
AS/NZS 1802 Type 275 Mining Cable: Powering Australia's Gold Mining Operations
Comprehensive guide to AS/NZS 1802 Type 275 1.1/1.1 kV mining cables in Australian gold mines. Learn about electrical parameters, applications in Boddington, Kalgoorlie Super Pit, and Cadia Valley operations, plus expert FAQ for mining engineers.
7/4/202523 min read
AS/NZS 1802 Type 275 Mining Cable: Powering Australia's Gold Mining Operations
Introduction
Australia's gold mining industry represents one of the world's most sophisticated and demanding electrical environments, where reliable power transmission can mean the difference between profitable extraction and costly downtime. At the heart of these operations lies a critical component that most people never see but absolutely depends upon: the AS/NZS 1802 Type 275 mining cable system.
Understanding this specialised cable begins with recognising that gold mining operations face unique electrical challenges. Unlike typical industrial applications, mining equipment operates in environments where cables must withstand crushing forces, extreme temperatures, chemical exposure, and constant flexing motions while maintaining absolute electrical integrity. A single cable failure in an underground shuttle car or surface loader can halt operations worth millions of dollars per day.
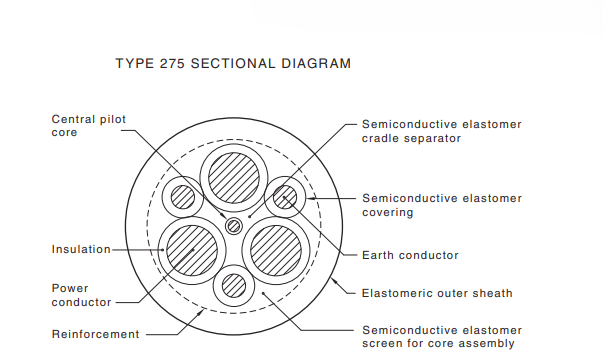
The AS/NZS 1802 Type 275 cable represents decades of engineering evolution specifically designed for Australian mining conditions. This 1.1/1.1 kV rated cable system provides the electrical backbone for mobile mining equipment, from underground shuttle cars hauling ore through narrow tunnels to massive surface loaders moving overburden in open-pit operations. Its design incorporates three power conductors, three earth conductors, and a central pilot core, all wrapped in specialised insulation and sheathing materials that can survive the harsh realities of gold extraction.
This comprehensive examination will explore how these cables function within Australia's major gold mining operations, their technical specifications, real-world applications, and the practical challenges that mining engineers face when selecting and maintaining these critical electrical systems.
Overview of Major Gold Mines in Australia
Australia's gold mining landscape encompasses some of the world's largest and most technically advanced operations, each presenting unique electrical infrastructure challenges that demonstrate the importance of reliable cable systems like the AS/NZS 1802 Type 275.
Boddington Mine (Western Australia)
Standing as Australia's largest gold mine since 2022, the Boddington operation in Western Australia represents the pinnacle of modern mining engineering. Owned by Newmont Corporation, this massive open-pit operation produces not only gold but also copper, creating a complex electrical environment where multiple types of mobile equipment operate simultaneously. The mine's scale becomes apparent when considering that it processes over 40 million tonnes of ore annually, requiring dozens of shuttle cars, loaders, and haulers operating around the clock.
The electrical challenges at Boddington are particularly demanding because the operation combines both open-pit and underground mining techniques. Surface equipment must handle extreme temperature variations, from scorching Western Australian summers exceeding 40°C to cooler winter conditions, while underground operations present their own set of challenges including moisture, dust, and confined spaces. The AS/NZS 1802 Type 275 cables at Boddington must maintain electrical integrity across these varying conditions while powering equipment that includes 240-tonne haul trucks, massive hydraulic shovels, and continuous conveyor systems.
Kalgoorlie "Super Pit" (KCGM, Western Australia)
The Kalgoorlie Consolidated Gold Mines Super Pit represents one of the most visually impressive mining operations in the world. Stretching approximately 3.5 kilometres in length, 1.5 kilometres in width, and reaching depths of over 600 metres, this open-pit operation yields around 450,000 ounces of gold annually. The sheer scale of the Super Pit creates unique electrical infrastructure requirements that showcase the versatility of Type 275 cables.
Operating within this massive excavation requires electrical systems that can handle the extreme physical demands of deep-pit mining. Mobile equipment must navigate steep ramps with gradients up to 10%, while electrical cables experience constant flexing and potential damage from rock falls and equipment contact. The Type 275 cables used here must maintain power delivery to equipment operating at various elevations, from the pit floor to the rim, creating voltage drop considerations that require careful engineering analysis.
The Super Pit's electrical infrastructure also demonstrates the importance of rapid deployment and flexibility. As mining progresses and the pit configuration changes, electrical systems must be quickly reconfigured to support new equipment positions and haulage routes. This operational reality highlights why the flexible design of AS/NZS 1802 Type 275 cables makes them particularly valuable in dynamic mining environments.
Cadia Valley (New South Wales)
The Cadia Valley operation in New South Wales represents a sophisticated blend of open-cut and underground mining techniques, producing approximately 561,000 ounces of gold annually. This hybrid approach creates particularly complex electrical challenges because the same cable systems must potentially serve both surface and underground applications, each with distinct environmental and operational requirements.
Underground operations at Cadia Valley utilise some of the most advanced mining technology available, including automated shuttle cars and remote-controlled equipment. These systems demand electrical cables that can maintain signal integrity for control systems while simultaneously delivering power for hydraulic and mechanical operations. The AS/NZS 1802 Type 275 cables employed here must handle not only power transmission but also support the communication requirements that enable remote operation capabilities.
The underground environment at Cadia Valley also presents unique challenges related to ventilation and heat management. Mining equipment generates significant heat, which combines with geothermal effects to create operating temperatures that can exceed surface conditions. Cable systems must maintain their electrical and mechanical properties under these elevated temperature conditions while continuing to provide reliable power transmission.
Telfer Mine (WA Great Sandy Desert)
Located in Western Australia's Great Sandy Desert, the Telfer Mine represents one of the most remote and challenging mining environments in Australia. This gold-copper-silver operation produces approximately 350,000 ounces of gold annually while operating in extreme desert conditions that test every aspect of electrical infrastructure.
The remote location of Telfer Mine means that cable failures can have particularly severe consequences. When the nearest major city is hundreds of kilometres away, the reliability of electrical systems becomes paramount. The AS/NZS 1802 Type 275 cables used at Telfer must operate with minimal maintenance support while withstanding the extreme temperature variations common in desert environments, from scorching daytime heat to surprisingly cool nighttime temperatures.
Desert mining operations also present unique challenges related to dust and sand infiltration. The fine particles common in desert environments can work their way into electrical connections and cable terminations, creating potential failure points. The robust design of Type 275 cables, with their multiple protective layers and specialised sheathing materials, provides essential protection against these environmental factors.
Sunrise Dam (WA Laverton region)
The Sunrise Dam operation in Western Australia's Laverton region demonstrates the application of AS/NZS 1802 Type 275 cables in a predominantly underground mining environment. Producing approximately 232,000 ounces of gold annually, this mechanised underground operation showcases how modern cable systems enable the automated mining techniques that have revolutionised gold extraction.
Underground mining at Sunrise Dam relies heavily on automated shuttle cars and continuous miners that operate in confined spaces with limited human supervision. These systems require electrical cables that can provide both power and control signals with absolute reliability. The Type 275 cables used here must navigate through narrow underground roadways while maintaining electrical integrity despite constant movement and potential contact with tunnel walls and equipment.
The underground environment at Sunrise Dam also demonstrates the importance of proper cable earthing systems. Underground mining operations face particular risks related to electrical faults and ground currents, making the three-earth-conductor design of Type 275 cables essential for maintaining safe operating conditions. The pilot core included in these cables provides additional safety monitoring capabilities that enable early detection of potential electrical problems.
Application Scenarios in Gold Mines
Understanding how AS/NZS 1802 Type 275 cables function in real-world mining applications requires examining the specific equipment and operational scenarios where these cables prove essential. Each application presents unique electrical and mechanical challenges that demonstrate why specialised mining cables represent such critical infrastructure investments.
Shuttle Cars (Underground Ore Haulage)
Underground shuttle cars represent perhaps the most demanding application for AS/NZS 1802 Type 275 cables. These rubber-tired vehicles operate in confined underground spaces, hauling ore from mining faces to loading points or conveyors. The electrical challenges begin with the fundamental requirement for continuous power delivery while the shuttle car moves through varying underground conditions.
The cable management system for shuttle cars typically involves a cable reel that automatically winds and unwinds as the vehicle moves. This constant reeling action subjects the cable to repeated flexing that can quickly fatigue standard electrical cables. The Type 275 cable design specifically addresses this challenge through its stranded conductor configuration and specialised insulation materials that maintain flexibility even after thousands of flex cycles.
Power requirements for shuttle cars typically range from 50 to 200 kilowatts, depending on the size and capacity of the vehicle. These high power levels, combined with the 1.1 kV operating voltage, create electrical stresses that require careful conductor sizing and insulation design. The three-conductor configuration of Type 275 cables provides the three-phase power required by modern shuttle car drive systems while maintaining compact overall dimensions suitable for underground applications.
Underground shuttle car operations also present unique earthing challenges. The confined underground environment increases the risk of electrical faults, while the mobile nature of the equipment makes traditional fixed earthing systems impractical. The three separate earth conductors in Type 275 cables provide redundant earthing paths that ensure electrical safety even if one earth conductor becomes damaged.
Mobile Loaders – Boggers and Continuous Miners
Mobile loading equipment, including boggers and continuous miners, represents another critical application for AS/NZS 1802 Type 275 cables. These machines combine the mobility requirements of shuttle cars with the additional electrical demands of cutting and loading operations that require high-power hydraulic systems and cutting tools.
Boggers, also known as load-haul-dump vehicles, operate in a continuous cycle of loading, hauling, and dumping that keeps the electrical cable in constant motion. The cable must provide power for the vehicle's propulsion system, hydraulic pumps for the loading arm, and control systems for operator interface. This multi-system power requirement demonstrates why the balanced three-phase design of Type 275 cables provides advantages over single-phase alternatives.
Continuous miners present even greater electrical challenges because they combine mobility with high-power cutting operations. These machines use rotating cutting heads that can draw several hundred kilowatts while simultaneously requiring power for conveyor systems, ventilation fans, and hydraulic positioning systems. The electrical cable must handle these varying power demands while maintaining voltage regulation sufficient for proper equipment operation.
The harsh operating environment for mobile loaders includes exposure to rock dust, water spray for dust suppression, and potential impact from falling rock or equipment contact. The heavy-duty Chlorosulphonated Polyethylene outer sheath of Type 275 cables provides essential protection against these environmental factors while maintaining flexibility required for mobile applications.
Pump Circuits for Dewatering and Slurry
Mining operations require extensive pumping systems for dewatering and slurry transport, applications that present unique electrical challenges for cable systems. Unlike mobile equipment, pump installations often involve long cable runs through underground tunnels or across surface facilities, creating different electrical and mechanical requirements.
Dewatering pump installations typically require continuous operation with high reliability since pump failures can quickly flood mining areas and halt operations. The electrical cables serving these pumps must maintain power delivery through temperature variations, moisture exposure, and potential chemical contact from mine water. The EPR insulation used in Type 275 cables provides excellent resistance to moisture and chemical exposure while maintaining electrical properties over long service periods.
Slurry pump applications present additional challenges related to the high-power requirements and harsh operating environment. These pumps often handle abrasive materials that can damage nearby electrical equipment, while the pump systems themselves generate significant electrical noise that can interfere with control systems. The semiconductive screens included in Type 275 cables help minimize electrical interference while providing additional protection for the main insulation system.
Long cable runs for pump circuits also create voltage drop considerations that require careful engineering analysis. The available conductor sizes in Type 275 cables, ranging from 16 mm² to 50 mm², enable engineers to select appropriate conductor capacity while maintaining the mechanical flexibility required for installation in underground environments.
Flexible Connections for High-Speed Reel Action
Perhaps the most technically demanding application for AS/NZS 1802 Type 275 cables involves high-speed reel systems that must accommodate rapid equipment movement while maintaining continuous power delivery. These applications occur in both underground and surface mining operations where equipment must quickly reposition while maintaining electrical connection.
High-speed reel systems subject cables to mechanical stresses that can quickly destroy cables not specifically designed for such applications. The cable must handle not only the basic electrical requirements but also the mechanical forces generated by rapid acceleration and deceleration of the reel system. The stranded conductor design of Type 275 cables distributes these mechanical stresses across multiple wire strands, preventing individual wire breakage that could lead to electrical failure.
The operational environment for high-speed reel systems often includes exposure to lubricants, hydraulic fluids, and cleaning chemicals that can degrade standard cable materials. The chemical resistance of the HD-CSP outer sheath provides essential protection against these substances while maintaining the flexibility required for rapid reel movement.
Temperature management becomes particularly important in high-speed reel applications because the rapid movement and electrical load can generate significant heat within the cable. The 90°C temperature rating of Type 275 cables provides adequate thermal margin for these demanding applications while the cable design promotes heat dissipation through proper conductor configuration and insulation materials.
Electrical and Mechanical Parameters
The technical specifications of AS/NZS 1802 Type 275 cables represent the culmination of decades of engineering development specifically focused on Australian mining conditions. Understanding these parameters provides insight into why these cables perform successfully in demanding mining applications where standard industrial cables would quickly fail.
Voltage Rating and Electrical Design
The 1.1 kV voltage rating of Type 275 cables represents a carefully engineered compromise between power transmission capability and safety considerations specific to mining applications. This voltage level provides sufficient electrical capacity for high-power mining equipment while remaining below the threshold that would require more complex safety systems and operator training requirements.
The designation "1.1/1.1 kV" indicates that the cable can operate at 1.1 kV both between phases and between any phase and earth. This rating provides important safety margins because mining equipment often operates in environments where earth faults can occur, and the cable must maintain insulation integrity even under these fault conditions. The electrical design includes semiconductive screens around each conductor that provide controlled electrical stress distribution and help prevent insulation breakdown.
The three-phase electrical configuration matches the power requirements of modern mining equipment while minimizing overall cable size compared to single-phase alternatives. Three-phase power provides more efficient power transmission and enables the use of more compact motor drives in mobile equipment. The balanced electrical design also reduces electromagnetic interference that could affect nearby communication or control systems.
Conductor Configuration and Sizing
The conductor configuration of AS/NZS 1802 Type 275 cables reflects the specific mechanical and electrical requirements of mining applications. The three power conductors use stranded construction with carefully specified wire sizes and counts that optimize both electrical performance and mechanical flexibility.
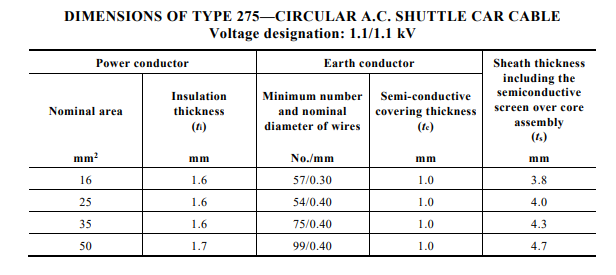
For the 16 mm² conductor size, the construction uses 57 individual wires of 0.30 mm diameter. This fine-strand construction provides excellent flexibility while maintaining adequate current-carrying capacity for smaller mining equipment. The 1.6 mm insulation thickness provides robust electrical protection while keeping overall cable dimensions manageable for underground applications.
The 25 mm² conductor option uses 54 wires of 0.40 mm diameter, representing a different approach to achieving the required cross-sectional area while maintaining flexibility. This configuration provides higher current capacity suitable for medium-power mining equipment while maintaining the mechanical properties required for mobile applications.
Larger conductor sizes include 35 mm² construction with 75 wires of 0.40 mm diameter and 50 mm² using 99 wires of 0.40 mm diameter. These larger configurations support high-power mining equipment while maintaining the flexibility required for cable reeling systems. The increased insulation thickness for the 50 mm² option (1.7 mm versus 1.6 mm) reflects the higher electrical stresses associated with larger conductor sizes.
Earth Conductor System
The three separate earth conductors in Type 275 cables represent a crucial safety feature that distinguishes mining cables from standard industrial applications. This redundant earthing system ensures that electrical safety is maintained even if one or more earth conductors become damaged during operation.
Each earth conductor uses the same stranded construction as the power conductors, ensuring mechanical compatibility and similar flexibility characteristics. The three earth conductors are positioned around the cable core to provide balanced mechanical and electrical properties while maintaining compact overall dimensions.
The earth conductor system works in conjunction with the semiconductive screens to provide comprehensive electrical protection. Under normal operating conditions, the earth conductors carry any imbalance currents and provide a low-resistance path for protective device operation. During fault conditions, the multiple earth paths ensure that dangerous voltages cannot develop on equipment frames or cable sheaths.
Pilot Core and Monitoring Systems
The central pilot core in Type 275 cables serves multiple functions related to electrical safety and operational monitoring. This single conductor provides a communication path for earth-fault detection systems while also serving as an additional earth conductor for enhanced safety.
Modern mining operations increasingly rely on sophisticated monitoring systems that can detect electrical problems before they become dangerous or cause equipment damage. The pilot core enables these monitoring systems to continuously check the electrical integrity of the cable and connected equipment. This capability is particularly valuable in underground applications where cable damage might not be immediately visible.
The pilot core also supports communication systems that enable remote monitoring and control of mining equipment. As mining operations become more automated, the ability to transmit control signals and monitoring data through the power cable becomes increasingly valuable. The central position of the pilot core within the cable provides good protection against electromagnetic interference while maintaining electrical isolation from the power conductors.
Insulation and Sheathing Materials
The material selection for AS/NZS 1802 Type 275 cables reflects the harsh operating conditions encountered in mining applications. The EPR (Ethylene Propylene Rubber) insulation provides excellent electrical properties while maintaining flexibility over a wide temperature range. This material choice ensures that the cable maintains its electrical integrity even when subjected to the mechanical stresses and temperature variations common in mining operations.
The semiconductive screens surrounding each conductor serve multiple purposes in the cable design. These screens provide controlled electrical stress distribution that prevents insulation breakdown, while also providing electromagnetic shielding that reduces interference with nearby communication systems. The semiconductive material maintains its electrical properties over long service periods while remaining flexible enough to accommodate cable movement.
The outer sheath material, Heavy-Duty Chlorosulphonated Polyethylene (HD-CSP), represents a specialized polymer formulation designed specifically for mining applications. This material provides excellent resistance to oils, chemicals, and abrasion while maintaining flexibility required for mobile applications. The material also provides good resistance to UV radiation for cables used in surface mining operations.
The inner polyamide reinforcement layer adds mechanical strength and puncture resistance while maintaining overall cable flexibility. This reinforcement layer helps prevent damage from sharp objects or crushing forces that might be encountered during cable handling or installation.
Temperature Ratings and Thermal Performance
The 90°C conductor temperature rating of Type 275 cables provides adequate thermal margin for demanding mining applications while ensuring long service life. This temperature rating reflects the thermal properties of the EPR insulation system and the heat dissipation characteristics of the overall cable design.
Mining applications often involve elevated operating temperatures due to equipment heat generation, solar exposure in surface operations, and geothermal effects in underground operations. The thermal design of Type 275 cables accounts for these operating conditions while providing adequate safety margins to prevent insulation degradation.
The cable design promotes heat dissipation through proper conductor spacing and insulation materials that transfer heat efficiently to the surrounding environment. The outer sheath material contributes to thermal management by providing good thermal conductivity while protecting the inner cable components from environmental factors.
Temperature derating may be required for underground installations where ambient temperatures exceed normal design conditions or where multiple cables are installed in close proximity. The AS/NZS 1802 standard provides specific derating factors that ensure safe operation under various installation conditions.
Typical Environmental and Operational Challenges
Mining environments present a unique combination of electrical, mechanical, and environmental challenges that test every aspect of cable system design and installation. Understanding these challenges provides insight into why specialized mining cables like the AS/NZS 1802 Type 275 are essential for reliable mining operations.
Mechanical Stress and Flexing Challenges
The constant flexing action required in mining applications represents one of the most severe mechanical challenges for electrical cables. Unlike fixed installations where cables remain stationary, mining cables must accommodate continuous movement while maintaining electrical integrity. This movement occurs in three dimensions as mobile equipment navigates underground tunnels or surface mining areas.
Cable reeling systems subject cables to particularly severe mechanical stresses because the cable must wind and unwind thousands of times during normal operation. Each reeling cycle subjects the cable to bending stresses that can cause conductor fatigue, insulation cracking, or sheath damage. The stranded conductor design of Type 275 cables helps distribute these mechanical stresses, but proper installation and maintenance remain critical for achieving acceptable service life.
The dynamic nature of mining operations means that cables often experience impact loading from equipment contact, falling rocks, or accidental damage during maintenance activities. The robust construction of Type 275 cables provides protection against these impact forces, but the cable routing and protection systems must be carefully designed to minimize exposure to potential damage.
Temperature cycling associated with equipment operation and environmental conditions creates additional mechanical stress through thermal expansion and contraction. The materials used in Type 275 cables are selected to minimize thermal stress while maintaining flexibility over the expected temperature range.
Chemical and Environmental Exposure
Mining operations involve exposure to a wide range of chemicals that can degrade electrical cables if not properly protected. Underground mining often involves water with dissolved minerals that can be corrosive to electrical systems. Surface mining operations may involve exposure to fuel, lubricants, and cleaning chemicals used for equipment maintenance.
The HD-CSP outer sheath of Type 275 cables provides excellent resistance to most chemicals encountered in mining operations. However, cable installation and maintenance practices must account for potential chemical exposure and include appropriate protection measures where necessary. This might include the use of cable trays, conduits, or protective covers in areas where chemical exposure is likely.
Mining operations also generate significant amounts of dust and particulate matter that can accumulate on electrical equipment and potentially cause problems. Fine dust can work its way into cable terminations and create electrical tracking paths that lead to insulation failure. The design of Type 275 cables includes features that minimize dust infiltration, but proper installation techniques and regular maintenance remain essential.
Moisture exposure represents another significant challenge in mining environments. Underground operations often involve high humidity or direct water contact, while surface operations may expose cables to rain, snow, or wash-down procedures. The moisture resistance of Type 275 cables provides good protection, but installation practices must ensure that water cannot accumulate in cable terminations or junction boxes.
Electrical Challenges and Power Quality
Mining operations often involve electrical systems that create power quality challenges for cable systems. Large motors starting and stopping create voltage transients that can stress cable insulation, while variable-frequency drives used in modern mining equipment can generate harmonic distortion that affects cable performance.
The electrical environment in mining operations also includes the potential for ground faults and other electrical anomalies that can create dangerous conditions. The multiple earth conductor system in Type 275 cables provides protection against these conditions, but the electrical installation must be properly designed and maintained to ensure effectiveness.
High-power mining equipment can create electromagnetic interference that affects nearby communication and control systems. The semiconductive screens in Type 275 cables help reduce this interference, but proper cable routing and installation practices are essential to minimize electromagnetic compatibility problems.
Voltage drop considerations become particularly important in mining applications where long cable runs are common and equipment may operate at various distances from electrical sources. The conductor sizing options available in Type 275 cables enable engineers to select appropriate conductor capacity, but careful electrical analysis is required to ensure adequate voltage regulation.
Maintenance and Monitoring Challenges
The remote and often harsh operating conditions in mining operations create unique challenges for cable maintenance and monitoring. Unlike industrial facilities where electrical systems are easily accessible, mining cables often operate in underground locations or remote surface areas where access is difficult and potentially dangerous.
Preventive maintenance programs for mining cables must balance the need for thorough inspection with the operational requirements of continuous mining operations. This often means that maintenance activities must be carefully scheduled to minimize production disruption while ensuring that cable systems remain safe and reliable.
The mobile nature of mining equipment creates additional maintenance challenges because the cables are subject to continuous movement and potential damage. Visual inspection techniques that work well for fixed installations may not be adequate for mining cables that are constantly flexing and moving.
Modern mining operations increasingly rely on condition monitoring systems that can detect cable problems before they cause equipment failure or safety hazards. The pilot core in Type 275 cables enables these monitoring systems, but the monitoring equipment must be properly installed and maintained to provide reliable information about cable condition.
Frequently Asked Questions
Q1: Why should mining operations choose AS/NZS 1802 Type 275 cables over other cable types?
The selection of AS/NZS 1802 Type 275 cables for mining applications reflects several critical advantages that become apparent when compared to standard industrial cables. The primary consideration involves the unique combination of electrical and mechanical requirements that mining operations present.
Standard industrial cables typically assume fixed installations with minimal mechanical stress and relatively benign operating environments. Mining applications require cables that can handle continuous flexing, impact loading, chemical exposure, and temperature variations while maintaining electrical integrity. The Type 275 cable design specifically addresses these requirements through its stranded conductor configuration, specialized insulation materials, and robust outer sheath construction.
The compliance with AS/NZS 1802 standards ensures that the cables meet specific performance requirements that have been developed through decades of mining industry experience. These standards address not only basic electrical performance but also mechanical durability, flame resistance, and safety features that are essential for mining operations.
The balanced three-phase electrical design of Type 275 cables provides efficient power transmission while minimizing cable size and weight. This becomes particularly important in mobile mining applications where cable weight and flexibility directly affect equipment performance and operational efficiency.
Q2: How should engineers select the appropriate cable cross-section for specific mining applications?
Selecting the correct conductor cross-section for mining applications requires careful analysis of several interrelated factors that affect both electrical performance and mechanical durability. The process begins with determining the electrical load requirements of the equipment to be served, including both normal operating current and potential overload conditions.
The current-carrying capacity of each conductor size must be evaluated considering the specific installation conditions, including ambient temperature, grouping with other cables, and thermal characteristics of the installation environment. Underground installations may require derating due to elevated temperatures or restricted ventilation, while surface installations may need to account for solar heating or wind cooling effects.
Voltage drop calculations become particularly important in mining applications where long cable runs are common and equipment may operate at various distances from electrical sources. The voltage drop must be maintained within acceptable limits to ensure proper equipment operation while accounting for the additional voltage drop that occurs in cable reeling systems.
Mechanical considerations also influence conductor selection because larger conductors create stiffer cables that may be more difficult to handle and more susceptible to fatigue failure in mobile applications. The available options ranging from 16 mm² to 50 mm² provide flexibility in balancing electrical capacity with mechanical requirements.
The selection process should also consider future expansion possibilities and the potential need for equipment modifications that might increase electrical load requirements. Selecting conductors with appropriate safety margins can avoid the need for cable replacement when equipment requirements change.
Q3: What maintenance and inspection procedures should be implemented for mining cables?
Effective maintenance of AS/NZS 1802 Type 275 cables requires a comprehensive program that combines regular visual inspection, electrical testing, and preventive maintenance activities. The program must be tailored to the specific operating conditions and risk factors associated with each installation.
Daily visual inspections should focus on identifying obvious signs of cable damage, including cuts, abrasions, or deformation of the outer sheath. Particular attention should be paid to areas where the cable may contact equipment, structures, or the ground, as these locations are most susceptible to mechanical damage. The inspection should also verify that cable support systems are functioning properly and that cables are not subjected to excessive tension or sharp bends.
Electrical testing should be performed on a scheduled basis using appropriate test equipment designed for mining applications. Insulation resistance testing can identify deterioration of the cable insulation before it leads to electrical failure. Earth continuity testing ensures that the multiple earth conductor system is functioning properly and providing adequate protection.
The condition of cable terminations and connections requires special attention because these locations are particularly susceptible to moisture ingress and mechanical damage. Thermal imaging can be useful for identifying connection problems that might not be visible during routine inspection.
Cable reeling systems require specific maintenance attention because the mechanical components that guide and support the cable can affect cable life. Proper lubrication of reel mechanisms, alignment of cable guides, and adjustment of cable tension are essential for preventing premature cable failure.
Q4: What are the most common failure modes for mining cables and how can they be prevented?
Understanding common failure modes for mining cables enables the development of effective prevention strategies that can significantly extend cable life and reduce unplanned downtime. The harsh operating conditions in mining applications create several specific failure mechanisms that require targeted prevention approaches.
Outer sheath abrasion represents one of the most common failure modes for mining cables. This occurs when the cable contacts abrasive surfaces during normal operation or when foreign objects damage the cable surface. Prevention strategies include proper cable routing to minimize contact with abrasive surfaces, use of protective covers or guards in high-risk areas, and regular inspection to identify and address minor damage before it becomes severe.
Conductor fatigue failure occurs when repeated flexing causes individual wire strands to break, eventually leading to complete conductor failure. This failure mode is particularly common in cable reeling applications where the cable experiences thousands of flex cycles. Prevention involves proper cable selection with adequate stranding for the application, maintaining proper bend radii during installation and operation, and implementing cable replacement schedules based on flex cycle counts.
Semiconductive screen degradation can occur over time due to electrical stress, temperature cycling, or chemical exposure. This failure mode may not be immediately apparent but can lead to insulation breakdown and electrical failure. Prevention strategies include proper cable storage to prevent UV exposure before installation, maintaining operating temperatures within specified limits, and avoiding exposure to incompatible chemicals.
Moisture ingress at cable terminations represents another common failure mode that can lead to insulation breakdown and electrical faults. Prevention requires proper termination techniques using appropriate sealing materials, regular inspection of termination integrity, and prompt repair of any moisture ingress paths.
Q5: How is electrical earthing ensured in AS/NZS 1802 Type 275 cable systems?
The earthing system in AS/NZS 1802 Type 275 cables represents a sophisticated approach to electrical safety that goes beyond the requirements of standard industrial installations. The system incorporates multiple redundant earthing paths that ensure electrical safety even under adverse operating conditions.
The three separate earth conductors provide the primary earthing path for the cable system. These conductors are electrically connected to the equipment frame and to the electrical supply earth, creating a low-resistance path for fault currents. The multiple earth conductors ensure that electrical safety is maintained even if one conductor becomes damaged or disconnected.
The semiconductive screens around each power conductor provide an additional earthing function while also serving to control electrical stress distribution. These screens are connected to the earth conductor system and provide an equipotential surface that prevents the development of dangerous voltages on the cable surface.
The pilot core serves multiple functions in the earthing system, including providing a communication path for earth-fault detection systems and serving as an additional earth conductor. This enables sophisticated monitoring systems that can detect earth faults before they become dangerous or cause equipment damage.
The overall earthing system effectiveness depends on proper installation and maintenance practices. All earth connections must be made using appropriate techniques and materials that provide low-resistance connections capable of carrying fault currents. Regular testing of earth conductor continuity and resistance is essential to ensure system effectiveness.
Q6: Can AS/NZS 1802 Type 275 cables be used in open-pit mining operations?
AS/NZS 1802 Type 275 cables are well-suited for open-pit mining operations, though the application requirements differ somewhat from underground mining. The cable design includes features that specifically address the environmental challenges encountered in surface mining operations.
The UV resistance of the HD-CSP outer sheath provides protection against solar radiation exposure that is common in open-pit operations. This protection is essential for preventing degradation of the cable materials that could lead to mechanical or electrical failure. However, long-term exposure to intense sunlight may require additional protection measures such as cable covers or burial in areas where cables remain stationary.
The oil and chemical resistance of the cable materials provides protection against fuel spills, hydraulic fluid leaks, and other chemical exposure that may occur in surface mining operations. The flame resistance properties also provide important safety benefits in operations where fire hazards may be present.
Temperature management in open-pit operations involves different considerations than underground applications. Surface installations may experience greater temperature variations due to solar heating and ambient temperature changes, but they also benefit from better ventilation and heat dissipation. The thermal rating of Type 275 cables provides adequate capacity for most surface mining applications.
The mechanical durability of Type 275 cables provides protection against the impact and abrasion that can occur in open-pit operations. However, cable routing and protection systems must be carefully designed to minimize exposure to potential damage from equipment traffic and falling rock.
Q7: What standards and regulations govern the installation and use of AS/NZS 1802 Type 275 cables?
The installation and use of AS/NZS 1802 Type 275 cables is governed by a comprehensive framework of standards and regulations that ensure electrical safety and operational reliability in mining applications. Understanding these requirements is essential for proper system design and installation.
The primary standard AS/NZS 1802 establishes the technical requirements for mining cables, including electrical performance, mechanical properties, and safety features. This standard specifies testing procedures, performance criteria, and marking requirements that ensure cables meet the demands of mining applications.
AS/NZS 1125 provides guidance for the installation of electrical equipment in mining operations, including specific requirements for cable installation, termination, and protection. This standard addresses the unique safety considerations associated with mining environments and provides detailed requirements for earthing systems, explosion protection, and electrical isolation.
AS/NZS 1972 addresses the installation and testing of electrical equipment in underground mining operations, including specific requirements for cable support systems, electrical monitoring, and maintenance procedures. This standard provides detailed guidance for ensuring electrical safety in underground environments.
State and territory mining regulations provide additional requirements that may be specific to particular jurisdictions or types of mining operations. These regulations typically address broader safety management systems and may include specific requirements for electrical system design, installation, and maintenance.
Compliance with these standards and regulations requires ongoing attention to installation practices, maintenance procedures, and documentation requirements. Regular review of applicable standards and regulations is essential because these requirements may change as technology and safety understanding evolve.
Conclusion
The AS/NZS 1802 Type 275 cable system represents a critical technological foundation that enables the safe and efficient operation of Australia's world-class gold mining industry. Through this comprehensive examination, we have seen how these specialized cables address the unique combination of electrical, mechanical, and environmental challenges that characterize modern mining operations.
From the massive scale of operations like the Boddington Mine and Kalgoorlie Super Pit to the sophisticated underground systems at Cadia Valley and Sunrise Dam, Type 275 cables provide the electrical backbone that keeps mobile mining equipment operating reliably in some of the world's most demanding industrial environments. The cable's design reflects decades of engineering evolution specifically focused on mining applications, incorporating features like multiple earth conductors, specialized insulation materials, and robust outer sheathing that enable reliable operation under conditions that would quickly destroy standard industrial cables.
The technical specifications of Type 275 cables demonstrate the careful engineering compromises required to balance electrical performance with mechanical durability. The 1.1 kV voltage rating provides adequate power transmission capacity while maintaining manageable safety requirements, while the range of conductor sizes from 16
