
AS/NZS 1802 Type 275 Mining Cable: Essential Infrastructure for Australian Underground Operations
Comprehensive guide to AS/NZS 1802 Type 275 mining cable for Australian gold and copper mines. Covers applications, electrical parameters, and mining-specific FAQs for underground operations.
7/11/202515 min read
AS/NZS 1802 Type 275 Mining Cable: Essential Infrastructure for Australian Underground Operations
Introduction: The Backbone of Underground Mining Operations
Deep beneath the red earth of Australia's mining heartland, where massive earthmoving equipment navigates through kilometres of tunnels and caverns, reliable electrical infrastructure forms the lifeline of modern mining operations. The AS/NZS 1802 Type 275 mining cable represents a critical component in this underground ecosystem, specifically engineered to withstand the harsh realities of Australian mining environments whilst delivering consistent power to mobile equipment.
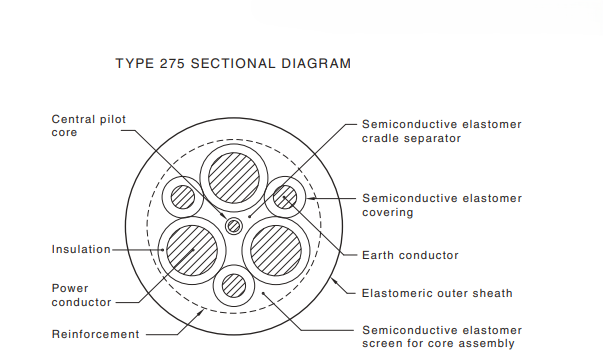
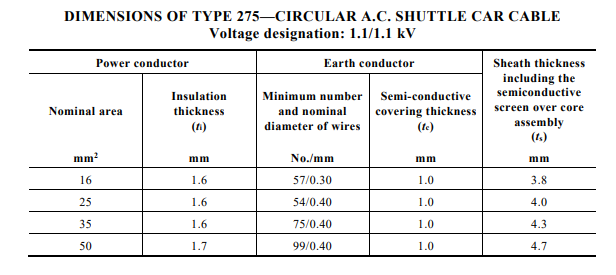
This specialised cable system operates at 1.1/1.1 kV and features a sophisticated seven-core design comprising three power conductors, three earth conductors, and a central pilot core. The cable's construction prioritises high-flexibility reeling and trailing applications, making it ideally suited for the demanding shuttle car operations that form the backbone of material transport in underground copper and gold mines across Australia.
Understanding the technical specifications and practical applications of Type 275 cable becomes essential when considering the scale and complexity of Australia's mining operations. From the vast underground networks beneath Western Australia's goldfields to the deep copper deposits of South Australia, this cable technology enables the safe and efficient operation of mobile equipment that extracts billions of dollars worth of precious metals annually.
The significance of proper cable selection cannot be overstated in mining operations where equipment downtime can cost hundreds of thousands of dollars per day. Type 275 cable's design philosophy centres on reliability under extreme conditions, incorporating advanced materials and construction techniques that address the unique challenges faced by underground mining equipment.
Australia's Mining Landscape: Major Gold and Copper Operations
Australia's position as a global mining powerhouse rests upon numerous world-class deposits that have shaped the nation's economic landscape for over a century. Understanding the scale and nature of these operations provides crucial context for appreciating the infrastructure requirements that Type 275 cable addresses.
Premier Gold Mining Operations
The Boddington Gold Mine in Western Australia stands as Australia's largest gold producer, consistently delivering approximately 590,000 ounces of gold annually alongside significant copper production. This massive operation, located southeast of Perth, exemplifies the scale of modern Australian mining where underground operations extend deep into the earth, requiring kilometres of electrical infrastructure to support mobile equipment fleets.
Moving east to New South Wales, the Cadia Valley operations represent another cornerstone of Australian mining. This gold-copper complex, operated by Newmont through its Newcrest subsidiary, produces between 87,000 and 105,000 tonnes of copper annually whilst simultaneously extracting substantial gold reserves. The underground components of Cadia Valley require extensive electrical infrastructure to support the sophisticated shuttle car systems that transport ore through the mine's extensive tunnel networks.
The legendary Kalgoorlie Super Pit, whilst primarily an open-pit operation, maintains significant underground workings that contribute to its status as one of Australia's most productive gold mines. Operated by Northern Star Resources, this operation has been continuously active for over a century, with underground sections requiring modern electrical infrastructure to support contemporary mining methods.
Dedicated Copper Mining Giants
Olympic Dam in South Australia represents Australia's largest copper mine and one of the world's most significant polymetallic deposits. This BHP-operated facility produced approximately 205,000 tonnes of copper in 2023, extracted from underground workings that extend deep beneath the South Australian desert. The scale of Olympic Dam's underground operations necessitates extensive electrical infrastructure to support the mobile equipment fleets that extract and transport ore through the mine's vast subterranean network.
Queensland's Mount Isa Copper Mine, operated by Glencore, presents a fascinating case study in deep underground mining. This operation, which produced approximately 71,000 tonnes of copper in 2023, operates at depths that create unique challenges for electrical infrastructure. The mine's future has faced uncertainty with potential shutdown considerations for mid-2025, highlighting the critical importance of infrastructure reliability in maintaining operational viability.
The Ernest Henry Mine, also in Queensland and operated by Evolution Mining, demonstrates the integration of copper and gold extraction in modern mining operations. This underground facility produces approximately 64,000 tonnes of copper and 92,000 ounces of gold annually, with operations extended to 2040. The mine's longevity depends partly on maintaining reliable electrical infrastructure that supports efficient mobile equipment operations.
Underground Application Scenarios: Where Type 275 Cable Excels
Understanding the specific applications where Type 275 cable delivers optimal performance requires examining the challenging environments and operational demands of underground mining equipment. These scenarios highlight why standard industrial cables prove inadequate for mining applications and why specialised mining cable technology becomes essential.
Shuttle Car Operations
Shuttle cars represent the workhorses of underground mining, continuously travelling between loading points and discharge locations whilst carrying tonnes of ore and waste material. These vehicles operate in confined spaces where cable routing becomes critical, requiring flexible trailing cables that can withstand constant movement, repeated flexing, and mechanical stress from the mining environment.
The electrical demands of shuttle car operations extend beyond simple power delivery. These vehicles require precise control systems for navigation, load management, and safety monitoring, making the pilot core functionality of Type 275 cable particularly valuable. The cable must maintain signal integrity whilst withstanding the mechanical stresses of continuous reeling and unreeling operations.
Modern shuttle car systems often incorporate sophisticated automation technologies that depend on reliable electrical connections. The cable's design must accommodate high-speed reeling systems whilst maintaining electrical continuity under dynamic loading conditions. This requirement drives the need for specialised construction techniques that prevent conductor fatigue and maintain insulation integrity throughout the cable's operational life.
Underground Loader Applications
Boggers and scoops represent another critical application area where Type 275 cable proves essential. These mobile loading machines operate in areas where fixed electrical infrastructure proves impractical, requiring flexible cable systems that can adapt to changing operational requirements whilst maintaining reliable power delivery.
The operating environment for underground loaders presents unique challenges including exposure to abrasive materials, moisture, hydraulic fluids, and mechanical impact. The cable's sheath construction must resist damage from these environmental factors whilst maintaining flexibility for repeated handling and repositioning operations.
Loading equipment often operates in areas with limited ventilation where heat dissipation becomes critical. The cable's thermal characteristics must accommodate the electrical loads of powerful hydraulic systems whilst operating in elevated ambient temperatures that characterise deep underground environments.
Pump Reel Systems
Water management represents a constant challenge in underground mining operations, requiring sophisticated pumping systems that often operate in remote locations where fixed electrical infrastructure proves impractical. Pump reel systems utilise trailing cables that must withstand immersion in water whilst maintaining electrical safety and operational reliability.
The electrical parameters of pump operations create unique demands on cable design. Large pump motors require high starting currents that stress cable conductors, whilst the wet operating environment demands superior insulation performance and earth fault protection. Type 275 cable's design specifically addresses these requirements through its EPR insulation system and dedicated earth conductor configuration.
Pump reel operations often involve extended cable runs where voltage drop considerations become critical. The cable's conductor sizing and electrical characteristics must accommodate these requirements whilst maintaining mechanical flexibility for reel operations.
Technical Design Philosophy: Engineering for Extreme Conditions
The construction of Type 275 cable reflects decades of mining industry experience translated into sophisticated engineering solutions. Each component serves specific functions that address the unique challenges of underground mining applications, creating a system that exceeds the performance capabilities of standard industrial cables.
Conductor System Design
The three-phase power conductor configuration utilises copper conductors sized from 16mm² to 50mm² to accommodate various equipment power requirements. The conductor stranding employs fine wire construction that enhances flexibility whilst maintaining current-carrying capacity. This approach prevents conductor fatigue under repeated flexing whilst ensuring adequate cross-sectional area for thermal performance.
The earth conductor system employs three separate conductors that provide redundant earth paths and enhanced safety performance. This configuration exceeds standard industrial practice where single earth conductors are common, reflecting the critical importance of earth fault protection in underground mining environments where personnel safety depends on reliable earth continuity.
The central pilot core enables sophisticated control and monitoring functions that modern mining equipment requires. This conductor can carry low-voltage signals for equipment control, monitoring systems, or communication functions whilst maintaining isolation from the power conductors through careful design of the cable's internal geometry.
Insulation and Shielding Technology
The EPR (Ethylene Propylene Rubber) insulation system provides superior electrical performance under the demanding conditions of mining applications. This material offers excellent resistance to water treeing, a degradation mechanism that affects many insulation materials in wet environments. The insulation thickness varies from 1.6mm for smaller conductors to 1.7mm for the 50mm² size, providing appropriate dielectric strength whilst maintaining flexibility.
Semiconductive screens surround each power conductor, creating uniform electric field distribution that prevents corona discharge and insulation degradation. These screens represent sophisticated materials technology that maintains conductivity whilst providing mechanical protection for the underlying insulation system.
The overall shielding system incorporates semiconductive materials that provide electromagnetic compatibility whilst maintaining mechanical flexibility. This design prevents interference with sensitive electronic equipment whilst providing additional protection against electrical faults.
Mechanical Protection Systems
The outer sheath construction utilises either HD-CSP (Heavy Duty Chlorosulfonated Polyethylene) or HD-PCP (Heavy Duty Polychloroprene) materials that provide exceptional resistance to abrasion, chemicals, and environmental conditions. The sheath thickness ranges from 3.8mm for 16mm² cable to 4.7mm for 50mm² sizes, providing mechanical protection appropriate to the conductor size and expected service conditions.
Polyamide yarn reinforcement braid provides additional mechanical strength whilst maintaining flexibility. This reinforcement system distributes mechanical stresses across the cable cross-section, preventing localised damage that could compromise electrical performance.
The cable's construction incorporates design features that resist "corkscrewing" and tangling during reel operations. This involves careful attention to the twist rates of individual components and the overall cable geometry to ensure that mechanical stresses remain balanced during dynamic operations.
Electrical and Mechanical Parameters: Performance Specifications
Understanding the detailed performance characteristics of Type 275 cable requires examining both electrical and mechanical parameters that define its operational capabilities. These specifications determine suitability for specific applications and guide proper installation and operation practices.
Voltage Ratings and Electrical Performance
The 1.1/1.1 kV voltage designation indicates the cable's suitability for medium-voltage applications common in mining equipment. This rating provides adequate safety margins for equipment operating at 1000V whilst accommodating voltage variations that occur during normal operations.
Current carrying capacity varies significantly with installation conditions and ambient temperature. For free air installations with ambient temperatures up to 40°C, the continuous current ratings range from approximately 85A for 16mm² conductors to 175A for 50mm² conductors. However, these ratings require derating for higher ambient temperatures, solar exposure, or grouped installations.
The cable's thermal characteristics accommodate short-circuit conditions up to 250°C for periods not exceeding 5 seconds. This specification ensures that the cable can withstand fault conditions whilst protective devices operate to clear the fault. The normal operating temperature limit of 90°C provides adequate thermal margin for continuous operation under demanding conditions.
Mechanical Performance Characteristics
Flexibility represents a critical performance parameter for mining cable applications. The minimum bending radius specifications ensure that the cable can negotiate tight routing paths without damage. For 35mm² cable, the fixed bend radius is approximately 155mm, whilst the free flex radius is 235mm. Permanent reeling applications require a minimum radius of 390mm to prevent conductor fatigue.
Tensile strength specifications address the mechanical loads imposed during cable handling and installation. Maximum repeated tension for 35mm² cable is approximately 1.58 kN, whilst straight pull applications can withstand up to 3.15 kN. These specifications ensure that the cable can withstand the mechanical stresses of mining operations whilst maintaining electrical integrity.
The cable's flexibility characteristics enable high-speed reeling operations without premature failure. This performance results from careful material selection and construction techniques that accommodate the mechanical stresses of repeated flexing whilst maintaining electrical continuity.
Environmental Resistance Properties
Water immersion resistance enables operation in the wet conditions common in mining environments. The cable's construction prevents water ingress whilst maintaining electrical performance, even during temporary submersion conditions that may occur during mining operations.
Chemical resistance addresses exposure to hydraulic fluids, diesel fuel, and other chemicals common in mining environments. The sheath materials resist degradation from these substances whilst maintaining mechanical and electrical properties throughout the cable's service life.
Ozone resistance prevents degradation from electrical discharge that may occur in mining environments. This characteristic ensures long-term reliability even in areas where electrical equipment may generate ozone through normal operation.
Mining-Specific Challenges: Frequently Asked Questions
The practical application of Type 275 cable in mining operations generates numerous questions that reflect the unique challenges of underground environments. Understanding these issues and their solutions provides valuable insights for mining professionals responsible for electrical infrastructure.
Question 1: What damage arises if the sheath or earth cores are compromised?
Sheath damage in mining applications creates multiple serious consequences that extend beyond simple electrical concerns. When the outer sheath becomes compromised, the cable loses its primary defence against the harsh mining environment, exposing internal components to moisture, abrasive materials, and chemical contaminants that can accelerate degradation.
From an electrical perspective, damaged earth cores represent a critical safety hazard. The three-earth conductor system provides redundant earth paths that ensure equipment remains safely earthed even if one conductor fails. However, when multiple earth conductors become compromised, the risk of dangerous voltages appearing on equipment frames increases dramatically, potentially creating lethal conditions for operators.
The loss of earth continuity also affects the performance of protective devices that depend on earth fault current to operate correctly. Mining operations typically employ sensitive earth leakage protection that requires reliable earth paths to detect and isolate faults before they create dangerous conditions.
Immediate repair becomes essential when sheath or earth conductor damage is detected. Temporary repairs using approved mining cable repair kits can restore basic functionality, but permanent repairs or cable replacement should be scheduled as soon as operationally feasible. The cost of cable replacement pales in comparison to the potential consequences of electrical accidents in underground mining environments.
Question 2: How to prevent "corkscrewing" and tangled cable during repeated reeling?
Corkscrewing represents one of the most common mechanical failures in mining cable applications, resulting from unbalanced mechanical stresses that cause the cable to twist and tangle during reel operations. This phenomenon occurs when the various components within the cable have different mechanical properties or when improper installation techniques create residual stresses.
Type 275 cable addresses corkscrewing through sophisticated design features that balance mechanical stresses across the cable cross-section. The symmetrical core arrangement ensures that expansion and contraction forces remain balanced, whilst the semiconductive cradle provides uniform support that prevents individual conductors from shifting position during flexing operations.
The flexible braid reinforcement system distributes mechanical stresses whilst maintaining overall cable flexibility. This design prevents localised stress concentrations that could lead to premature failure whilst ensuring that the cable maintains its round cross-section during dynamic operations.
Proper installation techniques play a crucial role in preventing corkscrewing. The cable must be installed with appropriate twist rates that balance the inherent mechanical stresses. Reel tension settings should be adjusted to provide adequate support without creating excessive stress on the cable structure. Regular inspection of cable condition during operation enables early detection of potential problems before they result in operational failures.
Question 3: What are the current and thermal limits and derating factors?
Current carrying capacity in mining applications depends on numerous factors that require careful consideration during system design. The base current ratings assume specific installation conditions including ambient temperature, grouping arrangements, and thermal environment that may not reflect actual mining conditions.
For Type 275 cable in free air installations, current ratings range from approximately 85A for 16mm² conductors to 175A for 50mm² conductors at 40°C ambient temperature. However, mining environments often exceed these conditions, requiring application of derating factors that can significantly reduce allowable current.
High ambient temperatures common in deep underground workings require temperature derating that can reduce current carrying capacity by 20-30% or more. Solar exposure for cables in areas with artificial lighting may require additional derating, whilst grouping multiple cables together creates thermal interactions that further reduce individual cable capacity.
The thermal time constant of mining cables affects their response to varying loads. The cable's thermal mass enables temporary overloads above the continuous rating, but sustained overloads can cause insulation degradation and premature failure. Proper thermal monitoring becomes essential in applications where loads vary significantly during operation.
Question 4: What are minimum bending radius and maximum pulling tension specifications?
Mechanical installation parameters directly affect cable reliability and service life, making proper understanding of these specifications essential for mining applications. The minimum bending radius specifications prevent conductor damage and insulation stress that could lead to premature failure.
For 35mm² Type 275 cable, the fixed bend radius of 155mm applies to permanent installations where the cable follows a fixed path. The free flex radius of 235mm applies to dynamic applications where the cable moves but doesn't experience the stresses of reel operations. Permanent reeling applications require the largest radius of 390mm to accommodate the additional mechanical stresses of continuous winding and unwinding.
Maximum pulling tension specifications address the mechanical loads that occur during cable installation and operation. The repeated tension limit of 1.58 kN for 35mm² cable applies to dynamic applications where the cable experiences regular mechanical loading. The straight pull limit of 3.15 kN applies to installation conditions where the cable experiences tension but not repeated stress cycles.
These specifications reflect the mechanical properties of the cable construction and the need to prevent damage to internal components. Exceeding these limits can cause conductor stretching, insulation damage, or failure of the cable's mechanical structure. Proper cable handling equipment and installation techniques become essential for maintaining cable integrity throughout its service life.
Question 5: What temperatures and environmental conditions affect performance?
Environmental conditions in mining applications often exceed the ranges encountered in standard industrial installations, making understanding of environmental limits crucial for reliable operation. The operating temperature range of -25°C to +90°C accommodates the extreme conditions found in mining environments from cold surface conditions to hot underground workings.
Water immersion resistance enables operation in the wet conditions common in mining operations. The cable's construction prevents water ingress whilst maintaining electrical performance, even during temporary submersion that may occur during mining operations. However, prolonged immersion may require additional protective measures or specialised cable designs.
Ozone resistance prevents degradation from electrical discharge that may occur near high-voltage equipment or during fault conditions. This characteristic ensures long-term reliability even in areas where electrical equipment may generate ozone through normal operation.
Oil resistance addresses exposure to hydraulic fluids, diesel fuel, and lubricants common in mining environments. The sheath materials resist degradation from these substances whilst maintaining mechanical and electrical properties throughout the cable's service life.
UV resistance becomes important for cables that may be exposed to artificial lighting sources that emit ultraviolet radiation. Whilst underground applications typically have limited UV exposure, proper material selection ensures that brief exposures don't compromise cable performance.
Question 6: Supply standards and testing compliance requirements?
Compliance with Australian and New Zealand standards ensures that Type 275 cable meets the rigorous requirements of mining applications whilst providing legal compliance for mining operations. The primary standard AS/NZS 1802:2003 specifically addresses mining cable requirements and includes provisions for the unique challenges of underground mining environments.
AS/NZS 1125 provides general requirements for electrical cables, whilst AS/NZS 3808 addresses flexible cords and cables. AS/NZS 5000.1 covers electrical installations, providing guidance for proper cable selection and installation practices. These standards work together to ensure comprehensive coverage of mining cable requirements.
Type testing requirements include high-voltage withstand tests that verify insulation integrity under electrical stress. Short-circuit testing ensures that the cable can withstand fault conditions without creating safety hazards. Flexibility testing verifies that the cable can withstand the mechanical stresses of mining applications without premature failure.
Routine production testing ensures that each cable meets specification requirements before delivery. These tests include conductor resistance measurements, insulation resistance testing, and dimensional verification. High-voltage testing verifies that the insulation can withstand the specified working voltage plus appropriate safety margins.
Quality assurance programs ensure that manufacturing processes remain consistent and that cables continue to meet specification requirements throughout production runs. These programs include statistical process control, material qualification, and regular audit procedures that maintain product quality.
Standards Compliance and Safety Considerations
The regulatory environment surrounding mining cable applications reflects the critical importance of electrical safety in underground environments where the consequences of failure can be catastrophic. Understanding these requirements provides essential context for proper cable selection and installation practices.
Australian Standards Framework
The AS/NZS 1802 standard specifically addresses mining cable requirements, providing detailed specifications for construction, testing, and performance requirements. This standard recognises the unique challenges of mining applications and establishes requirements that exceed those for general industrial applications.
AS/NZS 1125 provides general cable requirements that apply to all electrical cables, including mining applications. This standard establishes basic construction requirements, material specifications, and testing procedures that ensure fundamental electrical safety and performance.
AS/NZS 3808 addresses flexible cords and cables, providing specific requirements for applications where cables experience mechanical stress from movement and flexing. This standard includes provisions for flexible cable construction that are particularly relevant to mining applications.
AS/NZS 5000.1 covers electrical installations, providing guidance for proper cable selection, installation, and maintenance practices. This standard ensures that cables are properly applied within their design limitations and that installation practices maintain safety and reliability.
Safety Management Systems
Mining operations typically implement comprehensive safety management systems that include electrical safety as a critical component. These systems recognise that electrical failures in underground environments can create multiple hazards including fire, explosion, and electrocution risks.
Regular inspection and testing programmes ensure that cable systems remain in safe operating condition throughout their service life. These programmes include visual inspection for mechanical damage, electrical testing for insulation integrity, and mechanical testing for flexibility and tensile strength.
Preventive maintenance programmes address the unique challenges of mining environments by replacing cables before they reach the end of their service life. These programmes consider the mechanical stresses, environmental conditions, and operational demands that affect cable reliability.
Emergency response procedures address electrical failures that may occur during mining operations. These procedures include immediate shutdown protocols, isolation procedures, and repair methodologies that restore safe operation whilst minimising downtime.
Conclusion: The Future of Mining Cable Technology
The AS/NZS 1802 Type 275 mining cable represents a sophisticated solution to the challenging requirements of Australian underground mining operations. Its design reflects decades of mining industry experience translated into advanced materials technology and construction techniques that address the unique demands of mobile equipment applications.
The cable's seven-core configuration, high-flexibility construction, and environmental resistance capabilities make it ideally suited for the shuttle car, loader, and pump reel applications that form the backbone of modern mining operations. From the depths of Olympic Dam to the extensive workings of the Kalgoorlie Super Pit, Type 275 cable provides the reliable electrical infrastructure that enables safe and efficient extraction of Australia's mineral wealth.
The technical specifications of Type 275 cable demonstrate how specialised engineering can address the extreme conditions of mining environments whilst maintaining the flexibility and reliability that mobile equipment requires. The cable's ability to withstand repeated flexing, mechanical abuse, and environmental exposure whilst maintaining electrical integrity represents a significant advancement over general-purpose industrial cables.
As Australian mining operations continue to evolve with advancing technology and increasing depth, the importance of reliable electrical infrastructure becomes ever more critical. Type 275 cable's design philosophy positions it well for these future challenges, providing a foundation for the continued success of Australia's mining industry.
The investment in proper cable technology pays dividends through reduced maintenance costs, improved safety performance, and enhanced operational reliability. For mining operations where downtime costs can exceed hundreds of thousands of dollars per day, the superior performance of Type 275 cable represents excellent value for money.
Understanding the technical capabilities, application requirements, and maintenance needs of Type 275 cable enables mining professionals to make informed decisions about electrical infrastructure that will serve their operations reliably for years to come. The cable's compliance with Australian standards ensures that operations meet regulatory requirements whilst providing the performance characteristics that modern mining demands.
The future of Australian mining depends on infrastructure that can support increasingly sophisticated equipment in ever more challenging environments. Type 275 mining cable represents a crucial component in this infrastructure, providing the electrical backbone that enables continued extraction of the mineral resources that drive Australia's economy forward.
