
AS/NZS 1972:2006 Paper Insulated 11/11kV Mining Cable
Underground mining operations present some of the most challenging environments for electrical infrastructure. The combination of moisture, mechanical stress, corrosive atmospheres, and the critical need for uninterrupted power supply demands specialized electrical cables that can withstand these harsh conditions while maintaining safety and reliability. Mining cables serve as the backbone of underground electrical systems, powering everything from essential ventilation systems to heavy machinery that keeps operations running smoothly. The AS/NZS 1972:2006 standard represents a comprehensive framework that defines the construction, performance, and application requirements for paper-insulated mining cables used in Australian and New Zealand mining operations. This standard ensures that cables meet the rigorous demands of underground environments while providing the safety margins necessary to protect both equipment and personnel in these high-risk settings.
5/22/20258 min read

AS/NZS 1972:2006 Paper Insulated 11/11kV Mining Cable
Introduction
Underground mining operations present some of the most challenging environments for electrical infrastructure. The combination of moisture, mechanical stress, corrosive atmospheres, and the critical need for uninterrupted power supply demands specialized electrical cables that can withstand these harsh conditions while maintaining safety and reliability. Mining cables serve as the backbone of underground electrical systems, powering everything from essential ventilation systems to heavy machinery that keeps operations running smoothly.
The AS/NZS 1972:2006 standard represents a comprehensive framework that defines the construction, performance, and application requirements for paper-insulated mining cables used in Australian and New Zealand mining operations. This standard ensures that cables meet the rigorous demands of underground environments while providing the safety margins necessary to protect both equipment and personnel in these high-risk settings.
Application Scenarios
The AS/NZS 1972:2006 paper-insulated cable finds its primary application as a high-voltage feeder cable in fixed installations within underground coal mines. These cables form the arterial network that distributes electrical power throughout the underground facility, serving as the critical link between surface power sources and underground electrical loads.
In typical mining applications, these cables power a wide range of fixed apparatus essential to mining operations. Pumps that manage water ingress and maintain dry working conditions rely on these cables for their power supply. Conveyor systems that transport materials from extraction points to surface facilities depend on the reliable power delivery these cables provide. Additionally, lighting systems that ensure safe working conditions throughout the underground network are powered by these robust electrical feeders.
Beyond powering fixed installations, these cables serve as the primary supply source for machine cables that power mobile mining equipment. They also provide essential power to mine shaft winder systems, which are critical for personnel and material transport between surface and underground levels. The reliability of these systems directly impacts both operational efficiency and worker safety.
The environmental conditions in underground mining operations present unique challenges that these cables are specifically designed to address. Underground environments typically feature high earth fault values, requiring cables with robust insulation systems and effective grounding paths. These cables are engineered to perform reliably whether installed in protective ducts, suspended in free air, or buried directly in the ground, providing flexibility in installation methods based on specific site requirements and conditions.


Electrical Parameters
The 11/11kV voltage rating of these cables positions them as high-voltage distribution solutions capable of efficiently transmitting power over the extended distances common in large mining operations. This voltage level provides an optimal balance between power transmission efficiency and safety considerations in underground environments.
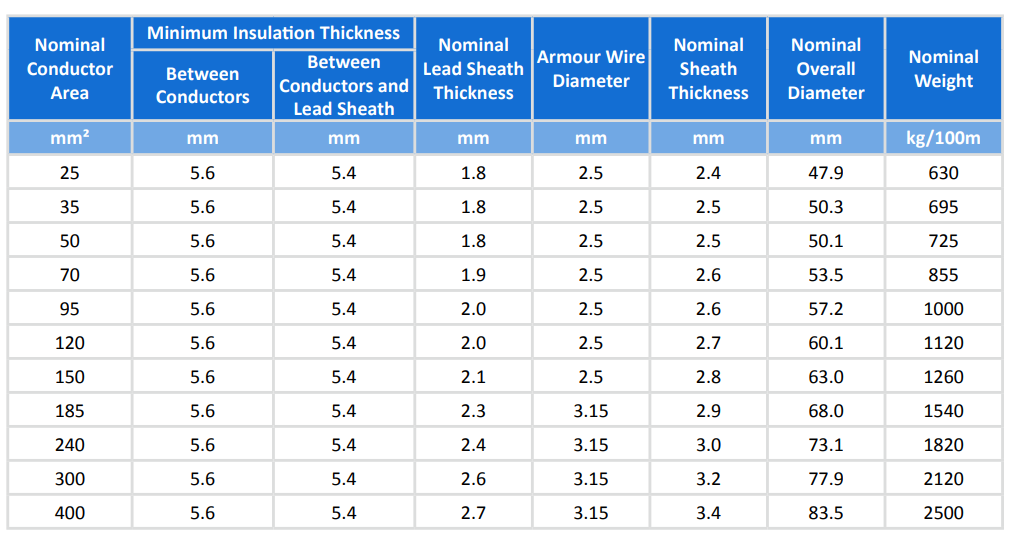
The conductor design employs sector-shaped stranded copper conductors, a configuration that maximizes the copper cross-sectional area within the cable's overall diameter while maintaining flexibility for installation. These conductors are available in a comprehensive range of sizes from 25 mm² to 400 mm², allowing system designers to select the appropriate conductor size based on load requirements and voltage drop considerations.
The insulation system represents a time-tested approach to high-voltage cable design, utilizing impregnated paper tape insulation with an overall paper tape belt. The minimum insulation thickness of 5.6 mm provides the necessary dielectric strength to safely handle the 11kV operating voltage while including appropriate safety margins. This paper-based insulation system, when properly manufactured and installed, offers excellent long-term stability and reliability in underground environments.
The cable's protective system consists of multiple layers designed to address different environmental challenges. The lead sheath serves as the primary moisture barrier, preventing water ingress that could compromise the paper insulation system. The galvanized steel wire armour provides essential mechanical protection against the physical stresses encountered in underground installations while simultaneously serving as an effective grounding path for fault currents. The outer PVC sheath, manufactured to comply with AS/NZS 1026 standards, provides additional chemical resistance and mechanical protection.
Thermal performance characteristics limit the maximum continuous operating temperature to 65°C, with an operational temperature range from 0°C to +65°C. These parameters ensure reliable performance across the temperature variations typically encountered in underground mining environments.
The electrical characteristics vary based on conductor size, reflecting the relationship between cross-sectional area and electrical resistance. For example, a 95 mm² conductor exhibits an AC resistance of approximately 0.193 Ω/km and a reactance of 0.367 Ω/km. These parameters directly influence voltage drop calculations and current-carrying capacity, both critical factors in power system design and performance optimization.


Dimensions and Weight
Construction Details
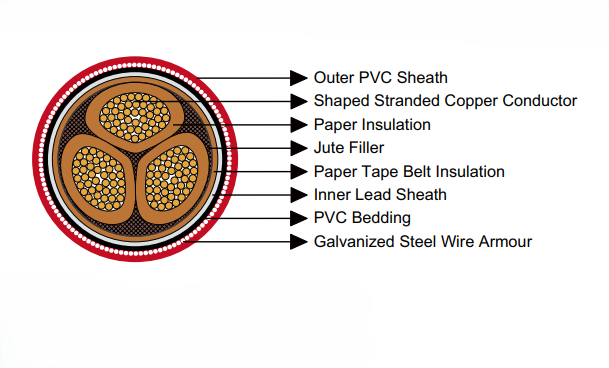
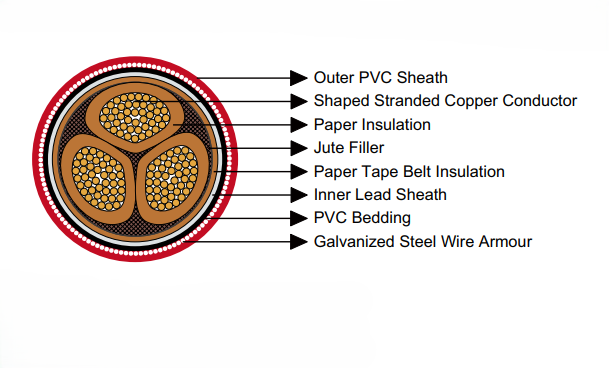
The construction of AS/NZS 1972:2006 mining cables follows a carefully engineered layered approach, with each component serving specific protective and functional roles. This multi-layer design ensures comprehensive protection against the various environmental challenges encountered in underground mining applications.
The innermost layer consists of sector-shaped stranded copper conductors that provide the primary current-carrying capacity. The sector shape maximizes the conductor cross-sectional area within the available space while maintaining the flexibility necessary for installation in confined underground spaces.
Surrounding the conductor, impregnated paper tape insulation provides the primary electrical insulation between conductors and from conductors to ground. This proven insulation technology offers excellent dielectric properties and long-term stability when properly protected from moisture ingress.
Jute fillers are strategically placed to maintain the cable's circular cross-section and provide mechanical support for the conductor assembly. These natural fiber fillers also contribute to the cable's flexibility and help distribute mechanical stresses during installation and operation.
An overall paper tape belt insulation layer provides additional electrical insulation and helps bind the core assembly together. This layer contributes to the cable's mechanical integrity and provides redundancy in the insulation system.
The lead sheath represents a critical moisture barrier that protects the paper insulation from the high humidity and potential water ingress common in underground environments. Lead's excellent moisture resistance properties and mechanical durability make it an ideal choice for this application.
Bitumen-impregnated paper and textile tape bedding provides a protective layer between the lead sheath and the steel wire armour. This bedding prevents galvanic corrosion between the lead and steel components while providing additional moisture resistance.
The galvanized steel wire armour serves dual purposes, providing both mechanical protection against external forces and an effective low-resistance path for fault currents. The galvanization process provides corrosion resistance in the potentially corrosive underground environment.
The outermost PVC sheath, manufactured to AS/NZS 1026 standards, provides final protection against chemical attack, moisture, and mechanical damage. This sheath also provides the cable with a smooth external surface that facilitates installation in ducts and conduits.
The physical dimensions and weight of these cables scale with conductor size, reflecting the increased material requirements for larger current-carrying capacity. For instance, a 240 mm² cable achieves an overall diameter of approximately 73.1 mm and weighs 1,820 kg per 100 meters, dimensions that must be considered in installation planning and support structure design.

Frequently Asked Questions (FAQ)
Q1: What are the advantages of using paper-insulated cables in mining applications?
Paper insulation has demonstrated exceptional performance in high-voltage applications over many decades of service. The material exhibits excellent dielectric properties, including high breakdown strength and low dielectric losses, which contribute to efficient power transmission. When combined with a lead sheath moisture barrier, paper insulation provides superior long-term reliability in the challenging underground mining environment. The proven track record of paper-insulated cables in similar applications provides confidence in their continued performance, and their ability to withstand the mechanical and environmental stresses typical of mining operations makes them a reliable choice for critical power distribution systems.
Q2: How does the lead sheath contribute to the cable's performance?
The lead sheath serves as an impermeable barrier against moisture ingress, which is crucial for protecting the paper insulation system. In underground mining environments where humidity levels are typically high and water ingress is a constant concern, the lead sheath prevents moisture from reaching the paper insulation where it could cause degradation and eventual failure. Additionally, the lead sheath provides mechanical protection and contributes to the cable's overall structural integrity. The malleability of lead allows it to conform to conductor movements and thermal expansion without cracking, maintaining its protective properties throughout the cable's service life.
Q3: What maintenance practices are recommended to ensure the longevity of these cables?
Effective maintenance programs for these cables should focus on several key areas. Regular visual inspection of the outer sheath integrity is essential, with particular attention to joints, terminations, and areas where the cable may be subject to mechanical stress. Any signs of sheath damage should be promptly addressed to prevent moisture ingress. Proper installation techniques are crucial for long-term performance, including adequate support to prevent mechanical stress, proper bending radius maintenance, and protection from sharp edges or abrasive surfaces. Periodic electrical testing, including insulation resistance measurements, can detect early signs of insulation degradation before failure occurs. Additionally, maintaining proper environmental conditions around cable installations, such as adequate drainage and ventilation where possible, contributes to extended cable life.
Q4: Are there modern alternatives to paper-insulated cables for mining applications?
XLPE (cross-linked polyethylene) insulated cables represent the primary modern alternative to paper-insulated designs. XLPE cables offer several advantages, including higher temperature ratings that allow for increased current-carrying capacity, reduced overall cable dimensions for equivalent electrical performance, and simplified installation and maintenance procedures. However, paper-insulated cables continue to be preferred in certain mining applications due to their proven long-term reliability, excellent fault tolerance, and superior performance in high earth fault current environments. The choice between paper and XLPE insulation often depends on specific application requirements, environmental conditions, and operational preferences based on historical experience and maintenance capabilities.
Q5: How does the armour contribute to safety in mining environments?
The galvanized steel wire armour provides multiple safety benefits essential in mining environments. Mechanically, it protects the cable from damage due to ground movement, falling objects, and other physical hazards common in underground operations. From an electrical safety perspective, the armour serves as an effective low-resistance path for fault currents, ensuring that protective devices operate quickly in the event of insulation failure. This rapid fault clearing minimizes the risk of electrical hazards to personnel and reduces the potential for equipment damage. The armour also provides an effective grounding connection when properly bonded to the electrical system grounding network, contributing to overall electrical system safety and helping to maintain safe touch and step potentials in the work environment.
Conclusion
The AS/NZS 1972:2006 Paper Insulated 11/11kV Mining Cable continues to represent a proven and reliable solution for high-voltage power distribution in underground mining operations. Its multi-layered construction approach addresses the unique challenges of the underground mining environment through carefully engineered protection against moisture, mechanical damage, and electrical faults.
The combination of sector-shaped copper conductors, impregnated paper insulation, lead sheath moisture protection, and steel wire armour mechanical protection creates a robust cable design that has demonstrated reliable performance over decades of service in similar applications. While modern alternatives such as XLPE-insulated cables offer certain advantages, the paper-insulated design continues to provide value in applications where proven reliability, excellent fault performance, and long-term durability are paramount considerations.
For mining operations requiring dependable high-voltage power distribution, these cables offer the engineering heritage and proven performance necessary to support critical underground electrical systems. Their compliance with AS/NZS 1972:2006 standards ensures that they meet the rigorous requirements for safety and performance in these demanding applications, making them a continuing choice for mining electrical infrastructure where reliability and safety cannot be compromised.



