
AS/NZS 1802 Type 260 Mining Cable for Underground Mines in Australia
Comprehensive guide to AS/NZS 1802 Type 260 mining cables for Australian underground mines, covering electrical parameters, applications in major mining regions, and troubleshooting solutions for optimal performance.
6/27/202524 min read
AS/NZS 1802 Type 260 Mining Cable for Underground Mines in Australia
Introduction
Australia's underground mining industry represents one of the world's most demanding electrical environments, where reliable power distribution can mean the difference between operational success and catastrophic failure. Deep beneath the surface in mines across Western Australia's goldfields, Queensland's coal seams, and South Australia's copper deposits, electrical infrastructure must withstand extraordinary challenges that would quickly destroy conventional cables.
Underground mining operations rely on sophisticated electrical systems to power everything from massive longwall shearers cutting through coal seams to intricate conveyor systems transporting ore to the surface. These systems demand cables that can handle not only high electrical loads but also the mechanical punishment of being dragged through narrow tunnels, the chemical assault of mine water and gases, and the constant vibration from heavy machinery operating in confined spaces.
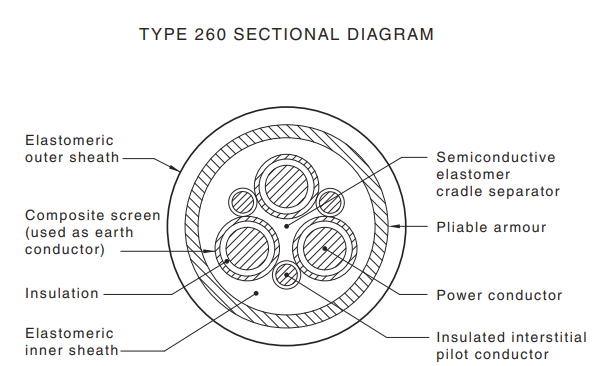
The AS/NZS 1802 Type 260 cable emerges as a critical component in this challenging environment, specifically engineered to meet the unique demands of Australian underground mining operations. This specialised cable design incorporates multiple layers of protection, advanced screening technology, and robust construction methods that have been refined through decades of real-world mining experience. Understanding the technical specifications, proper applications, and maintenance requirements of Type 260 cables is essential for mining engineers, electrical contractors, and maintenance personnel who must ensure continuous, safe power delivery in Australia's most productive underground mines.
Overview of Major Underground Mining Regions in Australia
Australia's underground mining landscape spans diverse geological formations and mineral deposits, each presenting unique challenges for electrical infrastructure. The selection and installation of appropriate mining cables must account for these regional variations in operating conditions, regulatory requirements, and logistical considerations.
Western Australia: The Heart of Gold and Nickel Mining
Western Australia's underground mining sector centres primarily around the legendary Goldfields region, where Kalgoorlie-Boulder serves as the epicentre of some of the world's deepest and most productive gold mines. The Super Pit may dominate the landscape, but beneath the surface, extensive underground operations like those at Kanowna Belle and the Northern Star Resources mines require sophisticated electrical systems to power operations extending more than 1,500 metres below ground.
The region's nickel mining operations, particularly around Kambalda and the broader Goldfields area, present additional electrical challenges. These mines often encounter highly mineralised groundwater that can be particularly corrosive to electrical equipment. The combination of high ambient temperatures, often exceeding 40°C at depth, and the presence of conductive minerals in the surrounding rock creates an environment where cable screening and earthing systems become absolutely critical for both safety and operational reliability.
Nickel mining operations typically require power distribution systems that can handle the demanding load profiles of modern mining equipment while maintaining the flexibility needed for the dynamic nature of underground development. Type 260 cables in these applications must demonstrate exceptional resistance to both mechanical damage and chemical degradation, as replacement operations in deep underground workings can cost hundreds of thousands of dollars in lost production time.
New South Wales: Coal Mining Excellence
New South Wales represents Australia's most established underground coal mining region, with operations spanning from the Hunter Valley in the north to the Illawarra region south of Sydney. These mines have pioneered many of the world's most advanced longwall mining techniques, creating electrical demands that push mining cables to their absolute limits.
Hunter Valley coal mines like those operated by Glencore and Yancoal typically feature longwall panels that can extend more than four kilometres in length, requiring mobile electrical systems that must relocate entire power distribution networks as mining progresses. The constant movement of heavy machinery, combined with the need to maintain continuous power to critical ventilation and pumping systems, creates an environment where cable reliability directly impacts mine safety and productivity.
The Illawarra coal mining region, including operations like South32's Illawarra Metallurgical Coal mines, presents additional challenges due to the proximity to coastal areas and the associated higher humidity levels. These conditions can accelerate corrosion processes and create additional stress on cable sealing systems. The region's geological complexity, with frequent faulting and varying rock hardness, also means that cable installations must be designed to accommodate significant ground movement and settling.
Underground coal mining operations in New South Wales typically operate under some of the world's most stringent safety regulations, particularly regarding electrical systems in potentially explosive atmospheres. Type 260 cables used in these environments must not only meet the mechanical and electrical performance requirements but also comply with strict flame propagation and gas emission standards that are essential for maintaining safe working conditions in coal mining environments.
Queensland: Diverse Mining Challenges
Queensland's underground mining sector encompasses both coal and metalliferous mining operations, each presenting distinct electrical infrastructure challenges. The Bowen Basin represents one of the world's largest coal mining regions, with underground operations that extend across vast geographical areas and varying geological conditions.
Bowen Basin coal mines, including major operations like Grosvenor and Moranbah North, often feature some of the most advanced mining equipment available, including automated longwall systems and sophisticated materials handling equipment. These systems require power distribution networks that can handle both steady-state loads and the significant starting currents associated with large motors and drives. The electrical demands of modern coal mining equipment, combined with the need for redundant safety systems, create complex power distribution requirements that push Type 260 cables to handle multiple voltage levels and load types simultaneously.
Mount Isa's copper and zinc underground operations present entirely different challenges for electrical infrastructure. The Mount Isa mine complex, operated by Glencore, represents one of the world's deepest and most complex underground mining operations, with workings extending more than 1,800 metres below surface across multiple ore bodies. The mine's electrical systems must cope with extreme temperatures, highly mineralised water, and the presence of various chemical compounds that can accelerate cable degradation.
The geological complexity of Mount Isa, with its multiple fault systems and varying rock types, requires electrical installations that can accommodate significant ground movement and subsidence. Cable systems must be designed with sufficient flexibility and protection to maintain integrity even when subjected to the dynamic stresses associated with large-scale underground mining operations.
South Australia: Olympic Dam's Unique Environment
South Australia's underground mining sector is dominated by the Olympic Dam operation, one of the world's largest copper-uranium-gold mines. This unique operation presents electrical challenges that are unlike any other mining environment in Australia, combining the demands of large-scale copper mining with the additional safety and security requirements associated with uranium production.
Olympic Dam's underground operations extend across vast areas and multiple levels, requiring electrical distribution systems that can handle enormous power demands while maintaining the highest levels of reliability and safety. The mine's processing requirements, including sophisticated ore handling and environmental control systems, create electrical loads that operate continuously and cannot tolerate power interruptions.
The presence of uranium in the ore body creates additional considerations for electrical equipment selection and installation. All electrical systems must be designed to operate reliably in environments where radiation monitoring and containment systems are critical safety requirements. Type 260 cables used in Olympic Dam must demonstrate not only exceptional mechanical and electrical performance but also compatibility with the mine's sophisticated environmental monitoring and control systems.
The mine's remote location, approximately 560 kilometres north of Adelaide, also creates logistical challenges for cable installation and maintenance operations. Any electrical system failures can result in extended downtime while replacement equipment is transported to site, making the selection of highly reliable cable systems absolutely critical for maintaining operational continuity.
Application Scenarios of Type 260 Cable in Underground Mining
The versatility and robust construction of AS/NZS 1802 Type 260 cables make them suitable for a wide range of underground mining applications, each with specific performance requirements and installation challenges. Understanding these applications helps mining professionals select the appropriate cable specifications and installation methods for optimal performance and longevity.
General Power Supply to Underground Mining Equipment
Type 260 cables serve as the backbone of underground power distribution systems, delivering electrical energy from surface or underground substations to various mining equipment throughout the mine workings. These applications typically involve three-phase power distribution at voltages ranging from 1.1kV to 11kV, depending on the power requirements and distribution distances involved.
In typical underground mining operations, Type 260 cables must handle the diverse load characteristics of modern mining equipment, from the steady-state power demands of conveyor systems to the high starting currents required by large motors driving crushing and processing equipment. The cables' composite screening design provides essential earth fault protection while maintaining power quality throughout the distribution system.
The flexibility of Type 260 cables becomes particularly important in applications where power distribution routes must navigate the complex geometry of underground workings. Unlike surface installations where cables can follow relatively direct routes, underground installations must work around existing infrastructure, geological features, and the constantly changing layout of active mining areas. The pliable armouring system allows these cables to be installed around tight corners and through restricted spaces without compromising their protective integrity.
Longwall Mining Operations
Longwall mining represents one of the most demanding applications for mining cables, requiring power distribution systems that can support massive shearing equipment while accommodating the continuous movement of the longwall face as mining progresses. Type 260 cables in longwall applications must provide reliable power to shearer motors that can exceed 1,000 horsepower, as well as the associated roof support systems and conveyor equipment.
The unique challenge of longwall operations lies in the need to constantly relocate electrical infrastructure as the mining face advances. This requires cable systems that can withstand repeated handling, coiling, and reinstallation without degradation of their electrical or mechanical properties. The pliable armouring design of Type 260 cables provides the necessary protection against mechanical damage during these handling operations while maintaining the flexibility required for efficient installation.
Longwall operations also create significant electromagnetic interference due to the large motors and variable frequency drives used to control shearer movement and conveyor speeds. The composite screening system incorporated in Type 260 cables provides effective shielding against this interference, ensuring that control and communication signals remain clear and reliable throughout the longwall operation.
Continuous Mining Equipment
Continuous miners represent another critical application for Type 260 cables, requiring power distribution systems that can support the high-power cutting heads and associated equipment used in room-and-pillar mining operations. These machines typically require power supplies that can handle both the steady-state loads of the cutting operation and the dynamic loads associated with machine tramming and positioning.
The operating environment for continuous mining equipment creates particular challenges for cable systems, as these machines operate in confined spaces where cables may be subject to impact damage from falling rock or contact with the machine itself. Type 260 cables' dual sheath design provides enhanced protection against these mechanical hazards while maintaining the electrical integrity required for safe operation.
Continuous mining operations also require sophisticated control systems for machine positioning, cutting head control, and safety monitoring. The pilot conductor system incorporated in Type 260 cables provides dedicated pathways for these control signals, ensuring reliable communication between the machine controls and surface monitoring systems even in the electrically noisy environment of active mining operations.
Pumping and Dewatering Systems
Underground mining operations invariably require extensive pumping systems to manage groundwater inflow and maintain safe working conditions. Type 260 cables serving these applications must provide reliable power to pumping stations that often operate continuously and cannot tolerate power interruptions without creating serious safety hazards.
Pumping system applications present unique challenges for cable installations, as these systems are often located in the lowest areas of the mine where water accumulation is greatest. Type 260 cables must demonstrate exceptional resistance to water penetration and chemical attack from mine water, which can contain various dissolved minerals and chemicals that accelerate cable degradation.
The criticality of dewatering systems for mine safety means that cable failures in these applications can have serious consequences beyond simple production losses. Type 260 cables' robust construction and comprehensive screening systems provide the reliability required for these critical safety systems while enabling effective monitoring of cable condition through the pilot conductor system.
Conveyor System Power Distribution
Modern underground mining operations rely heavily on sophisticated conveyor systems to transport ore and waste materials from the working faces to surface or underground processing facilities. These systems require power distribution networks that can handle the diverse loads associated with conveyor drives, transfer points, and associated equipment spread across potentially kilometres of underground workings.
Conveyor system applications create particular challenges for cable routing, as these systems often follow complex paths through the mine workings and may require cables to span significant distances without intermediate support. Type 260 cables' mechanical strength and flexibility allow them to be installed in these challenging configurations while maintaining their protective integrity throughout their service life.
The continuous operation requirements of most conveyor systems mean that cable failures can result in significant production losses and safety hazards. The comprehensive protection systems incorporated in Type 260 cables, including both mechanical protection and electrical screening, provide the reliability required for these critical applications.
Installation Challenges in Underground Environments
The underground mining environment presents numerous installation challenges that must be carefully considered when specifying and installing Type 260 cables. These challenges go beyond simple technical requirements to encompass the practical realities of working in confined, hazardous environments where access is limited and working conditions are often extremely demanding.
Moisture management represents one of the most persistent challenges in underground cable installations. Most underground mining operations contend with significant groundwater inflow, creating environments where cables may be submerged or subject to constant moisture exposure. Type 260 cables address this challenge through their dual sheath design and comprehensive sealing systems, but installation practices must also account for proper drainage and moisture management around cable installations.
Mechanical stress during installation and operation creates another significant challenge for underground cable systems. Cables may need to be pulled through restricted spaces, around sharp corners, and over rough surfaces that would quickly damage conventional cables. The installation process itself often involves significant manual handling in confined spaces where conventional cable pulling equipment cannot be used effectively.
Chemical exposure in underground mining environments can accelerate cable degradation through exposure to mine water, blasting chemicals, and various industrial compounds used in mining operations. Type 260 cables incorporate chemical-resistant sheath materials, but installation practices must also consider proper cable support and protection to minimise direct contact with potentially harmful substances.
Space limitations in underground tunnels create ongoing challenges for cable routing and support systems. Unlike surface installations where cable routes can be planned to avoid obstacles, underground installations must work within the existing mine infrastructure and geological constraints. This often requires creative routing solutions and custom support systems that can accommodate the physical constraints while providing adequate protection for the cables.
Electrical and Construction Parameters of Type 260 Cable
The technical specifications of AS/NZS 1802 Type 260 cables represent decades of engineering refinement specifically targeted at the unique demands of underground mining applications. Each component of the cable construction serves a specific purpose in ensuring reliable operation under the extreme conditions encountered in mining environments.
Voltage Designation and System Compatibility
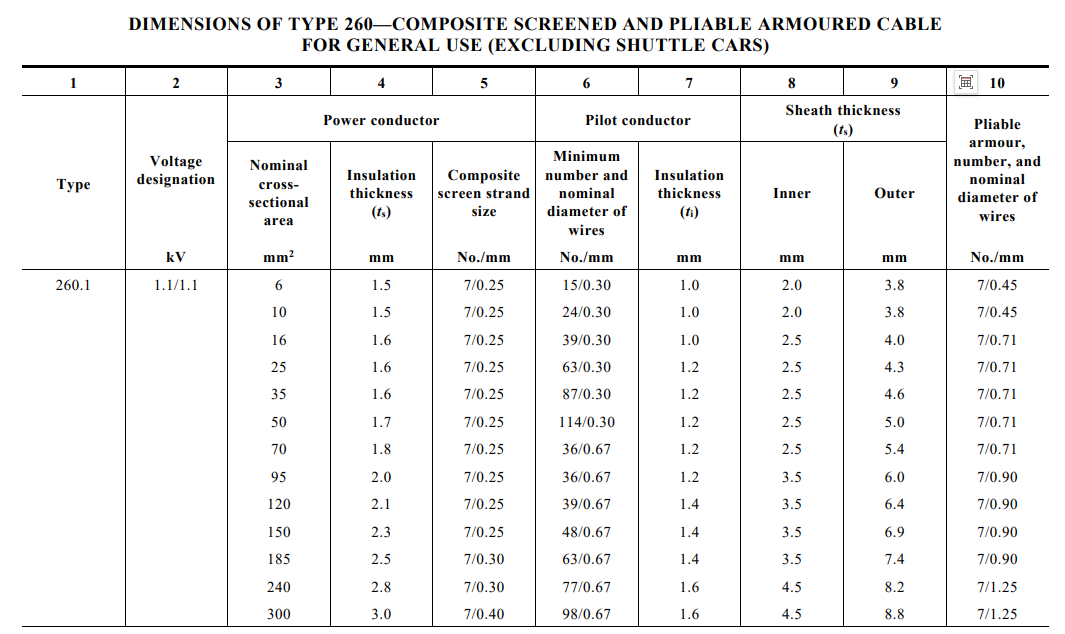
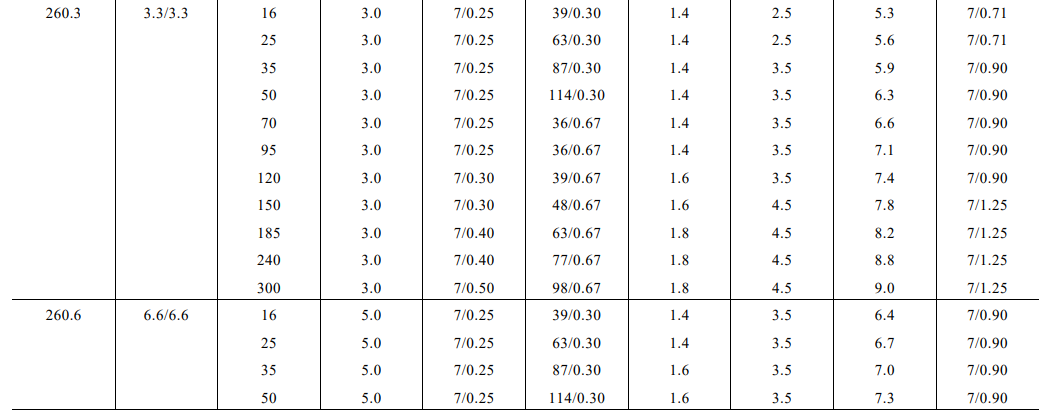
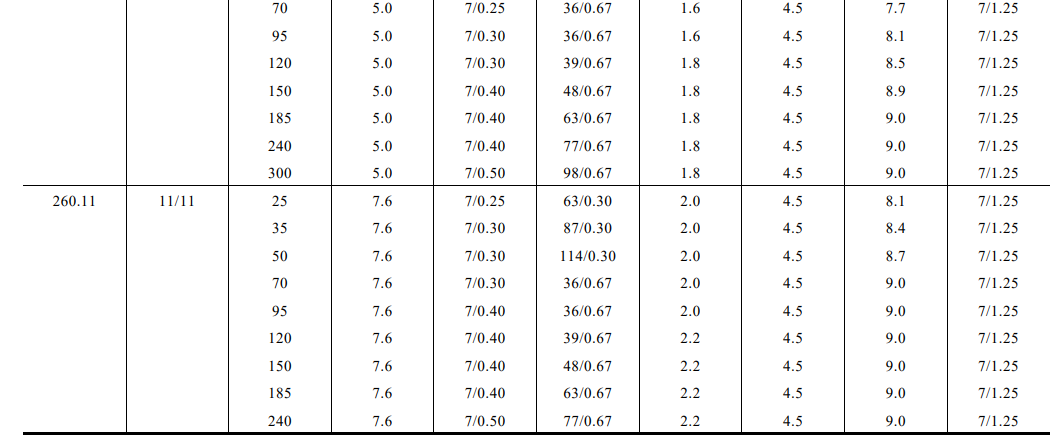
Type 260 cables are designed to operate across multiple voltage levels commonly used in underground mining power distribution systems. The voltage designations of 1.1/1.1kV, 3.3/3.3kV, 6.6/6.6kV, and 11/11kV correspond to the standard mining power distribution voltages used throughout Australia, providing compatibility with existing electrical infrastructure while allowing for system expansion and modernisation.
The dual voltage rating system (Uo/U) indicates both the voltage between conductor and earth (Uo) and the voltage between conductors (U), ensuring proper application in both earthed and unearthed electrical systems. This flexibility is particularly important in mining applications where different voltage systems may be used for different purposes within the same operation.
The 1.1/1.1kV rating serves primarily portable and mobile equipment applications where lower voltages provide enhanced safety for equipment that may be frequently moved or operated in wet conditions. These applications typically include smaller pumps, lighting systems, and portable mining equipment where the power requirements are relatively modest but the safety requirements are paramount.
Medium voltage applications utilising 3.3/3.3kV and 6.6/6.6kV systems represent the majority of fixed mining installations, providing efficient power distribution for larger equipment while maintaining manageable insulation requirements and safety clearances. These voltage levels offer optimal balance between power transmission efficiency and the practical constraints of underground installations.
The highest voltage rating of 11/11kV serves primarily main distribution applications where power must be transmitted over significant distances within the mine workings. These applications require the most robust insulation systems and are typically used for major equipment like longwall power supplies and large pumping stations where the power requirements justify the additional complexity of higher voltage systems.
Power Conductor Specifications and Performance
The power conductor system in Type 260 cables utilises copper conductors with cross-sectional areas ranging from 6mm² to 300mm², providing capacity for virtually any underground mining power requirement. The conductor sizing follows standard metric designations that align with Australian electrical codes and international mining equipment specifications.
Smaller conductor sizes from 6mm² to 35mm² typically serve control circuits, lighting systems, and smaller portable equipment where power requirements are modest but reliability remains critical. These smaller conductors benefit from the same protective systems as larger cables while providing the flexibility needed for installation in restricted spaces and around existing infrastructure.
Medium-sized conductors from 50mm² to 150mm² represent the workhorses of underground mining power distribution, providing capacity for most fixed mining equipment including pumps, fans, conveyors, and processing equipment. These conductor sizes offer optimal balance between current carrying capacity and installation flexibility while maintaining compatibility with standard mining electrical equipment.
Large conductors from 185mm² to 300mm² serve the highest power applications in underground mining, including longwall shearers, large crushing equipment, and main distribution feeders. These conductors require robust supporting infrastructure but provide the capacity needed for modern high-productivity mining operations.
The insulation thickness specifications vary according to both conductor size and voltage rating, ranging from 1.0mm for small low-voltage conductors to 7.6mm for large high-voltage applications. This graduated insulation system ensures optimal electrical performance while minimising overall cable dimensions and weight. The insulation materials used in Type 260 cables are specifically selected for their resistance to the chemical and thermal stresses encountered in mining environments.
Pilot Conductor System and Control Integration
The pilot conductor system represents one of the most sophisticated aspects of Type 260 cable design, providing dedicated pathways for control signals, monitoring systems, and earth fault detection. These conductors consist of multiple small wires, typically seven strands of 0.25mm to 0.50mm diameter, configured to provide reliable signal transmission even under the harsh conditions of underground mining.
The pilot conductor system serves multiple critical functions in modern mining operations. Primary among these is earth fault monitoring, where the pilot conductors enable sophisticated ground fault detection systems that can identify insulation failures before they become dangerous or cause equipment damage. This capability is particularly important in underground mining where earth faults can create serious safety hazards and are often difficult to locate using conventional methods.
Communication and control signals also utilise the pilot conductor system, enabling remote operation and monitoring of mining equipment from surface control centres. Modern mining operations increasingly rely on automated systems and remote monitoring to improve both safety and productivity, making reliable communication pathways essential for operational success.
The insulation system for pilot conductors incorporates the same high-quality materials used for power conductors, ensuring that control signals remain clear and reliable even in electrically noisy mining environments. The small conductor size and dedicated insulation system provide excellent signal integrity while maintaining the mechanical robustness required for mining applications.
Composite Screening Technology
The composite screening system in Type 260 cables represents advanced engineering specifically designed to address the electromagnetic interference and earth fault protection requirements of modern mining operations. This screening system consists of multiple layers of copper conductors arranged to provide both electromagnetic shielding and earth fault current paths.
The screening conductor specifications vary according to cable size and voltage rating, with strand sizes ranging from 15/0.30 for smaller cables to 98/0.67 for the largest installations. This graduated approach ensures optimal electromagnetic performance while maintaining manufacturing efficiency and cost effectiveness.
Electromagnetic interference protection becomes increasingly important as mining operations incorporate more sophisticated electronic control systems and communication equipment. The composite screening system provides effective shielding against interference generated by large motors, variable frequency drives, and other electrical equipment commonly used in mining operations.
Earth fault protection represents another critical function of the composite screening system, providing a low-impedance path for fault currents that enables rapid detection and isolation of electrical faults. This capability is essential for maintaining safe working conditions in underground mining where electrical faults can create serious hazards for personnel and equipment.
The screening system also contributes to overall cable mechanical protection by providing additional metallic layers that help distribute mechanical stresses and resist damage from external forces. This multi-functional approach maximises the protective capability of the cable while minimising overall size and weight.
Pliable Armouring Systems
The pliable armouring system represents perhaps the most visible aspect of Type 260 cable protection, consisting of multiple steel wires wound around the cable core to provide mechanical protection while maintaining installation flexibility. The armouring specifications are carefully matched to cable size and application requirements, with wire numbers and diameters optimised for each configuration.
Smaller cables utilise seven wires of 0.45mm diameter, providing adequate protection for applications where mechanical stresses are relatively modest while maintaining maximum flexibility for installation in restricted spaces. This configuration is particularly suitable for portable equipment applications and installations in areas where cables may need to be frequently moved or repositioned.
Medium-sized cables employ seven wires ranging from 0.71mm to 0.90mm diameter, providing increased mechanical protection while maintaining reasonable installation flexibility. These configurations represent the optimal balance between protection and practicality for most fixed mining installations.
Large cables utilise seven wires of 1.25mm diameter, providing maximum mechanical protection for applications where cables may be subject to severe mechanical stresses or where cable replacement would be particularly difficult or expensive. These configurations are typically used for main distribution applications and longwall installations where cable reliability is critical for operational continuity.
The steel wire composition and treatment are specifically selected for underground mining applications, providing resistance to corrosion while maintaining the mechanical properties required for effective protection. The winding technique and wire spacing are optimised to provide uniform protection while allowing sufficient flexibility for practical installation.
Dual Sheath Protection System
The dual sheath system represents the final layer of protection in Type 260 cables, consisting of inner and outer sheath layers specifically designed to provide chemical resistance, mechanical protection, and environmental sealing. The sheath thickness specifications are carefully matched to cable size and application requirements, ensuring optimal protection while maintaining reasonable overall cable dimensions.
Inner sheath thickness ranges from 2.0mm to 4.5mm depending on cable size and voltage rating, providing the primary barrier against moisture ingress and chemical attack. The inner sheath materials are selected for their resistance to the wide range of chemicals encountered in mining environments, including mine water, industrial chemicals, and petroleum products.
Outer sheath thickness ranges from 3.8mm to 9.0mm, providing additional mechanical protection and environmental sealing. The outer sheath serves as the primary interface with the installation environment and must resist abrasion, impact damage, and long-term exposure to mining conditions.
The dual sheath system provides multiple levels of protection against cable failure, ensuring that damage to the outer sheath does not immediately compromise the cable's electrical integrity. This redundant protection approach is particularly important in mining applications where cable replacement can be extremely difficult and expensive.
Sheath materials incorporate advanced polymer compounds specifically formulated for mining applications, providing optimal balance between mechanical protection, chemical resistance, and installation flexibility. The material selection and thickness specifications represent decades of field experience and laboratory testing specifically focused on underground mining conditions.
Advantages of Type 260 Cable in Mining Applications
The comprehensive design approach incorporated in AS/NZS 1802 Type 260 cables delivers multiple advantages that directly address the challenges of underground mining operations. These advantages extend beyond simple technical performance to encompass operational reliability, safety enhancement, and long-term cost effectiveness.
Exceptional Mechanical Strength and Durability
The multi-layer protection system incorporated in Type 260 cables provides exceptional resistance to the mechanical stresses commonly encountered in underground mining operations. The combination of pliable steel wire armouring and dual sheath protection creates a cable construction that can withstand impact damage, abrasion, and crushing forces that would quickly destroy conventional cables.
Field experience in Australian mining operations demonstrates that properly installed Type 260 cables can maintain their electrical and mechanical integrity even when subjected to the extreme conditions of longwall mining operations, where cables may be repeatedly coiled, transported, and reinstalled as mining faces advance. This durability translates directly into reduced maintenance costs and improved operational reliability.
The mechanical strength of Type 260 cables also enables installation techniques that would not be possible with conventional cables, including direct burial in mine roadways and installation without continuous mechanical support. This installation flexibility can significantly reduce both installation costs and ongoing maintenance requirements.
Superior Installation Flexibility
Despite their robust construction, Type 260 cables maintain sufficient flexibility to enable installation in the confined and complex environments typical of underground mining operations. The pliable armouring system allows these cables to be bent around tight corners and through restricted openings without compromising their protective integrity.
This flexibility becomes particularly important in retrofit applications where cables must be installed through existing mine infrastructure without extensive modification of tunnels or equipment installations. The ability to route cables around obstacles and through existing penetrations can significantly reduce installation costs and minimise disruption to ongoing mining operations.
The installation flexibility of Type 260 cables also enables more efficient cable management systems, allowing multiple cables to be bundled together and routed through common pathways. This capability can significantly reduce the space requirements for electrical installations in underground areas where space is always at a premium.
Advanced Electrical Safety Features
The comprehensive electrical protection systems incorporated in Type 260 cables provide multiple layers of safety protection that are essential for underground mining operations. The composite screening system enables sophisticated earth fault detection and protection systems that can identify potential problems before they become dangerous.
The pilot conductor system provides dedicated pathways for safety monitoring and control systems, ensuring that critical safety functions remain operational even under adverse conditions. This capability is particularly important for ventilation control, gas monitoring, and emergency communication systems that are essential for mine safety.
The voltage rating and insulation systems are specifically designed to provide reliable operation under the electrical stress conditions encountered in mining operations, including voltage surges, harmonic distortion, and other power quality issues that can compromise the performance of conventional cables.
Comprehensive Environmental Resistance
Type 260 cables demonstrate exceptional resistance to the full range of environmental challenges encountered in underground mining operations. The dual sheath system provides effective protection against moisture ingress, chemical attack, and biological degradation that can affect cables in underground environments.
Laboratory testing and field experience demonstrate that Type 260 cables maintain their electrical and mechanical properties even after extended exposure to mine water, industrial chemicals, and the temperature variations commonly encountered in underground mining operations. This environmental resistance translates directly into extended service life and reduced replacement costs.
The chemical resistance of Type 260 cables extends to resistance against petroleum products, cleaning solvents, and other industrial chemicals commonly used in mining operations. This comprehensive chemical resistance eliminates many of the compatibility concerns that can affect cable selection in complex industrial environments.
Compliance with Australian Mining Safety Standards
Type 260 cables are specifically designed and manufactured to comply with the comprehensive safety standards that govern underground mining operations in Australia. This compliance encompasses not only the basic electrical performance requirements but also the specialised safety features required for operation in potentially explosive atmospheres and other hazardous mining environments.
The flame propagation characteristics of Type 260 cables meet the stringent requirements for underground mining applications, ensuring that these cables will not contribute to fire propagation in the event of an electrical fault or external fire source. This safety feature is particularly important in coal mining operations where fire prevention is critical for mine safety.
The cable construction also meets the requirements for operation in potentially explosive atmospheres, including limitations on surface temperatures and spark generation that could ignite methane or coal dust. These safety features are essential for obtaining regulatory approval for use in underground coal mining operations.
Common Mining Cable Issues and FAQ
Underground mining operations present unique challenges for electrical cable systems, and understanding common issues and their solutions is essential for maintaining reliable power distribution and ensuring safe operations. The following frequently asked questions address the most common concerns encountered by mining professionals working with Type 260 cables.
What happens if the cable insulation is damaged underground?
Insulation damage represents one of the most serious threats to safe mining operations, as it can lead to earth faults, equipment damage, and serious safety hazards for mine personnel. When insulation is compromised, the risk of electric shock increases dramatically, particularly in the wet conditions commonly encountered in underground mining.
The immediate concern with insulation damage is the potential for earth fault currents, which can create dangerous touch potentials on metal equipment and structures. In underground mining environments where personnel regularly come into contact with metal equipment and structural elements, even relatively small earth fault currents can create lethal hazards.
Prevention remains the most effective approach to managing insulation damage risks. Regular visual inspections should be conducted at intervals appropriate to the operating environment, typically every three to six months for fixed installations and more frequently for portable equipment. These inspections should focus on identifying physical damage to cable sheaths, signs of moisture ingress, and any evidence of mechanical stress or chemical attack.
Insulation resistance testing provides a quantitative assessment of cable condition and should be performed regularly using appropriate test equipment. Test voltages should be selected according to the cable voltage rating and manufacturer recommendations, typically 500V DC for low voltage cables and up to 5000V DC for medium voltage installations. Insulation resistance values below acceptable limits indicate potential problems that require immediate investigation.
The pilot conductor system in Type 260 cables provides an additional layer of protection through continuous monitoring capability. Advanced ground fault detection systems can utilise these conductors to provide real-time monitoring of insulation condition, enabling early detection of problems before they become dangerous. These systems can detect earth faults at current levels well below those that would trip conventional protection systems, providing early warning of developing problems.
When insulation damage is detected, immediate action is required to ensure safe conditions. The affected circuit should be de-energised and isolated until repairs can be completed or the cable replaced. Temporary repairs should only be attempted by qualified personnel using appropriate materials and techniques, and should be considered temporary measures until permanent repairs can be completed.
How does the cable withstand mechanical damage?
Mechanical damage represents the most common cause of cable failure in underground mining operations, where cables are subject to impact from falling rock, abrasion from equipment contact, and crushing forces from mine subsidence. Type 260 cables incorporate multiple layers of mechanical protection specifically designed to address these challenges.
The pliable steel wire armouring system provides the primary mechanical protection, distributing impact forces across multiple wire elements and preventing localised damage from penetrating to the cable core. The steel wires are specifically sized and configured to provide optimal protection while maintaining sufficient flexibility for practical installation and operation.
Impact resistance is achieved through the combination of armouring and dual sheath protection, which work together to absorb and distribute impact energy. Laboratory testing demonstrates that properly constructed Type 260 cables can withstand impact energies that would completely destroy conventional cables, making them suitable for applications where occasional impact damage is unavoidable.
Abrasion resistance is provided primarily by the outer sheath system, which incorporates materials specifically selected for their resistance to wear from contact with rock, metal surfaces, and other abrasive materials commonly encountered in mining operations. The outer sheath thickness is specifically designed to provide long-term protection against gradual wear while maintaining cable flexibility.
Crushing resistance becomes particularly important in applications where cables may be subject to ground pressure from mine subsidence or equipment loading. The overall cable construction, including the conductor arrangement, screening system, and armouring, is designed to maintain electrical integrity even when subjected to significant compressive forces.
Prevention of mechanical damage should focus on proper cable installation practices, including adequate mechanical support, protection from sharp edges and abrasive surfaces, and routing that minimises exposure to potential impact sources. Cable support systems should be designed to accommodate expected ground movement and equipment operation while maintaining adequate clearances from potential damage sources.
Regular inspection programs should include assessment of mechanical protection systems, identification of potential damage sources, and monitoring of cable condition in areas subject to mechanical stress. Early identification of developing problems enables corrective action before complete cable failure occurs.
Can this cable handle high moisture or flooded conditions?
Moisture management represents one of the most persistent challenges in underground mining cable installations, where groundwater inflow, high humidity, and occasional flooding create conditions that can rapidly degrade conventional cable systems. Type 260 cables incorporate comprehensive moisture protection systems specifically designed for these challenging conditions.
The dual sheath system provides multiple barriers against moisture ingress, with both inner and outer sheaths incorporating materials selected for their water resistance and long-term performance under wet conditions. The sheath materials maintain their protective properties even after extended submersion in mine water, which often contains dissolved minerals and chemicals that can accelerate degradation of conventional materials.
Water ingress protection is enhanced by the overall cable construction, which minimises potential moisture penetration paths and incorporates sealing systems at conductor interfaces and sheath boundaries. The composite screening system also contributes to moisture protection by providing additional metallic barriers that resist water penetration.
Flooded conditions require special consideration for both cable selection and installation practices. While Type 260 cables can operate reliably when submerged, proper earthing and fault protection systems become even more critical under these conditions. The reduced insulation resistance of wet environments can affect fault detection sensitivity and protection system coordination.
Installation practices for wet environments should include provisions for drainage around cable installations, proper sealing of cable terminations and joints, and adequate support systems that prevent mechanical damage from water movement or ice formation. Cable entry points into electrical equipment should incorporate appropriate sealing systems to prevent moisture ingress into switchgear and control systems.
Ongoing monitoring of moisture conditions should include regular insulation resistance testing, visual inspection of cable installations for signs of moisture ingress, and assessment of drainage systems effectiveness. Advanced monitoring systems can provide continuous surveillance of insulation condition and early warning of developing moisture-related problems.
Maintenance programs for wet environments should include more frequent inspection intervals, proactive replacement of suspect cable sections, and regular testing of protective systems to ensure continued effectiveness under challenging conditions.
What is the impact of electromagnetic interference underground?
Electromagnetic interference in underground mining operations creates significant challenges for both power distribution and communication systems, as large motors, variable frequency drives, and other electrical equipment generate electromagnetic fields that can disrupt sensitive control and monitoring systems. The composite screening system in Type 260 cables provides comprehensive protection against these interference sources.
The screening system design incorporates multiple copper conductors arranged to provide effective electromagnetic shielding across the frequency spectrum commonly encountered in mining operations. This shielding effectiveness extends from the low frequencies associated with power system harmonics through the higher frequencies generated by switching power supplies and communication systems.
Communication system protection becomes particularly important as mining operations incorporate more sophisticated automation and remote monitoring capabilities. The pilot conductor system in Type 260 cables provides dedicated pathways for communication signals that are protected by the same screening system used for power conductors, ensuring reliable signal transmission even in electrically noisy environments.
Power quality protection is another important benefit of effective electromagnetic screening, as interference from adjacent circuits can cause voltage distortion and harmonic problems that affect equipment performance and longevity. The screening system helps maintain power quality by preventing interference coupling between adjacent cables and reducing the impact of external electromagnetic fields.
Installation practices can significantly affect electromagnetic interference performance, with proper cable routing, adequate separation from interference sources, and correct earthing of screening systems being essential for optimal performance. Cable installations should maintain adequate separation from major interference sources where practical, and screening systems should be properly earthed at both ends to provide effective interference suppression.
Testing and verification of electromagnetic interference performance should be conducted during commissioning and periodically during operation to ensure continued effectiveness. Specialised test equipment can measure interference levels and screening effectiveness, enabling optimisation of installation practices and identification of potential problems.
How often should Type 260 cables be inspected or replaced?
Establishing appropriate inspection and replacement schedules for Type 260 cables requires consideration of multiple factors including operating environment, application criticality, and observed performance history. Regular inspection programs provide the foundation for effective cable management and can significantly extend service life while maintaining safe and reliable operation.
Visual inspection intervals should be established based on environmental severity and application criticality, typically ranging from monthly inspections for critical applications in harsh environments to annual inspections for less critical applications in benign conditions. These inspections should focus on identifying physical damage, signs of moisture ingress, mechanical stress, and any changes in cable condition since the previous inspection.
Electrical testing should be performed at regular intervals using appropriate test methods and equipment. Insulation resistance testing provides quantitative assessment of cable condition and should be performe
