
AS/NZS 1972 Type 1 1.1/1.1 kV Collectively Screened Mining Cables
Mining environments present some of the most challenging conditions for electrical infrastructure. In these harsh settings, the reliability and safety of power cables are not just operational concerns—they're matters of life and death. This article explores one of the most important cable specifications for mining applications: the AS/NZS 1972 Type 1 1.1/1.1 kV collectively screened mining cable.
5/20/20256 min read
AS/NZS 1972 Type 1 1.1/1.1 kV Collectively Screened Mining Cables
Understanding the Standard
The AS/NZS 1972:2006 standard represents a joint Australian and New Zealand specification developed specifically for mining cables. This standard ensures cables can perform reliably in the uniquely demanding conditions found underground and in surface mining operations.
The designation "Type 1" refers to a specific construction category within the standard that features collective screening—meaning all power conductors are enclosed within a single metallic screen. The "1.1/1.1 kV" rating indicates the cable's voltage capacity: 1.1 kilovolts between any conductor and the screen, and 1.1 kilovolts between conductors. This rating makes these cables suitable for most low-voltage mining power applications while maintaining an appropriate safety margin.
Collective screening refers to the protective layer of conductive material (typically copper braid or tape) that surrounds all insulated conductors together. This screen serves three vital functions: provides a path for fault currents, shields against electromagnetic interference, and enhances safety by ensuring rapid detection of insulation failures.
The Mining Environment Challenge
Mining presents a perfect storm of hazards for electrical cables. Underground operations feature confined spaces with heavy machinery, sharp rock faces, corrosive groundwater, explosive gases, and abrasive dust. Surface mines add extreme temperature variations and UV exposure to the mix.
These cables must perform reliably in environments ranging from deep metal and coal mines to hard-rock quarrying operations. The standard also addresses the unique safety challenges of mining, where electrical faults can potentially trigger explosions in gaseous environments or leave equipment dangerously energized.


Common Applications
These cables serve numerous essential functions in mining operations:
Longwall mining equipment requires flexible power delivery as the machinery advances through the coal seam. The cables must withstand constant flexing and abrasion while maintaining their electrical integrity.
Mobile plant equipment such as continuous miners, shuttle cars, and loaders rely on these cables for power as they move throughout the mine. The cables must tolerate being dragged across rough surfaces and occasional crushing forces.
Fixed installations in shafts, drifts (horizontal tunnels), and haulage ways utilize these cables for lighting, ventilation, pumping, and monitoring systems. Even in these "stationary" applications, the cables face vibration, water ingress, and potential damage from passing equipment.
Battery charging stations for electric mining vehicles require reliable power delivery in what can be chemically aggressive environments with potential acid splash and hydrogen gas buildup.


Construction and Technical Parameters
Core Components
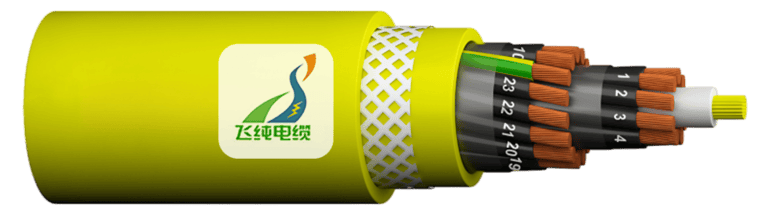
The AS/NZS 1972 Type 1 cables feature a layered construction designed for maximum durability and safety:
Conductors: Stranded copper conductors provide the necessary flexibility and current-carrying capacity. The stranding typically consists of multiple fine copper wires (like the 30/0.25 specification indicating 30 strands of 0.25mm diameter wire).
Insulation: PVC (polyvinyl chloride) insulation surrounds each conductor, providing the primary electrical isolation. The standard specifies a minimum thickness (typically 0.8mm) to ensure adequate dielectric strength.
Bedding: A polyester tape layer provides mechanical separation between the insulated conductors and the screen.
Collective Screen: A tinned annealed copper braiding interwoven with polyester yarn serves as both the protective screen and the earth conductor. The screening material must have sufficient cross-sectional area to carry fault currents safely.
Outer Sheath: A robust PVC sheath protects the entire assembly from mechanical damage, moisture, and chemical exposure. The thickness typically ranges from 0.8mm to 1.3mm depending on the overall cable size.



Dimensions and Weight

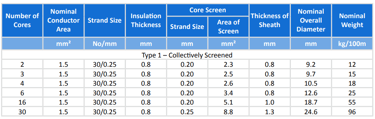
Critical Specifications
The cable's electrical performance depends on several key parameters:
Voltage Rating: The 1.1/1.1 kV rating means the cable can continuously operate at 1.1 kV phase-to-earth and phase-to-phase, with appropriate safety margins.
Current Capacity: This varies with the conductor size, with cross-sectional areas ranging from 1.5mm² for control circuits to 30mm² for main power distribution.
Temperature Rating: These cables typically have a continuous operating temperature rating of 90°C at the conductor, allowing for some thermal headroom in hot mine environments.
Mechanical Properties: The cables must meet minimum standards for tensile strength, elongation (flexibility), and abrasion resistance. They typically have specified minimum bend radii to prevent internal damage during installation.


Practical Considerations: Mining-Site FAQ
Choosing the Right Cable Configuration
When selecting the appropriate cable for a mining application, engineers must consider:
The required current-carrying capacity based on the connected load
Voltage drop over the cable run length (particularly important for mobile equipment at a distance from power centers)
The number of cores needed (ranging from 2 to 16 according to the specifications)
The environment-specific challenges at the installation location
For example, a shuttle car operating 200 meters from a power center might require a larger conductor size than suggested by its motor rating alone, to compensate for voltage drop over the distance.
Damage Management
Mechanical damage to cables is unfortunately common in mining environments. When the outer sheath is damaged:
The cable should be immediately inspected and isolated from power.
The extent of damage must be assessed—if only the outer sheath is affected and the screen remains intact, temporary repairs may be possible.
If the damage reaches the screen or insulation, the entire cable section typically needs replacement.
Temporary repairs usually involve specialized mining-rated repair tapes and compounds that maintain the cable's moisture resistance and mechanical protection while awaiting a scheduled replacement.
Moisture Protection
Water ingress represents one of the greatest threats to cable integrity in mining environments. Effective moisture prevention includes:
Using appropriate explosion-proof cable glands with integrated sealing
Ensuring terminations are properly sealed with heat-shrink or cold-shrink technology
Installing cables with drip loops to prevent water tracking along the cable into equipment
Regular inspection for signs of moisture penetration
Modern mining cables often incorporate additional moisture barriers such as water-blocking tapes or powders that swell upon contact with water to create a seal.
Maintenance Best Practices
To ensure ongoing reliability, mining cables require:
Regular visual inspections for outer sheath damage, crushing, or excessive wear
Periodic insulation resistance testing (using a megger) to detect degradation before failure
Earth-fault monitoring systems to provide early warning of screen damage
Scheduled re-termination of heavily used flexible cables, as the terminations often wear out before the cable itself
These maintenance practices are especially important for cables supplying critical safety systems or equipment in hazardous areas.
Compatibility with Variable-Speed Drives
Modern mining equipment increasingly uses variable-speed drives (VSDs) to improve efficiency and control. When used with VSDs, these cables:
May require additional screening to handle the high-frequency noise generated by the drive
Often need derating (using a larger size than normally required) to account for harmonics and additional heating
Benefit from shorter run lengths to minimize reflected waves and voltage spikes
Some mines install additional filtering at the drive output to protect both the cable and the connected equipment.

Conclusion
AS/NZS 1972 Type 1 1.1/1.1 kV collectively screened mining cables represent a specialized solution for one of the most demanding electrical environments on earth. Their robust construction balances the need for flexibility, electrical performance, and mechanical durability while maintaining compliance with stringent safety regulations.
The proper selection, installation, and maintenance of these cables is essential for mining operations, not just for operational continuity, but for the safety of personnel working in these hazardous environments. Understanding their construction, capabilities, and limitations helps mining engineers and maintenance personnel make informed decisions that enhance both productivity and safety.

