
AS/NZS 1802 Type 280B Semiconductive Screened Cable
Learn about AS/NZS 1802 Type 280B semiconductive screened cable specifications, applications in Australian underground mines including Cadia-Ridgeway, Olympic Dam, electrical parameters, and mining-specific solutions for safe operations.
6/27/202523 min read
AS/NZS 1802 Type 280B Semiconductive Screened Cable
Introduction: The Critical Role of Specialised Mining Cables
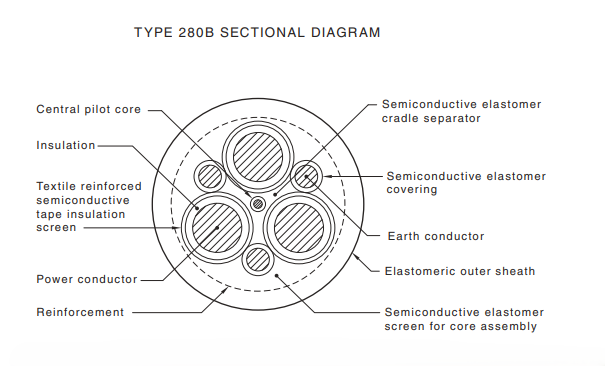
When you venture hundreds of metres beneath Australia's surface into the heart of our mining operations, every piece of equipment must be engineered to withstand conditions that would challenge even the most robust industrial applications. Among the most critical components ensuring safe and reliable power distribution in these challenging environments are the cables that carry electrical power throughout underground mining networks. The AS/NZS 1802 Type 280B semiconductive screened cable represents a pinnacle of engineering designed specifically for these demanding applications.
The AS/NZS 1802 standard establishes comprehensive requirements for mining cables used in Australian and New Zealand underground operations. This standard recognises that mining environments present unique challenges that standard commercial or industrial cables simply cannot handle. Type 280B cables, with their voltage rating of 1.1/1.1 kV, occupy a crucial niche in medium-voltage applications where reliability, safety, and durability intersect with the practical demands of mobile mining equipment.
Understanding why semiconductive screening becomes absolutely critical in underground mining requires us to consider the unique environmental challenges these cables face. Underground mines are inherently wet, dusty environments where electrical faults can have catastrophic consequences. The semiconductive screen acts as a protective barrier that maintains electrical field uniformity around conductors, prevents corona formation that could lead to insulation breakdown, and provides enhanced electromagnetic compatibility. This screening technology essentially creates a controlled electrical environment around the conductor, ensuring that power flows safely and reliably even when cables are subjected to mechanical stress, moisture, and the corrosive conditions common in mining operations.
The significance of proper cable selection extends far beyond mere electrical performance. In underground mining, a cable failure can shut down entire sections of operations, potentially trapping workers or disrupting critical ventilation and safety systems. This is why the AS/NZS 1802 standard takes such a comprehensive approach, addressing not only electrical specifications but also mechanical durability, environmental resistance, and safety considerations that are unique to the mining industry.
Major Australian Underground Mining Operations: Where Type 280B Cables Power the Nation's Resources
Australia's underground mining sector represents some of the most technologically advanced and challenging mining operations globally. Each major mining region presents unique geological and operational challenges that directly influence cable selection and installation requirements. Understanding these operations provides essential context for appreciating why specialised cables like the Type 280B are not merely preferable but absolutely essential.
Cadia-Ridgeway Operations in New South Wales stands as one of Australia's most significant copper-gold underground mining complexes. Located in the Central West region of NSW, this operation extends deep underground through multiple zones including the historic Ridgeway underground mine and the more recent East Deeps development. The geological complexity of this site, with its fractured rock formations and varying water infiltration levels, creates an environment where cable reliability becomes paramount. The Cadia operations utilise extensive networks of mobile equipment including shuttle cars, load-haul-dump vehicles, and conveyor systems, all requiring flexible, durable trailing cables that can withstand constant movement and mechanical stress while maintaining electrical integrity.
Olympic Dam in South Australia presents perhaps one of the most challenging underground mining environments in Australia. This polymetallic operation extracts copper, uranium, gold, and silver from a massive orebody located beneath the surface of the South Australian desert. The unique aspect of Olympic Dam lies not only in its scale but in the radioactive environment and the complex metallurgy involved in processing multiple minerals simultaneously. The underground operations here require cables that can maintain their insulation properties and electrical performance in environments where radiation exposure, chemical contamination, and extreme mechanical demands converge. The semiconductive screening in Type 280B cables becomes particularly crucial here, as it helps maintain electrical field stability even when subjected to the ionising radiation present in uranium-bearing ores.
Moranbah North in Queensland represents the deep longwall coal mining operations that characterise much of the Bowen Basin. Operating at depths approaching 200 metres, this mine presents unique challenges related to ground pressure, gas management, and the continuous movement of massive longwall mining equipment. The coal mining environment introduces specific hazards including the potential for explosive gas accumulation and coal dust, making electrical safety paramount. Type 280B cables used in these operations must not only provide reliable power transmission but also contribute to intrinsically safe electrical systems that minimise ignition risks. The flexible nature of these cables allows them to accommodate the continuous movement of longwall equipment while maintaining the electrical isolation necessary for safe operation in potentially explosive atmospheres.
Ernest Henry in Queensland demonstrates the evolution of mining operations from open-pit to underground extraction. This copper-gold operation has transitioned to underground mining beneath its original open-pit workings, with operations planned to continue well into the 2040s. This transition creates unique challenges as underground operations must coexist with the infrastructure and geological disturbances created by previous open-pit mining. The cable installations in such environments must accommodate not only the standard underground mining challenges but also the structural instabilities and water management issues that arise from mining beneath disturbed overburden. The semiconductive screening in Type 280B cables provides crucial protection against the electrical disturbances that can occur in these geologically complex environments.
Gwalia in Western Australia holds the distinction of being one of the world's deepest trucking gold mines, with operations extending to depths of approximately 1,600 metres below surface. The extreme depth creates unique challenges related to ground pressure, heat, and the logistics of moving equipment and materials over such vertical distances. At these depths, the electrical systems must operate reliably under conditions of extreme mechanical stress and elevated temperatures. The cables must maintain their electrical properties and mechanical integrity despite being subjected to ground movements and thermal cycling that would destroy conventional cables. The semiconductive screening becomes crucial for maintaining electrical field uniformity under the high mechanical stresses encountered at such depths.
These mining regions collectively represent the diverse geological and operational challenges that define Australian underground mining. From the Bowen Basin's coal deposits to the Goldfields' deep gold operations, from the Pilbara's iron ore mines to the Cobar region's base metal deposits, each area presents unique requirements that influence cable selection and installation practices. The Type 280B cable specification was developed with these diverse applications in mind, providing a versatile solution that can adapt to the varying demands of Australia's underground mining sector.
Application Scenarios: How Type 280B Cables Enable Underground Mining Operations
The practical applications of AS/NZS 1802 Type 280B cables in underground mining extend far beyond simple power transmission. These cables serve as the flexible lifelines that enable mobile mining equipment to operate effectively in the confined, challenging environments found hundreds of metres below ground. Understanding these application scenarios helps illustrate why the specific design features of Type 280B cables are not merely engineering preferences but operational necessities.
Trailing and Reeling Cable Applications represent perhaps the most demanding use case for Type 280B cables. In underground mining operations, equipment such as shuttle cars, continuous miners, and load-haul-dump vehicles must maintain constant electrical connection while moving through confined spaces, around corners, and over rough terrain. Unlike fixed installations where cables remain stationary, trailing cables must accommodate continuous flexing, dragging across rough surfaces, and occasional impacts from equipment or falling debris. The Type 280B design specifically addresses these challenges through its robust construction that includes multiple layers of protection and flexible conductor configurations that maintain electrical integrity despite constant mechanical stress.
The flexibility requirements for mining cables extend beyond simple bending radius considerations. In underground operations, cables must often navigate tight spaces between equipment and tunnel walls, sometimes requiring sharp bends that would damage conventional cables. The stranded copper conductor construction specified in AS/NZS 1802, combined with the flexible insulation and sheathing materials, allows Type 280B cables to maintain their electrical properties even when subjected to bending radii that approach the theoretical limits of cable design. This flexibility becomes particularly crucial in longwall mining operations where cables must accommodate the continuous movement of mining equipment across the coal face while maintaining reliable power transmission.
Environmental Resistance Applications showcase another critical aspect of Type 280B cable design. Underground mines are inherently harsh environments where cables must operate reliably despite exposure to water, mud, oil, abrasive dust, and corrosive chemicals. The semiconductive screening layer provides not only electrical protection but also contributes to environmental resistance by creating a barrier that prevents moisture ingress into the cable core. This protection becomes particularly important in mines where groundwater infiltration creates constantly wet conditions, or where chemical processing operations introduce corrosive substances into the mine atmosphere.
The oil resistance characteristics of Type 280B cables enable their use in applications involving hydraulic mining equipment, diesel-powered vehicles, and lubrication systems that are common in underground operations. Mining equipment operates in close proximity to hydraulic fluids, diesel fuel, and various lubricants that would rapidly degrade conventional cable sheathing materials. The specialised elastomer compounds used in Type 280B cable construction maintain their mechanical and electrical properties even after prolonged exposure to petroleum-based products, ensuring reliable operation throughout the cable's service life.
Flammable Atmosphere Considerations represent a critical safety aspect of underground mining operations, particularly in coal mines where methane gas and coal dust create potentially explosive conditions. Type 280B cables contribute to electrical safety through their screening design, which helps contain electrical faults and prevents the formation of electrical arcs that could serve as ignition sources. The semiconductive screen acts as a controlled path for fault currents, enabling protective systems to detect and clear faults rapidly before they can escalate into dangerous situations.
The mechanical protection provided by Type 280B cables extends beyond simple abrasion resistance to include protection against crushing forces, impact damage, and the sharp edges commonly encountered in mining environments. The robust sheath construction specified in AS/NZS 1802 provides multiple layers of protection that prevent mechanical damage from progressing through to the electrical conductors. This protection is essential in applications where cables must route through areas with heavy equipment traffic, or where cables may be subjected to roof falls or equipment impacts that would destroy lighter cable constructions.
Load Distribution and Power Quality Applications highlight the electrical performance aspects of Type 280B cables. The semiconductive screening not only provides safety benefits but also contributes to power quality by maintaining consistent electrical characteristics throughout the cable length. This consistency becomes crucial in mining applications where variable loads from starting motors, welding equipment, and other high-current devices can create electrical disturbances that affect sensitive control systems. The screening helps maintain electrical field uniformity, reducing electromagnetic interference that could disrupt communication systems or automated equipment controls.
Electrical and Physical Parameters: The Engineering Foundation of Reliable Mining Cables
The electrical and physical specifications of AS/NZS 1802 Type 280B cables represent a carefully balanced engineering solution that addresses the unique demands of underground mining operations. Understanding these parameters provides insight into how these cables achieve their remarkable performance in challenging environments and why each specification element contributes to overall system reliability and safety.
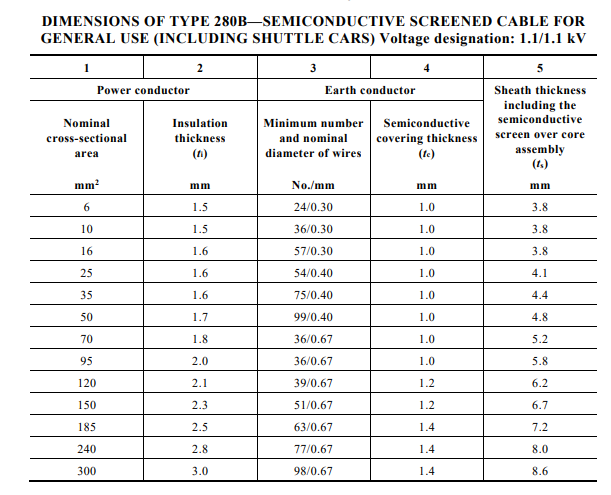
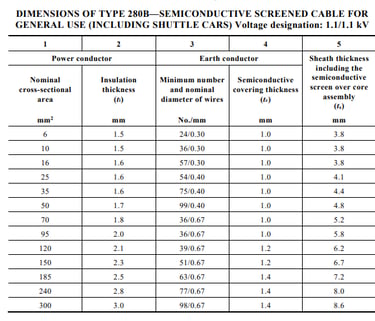
Voltage Rating and Electrical Performance form the foundation of Type 280B cable specifications. The 1.1/1.1 kV voltage rating represents the cable's capability to operate safely at voltages up to 1,100 volts between conductors and between conductors and earth. This voltage level positions Type 280B cables in the medium-voltage category, making them suitable for applications that require more power transmission capability than standard low-voltage cables can provide, while remaining below the high-voltage thresholds that would require more complex installation and maintenance procedures.
The dual voltage designation (1.1/1.1 kV) indicates that the cable insulation system can withstand 1,100 volts between any two conductors (line-to-line voltage) and 1,100 volts between any conductor and earth (line-to-earth voltage). This specification becomes particularly important in mining applications where earth faults are common due to the wet, conductive environment. The cable's ability to maintain insulation integrity under these fault conditions directly contributes to personnel safety and equipment protection.
Conductor Construction and Current-Carrying Capacity represent critical aspects of cable performance that directly impact mining operations. The AS/NZS 1802 standard specifies stranded copper conductors ranging from 6 mm² to 300 mm² cross-sectional area, providing flexibility to match cable selection to specific application requirements. The stranded construction, rather than solid conductors, enables the flexibility necessary for trailing cable applications while maintaining excellent electrical conductivity.
For example, a 6 mm² conductor utilises 24 strands of 0.30 mm diameter copper wire, providing flexibility while maintaining adequate current-carrying capacity for smaller mining equipment. As conductor sizes increase, the strand configuration changes to optimise both flexibility and current capacity. A 300 mm² conductor uses 98 strands of 0.67 mm diameter wire, providing the current-carrying capacity necessary for large mining equipment while maintaining sufficient flexibility for trailing applications.
The current-carrying capacity of these conductors varies with installation conditions, ambient temperature, and grouping factors common in mining installations. A 25 mm² conductor might carry 100-120 amperes in typical mining applications, while a 150 mm² conductor could handle 300-400 amperes depending on installation conditions. These current ratings must be carefully matched to equipment requirements and protection system capabilities to ensure safe and reliable operation.
Insulation System Design represents one of the most critical aspects of Type 280B cable construction. The insulation thickness varies from 1.0 mm for smaller conductors to 1.4 mm for larger sizes, providing electrical isolation between conductors and between conductors and earth. The insulation material must withstand not only the applied voltage but also the mechanical stresses associated with cable flexing and the environmental conditions present in mining operations.
The insulation system works in conjunction with the semiconductive screening to create a controlled electrical environment around each conductor. The screening material has electrical properties that allow it to conduct sufficient current to equalise electrical potentials while providing high enough resistance to limit fault currents to manageable levels. This balance is crucial for maintaining electrical safety while enabling effective fault detection and protection system operation.
Semiconductive Screen Construction represents the defining characteristic of Type 280B cables. The semiconductive covering thickness ranges from 3.8 mm for smaller cables to 8.6 mm for the largest sizes, providing substantial protection against electrical stress concentration and environmental factors. This screening layer serves multiple functions including electrical field control, mechanical protection, and environmental sealing.
The semiconductive material typically consists of a polymer compound loaded with conductive particles such as carbon black or metallic particles. The loading level is carefully controlled to achieve the desired electrical resistivity that provides screening effectiveness without creating excessive losses or heating. The thickness of this layer must be sufficient to provide mechanical protection while maintaining the cable's flexibility requirements for mining applications.
Sheath Construction and Environmental Protection complete the cable's protective system. The outer sheath thickness ranges from 1.5 mm to 3.0 mm depending on conductor size, providing mechanical protection and environmental sealing. The sheath material typically consists of specialised elastomer compounds that provide resistance to oil, flame, abrasion, and chemical attack while maintaining flexibility over a wide temperature range.
The sheath design must accommodate the thermal expansion and contraction that occurs as cables heat up under load and cool down during idle periods. In mining applications, this thermal cycling can be severe due to varying load conditions and ambient temperature changes. The sheath material and construction must maintain its sealing properties and mechanical integrity throughout these thermal cycles to prevent moisture or contaminant ingress that could compromise cable performance.
Earth Conductor Requirements ensure electrical safety through proper grounding of equipment and cable systems. AS/NZS 1802 specifies that earth conductors must be sized at least 75% of the main conductor cross-sectional area, ensuring adequate capacity to carry fault currents safely. This sizing requirement reflects the understanding that earth faults are common in mining environments and that earth conductors must be capable of carrying substantial currents for the time required for protective systems to operate.
The earth conductor construction follows similar principles to the main conductors, using stranded copper construction to maintain flexibility while providing the cross-sectional area necessary for safety. In many applications, multiple earth conductors may be provided to ensure redundancy and improve system reliability.
Environmental and Operational Requirements: Engineering for Extreme Conditions
The environmental and operational requirements for AS/NZS 1802 Type 280B cables reflect the extreme conditions encountered in Australian underground mining operations. These specifications go far beyond standard industrial cable requirements to address the unique combination of mechanical, environmental, and operational stresses that define the underground mining environment.
Temperature Performance and Thermal Management represent critical aspects of cable design that directly impact reliability and service life. Type 280B cables must typically operate across temperature ranges from -25°C to +90°C, accommodating the thermal extremes encountered in various mining applications. The lower temperature limit addresses applications in high-altitude mines or during winter conditions where equipment may be exposed to freezing temperatures during transport or storage. The upper temperature limit reflects the heating that occurs in cables carrying substantial currents, particularly in applications where cables may be bundled together or installed in areas with limited air circulation.
Understanding the thermal behaviour of mining cables requires consideration of both steady-state and transient thermal conditions. During normal operation, cables generate heat due to conductor resistance and dielectric losses in the insulation system. This heat must be dissipated to the surrounding environment to prevent insulation degradation. In underground mining applications, the thermal environment can be complicated by geothermal heating from the earth, heat generated by mining equipment, and limited air circulation in confined spaces.
The thermal design of Type 280B cables addresses these challenges through careful selection of insulation and sheathing materials that maintain their electrical and mechanical properties throughout the specified temperature range. The semiconductive screening layer also contributes to thermal management by providing a path for heat dissipation from the conductor to the cable exterior. This thermal path helps prevent hot spots that could lead to localised insulation breakdown and cable failure.
Moisture and Water Resistance represent perhaps the most challenging environmental requirements for underground mining cables. Unlike surface installations where moisture exposure may be occasional, underground mining operations exist in perpetually damp environments where cables may be subjected to constant water exposure, submersion, or high humidity conditions. The AS/NZS 1802 specification addresses these conditions through comprehensive moisture resistance requirements that go far beyond standard cable specifications.
The moisture resistance of Type 280B cables begins with the semiconductive screening layer, which provides a barrier against moisture penetration into the cable core. This screening layer must maintain its electrical properties even when saturated with water, ensuring that the cable continues to provide electrical protection and screening effectiveness in wet conditions. The insulation system must maintain its dielectric strength when exposed to moisture, preventing breakdown that could lead to dangerous electrical faults.
The outer sheath design plays a crucial role in moisture protection by providing a primary barrier against water ingress. The sheath material must remain flexible and maintain its sealing properties even after prolonged exposure to water and the various chemicals commonly found in mine water. This includes resistance to the acidic conditions that can develop in mines with sulfide minerals, as well as the alkaline conditions that may result from cement and concrete used in mine construction.
Mechanical Durability and Abrasion Resistance address the physical demands placed on cables in mining applications. Underground mining operations subject cables to mechanical stresses that would quickly destroy conventional cables, including dragging across rough rock surfaces, crushing forces from equipment and debris, impacts from falling objects, and repeated flexing as mobile equipment moves through confined spaces.
The mechanical protection provided by Type 280B cables begins with the robust construction of the individual conductors, using stranded copper designs that maintain electrical continuity even when individual strands are damaged. The insulation system must maintain its electrical properties despite mechanical deformation, while the semiconductive screening layer provides both electrical and mechanical protection for the underlying insulation.
The outer sheath represents the primary mechanical protection for the cable, designed to resist puncture, abrasion, and cutting forces encountered in mining operations. The sheath material typically incorporates reinforcing elements or special compounds that provide enhanced tear resistance and impact protection. The thickness of the sheath is carefully balanced to provide adequate mechanical protection while maintaining the flexibility necessary for trailing cable applications.
Chemical Resistance and Flame Retardancy address the diverse chemical exposures encountered in mining operations. Underground mines may contain corrosive gases, acidic or alkaline water, petroleum products from equipment, and various chemicals used in mineral processing operations. Type 280B cables must maintain their electrical and mechanical properties despite exposure to these aggressive chemical environments.
The chemical resistance requirements extend beyond simple material compatibility to include long-term performance under combined chemical and mechanical stress. For example, a cable exposed to acidic mine water must maintain its flexibility and electrical properties even after the chemical exposure has been combined with mechanical flexing and thermal cycling. This combination of stresses can accelerate material degradation through mechanisms that would not occur with single-stress exposures.
Flame retardancy represents a critical safety requirement in underground mining operations where fire hazards are always present. The flame-retardant properties of Type 280B cables help prevent the spread of fires that might be initiated by electrical faults or external ignition sources. The cable materials must not only resist ignition but also limit flame propagation and reduce the generation of toxic combustion products that could endanger personnel in confined underground spaces.
Earth Conductor Sizing and Electrical Safety ensure that safety grounding systems can function effectively under fault conditions. The AS/NZS 1802 requirement that earth conductors be sized at least 75% of the main conductor cross-sectional area reflects the understanding that earth faults are common in mining environments and that adequate current-carrying capacity is essential for personnel protection.
The earth conductor sizing requirement also considers the fact that mining equipment often operates in wet conditions where earth fault currents may be higher than in dry environments. The increased conductor size ensures that earth conductors can carry these higher fault currents without overheating or failing, maintaining the integrity of the safety grounding system throughout the fault duration.
Common Mining Issues and Comprehensive FAQ: Addressing Real-World Challenges
The implementation of AS/NZS 1802 Type 280B cables in Australian underground mining operations generates numerous practical questions and challenges that reflect the complex operational environment of modern mining. Understanding these common issues and their solutions provides valuable insight into the practical aspects of cable selection, installation, and maintenance in mining applications.
Question 1: Why is semiconductive screening absolutely essential in underground mining applications, and how does it differ from standard cable shielding?
The semiconductive screening in Type 280B cables serves multiple critical functions that standard shielding cannot provide in mining environments. Unlike metallic shields that provide a zero-impedance path for electromagnetic interference, semiconductive screens create a controlled-impedance barrier that equalises electrical field distribution around conductors while allowing controlled current flow under fault conditions.
In the wet, conductive environment of underground mines, standard unscreened cables experience irregular electrical field patterns that can lead to partial discharge activity and eventual insulation breakdown. The semiconductive screen creates a uniform electrical field around each conductor, eliminating field concentration points that could initiate electrical failures. This uniform field distribution becomes particularly crucial when cables are subjected to mechanical deformation, as bending or crushing can create air gaps in unscreened cables that concentrate electrical stress.
The screening also provides crucial protection during earth fault conditions. When an insulation failure occurs, the semiconductive screen provides a controlled path for fault current that enables protective systems to detect and isolate the fault rapidly. Without this screening, fault currents might follow unpredictable paths through wet rock or equipment structures, creating dangerous conditions for personnel and potentially failing to trigger protective devices.
Furthermore, the semiconductive screening contributes to electromagnetic compatibility by providing a controlled impedance environment that reduces electrical noise and interference. This becomes increasingly important as mining operations incorporate more sophisticated electronic control systems that can be disrupted by electrical interference from unscreened power cables.
Question 2: How do Type 280B cables achieve their exceptional resistance to abrasion, moisture, and flame, and what specific materials and construction techniques enable this performance?
The exceptional environmental resistance of Type 280B cables results from a carefully engineered multi-layer construction that addresses each environmental challenge through specific material selection and design techniques. The heavy-duty elastomer sheath, typically designated as HD-85-PCP/CSP or similar formulations, incorporates specialised polymer compounds that maintain their mechanical and chemical properties under the extreme conditions encountered in mining operations.
The abrasion resistance begins with the selection of base polymer materials that exhibit high tear strength and resistance to mechanical wear. These polymers are often reinforced with particulate fillers or fibrous materials that increase resistance to cutting and gouging forces. The sheath thickness is carefully optimised to provide adequate mechanical protection while maintaining the flexibility necessary for trailing cable applications.
Moisture resistance involves multiple protective layers working in concert. The semiconductive screening layer provides the first barrier against moisture penetration, while the insulation system incorporates materials that maintain their dielectric properties even when exposed to water. The outer sheath completes the moisture protection system through careful attention to material selection and manufacturing processes that minimise permeability and maintain sealing effectiveness over the cable's service life.
The flame-resistant properties result from the incorporation of flame-retardant additives that interfere with the combustion process. These additives may include halogenated compounds, metal hydrates, or phosphorus-based chemicals that release flame-suppressing gases when exposed to heat. The flame retardancy is designed not only to prevent ignition but also to limit flame propagation and reduce the generation of toxic combustion products that could endanger personnel in confined underground spaces.
Oil resistance requires careful selection of base polymer materials that are inherently resistant to petroleum products, combined with additives that enhance chemical compatibility. The formulation must maintain its mechanical properties even after prolonged exposure to hydraulic fluids, diesel fuel, and lubricating oils commonly encountered in mining equipment applications.
Question 3: What are the immediate and long-term consequences of cable insulation damage in underground mining operations, and how does the semiconductive screen provide protection?
Insulation damage in underground mining operations can have immediate and catastrophic consequences that extend far beyond simple equipment failure. The immediate risks include electrical shock hazards to personnel, equipment damage from short circuits or earth faults, and the potential for electrical arcs that could serve as ignition sources in potentially explosive mine atmospheres.
When insulation damage occurs in an unscreened cable, the electrical fault may create unpredictable current paths through wet rock, metal structures, or personnel who come into contact with energised equipment. These fault currents can persist undetected by standard protective systems, creating ongoing hazards until catastrophic failure occurs. The irregular current paths also make it difficult for protective systems to detect and isolate faults rapidly, extending the duration of dangerous conditions.
The semiconductive screen provides crucial protection by creating a controlled path for fault currents that enables reliable detection and isolation. When insulation breakdown occurs, the fault current flows through the semiconductive material to the earth conductor, creating a circuit that protective devices can readily detect and interrupt. This controlled fault path ensures that dangerous voltages are quickly removed from equipment and personnel contact points.
Long-term consequences of insulation damage include progressive degradation that can affect multiple cables in the same installation. Moisture penetration through damaged insulation can create electrolytic corrosion that attacks copper conductors, reducing current-carrying capacity and increasing resistance heating. The increased heating accelerates further insulation degradation, creating a progressive failure mode that can affect entire cable installations.
The semiconductive screening helps prevent this progressive degradation by limiting the extent of electrical damage and providing early warning of insulation problems through insulation resistance testing. The screening layer can often contain minor insulation damage, preventing moisture penetration and limiting the scope of repairs required to restore cable integrity.
Question 4: How should engineers determine appropriate conductor sizing for specific mining applications, and what factors beyond simple current-carrying capacity must be considered?
Conductor sizing for mining applications requires a comprehensive analysis that goes far beyond the basic current-carrying capacity calculations used for standard electrical installations. The unique operating conditions in underground mines introduce multiple factors that can significantly impact conductor performance and safety requirements.
The starting point for conductor sizing involves determining the continuous current requirements of the connected equipment, including consideration of starting currents for motors and peak currents for welding or other high-current applications. However, mining applications require additional consideration of the thermal environment, installation conditions, and operational factors that affect current-carrying capacity.
The thermal environment in underground mines can significantly reduce conductor current-carrying capacity through elevated ambient temperatures, limited air circulation, and thermal interaction between multiple cables installed in the same area. Engineers must apply derating factors that account for these conditions, often reducing the effective current-carrying capacity by 20-30% compared to standard installation conditions.
Installation conditions also impact conductor sizing through considerations of cable length, voltage drop limitations, and fault current requirements. Long cable runs to remote mining equipment can result in significant voltage drops that affect equipment performance, requiring larger conductors to maintain acceptable voltage levels. The inductive and capacitive effects of long cable runs must also be considered, particularly for applications involving variable frequency drives or other equipment sensitive to power quality issues.
Fault current considerations become particularly important in mining applications where earth faults are common and protective system coordination is critical for personnel safety. Conductor sizing must ensure that fault currents are sufficient to operate protective devices reliably while limiting the mechanical and thermal stresses imposed on the cable during fault conditions.
Mechanical considerations also influence conductor sizing, as larger conductors provide better resistance to damage from the mechanical stresses encountered in mining applications. The additional mechanical strength of larger conductors can provide operational benefits that justify oversizing beyond electrical requirements.
Future expansion and operational flexibility represent additional factors that often influence conductor sizing decisions. Mining operations frequently require reconfiguration of electrical systems as mining progresses, and initial conductor sizing should consider potential future load increases or system modifications.
Question 5: What inspection protocols and maintenance procedures ensure reliable performance throughout the service life of Type 280B cables?
Effective inspection and maintenance protocols for Type 280B cables require a systematic approach that addresses both preventive maintenance and predictive monitoring techniques. The harsh operating environment in underground mines accelerates cable degradation through multiple mechanisms, making regular inspection essential for maintaining system reliability and personnel safety.
Visual inspection procedures should be conducted regularly, focusing on identification of mechanical damage such as cuts, abrasions, crushing, or deformation of the cable sheath. Particular attention should be paid to areas where cables pass through equipment connections, around pulleys or guides, and at points where cables contact rock surfaces or equipment structures. Visual inspection should also include examination of cable support systems, ensuring that cables are properly supported and protected from mechanical damage.
Electrical testing represents a crucial component of cable maintenance programs, involving both routine measurements and comprehensive diagnostic testing. Insulation resistance testing should be performed regularly using appropriate test voltages and procedures specified in AS/NZS 1802 and relevant mining electrical codes. This testing can identify deteriorating insulation before complete failure occurs, enabling proactive replacement or repair.
The semiconductive screening system requires specialised testing procedures that differ from standard cable testing methods. The screening effectiveness can be evaluated through measurements of screen continuity and resistance, ensuring that the screening system continues to provide effective electrical field control and fault current paths. High-voltage testing of the screening system should be performed in accordance with manufacturer recommendations and relevant standards.
Thermal monitoring using infrared thermography can identify developing problems before they result in cable failure. Hot spots in cable installations often indicate overloaded conductors, damaged connections, or deteriorating insulation that increases electrical losses. Regular thermal surveys can identify these problems during their early stages when corrective action is relatively simple and inexpensive.
Environmental monitoring of installation conditions helps identify factors that may accelerate cable degradation. This includes monitoring of temperature, humidity, chemical exposure, and mechanical stress conditions that affect cable performance. Understanding the environmental factors affecting cable installations enables adjustments to maintenance schedules and procedures based on actual operating conditions rather than generic recommendations.
Documentation and record-keeping procedures ensure that inspection and maintenance activities are properly tracked and that developing problems are identified through trend analysis. Maintenance records should include details of all inspections, tests, repairs, and replacements, enabling analysis of failure patterns and optimisation of maintenance procedures.
Partnership with original equipment manufacturers and cable suppliers provides access to specialised expertise and updated maintenance procedures. As cable technology evolves and operational experience accumulates, manufacturers may provide updated recommendations for inspection procedures, testing methods, and maintenance intervals that can improve reliability and extend service life.
Question 6: How do engineers ensure compatibility between Type 280B cables and the diverse range of underground mining equipment, and what connection considerations are critical for reliable operation?
Ensuring compatibility between Type 280B cables and mining equipment requires comprehensive understanding of both electrical and mechanical interface requirements. The diverse range of equipment used in underground mining operations, from shuttle cars and continuous miners to conveyor systems and ventilation equipment, presents varied connection requirements that must be carefully matched to cable capabilities.
Electrical compatibility begins with verification that cable voltage and current ratings match equipment requirements, including consideration of starting currents, fault current capabilities, and power quality requirements. Mining equipment often incorporates variable frequency drives, sophisticated control systems, and other equipment sensitive to electrical disturbances, requiring cables that provide stable electrical characteristics and effective electromagnetic compatibility.
Connector compatibility represents a critical aspect of system design that directly impacts reliability and safety. Mining equipment connections must provide reliable electrical contact while accommodating the mechanical movement and environmental conditions encountered in underground operations. The connection system must maintain electrical integrity despite exposure to moisture, dust, vibration, and mechanical stress from equipment movement.
The flexibility requirements of Type 280B cables must be matched to the mechanical requirements of equipment connections. Some applications require cables that can accommodate tight bending radii around equipment structures, while others require cables that can withstand repeated flexing as equipment moves through operational cycles. The cable construction must provide adequate flexibility without compromising electrical performance or mechanical durability.
Grounding and earthing considerations become particularly critical in mining applications where personnel safety depends on effective earth fault protection. The connection system must ensure reliable continuity of earth conductors and screening systems, maintaining the electrical integrity necessary for protective system operation. Connection designs must account for the corrosive environment and mechanical stresses that can compromise earth connections over time.
Environmental sealing of connections requires careful attention to the ingress protection requirements of mining equipment. Connections must prevent moisture, dust, and corrosive gases from compromising electrical integrity while maintaining accessibility for maintenance and inspection. The sealing system must accommodate thermal expansion and contraction, mechanical movement, and the various chemicals encountered in mining operations.
Testing and commissioning procedures ensure that installed cable systems meet design requirements and provide reliable operation. This includes verification of electrical continuity, insulation resistance, earth circuit integrity, and screening system effectiveness. Comprehensive testing during commissioning provides baseline measurements for future maintenance and troubleshooting activities.
Question 7: What specific performance characteristics enable Type 280B cables to operate reliably in flooded conditions, and how does water exposure affect long-term cable performance?
The ability of Type 280B cables to operate reliably in flooded conditions represents one of their most critical performance characteristics for underground mining applications. The multi-layer construction and specialised materials used in these cables provide multiple levels of protection against water-related failures that would quickly disable conventional cables.
The semiconductive screening layer provides the first line of defence against water-related electrical problems. Unlike metallic shields that can create galvanic corrosion problems when exposed to water, the semiconductive material maintains its electrical properties even when saturated with moisture. This screening continues to provide electrical field control and electromagnetic compatibility even under complete submersion conditions.
The insulation system incorporates materials specifically selected for their ability to maintain dielectric strength when exposed to water. Standard insulation materials can experience significant reduction in breakdown voltage when wet, but the specialised compounds used in Type 280B cables maintain adequate electrical isolation even under saturated conditions. This performance is achieved through careful selection of polymer materials and additives that resist water absorption and maintain their electrical properties when exposed to moisture.
Water resistance also extends to the conductor system, where the stranded copper construction provides multiple parallel paths for current flow. Even if individual conductor strands are compromised by corrosion or mechanical damage, the remaining strands maintain electrical continuity and current-carrying capacity. The conductor system is also designed to resist galvanic corrosion that can occur when dissimilar metals are exposed to conductive mine water.
The outer sheath provides mechanical protection and primary moisture barrier, but its water resistance goes beyond simple exclusion of liquid water. The sheath material must resist the softening and degradation that can occur with prolonged water exposure, maintaining its mechanical properties and protective function even after extended submersion. This includes resistance to the various chemicals commonly found in mine water, including acids, bases
