
Question 3: Can cables be spliced underground?
Cable splicing underground is possible but must be performed only with certified splicing kits and in clean, dry areas. The splicing process requires specialised tools, materials, and expertise to ensure electrical integrity and safety. Non-certified splices may void the cable's compliance with AS/NZS 1802 standards and create safety hazards. The splicing area must be properly prepared, free from moisture and contaminants, and the splice must be properly tested before returning the cable to service. Documentation of splice locations and testing results is essential for ongoing maintenance and safety compliance.
Question 4: How frequently should cables be inspected?
A comprehensive inspection schedule should include weekly visual inspections, monthly electrical testing of earth and pilot insulation systems, and annual full dielectric testing per site standards. Weekly visual inspections focus on identifying mechanical damage, abrasion, or environmental degradation. Monthly electrical testing verifies the integrity of safety systems and can detect developing problems. Annual dielectric testing provides comprehensive evaluation of cable condition and helps determine remaining service life. Additional inspections may be necessary after significant events such as equipment accidents, environmental incidents, or when moving cables to new locations.
Question 5: What about chemical resistance?
The elastomer sheath of Type 245 cables provides resistance to oils, fuels, and humidity commonly encountered in mining operations. However, cables should be located away from acid or sulphide streams that could degrade the cable materials. When chemical spills occur, they should be cleaned quickly to prevent chemical attack on the cable sheath. Different mining operations may produce different chemical environments, so chemical compatibility should be verified for each specific application. Material safety data sheets for cable materials can provide detailed information about chemical resistance properties.
Question 6: What is the expected life expectancy of Type 245 cables?
Type 245 cables typically provide 5 to 7 years of service life in heavy mining use, though this can vary significantly based on operating conditions, maintenance practices, and installation quality. Proactive rotation and replacement strategies help avoid unexpected failure downtime. Factors affecting service life include mechanical stress, environmental conditions, electrical loading, and maintenance quality. Regular monitoring and trending of cable condition parameters can help predict when replacement may be necessary. Implementing a systematic replacement program based on cable age, condition, and criticality helps maintain reliable operations while optimising maintenance costs.
Conclusion
Type 245 mining cables represent a critical component of Australia's mining infrastructure, meeting the demanding requirements for electrical safety, mechanical resilience, and operational flexibility that characterise modern mining operations. The sophisticated design of these cables, incorporating elastomer insulation, semiconductive screening, and robust construction, enables them to withstand the harsh conditions encountered in underground mining while providing reliable power delivery to essential equipment.
The proper selection, installation, and maintenance of Type 245 cables directly impact equipment uptime and personnel safety in mining operations. Understanding the electrical and physical parameters, application requirements, and installation best practices ensures that these cables perform optimally throughout their service life. The comprehensive AS/NZS 1802 standard provides the framework for safe and reliable cable performance, while proper maintenance practices help identify and address potential problems before they result in operational disruption.
Across Australia's major mining operations, including Boddington, Cadia Valley, Kalgoorlie Super Pit, Telfer, and St Ives, Type 245 cables play a crucial role in powering the equipment and systems that extract valuable minerals from the earth. These operations demonstrate the practical importance of reliable electrical infrastructure in maintaining productive and safe mining operations. The ongoing success of Australia's mining industry depends partly on the continued development and proper implementation of sophisticated electrical systems, including Type 245 mining cables.
