
AS/NZS 1802 Type 275 Mining Cable: The Lifeline of Australia's Underground Operations
Discover how AS/NZS 1802 Type 275 mining cable powers Australia's underground mines. Learn about electrical parameters, application scenarios, and solutions to common mining challenges in shuttle car operations.
6/27/202517 min read
AS/NZS 1802 Type 275 Mining Cable for Australia's Underground Operations
Introduction: The Hidden Heroes of Australia's Mining Industry
Deep beneath the Australian landscape, where sunlight never penetrates and conditions challenge even the most robust equipment, specialised cables form the electrical nervous system that keeps our mining operations running. Among these essential components, the AS/NZS 1802 Type 275 cable stands out as a remarkable piece of engineering designed specifically for the demanding world of underground mining.
The AS/NZS 1802 standard represents Australia and New Zealand's comprehensive approach to mining cable specifications, ensuring that electrical systems can withstand the harsh realities of underground environments. Within this framework, Type 275 cable has earned its reputation as the go-to solution for shuttle car operations and mobile mining equipment, where flexibility, durability, and reliability aren't just desirable features—they're absolute necessities for safe and efficient operations.
This article explores the technical intricacies of Type 275 cable, examining why it has become indispensable in Australia's major underground mining operations. We'll delve into the specific challenges faced in our diverse mining environments, from the coal-rich Hunter Valley to the gold deposits of Western Australia, and understand how this specialised cable addresses each of these challenges through thoughtful engineering and rigorous testing standards.
Australia's Major Underground Mining Landscape
Australia's underground mining industry represents one of the most technically sophisticated and economically significant sectors in the global mining arena. The diversity of our geological formations and the scale of operations create unique challenges that demand equally sophisticated solutions, particularly in electrical infrastructure.
New South Wales: The Hunter Valley Coalfields
The Hunter Valley stands as one of Australia's most productive coal mining regions, with underground operations extending deep into the earth to extract high-quality thermal and coking coal. Mines such as Austar, Tahmoor, and the various operations around Newcastle rely heavily on shuttle car systems for coal transport from the working face to the main conveyor systems. These operations typically involve continuous shuttle car movements through narrow underground roadways, where cables must endure constant flexing, coiling, and reeling operations.
The geological conditions in the Hunter Valley present particular challenges for electrical systems. The presence of methane gas requires explosion-proof equipment and cables that can maintain their integrity under extreme conditions. Additionally, the high moisture content in many of these mines means that cables must resist water ingress while maintaining their electrical properties over extended periods.
Queensland: Goonyella and Grasstree Operations
Queensland's underground coal mining operations, including the renowned Goonyella and Grasstree mines, operate in some of the most challenging conditions in Australian mining. These operations often deal with significant water ingress, requiring robust dewatering systems powered by reliable electrical infrastructure. The combination of high humidity, potential for flooding, and the need for continuous mobile equipment operation makes cable selection critical for operational success.
The Grasstree mine, in particular, has demonstrated the importance of proper cable selection following various operational challenges over the years. The lessons learned from these experiences have reinforced the value of using properly specified cables like Type 275 for shuttle car and mobile equipment applications, where reliability directly impacts both safety and productivity.
Western Australia: Telfer and Tropicana Gold Operations
Western Australia's underground metalliferous mining operations, including the Telfer gold mine and the Tropicana operation, present different but equally demanding challenges for electrical systems. These mines often operate in extremely dry conditions with significant temperature variations, from the scorching surface heat to the relatively cool underground environments.
The Telfer mine, one of Australia's largest gold operations, utilises extensive shuttle car systems for ore transport in its underground sections. The remote location of this operation means that equipment reliability is paramount, as replacement parts and maintenance support can be challenging to obtain quickly. This reality has made the selection of proven, reliable cables like Type 275 essential for maintaining continuous operations.
The diversity of these mining environments across Australia demonstrates why the AS/NZS 1802 standard needed to accommodate such a wide range of operating conditions. Type 275 cable represents the culmination of decades of experience in Australian mining conditions, incorporating lessons learned from operations across the continent.
Application Scenarios: Where Type 275 Cable Excels
Understanding the specific applications where Type 275 cable demonstrates its value helps explain why it has become the preferred choice for many underground mining operations. The cable's design addresses the unique challenges of mobile mining equipment, particularly in scenarios where traditional fixed installation cables would fail.
Shuttle Car Power Feeders: The Primary Application
Shuttle cars represent the workhorses of underground mining operations, continuously transporting coal or ore from the working face to the main transportation systems. These vehicles operate in a constant cycle of loading, traveling, and unloading, with their power cables subjected to continuous reeling and unreeling operations.
The challenge of powering shuttle cars goes beyond simply providing electrical energy. The cable must maintain its electrical integrity while being wound and unwound hundreds of times per shift, often under tension and in confined spaces. Traditional cables, when subjected to this treatment, can develop internal damage through a phenomenon known as "corkscrewing," where the internal conductors twist and eventually fail.
Type 275 cable addresses this challenge through its specialised construction, which includes a semi-conductive cradle that maintains the position of conductors during flexing operations. This design feature, combined with the cable's specific lay arrangement, ensures that the cable can withstand the mechanical stresses of shuttle car operations while maintaining its electrical performance.
The power requirements for shuttle cars vary significantly depending on the size of the vehicle and the nature of the operation. Smaller shuttle cars might operate effectively with 16 mm² conductors, while larger vehicles handling heavy loads in challenging conditions require 35 mm² or 50 mm² conductors to handle the increased current demands without excessive voltage drop.
Mobile Dewatering and Pumping Systems
Water management represents one of the most critical challenges in underground mining operations. Whether dealing with groundwater ingress, surface water infiltration, or water used in mining processes, effective pumping systems are essential for maintaining safe and productive operations.
Mobile pumping systems powered by Type 275 cable offer flexibility that fixed installations cannot match. These systems can be relocated as mining operations progress, ensuring that water management keeps pace with extraction activities. The cable's resistance to water and oil makes it particularly suitable for these applications, where exposure to various fluids is inevitable.
The electrical demands of pumping systems can be substantial, particularly when dealing with high-head pumping situations or when moving large volumes of water. Type 275 cable's ability to handle significant current loads while maintaining its flexibility makes it ideal for these applications, where both electrical performance and mechanical durability are essential.
Emergency Backup and Auxiliary Systems
Underground mining operations require robust backup systems to ensure safety and continuity of operations. Emergency ventilation fans, backup lighting systems, and emergency communication equipment all rely on flexible, reliable electrical connections that can be rapidly deployed when needed.
Type 275 cable's quick deployment capability makes it valuable for emergency situations where time is critical. The cable can be rapidly unreeled and connected to provide power to emergency equipment, while its robust construction ensures reliable operation even in the stressful conditions that often accompany emergency situations.
Comparison with Other AS/NZS 1802 Cable Types
Understanding how Type 275 cable compares with other cables in the AS/NZS 1802 standard helps clarify when its use is most appropriate. Type 209 cables, for example, are designed for fixed installations and lack the flexibility required for mobile applications. While they excel in permanent installations, they would quickly fail under the mechanical stresses of shuttle car operations.
Type 241 cables offer some flexibility but are primarily designed for semi-mobile applications where the degree of flexing is limited. They represent a middle ground between fixed installation cables and the highly flexible Type 275, making them suitable for applications like dragline power feeds where some movement is required but not the continuous flexing of shuttle car operations.
Type 409 cables are designed for specific applications involving trailing cables for mining equipment, but their construction differs from Type 275 in ways that make them less suitable for the rapid reeling operations characteristic of shuttle car systems.
Technical and Electrical Parameters: Engineering Excellence
The technical specifications of Type 275 cable reflect decades of engineering experience and continuous refinement based on real-world performance in Australian mining conditions. Each component of the cable serves a specific purpose in ensuring reliable operation under the demanding conditions of underground mining.
Voltage Rating and System Compatibility
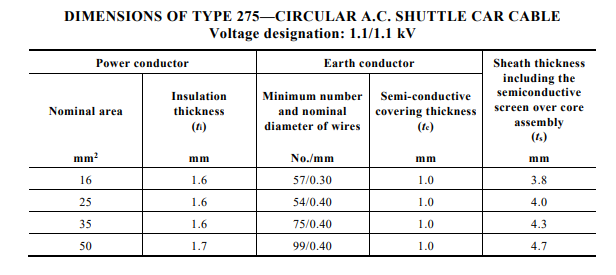
Type 275 cable operates at a voltage rating of 1.1/1.1 kV, which represents the cable's ability to handle both the nominal system voltage and the temporary overvoltages that can occur during normal operations. This rating ensures compatibility with standard Australian mining electrical systems while providing adequate safety margins for the voltage fluctuations common in underground environments.
The 1.1 kV rating reflects the reality of underground mining electrical systems, where voltage levels are kept relatively low for safety reasons while still providing sufficient power for heavy-duty applications. This voltage level represents an optimal balance between power transmission capability and safety considerations in the potentially explosive atmospheres of underground mines.
Understanding the voltage rating helps explain why Type 275 cable includes specific design features such as semi-conductive screens and robust insulation systems. These features ensure that the cable can safely handle both normal operating voltages and the fault conditions that can occur in underground mining environments.
Conductor Specifications and Performance
The conductor system in Type 275 cable utilises tinned, annealed copper in multiple strand configurations designed to provide both electrical performance and mechanical flexibility. The available conductor sizes of 16, 25, 35, and 50 mm² accommodate different power requirements while maintaining the flexibility essential for mobile applications.
The choice of tinned copper reflects the corrosive environment of underground mines, where moisture and various chemicals can attack bare copper conductors. The tinning process provides a protective layer that extends conductor life while maintaining excellent electrical conductivity. The annealing process ensures that the copper remains flexible even after extended service, preventing the work-hardening that can occur with repeated flexing.
The stranding configuration for each conductor size has been optimised for flexibility while maintaining current-carrying capacity. For example, the 16 mm² conductor uses 57 strands of 0.30 mm wire, providing fine stranding that enhances flexibility while maintaining adequate current-carrying capacity for smaller shuttle car applications.
Larger conductor sizes use different stranding configurations optimised for their specific applications. The 50 mm² conductor, with 99 strands of 0.40 mm wire, provides the current-carrying capacity needed for large shuttle cars while maintaining sufficient flexibility for reeling operations.
Insulation System: EPR Technology
The insulation system in Type 275 cable utilises Ethylene Propylene Rubber (EPR) compound designated as R-EP-90, indicating its ability to operate continuously at 90°C conductor temperature. This insulation system provides several advantages over alternative insulation materials in the demanding environment of underground mining.
EPR insulation demonstrates excellent resistance to water treeing, a phenomenon where water penetration into the insulation creates conductive paths that can lead to cable failure. This resistance is particularly important in underground mining environments where moisture exposure is common and where cable replacement can be both difficult and expensive.
The thickness of the EPR insulation varies with conductor size, ranging from 1.6 mm for smaller conductors to 1.7 mm for the 50 mm² size. This variation ensures adequate electrical insulation while maintaining the flexibility required for mobile applications. The insulation thickness represents a carefully calculated balance between electrical performance, mechanical protection, and flexibility requirements.
The temperature rating of 90°C continuous operation provides significant thermal headroom for normal operations while allowing for the higher temperatures that can occur during fault conditions. Short-circuit conditions can see conductor temperatures reach 250°C for brief periods, and the EPR insulation system is designed to withstand these extreme conditions without catastrophic failure.
Sheath Construction and Protection
The outer sheath of Type 275 cable utilises a Heavy-Duty Chlorosulphonated Polyethylene (HD-CSP) compound that provides protection against the multiple hazards present in underground mining environments. The sheath thickness varies from 3.8 mm for the smallest cable size to 4.7 mm for the largest, ensuring adequate protection while maintaining flexibility.
HD-CSP sheath material offers excellent resistance to oils, fuels, and other chemicals commonly encountered in mining operations. This chemical resistance ensures that accidental contact with hydraulic fluids, diesel fuel, or other substances will not compromise the cable's integrity.
The sheath also provides protection against physical damage from the rough handling inevitable in mining operations. The material's tear resistance and impact resistance help ensure that the cable can withstand the mechanical stresses of reeling operations and the occasional impacts that occur in confined underground spaces.
Fire resistance represents another critical property of the HD-CSP sheath. The material is formulated to resist ignition and to self-extinguish if ignited, helping to prevent the spread of fires in underground environments where escape routes may be limited.
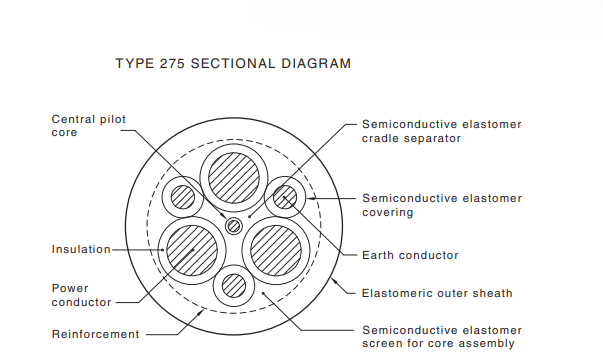
Cable Construction and Assembly
The overall construction of Type 275 cable reflects a sophisticated understanding of the mechanical and electrical stresses encountered in shuttle car operations. The cable contains three power conductors, three earth conductors, and one pilot conductor, all arranged in a specific configuration that optimises both electrical performance and mechanical durability.
The semi-conductive cradle that surrounds the conductor assembly serves multiple purposes. It provides a consistent dielectric environment around the conductors, reducing the risk of electrical stress concentrations that could lead to insulation failure. More importantly for mobile applications, it helps maintain the position of conductors during flexing operations, reducing the mechanical stresses that can lead to conductor fatigue and eventual failure.
The braided reinforcement surrounding the conductor assembly provides additional mechanical protection and helps distribute the mechanical stresses of reeling operations across the entire cable structure. This reinforcement is particularly important in shuttle car applications where the cable may be subjected to significant tension during unreeling operations.
The pilot conductor serves as a monitoring circuit that allows operators to verify cable integrity during operations. This feature is particularly valuable in mining operations where cable failure can have serious safety and productivity implications. The pilot conductor can be used with monitoring systems that provide early warning of cable degradation, allowing for planned maintenance rather than reactive repairs.
Underground Mining Challenges and Frequently Asked Questions
The harsh realities of underground mining create unique challenges for electrical systems, and Type 275 cable addresses these challenges through thoughtful design and robust construction. Understanding these challenges and their solutions helps explain why proper cable selection is so critical for mining operations.
Corkscrewing Prevention: A Critical Design Challenge
The phenomenon of corkscrewing represents one of the most significant challenges in mining cable applications. When cables are repeatedly wound and unwound under tension, internal forces can cause the conductors to twist and eventually fail. This problem has plagued mining operations for decades and has driven much of the development work that led to Type 275 cable's current design.
Traditional cable designs, when subjected to the mechanical stresses of shuttle car operations, develop internal twisting that eventually leads to conductor fatigue and failure. The problem is particularly acute when cables are wound under tension, as the mechanical forces acting on the conductors can overcome the cable's internal structure and cause permanent deformation.
Type 275 cable addresses this challenge through its semi-conductive cradle construction and carefully engineered conductor lay. The semi-conductive fill material maintains the position of conductors during flexing operations, preventing the internal movement that leads to corkscrewing. Additionally, the specific lay length and direction of the conductors are optimised to resist the twisting forces that occur during reeling operations.
The effectiveness of these design features has been demonstrated through extensive testing and real-world experience in Australian mining operations. Cables that might previously have failed after weeks or months of shuttle car service now provide reliable operation for extended periods, reducing both maintenance costs and operational disruptions.
Thermal Management in High-Load Applications
Underground mining equipment often operates at high power levels, creating significant thermal stresses in the electrical systems that power them. Large shuttle cars, in particular, can draw substantial currents during acceleration and when handling heavy loads, creating heating in the power cables that must be managed to prevent premature failure.
Type 275 cable's thermal management begins with its conductor design. The use of multiple fine strands provides better heat dissipation compared to larger, solid conductors, while the conductor sizing options allow for proper selection based on expected load currents. The EPR insulation system can handle continuous conductor temperatures of 90°C, providing adequate thermal headroom for normal operations.
During fault conditions, conductor temperatures can rise rapidly to dangerous levels. Type 275 cable is designed to withstand short-circuit conditions that can drive conductor temperatures to 250°C for brief periods. This capability ensures that the cable will not fail catastrophically during fault conditions, providing time for protective systems to isolate the fault and prevent more serious damage.
The cable's thermal performance is also influenced by its installation and operating conditions. Proper cable handling practices, including avoiding tight bends and ensuring adequate ventilation around cable reels, help maintain the thermal performance that the cable was designed to provide.
Earth Fault Protection and Electrical Safety
Underground mining environments present unique challenges for electrical safety, with the combination of moisture, conductive surfaces, and potentially explosive atmospheres requiring exceptional attention to earth fault protection. Type 275 cable incorporates several design features specifically aimed at maintaining electrical safety under these challenging conditions.
The cable's earth conductor system consists of three separate earth conductors sized appropriately for the expected fault currents. This redundant earth system ensures that adequate earth fault protection is maintained even if one earth conductor is damaged. The earth conductors are integrated into the cable's overall construction, ensuring that they flex with the power conductors and maintain their integrity during mobile operations.
Semi-conductive screens over the conductor insulation provide additional protection against electrical stress concentrations and help ensure uniform electrical fields within the cable. These screens are particularly important in mining applications where cables may be exposed to moisture and conductive contaminants that could otherwise create electrical stress points.
The cable design includes provisions for monitoring earth fault currents and conductor integrity through the pilot conductor system. This monitoring capability allows for early detection of developing problems, enabling preventive maintenance that can avoid more serious failures.
Testing requirements for earth fault performance are specified in AS/NZS 1802, ensuring that cables meet minimum performance standards for fault current handling and insulation integrity. These tests simulate the conditions that cables may encounter during their service life, providing confidence in their performance under actual mining conditions.
Water and Environmental Resistance
Water management represents one of the most persistent challenges in underground mining operations, and electrical systems must be designed to operate reliably in environments where water exposure is common. Type 275 cable addresses this challenge through multiple design features that provide protection against water ingress and water-related failures.
The EPR insulation system demonstrates excellent resistance to water treeing, the process by which water penetration into insulation creates conductive paths that can lead to electrical failure. This resistance is particularly important in mining applications where cables may be exposed to high humidity, condensation, or occasional water immersion.
The HD-CSP sheath provides the primary barrier against water ingress, with its chemical composition optimised for water resistance while maintaining the flexibility required for mobile applications. The sheath material also resists the oils and other fluids commonly encountered in mining operations, ensuring that accidental exposure will not compromise the cable's water resistance.
Cable construction techniques used in Type 275 cable minimise the potential for water ingress through the cable structure itself. Proper sealing of conductor interfaces and careful attention to sheath integrity during manufacturing help ensure that water cannot penetrate the cable even under adverse conditions.
Regular inspection and maintenance practices can further enhance the cable's water resistance. Visual inspection of the sheath for cuts or damage, testing of insulation resistance, and proper storage of cable reels help maintain the water resistance that the cable was designed to provide.
Maintenance and Termination Considerations
The practical aspects of maintaining and terminating Type 275 cable in mining operations require careful attention to both the cable's design features and the specific challenges of the mining environment. Proper termination techniques are essential for maintaining the cable's electrical and mechanical performance throughout its service life.
Cable termination in mining applications must address several unique challenges. The presence of moisture, dust, and potential exposure to corrosive atmospheres requires termination systems that can maintain their integrity under these conditions. Additionally, the mechanical stresses of mobile applications mean that terminations must be robust enough to withstand vibration and movement without failure.
The pilot conductor system in Type 275 cable provides valuable assistance during maintenance operations. By monitoring the pilot circuit, maintenance personnel can verify cable integrity without interrupting power to critical mining equipment. This capability is particularly valuable for preventive maintenance programs that aim to identify potential problems before they cause operational disruptions.
Regular inspection protocols for Type 275 cable should include visual examination of the sheath for cuts, abrasions, or other damage, testing of insulation resistance to verify electrical integrity, and verification of earth conductor continuity. The cable's construction facilitates these inspection procedures while maintaining the flexibility required for continued service.
Proper cable handling during maintenance operations is essential for preserving the cable's performance characteristics. Avoiding sharp bends, preventing contamination of exposed conductors, and using appropriate tools for cable cutting and stripping help ensure that maintenance operations do not inadvertently damage the cable.
Metalliferous Mining Applications
While much of the discussion around Type 275 cable focuses on coal mining applications, the cable is equally suitable for metalliferous mining operations. The AS/NZS 1802 standard explicitly covers both coal and metalliferous mining applications, recognising that the electrical challenges are similar regardless of the specific mineral being extracted.
Metalliferous mines often present unique challenges related to the specific minerals being processed and the methods used for extraction. Copper mines, for example, may have higher levels of moisture and potentially corrosive conditions, while gold mining operations may involve different types of mobile equipment with varying power requirements.
The flexibility of Type 275 cable makes it particularly valuable in metalliferous mining operations where the ore body configuration may require frequent repositioning of mobile equipment. Unlike coal mining, where shuttle car paths may be relatively predictable, metalliferous mining often requires more dynamic positioning of equipment as the ore body is followed through complex geological formations.
The cable's resistance to various chemicals and environmental conditions makes it suitable for the diverse conditions encountered in metalliferous mining. Whether dealing with acidic conditions in some copper operations or the high-temperature conditions that can occur in deep gold mines, Type 275 cable's robust construction provides reliable performance across a wide range of operating conditions.
Summary and Best Practices for Type 275 Cable Applications
The successful application of AS/NZS 1802 Type 275 cable in Australian underground mining operations depends on understanding both its capabilities and its limitations. Proper selection, installation, and maintenance practices are essential for achieving the reliable performance that makes this cable so valuable in demanding mining applications.
Conductor Size Selection and System Design
Choosing the appropriate conductor size for Type 275 cable applications requires careful consideration of both electrical and mechanical factors. The electrical requirements include not only the steady-state current requirements of the connected equipment but also the starting currents and fault current levels that the cable may need to handle.
Voltage drop calculations are particularly important in mining applications where cable lengths can be substantial and where equipment performance may be sensitive to supply voltage variations. The use of larger conductors to minimise voltage drop must be balanced against the increased weight and reduced flexibility that comes with larger cable sizes.
The mechanical aspects of conductor selection relate to the cable's ability to withstand the reeling and handling operations characteristic of shuttle car applications. While larger conductors provide better electrical performance, they also create stiffer cables that may be more difficult to handle and more susceptible to damage during reeling operations.
System design considerations extend beyond the cable itself to include the reeling equipment, cable storage systems, and termination methods. A well-designed system considers all these elements together to ensure optimal performance and maximum service life from the cable installation.
Installation and Handling Best Practices
Proper installation and handling practices are essential for maintaining the performance characteristics that make Type 275 cable suitable for demanding mining applications. These practices begin with proper storage of cable reels and extend through the cable's entire service life.
Cable storage should protect the cable from environmental damage while maintaining the flexibility that is essential for mobile applications. Storage areas should be dry, well-ventilated, and protected from temperature extremes. Cable reels should be stored in a position that prevents damage to the cable and allows for easy inspection of the cable condition.
During installation, avoiding sharp bends and maintaining proper support for the cable helps prevent damage that could compromise long-term performance. The minimum bending radius specified for Type 275 cable should be strictly observed, as violations can cause internal damage that may not be immediately apparent but can lead to premature failure.
Reeling equipment used with Type 275 cable should be properly maintained and operated within its design parameters. Excessive tension during reeling operations can cause internal damage to the cable, while inadequate tension can result in loose winding that creates mechanical stresses during subsequent unreeling operations.
Inspection and Maintenance Programs
Regular inspection and maintenance programs are essential for maximising the service life of Type 275 cable in mining applications. These programs should be designed to identify potential problems before they result in cable failure and operational disruptions.
Visual inspection of the cable sheath should be performed regularly to identify cuts, abrasions, or other damage that could compromise the cable's protection systems. Any damage should be evaluated to determine whether repair is possible or whether cable replacement is necessary.
Electrical testing programs should include regular measurement of insulation resistance and earth conductor continuity. These tests can identify developing problems that may not be apparent through visual inspection alone. The pilot conductor system in Type 275 cable facilitates these tests while allowing continued operation of connected equipment.
Documentation of inspection and test results provides valuable information for trend analysis and predictive maintenance programs. By tracking the condition of cables over time, maintenance personnel can identify patterns that may indicate systematic problems or help predict when cable replacement may be necessary.
The investment in proper inspection and maintenance programs typically pays dividends through reduced unplanned downtime and extended cable service life. In mining operations where equipment availability directly impacts productivity, these programs represent an essential component of overall maintenance strategy.
Through understanding these technical aspects and implementing appropriate practices, Australian mining operations can fully realise the benefits that AS/NZS 1802 Type 275 cable provides. As mining operations continue to evolve and face new challenges, this cable technology represents a proven solution that continues to adapt to meet the demanding requirements of underground mining operations across Australia.

