
AS/NZS 1802 Type 280B Mining Cable: Powering Australia's Gold Mining Industry
Comprehensive guide to AS/NZS 1802 Type 280B semiconductive screened mining cable for Australian gold mines, covering electrical parameters, applications, and mining-specific challenges.
7/4/202514 min read
AS/NZS 1802 Type 280B Mining Cable: Powering Australia's Gold Mining Industry
Introduction
Australia's gold mining industry represents one of the nation's most valuable economic sectors, contributing billions of dollars annually to the economy while employing thousands of workers across remote and challenging environments. From the vast open-pit operations in Western Australia to the deep underground workings in New South Wales, these mines depend on robust electrical infrastructure to power their massive mobile equipment safely and reliably.
The AS/NZS 1802 standard establishes the critical requirements for reeling and trailing cables used in both underground and surface mining operations throughout Australia and New Zealand. This comprehensive standard ensures that electrical cables can withstand the extreme conditions found in mining environments, where equipment faces constant mechanical stress, abrasive materials, temperature fluctuations, and exposure to moisture and corrosive substances.
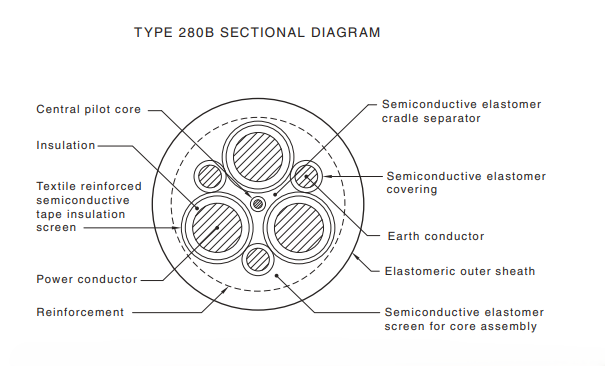
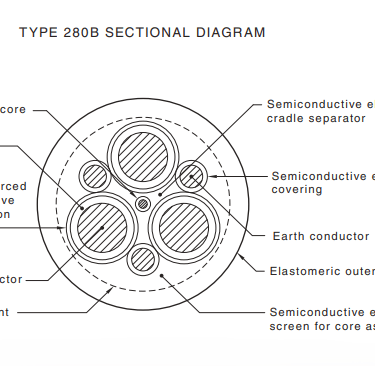
Within this standard, the Type 280B semiconductive screened cable stands out as a specialised solution designed specifically for mobile mining equipment. Rated at 1.1/1.1 kV, this cable type addresses the unique electrical and mechanical challenges faced by shuttle cars, draglines, electric shovels, and other mobile machinery that must operate reliably in Australia's demanding mining conditions.
The semiconductive screening technology incorporated into Type 280B cables represents a significant advancement in mining cable design. Unlike conventional cables, these cables feature a semiconductive layer that ensures uniform electric field distribution around the conductor, preventing corona discharge and extending cable life in environments where conductive dust and moisture are constant challenges. This technology becomes particularly crucial in Australian mining operations, where red dust, high temperatures, and variable weather conditions create some of the world's most challenging operating environments for electrical equipment.
Understanding the technical specifications and applications of Type 280B cables requires appreciating the scale and complexity of Australia's major gold mining operations. These facilities operate some of the largest mobile equipment in the world, requiring electrical systems that can deliver substantial power while maintaining safety standards in environments where a single electrical fault could result in catastrophic consequences.
Major Australian Gold Mines
Australia's gold mining landscape encompasses some of the world's most significant mining operations, each presenting unique challenges for electrical infrastructure. The Boddington Gold Mine in Western Australia holds the distinction of being the country's largest gold mine by production volume. This massive operation combines both open-pit and underground mining techniques, requiring extensive electrical infrastructure to support equipment ranging from massive haul trucks to underground shuttle cars. The mine's scale necessitates hundreds of kilometres of specialised cables, with Type 280B cables playing a crucial role in powering mobile equipment throughout the operation.
The legendary Super Pit in Kalgoorlie, Western Australia, represents one of the most iconic mining operations in the world. This enormous open-pit mine, stretching over 3.5 kilometres in length and 1.5 kilometres in width, relies on massive draglines and electric shovels that demand robust electrical connections capable of handling extreme mechanical stress. The harsh conditions at Kalgoorlie, including intense heat, abrasive dust, and UV exposure, create an ideal testing ground for advanced cable technologies like Type 280B.
Moving east to New South Wales, the Cadia-Ridgeway operation stands as Australia's second-largest open-cut gold mine, though it also produces significant quantities of copper. This dual-commodity operation presents unique electrical challenges, as the equipment must handle both gold and copper processing requirements while operating in an environment characterised by higher humidity and occasional flooding. The mine's electrical infrastructure must accommodate these variable conditions while maintaining consistent power delivery to mobile equipment.
The Agnew Gold Mine in Western Australia demonstrates the complexity of modern mining operations by combining deep underground workings with open-pit operations. This dual approach requires electrical systems that can function effectively both in the controlled environment of underground operations and the harsh surface conditions of open-pit mining. The transition between these environments places additional stress on electrical cables, making the robust design of Type 280B cables particularly valuable.
Other significant operations including the Tanami Mine, Tropicana Gold Mine, and various operations around Kalgoorlie collectively represent billions of dollars in infrastructure investment. Each of these operations faces unique environmental challenges that influence their electrical infrastructure requirements. The Tanami operation, for instance, operates in one of Australia's most remote locations, where equipment reliability becomes absolutely critical due to the difficulty and expense of repairs. Meanwhile, operations in Queensland must contend with tropical conditions, including monsoons and lightning strikes, that can severely test electrical systems.
These mining operations collectively demonstrate why specialised cables like Type 280B are essential for Australia's gold mining industry. The scale of these operations, combined with their harsh operating environments, creates demands for electrical infrastructure that exceed those found in most other industrial applications.
Application Scenarios for Type 280B
The Type 280B cable finds its most critical applications in mobile mining equipment where electrical reliability directly impacts both productivity and safety. Shuttle cars represent perhaps the most demanding application for these cables, as they must maintain electrical connections while navigating tight underground spaces, sharp turns, and constant stops and starts. These vehicles typically draw over 1000 amperes at 1100 volts, creating substantial electrical stress that must be managed through superior cable design.
The continuous flexing required in shuttle car operations places extraordinary mechanical stress on electrical cables. Unlike stationary installations where cables remain in fixed positions, shuttle car cables must bend repeatedly through sharp angles while maintaining electrical integrity. The Type 280B design addresses this challenge through its flexible construction and robust sheath materials that resist fatigue failure even after millions of flex cycles.
Draglines and electric shovels represent another critical application area for Type 280B cables. These massive machines, some weighing thousands of tonnes, require enormous amounts of electrical power to operate their digging and lifting mechanisms. The cables supplying these machines must withstand not only electrical stress but also mechanical abuse from rock falls, abrasion against rough surfaces, and exposure to UV radiation in open-pit operations.
The mobile nature of draglines creates unique challenges for electrical connections. As these machines move across mining sites, their trailing cables must accommodate constant repositioning while maintaining electrical continuity. The semiconductive screening in Type 280B cables becomes particularly important in these applications, as the cables often operate in environments where conductive dust accumulation could otherwise cause electrical problems.
Coal draglines, conveyors, and pumps in mixed mining operations present additional challenges for electrical infrastructure. Many Australian gold mines also process other materials or operate in areas where coal dust is present, creating environments where earth-fault screening becomes critical for safety. The Type 280B design incorporates comprehensive earth-fault protection through its integrated earth conductors and semiconductive screening system.
The resistance to moisture ingress is particularly important in these applications, as mining operations often encounter groundwater seepage, processing water, and weather-related moisture. Type 280B cables must maintain electrical integrity even when exposed to these challenging conditions, requiring advanced sheath materials and construction techniques.
Environmental conditions vary significantly across Australia's mining regions, creating diverse challenges for electrical infrastructure. Western Australian operations face extreme heat, intense UV radiation, and highly abrasive red dust that can quickly degrade inferior cable materials. The Type 280B sheath materials are specifically formulated to resist these conditions while maintaining flexibility and electrical properties.
New South Wales operations often contend with higher humidity levels and occasional flooding, particularly in underground operations where groundwater management becomes critical. The water-resistant properties of Type 280B cables help ensure continued operation even in these challenging conditions, while the semiconductive screening provides additional protection against moisture-related electrical problems.
Queensland's tropical climate presents yet another set of challenges, with monsoon conditions creating temporary but severe exposure to moisture, while lightning activity can induce electrical surges that test cable insulation systems. The robust construction of Type 280B cables helps mining operations maintain productivity even during severe weather events.
Electrical and Physical Parameters
The electrical characteristics of Type 280B cables reflect the demanding requirements of modern mining operations. The 1.1/1.1 kV voltage rating provides an optimal balance between power delivery capability and safety considerations. This voltage level allows for efficient power transmission while remaining within manageable safety parameters for mobile equipment operations.
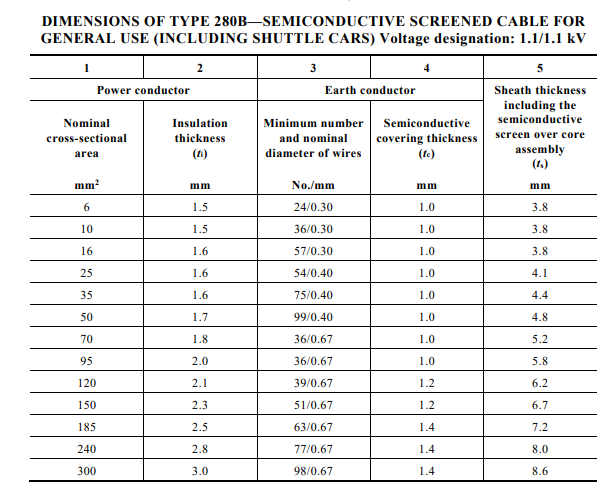
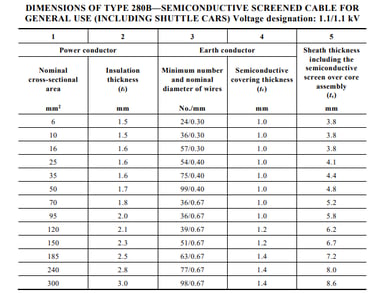
The conductor specifications for Type 280B cables span a comprehensive range from 6 mm² to 300 mm² cross-sectional area, accommodating everything from control circuits to main power feeds for the largest mining equipment. The copper conductors are carefully designed to provide optimal electrical conductivity while maintaining the flexibility required for mobile applications. The conductor stranding patterns are specifically engineered to resist fatigue failure under repeated flexing conditions.
For smaller cable sizes, such as the 6 mm² configuration, the conductor consists of multiple fine strands that provide excellent flexibility while maintaining adequate current-carrying capacity. The insulation thickness of 1.5 mm provides robust electrical separation while keeping the overall cable diameter manageable for installation in confined spaces.
As cable sizes increase to accommodate higher power requirements, the conductor design evolves to balance current-carrying capacity with mechanical robustness. The 300 mm² configuration, representing the largest standard size, incorporates 98 strands of 0.67 mm wire, providing exceptional current-carrying capacity while maintaining sufficient flexibility for mobile applications.
The earth conductor configuration varies systematically with cable size, ensuring that fault-clearing capability scales appropriately with the main conductor capacity. For the 6 mm² cable, 24 strands of 0.30 mm wire provide adequate earth fault protection, while the 300 mm² cable incorporates 98 strands of 0.67 mm wire for maximum fault-clearing capability.
The insulation thickness progression from 1.5 mm for smaller cables to 3.0 mm for the largest sizes reflects the increasing electrical stress associated with higher current levels. This carefully calibrated insulation system ensures consistent electrical performance across the entire range of cable sizes while maintaining the flexibility essential for mobile applications.
The semiconductive covering thickness represents a critical design parameter that affects both electrical performance and mechanical protection. Starting at 3.8 mm for smaller cable sizes and increasing to 8.6 mm for the largest cables, this covering provides essential electrical field control while contributing to the cable's overall mechanical robustness.
The sheath thickness, including the semiconductive screen over the core assembly, ranges from 1.0 mm for smaller cables to 1.4 mm for the largest sizes. This progression ensures that mechanical protection scales appropriately with cable size while maintaining flexibility for mobile applications.
Understanding these electrical parameters requires appreciating their practical implications in mining operations. The current-carrying capacity of these cables must accommodate not only steady-state operating conditions but also the starting currents associated with large mining equipment. Electric shovels and draglines, for instance, may require several times their normal operating current during startup sequences.
The voltage rating of 1.1/1.1 kV provides significant advantages in mining applications. This voltage level allows for efficient power transmission over moderate distances while avoiding the complexity and safety concerns associated with higher voltage systems. The dual voltage rating (1.1/1.1 kV) indicates that the cable can operate safely with the conductor at 1.1 kV above earth potential, providing robust electrical performance in demanding mining environments.
Why Type 280B Is Essential
The distinction between reeling and trailing cables becomes crucial when examining the specific design requirements that led to the development of Type 280B cables. Traditional fixed installation cables, while adequate for stationary applications, fail catastrophically when subjected to the mechanical stress patterns encountered in mobile mining equipment. The Type 280B design represents a fundamental reimagining of cable construction to address these unique challenges.
The semiconductive screen incorporated into Type 280B cables serves multiple critical functions that become essential in mining environments. This technology ensures uniform electric field distribution around the conductor, preventing the localised electrical stress concentrations that can lead to insulation breakdown. In mining environments where conductive dust and moisture are constant challenges, this uniform field distribution becomes crucial for preventing corona discharge and extending cable life.
The prevention of corona discharge is particularly important in mining applications because the high levels of airborne dust create numerous opportunities for electrical tracking and flashover. Traditional cables without semiconductive screening can develop localised high-stress regions where electrical breakdown initiates, leading to complete cable failure. The semiconductive screen eliminates these stress concentrations, providing consistent electrical performance even in contaminated environments.
The earth conductor system integrated into Type 280B cables provides essential safety protection that becomes critical in mining operations. Unlike conventional applications where earth faults might simply trip circuit breakers, mining equipment operates in environments where earth faults can create life-threatening conditions. The comprehensive earth conductor system ensures that fault currents are safely directed away from personnel and equipment, while enabling rapid fault detection and isolation.
The screen and earth conductor combination creates a low-resistance fault path that enables protective systems to operate effectively even under challenging conditions. This becomes particularly important in mining operations where equipment may be operating in wet conditions or where personnel may be in contact with multiple grounded surfaces simultaneously.
The robust sheath construction of Type 280B cables addresses the extreme mechanical challenges encountered in mining operations. The elastomeric sheath materials are specifically formulated to resist rock abrasion, UV radiation, chemical exposure, and temperature extremes that would quickly destroy conventional cable materials. The sheath must maintain its protective properties through temperature cycles ranging from subzero conditions during winter nights to extreme heat during summer days in desert mining locations.
The chemical resistance of the sheath becomes particularly important in mining operations where equipment may be exposed to processing chemicals, fuel spills, and naturally occurring corrosive substances. The Type 280B sheath materials are tested against a comprehensive range of chemicals commonly encountered in mining operations, ensuring continued protection even under challenging exposure conditions.
The fire resistance characteristics of Type 280B cables provide essential safety protection in mining environments where the consequences of electrical fires can be catastrophic. The cable construction includes fire-resistant materials that help prevent fire propagation while maintaining electrical integrity during emergency conditions.
The compliance with AS/NZS 1802 standards ensures that Type 280B cables meet mandatory electrical symmetry and testing requirements specifically developed for mining applications. These standards incorporate lessons learned from decades of mining operations, ensuring that cables can withstand the unique combination of electrical, mechanical, and environmental stresses encountered in Australian mining operations.
Frequently Asked Questions: Common Mining Scenarios and Problems
Question: Why do Type 280B cables include both earth conductors and semiconductive screening when conventional cables typically use only one or the other?
Answer: The combination of earth conductors and semiconductive screening addresses two different but equally important safety and performance requirements in mining operations. The earth conductors provide a low-resistance fault path that enables protective systems to quickly detect and isolate electrical faults, which is crucial for personnel safety in mining environments where workers may be in contact with multiple grounded surfaces. The semiconductive screen serves a different purpose by ensuring uniform electric field distribution around the conductor, preventing corona discharge and electrical breakdown in environments where conductive dust and moisture are present. Mining operations create conditions where both protection systems are essential – the earth conductors handle fault conditions while the semiconductive screen prevents faults from developing in the first place. This dual approach provides comprehensive electrical protection that exceeds what either system could achieve independently.
Question: How does the sheath durability of Type 280B cables compare to standard industrial cables, and what specific mining conditions drive these enhanced requirements?
Answer: The elastomeric sheath used in Type 280B cables provides substantially enhanced durability compared to standard industrial cable sheaths, specifically engineered to withstand the extreme conditions encountered in mining operations. The sheath must resist constant abrasion from rock particles, extreme temperature variations that can exceed 70°C between day and night in desert mining locations, intense UV radiation at high altitudes, and exposure to various chemicals including diesel fuel, hydraulic oils, and processing chemicals. The thickness progression from 1.0 mm to 1.4 mm based on cable size, combined with the underlying semiconductive screen, creates a multi-layer protection system that maintains integrity even after years of exposure to these harsh conditions. Standard industrial cables typically fail within months when exposed to the combination of mechanical abuse, chemical exposure, and temperature extremes routinely encountered in mining operations, making the enhanced sheath construction of Type 280B cables essential for operational reliability.
Question: What range of cable sizes is available in Type 280B configuration, and how do mining operations determine the appropriate size for specific applications?
Answer: Type 280B cables are available in conductor sizes ranging from 6 mm² to 300 mm² cross-sectional area, providing solutions for everything from control circuits to main power feeds for the largest mining equipment. The selection process considers multiple factors including the equipment's power requirements, starting current demands, voltage drop limitations over cable length, and mechanical stress expectations. Smaller sizes like 6 mm² to 25 mm² typically serve auxiliary equipment and control systems, while intermediate sizes from 35 mm² to 120 mm² handle medium-power applications like conveyors and pumps. The larger sizes from 150 mm² to 300 mm² are reserved for main power feeds to draglines, electric shovels, and other high-power equipment. Mining engineers must also consider the trade-offs between current-carrying capacity and cable weight, as larger cables become increasingly difficult to handle and install in mobile applications. The systematic progression of insulation thickness, earth conductor size, and sheath thickness ensures that each cable size provides optimal performance for its intended application range.
Question: How do Type 280B cables perform in water-prone environments such as flooded underground workings or surface operations during heavy rainfall?
Answer: Type 280B cables incorporate several design features that enhance their performance in water-prone environments, though they are not designed for continuous submersion. The semiconductive screening system provides crucial protection by maintaining uniform electric field distribution even when the cable exterior becomes wet, preventing the electrical tracking that can cause catastrophic failures in conventional cables. The earth conductor system ensures that any fault currents are safely directed away from personnel and equipment, while the robust sheath construction minimises water ingress through careful material selection and construction techniques. However, mining operations must implement proper cable management practices including regular insulation resistance testing, proper support systems to prevent cable damage, and monitoring systems to detect water ingress before it compromises electrical integrity. In flood-prone areas, mining operations should consider additional protective measures such as elevated cable routing, enhanced drainage systems, and more frequent inspection schedules to ensure continued safe operation.
Question: What makes Type 280B cables specifically suitable for surface mining applications compared to other cable types, and why is the 1.1/1.1 kV rating optimal for these applications?
Answer: Type 280B cables are specifically engineered for the unique demands of mobile surface mining equipment, where conventional cables fail due to inadequate mechanical protection and electrical design. The semicondutive screening technology becomes particularly important in surface mining where equipment operates in dusty environments with varying humidity levels, preventing the electrical breakdown that commonly affects unscreened cables. The 1.1/1.1 kV rating provides an optimal balance for surface mining applications by delivering sufficient power for large mobile equipment while avoiding the complexity, safety concerns, and higher costs associated with higher voltage systems. This voltage level allows efficient power transmission over the moderate distances typical in surface mining operations while remaining within manageable safety parameters for mobile equipment that must be maintained and operated by field personnel. The cable's flexible construction and robust sheath enable it to withstand the constant flexing, abrasion, and environmental exposure encountered in surface mining, while the comprehensive earth conductor system provides essential safety protection. Alternative cable types either lack the mechanical robustness for mobile applications or require higher voltages that introduce unnecessary complexity and safety risks for surface mining operations.
Conclusion
The AS/NZS 1802 Type 280B semiconductive screened cable represents a critical technological advancement that directly supports Australia's position as a global leader in gold mining operations. The sophisticated engineering incorporated into these cables addresses the unique combination of electrical, mechanical, and environmental challenges that characterise modern mining operations, ensuring that Australia's major gold mines can maintain their productivity and safety standards even in some of the world's most demanding operating environments.
The comprehensive technical specifications of Type 280B cables reflect decades of experience in mining operations, incorporating lessons learned from equipment failures, safety incidents, and operational challenges encountered across Australia's diverse mining regions. The careful progression of conductor sizes from 6 mm² to 300 mm² ensures that mining operations can select appropriate cables for applications ranging from control circuits to main power feeds for the largest mobile equipment.
The semiconductive screening technology that distinguishes Type 280B cables from conventional alternatives provides essential protection against the electrical breakdown mechanisms that commonly affect mining equipment. This technology becomes particularly crucial in Australian mining operations where conductive dust, extreme temperatures, and variable humidity levels create conditions that can rapidly degrade conventional electrical systems.
The robust construction of Type 280B cables, including their advanced sheath materials and comprehensive earth conductor systems, ensures that mining operations can maintain electrical reliability even under the extreme conditions encountered in operations like the Boddington Gold Mine, Super Pit, and other major Australian mining facilities. This reliability directly translates to improved productivity, reduced maintenance costs, and enhanced safety for mining personnel.
The compliance with AS/NZS 1802 standards ensures that Type 280B cables meet the rigorous testing and performance requirements specifically developed for mining applications. These standards incorporate safety margins and testing protocols that reflect the critical nature of electrical systems in mining operations, where equipment failures can have catastrophic consequences for both personnel safety and operational continuity.
As Australia's gold mining industry continues to evolve with larger equipment, deeper operations, and more challenging environments, the advanced engineering incorporated into Type 280B cables provides the foundation for continued growth and innovation. The comprehensive protection against electrical, mechanical, and environmental challenges ensures that these cables will continue to support Australia's mining industry as it adapts to meet future challenges while maintaining its position as a global leader in safe and efficient mining operations.
The investment in advanced cable technology like Type 280B represents a commitment to operational excellence that characterises Australia's approach to mining. By ensuring that electrical infrastructure can withstand the extreme demands of modern mining operations, these cables contribute to the overall success of an industry that plays a vital role in Australia's economic prosperity and international competitiveness in global commodity markets.
