
AS/NZS 1972:2006 Type 1 1.1/1.1 kV Collectively Screened Underground Mining Cables
Comprehensive guide to AS/NZS 1972:2006 Type 1 collectively screened mining cables for Australian underground mines. Covers electrical specifications, applications in major mining regions, and technical FAQs for safe power distribution.
7/1/202518 min read


AS/NZS 1972:2006 Type 1 1.1/1.1 kV Collectively Screened Underground Mining Cables
Introduction: The Backbone of Underground Power Distribution
Deep beneath Australia's surface, where sunlight never penetrates and the earth's pressure bears down with tremendous force, a sophisticated network of electrical infrastructure keeps the nation's mining operations humming. At the heart of this underground electrical system lies a critical component that most people never see but upon which billions of dollars in mining operations depend: the AS/NZS 1972:2006 Type 1 1.1/1.1 kV collectively screened mining cable.
These specialised cables represent far more than simple electrical conductors wrapped in protective sheathing. They embody decades of engineering innovation specifically designed to meet the unique and often extreme challenges of underground mining environments. Unlike the standard electrical cables you might find in residential or commercial buildings, these mining cables must withstand conditions that would quickly destroy conventional wiring: constant moisture, abrasive dust, potential exposure to methane and other hazardous gases, mechanical stress from heavy machinery, and the ever-present risk of rock falls or tunnel collapses.
The AS/NZS 1972:2006 standard represents the culmination of extensive research and real-world testing, establishing the precise specifications that ensure these cables can safely and reliably distribute power throughout Australia's vast underground mining networks. The designation "Type 1 1.1/1.1 kV collectively screened" tells us that this cable is designed to handle 1.1 kilovolts both from phase to earth and from phase to phase, with a collective screening system that provides crucial safety protection for mining personnel and equipment.
Understanding these cables requires appreciating their role as the circulatory system of underground mining operations. Just as blood vessels carry life-sustaining nutrients throughout the human body, these cables carry the electrical power that keeps conveyor belts moving, ventilation systems running, lighting systems illuminated, and safety systems operational. When these cables fail, entire mining operations can grind to a halt, potentially stranding workers underground and costing mining companies millions of dollars in lost production.
Australia's Underground Mining Landscape: Where These Cables Make Their Mark
To truly understand the importance of AS/NZS 1972:2006 Type 1 cables, we must first explore the remarkable underground mining operations across Australia where these cables perform their vital function. Australia's mining industry operates some of the world's most sophisticated and challenging underground facilities, each presenting unique electrical infrastructure requirements.
The Cadia-Ridgeway operation in New South Wales stands as one of Australia's premier gold-copper mining complexes, featuring both underground and open-pit operations. The underground Ridgeway mine and the massive Cadia East operation create a complex three-dimensional maze of tunnels, shafts, and chambers that extend deep into the earth. Here, AS/NZS 1972:2006 Type 1 cables must navigate through kilometres of underground passages, providing reliable power to everything from massive grinding mills to delicate monitoring equipment. The cables in this environment face particular challenges from the high copper content in the ore, which can create corrosive conditions that test the durability of the PVC sheathing and collective screening systems.
Moving south to South Australia, the Olympic Dam mine represents one of the world's largest poly-metallic deposits, containing copper, uranium, gold, and silver. This underground operation extends over 40 square kilometres and reaches depths of more than 1,000 metres below the surface. The electrical infrastructure here must support not only conventional mining equipment but also sophisticated uranium processing facilities that require extremely reliable power distribution. The AS/NZS 1972:2006 Type 1 cables installed throughout Olympic Dam must maintain their integrity in an environment where radioactive materials are present, adding an additional layer of complexity to their operational requirements.
Queensland's Ernest Henry mine, which transitioned to underground operations in 2011, presents yet another unique set of challenges for cable installation and performance. This copper-gold operation requires cables that can withstand the high temperatures often encountered in Queensland's deeper mining operations, where geothermal heating can push ambient temperatures well above what surface electrical installations ever experience. The collectively screened design of these cables becomes particularly important in such environments, as the increased temperature can affect insulation properties and increase the risk of electrical faults.
Perhaps nowhere are these cables tested more severely than in Western Australia's Gwalia mine, which holds the distinction of being Australia's deepest underground gold mine, with operations extending to approximately 1,600 metres below the surface. At such depths, the cables must withstand enormous pressure differentials and navigate through rock formations that have been subjected to tremendous geological forces over millions of years. The installation process itself becomes an engineering challenge, as cables must be lowered through vertical shafts and then distributed through horizontal tunnels that may stretch for kilometres underground.
The Forrestania nickel operations in Western Australia, comprising the Flying Fox and Spotted Quoll underground mines, demonstrate how AS/NZS 1972:2006 Type 1 cables adapt to different mineral environments. Nickel mining presents unique challenges for electrical infrastructure, as the presence of metallic ores can create electromagnetic interference that affects cable performance. The collective screening system in these cables becomes crucial for maintaining signal integrity and preventing electrical noise that could interfere with sophisticated mining control systems.
Each of these major mining operations relies on hundreds of kilometres of AS/NZS 1972:2006 Type 1 cables, creating underground electrical networks that rival the complexity of major metropolitan power grids. The cables must be carefully planned and installed to provide redundant power paths, ensuring that critical safety systems remain operational even if individual cable runs are damaged by rockfalls, equipment impacts, or other mining hazards.
Application Scenarios: Where Rubber Meets the Road Underground
The practical applications of AS/NZS 1972:2006 Type 1 collectively screened cables in underground mining operations reveal the remarkable versatility and reliability required of these specialised electrical components. Understanding these applications helps illuminate why the specific design features and electrical parameters of these cables are so crucial to mining safety and productivity.
The most fundamental application involves powering the massive stationary machinery that forms the backbone of underground mining operations. These installations include primary crushers that break down ore into manageable sizes, conveyor systems that transport materials through kilometres of underground passages, and ventilation fans that ensure adequate air circulation throughout the mine. Unlike surface installations where machinery can be easily accessed for maintenance and cable replacement, underground stationary equipment often operates in locations where cable replacement would require extensive excavation and potentially dangerous working conditions. This reality places enormous emphasis on the long-term reliability of the cable installation.
Conveyance systems represent another critical application area where these cables prove their worth. Underground mines rely on sophisticated elevator systems, called skips or cages, to transport personnel, equipment, and materials between the surface and various underground levels. The electrical systems controlling these conveyances must meet the highest safety standards, as equipment failure could potentially trap workers underground or cause serious accidents. The collectively screened design of AS/NZS 1972:2006 Type 1 cables provides the fault protection and earth continuity essential for these safety-critical applications.
Underground pumping systems present unique challenges that highlight the water-resistant properties of these cables. Most underground mines constantly battle water infiltration from groundwater, surface runoff, and process water used in mineral extraction. Pumping systems must operate continuously to keep working areas dry and safe, often in environments where they are partially or completely submerged. The PVC sheathing and careful sealing of AS/NZS 1972:2006 Type 1 cables provide the moisture protection necessary for reliable operation in these demanding conditions.
Lighting systems throughout underground mining operations depend on these cables to provide consistent, reliable illumination that is literally a matter of life and death for underground workers. Unlike surface lighting that can rely on natural light as backup, underground lighting systems represent the only barrier between workers and complete darkness. The cables feeding these systems must maintain their integrity even when subjected to vibration from blasting operations, mechanical damage from moving equipment, and the corrosive effects of dust and moisture that characterise underground environments.
Control panels and monitoring systems represent increasingly sophisticated applications for these cables as modern mining operations become more automated and data-driven. These systems require not only reliable power distribution but also signal integrity for the complex communication networks that allow surface operators to monitor and control underground operations. The collective screening system in these cables becomes particularly important for these applications, as it provides electromagnetic shielding that prevents interference from the powerful motors and electrical equipment operating throughout the mine.
When comparing AS/NZS 1972:2006 Type 1 cables with trailing or reeling cables covered under AS/NZS 1802, important distinctions emerge that guide proper application selection. Type 1 cables are designed for fixed installations where the cable routing remains static once installed. These applications prioritise long-term reliability and environmental protection over flexibility and repeated flexing. In contrast, trailing cables must withstand constant movement and flexing as mobile equipment operates throughout the mine. Understanding this distinction helps mining engineers select the appropriate cable type for each specific application, ensuring optimal performance and safety.
The choice between PVC and other insulation materials becomes particularly relevant in different underground environments. While PVC provides excellent water resistance and chemical stability for most mining applications, certain environments with extreme temperatures or specific chemical exposures may require alternative materials. The AS/NZS 1972:2006 standard acknowledges this reality by specifying variants with different insulation materials for specialised applications, though the basic Type 1 PVC-insulated version remains the most widely used throughout Australian mining operations.
Electrical and Construction Specifications: Engineering Excellence Underground
The technical specifications of AS/NZS 1972:2006 Type 1 collectively screened cables represent a masterful balance between electrical performance, mechanical durability, and safety requirements specifically tailored for underground mining environments. Each component of these cables has been carefully engineered to address the unique challenges that underground installations present, creating a comprehensive electrical solution that far exceeds the capabilities of standard commercial cables.
The foundation of any electrical cable lies in its conductor system, and AS/NZS 1972:2006 Type 1 cables employ stranded tinned copper conductors that provide exceptional performance in underground environments. The choice of copper over alternative conducting materials reflects both its superior electrical conductivity and its resistance to corrosion in the moist, chemically active environments typical of underground mining. The stranding of multiple fine copper wires, rather than using solid conductors, provides the flexibility necessary for installation through the complex routing paths required in underground mining while maintaining excellent electrical performance. The tinning process, which coats each copper strand with a thin layer of tin, provides additional corrosion protection and improves the long-term reliability of electrical connections.
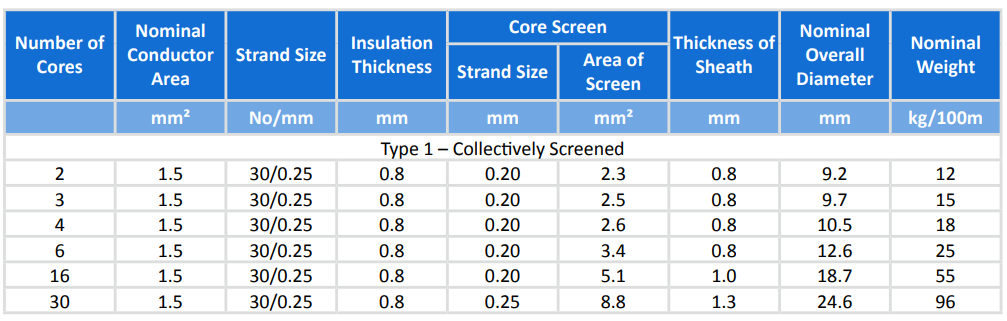
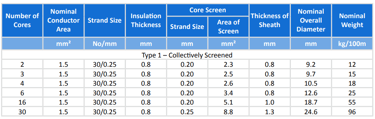
The conductor sizing follows a standardised approach that balances electrical performance with physical practicality. The standard 1.5 square millimetre conductor cross-section, constructed from 30 individual 0.25 millimetre diameter strands, provides adequate current-carrying capacity for most underground mining applications while maintaining reasonable cable dimensions and weight. This standardisation across different cable configurations, from 2-core to 30-core variants, simplifies installation procedures and maintenance practices throughout mining operations.
The insulation system represents one of the most critical aspects of underground mining cable design, as it must provide reliable electrical isolation under conditions that would quickly degrade standard insulation materials. The PVC insulation specified in AS/NZS 1972:2006 Type 1 cables offers exceptional performance across the wide range of environmental conditions encountered in underground mining. With insulation thickness ranging from 0.8 to 1.0 millimetres depending on the specific cable configuration, this system provides adequate voltage breakdown protection while maintaining reasonable cable dimensions for practical installation.
PVC insulation offers several advantages specifically relevant to underground mining applications. Its inherent moisture resistance prevents water infiltration that could compromise electrical safety or create dangerous fault conditions. The chemical stability of PVC protects against degradation from the various chemicals and compounds encountered in mining environments, including acids produced by ore oxidation and alkaline compounds used in mineral processing. The thermal properties of PVC provide adequate performance across the temperature ranges typically encountered in underground mining, though extreme high-temperature applications may require special consideration.
The bedding layer, constructed from polyester tape, serves multiple crucial functions in the cable design. This layer provides mechanical separation between the insulated conductors and the collective screen, preventing abrasion and mechanical damage that could compromise the screening effectiveness. The polyester material offers excellent chemical resistance and mechanical properties that maintain their integrity over the long service lives expected from underground mining cables. The bedding also contributes to the overall mechanical stability of the cable, helping maintain proper conductor spacing and preventing deformation under the mechanical stresses of installation and operation.
The collective screen system represents perhaps the most sophisticated and critical component of AS/NZS 1972:2006 Type 1 cables. This system employs tinned annealed copper braiding interwoven with polyester yarn to create a comprehensive electromagnetic shield and fault current path. The collective nature of this screening means that all conductors within the cable are protected by a single, continuous screen rather than individual screens around each conductor. This design approach provides several significant advantages for underground mining applications.
The electromagnetic shielding provided by the collective screen protects the cable's electrical performance from interference generated by the powerful motors, variable frequency drives, and other electrical equipment common in mining operations. This shielding works in both directions, preventing the cable itself from radiating electromagnetic interference that could affect sensitive monitoring and control equipment. The tinned copper construction ensures long-term corrosion resistance while providing excellent electrical conductivity for both screening and fault current applications.
The mechanical properties of the screening system contribute significantly to the cable's overall durability. The braided construction provides flexibility for installation while maintaining structural integrity under mechanical stress. The integration of polyester yarn within the braiding adds tensile strength and helps maintain the geometry of the screen under the various mechanical forces encountered during installation and operation.
From an electrical safety perspective, the collective screen serves as a comprehensive earthing system that provides multiple critical functions. In normal operation, the screen maintains all cable components at the same electrical potential, preventing dangerous voltage differences that could create shock hazards for mining personnel. In fault conditions, the screen provides a low-impedance path for fault currents, enabling protective devices to operate quickly and safely isolate faulted circuits. The screen also provides the equipotential bonding required by mining safety regulations, ensuring that all metallic components of the electrical installation remain at safe potential levels.
The outer sheath construction completes the cable's protective system with PVC material specifically formulated for underground mining applications. The sheath thickness varies from 0.8 to 1.3 millimetres depending on the cable size and application requirements, providing mechanical protection against abrasion, impact, and crushing forces while maintaining flexibility for installation. The PVC formulation includes additives that enhance its performance in underground environments, including UV stabilisers for areas with artificial lighting, flame retardants for fire safety, and plasticisers that maintain flexibility across wide temperature ranges.
The dimensional specifications of AS/NZS 1972:2006 Type 1 cables reflect careful optimisation between electrical performance and practical installation requirements. Cable diameters range from 9.2 millimetres for 2-core configurations to 24.6 millimetres for 30-core variants, providing reasonable handling characteristics while accommodating the necessary electrical and mechanical components. Cable weights range from 12 kilograms per 100 metres for the smallest configurations to 96 kilograms per 100 metres for the largest, requiring appropriate installation equipment and techniques but remaining within practical limits for underground mining applications.
Performance Parameters and Electrical Characteristics
The electrical performance of AS/NZS 1972:2006 Type 1 collectively screened cables must meet stringent requirements that ensure safe and reliable operation in the demanding environment of underground mining. Understanding these performance parameters provides insight into why these cables can operate successfully where standard electrical cables would quickly fail.
The voltage rating of 1.1 kV both phase-to-earth and phase-to-phase represents a carefully chosen specification that provides adequate safety margin while maintaining practical installation requirements. This voltage level accommodates the distribution voltages commonly used in underground mining operations, providing sufficient capacity for powering substantial loads while remaining low enough to allow reasonable cable dimensions and installation practices. The equal phase-to-earth and phase-to-phase voltage ratings reflect the robust insulation system design that provides consistent performance regardless of the specific electrical configuration used in the mining installation.
The collectively screened design provides exceptional earth fault protection that goes far beyond what standard cables can offer. When an earth fault occurs in an underground mining installation, the collective screen provides a direct, low-impedance path for fault current back to the source, enabling protective devices to operate quickly and safely isolate the faulted circuit. This rapid fault clearance is crucial in underground mining environments where earth faults can create serious safety hazards including fire, explosion, and electrocution risks.
The earth screen system also provides equipotential bonding throughout the cable installation, ensuring that all metallic components remain at the same electrical potential. This characteristic is particularly important in underground mining where workers may simultaneously contact multiple pieces of equipment or structural elements. Without proper equipotential bonding, dangerous voltage differences could develop between different parts of the installation, creating serious shock hazards for mining personnel.
Conductor resistance specifications, governed by AS/NZS 1125 requirements, ensure that these cables can carry their rated currents without excessive voltage drop or heat generation. The resistance values are carefully controlled during manufacturing through precise conductor sizing and quality control procedures that verify the electrical properties of each cable before shipment. This attention to conductor resistance becomes particularly important in underground mining installations where cable runs may extend for hundreds of metres or even kilometres underground.
The screening effectiveness of the collective screen system provides exceptional electromagnetic interference protection that maintains signal integrity for control and monitoring systems. Modern underground mining operations increasingly rely on sophisticated electronic equipment for everything from equipment control to environmental monitoring, and these systems require clean electrical power free from electromagnetic interference. The collectively screened design provides comprehensive shielding that protects sensitive electronic equipment from interference generated by powerful mining machinery.
Flexibility characteristics of AS/NZS 1972:2006 Type 1 cables are optimised for fixed installations rather than continuous flexing applications. While these cables can withstand the installation stresses associated with routing through complex underground passages, they are not designed for applications involving repeated bending or flexing such as those encountered with mobile mining equipment. This design optimisation allows for construction techniques that prioritise long-term reliability and environmental protection over flexibility, resulting in cables that can provide decades of reliable service in fixed installations.
The routine testing procedures specified in AS/NZS 1972:2006 ensure that each cable meets all performance requirements before installation. High-voltage DC testing verifies the integrity of the insulation system under stress conditions that exceed normal operating voltages, providing confidence that the cable will not experience insulation breakdown during service. Conductor resistance testing confirms that the electrical performance meets specifications and that no manufacturing defects have compromised the conductor system. Sheath continuity testing verifies the integrity of the collective screen system, ensuring that it will provide proper fault protection and electromagnetic shielding throughout the service life of the cable.
Addressing Underground Mining Cable Challenges: Comprehensive FAQ
The practical application of AS/NZS 1972:2006 Type 1 collectively screened cables in underground mining operations inevitably raises questions about their performance, limitations, and proper application. Understanding these common concerns and their solutions helps mining engineers and electricians make informed decisions about cable selection and installation practices.
Question 1: Can AS/NZS 1972:2006 Type 1 cables be safely used in methane-prone zones commonly found in coal mining operations?
The collectively screened design of Type 1 cables specifically addresses the safety requirements for electrical equipment operating in potentially explosive atmospheres. The collective screen system provides comprehensive protection against electrical faults that could generate sparks or hot surfaces capable of igniting methane or coal dust. The screen maintains equipotential bonding throughout the cable installation, preventing the development of voltage differences that could cause arcing between different components. Additionally, the robust PVC sheathing provides mechanical protection that reduces the risk of cable damage that could expose energised conductors. However, proper installation practices remain crucial, including appropriate cable protection, proper termination techniques, and regular inspection procedures to ensure continued safety in these hazardous environments.
Question 2: How do we address voltage drop concerns when running long circuits deep underground where cable runs may extend for several kilometres?
Extended underground cable runs present significant voltage drop challenges that require careful engineering analysis during the design phase. The standard 1.5 square millimetre conductor size may not be adequate for very long circuits or high-current applications, requiring larger conductor sizes or alternative distribution strategies. Multi-core cables with parallel conductors can effectively reduce circuit resistance and minimise voltage drop for higher-power applications. Additionally, strategic placement of distribution transformers at intermediate points throughout the underground system can reduce individual cable run lengths and maintain acceptable voltage levels at all load points. Proper load analysis and voltage drop calculations during the design phase ensure that the installed system will meet performance requirements throughout its service life.
Question 3: What measures address abrasion and mechanical damage risks in the dynamic environment of active mining operations?
While the PVC sheath of AS/NZS 1972:2006 Type 1 cables provides good mechanical protection for fixed-route installations, high-wear areas may require additional protective measures. Cable tray systems with appropriate covers protect against falling debris and mechanical impact from mining equipment. In areas where cables must cross vehicle pathways, steel covers or buried conduit systems provide adequate mechanical protection. Regular inspection procedures help identify potential mechanical damage before it compromises cable performance, and strategic cable routing away from high-traffic areas reduces exposure to mechanical hazards. For particularly challenging installations, armoured cable variants or additional mechanical protection systems may be warranted to ensure long-term reliability.
Question 4: How do these cables perform in wet conditions, and what additional measures are needed for moisture and water ingress protection?
The PVC insulation and sheathing materials specified in AS/NZS 1972:2006 Type 1 cables provide excellent water resistance for most underground mining applications. However, continuous submersion or high-pressure water exposure may require additional protective measures. Proper cable termination using appropriate glands and sealing compounds prevents water ingress at connection points, which represent the most vulnerable locations for moisture infiltration. Separation of cable installations from direct water contact through appropriate cable tray design and drainage systems reduces exposure to standing water. In applications where cables may be temporarily submerged, such as sump areas, special installation techniques including waterproof terminations and submersible cable ratings may be required to maintain system integrity.
Question 5: How do we verify that the earth return capacity of the collective screen can handle potential fault currents in our specific installation?
The copper braid screen in AS/NZS 1972:2006 Type 1 cables is sized according to AS/NZS 1125 requirements to carry expected fault currents, but verification for specific installations requires detailed fault current analysis. This analysis must consider the impedance characteristics of the entire electrical system, including transformers, switchgear, and cable installations, to determine maximum fault current levels. The screen cross-sectional area and material properties determine the current-carrying capacity, and this must be verified against calculated fault current levels using appropriate safety factors. In installations where fault current levels exceed the screen capacity, parallel earth conductors or upgraded cable specifications may be required to ensure adequate fault current handling capability.
Question 6: What maintenance practices address insulation degradation and aging concerns in long-term underground installations?
PVC insulation materials can experience gradual degradation over time, particularly when exposed to elevated temperatures, chemical exposure, or mechanical stress. Regular insulation resistance testing using appropriate test equipment provides early indication of insulation deterioration before it reaches dangerous levels. These tests should be performed at scheduled intervals based on the criticality of the circuit and the severity of the operating environment. Visual inspection of accessible cable sections can identify mechanical damage, chemical attack, or other degradation mechanisms that may compromise cable performance. Thermal imaging surveys can identify hot spots that indicate developing problems with connections or internal cable components. Proper record keeping of test results and inspection findings helps establish trends that guide maintenance decisions and replacement planning.
Question 7: What considerations apply when integrating AS/NZS 1972:2006 Type 1 PVC cables with other cable types such as EPR-insulated variants in the same installation?
Mixed cable installations require careful consideration of compatibility issues including differences in thermal expansion, chemical compatibility, and electrical characteristics. PVC and EPR materials have different thermal expansion coefficients, which can create mechanical stress at transition points if not properly accommodated through appropriate installation techniques. Electrical compatibility considerations include ensuring that all cables in the system meet the same performance standards for fault current handling and electromagnetic compatibility. While AS/NZS 1972:2006 specifies Type A and Type B variants with EPR insulation as alternatives to the standard PVC Type 1 configuration, mixing different cable types within the same circuit should generally be avoided unless specifically engineered for the particular application. When mixed installations are necessary, transition points require special attention to ensure proper mechanical and electrical connections that maintain system integrity throughout the service life.
Conclusion: The Foundation of Safe Underground Mining Operations
AS/NZS 1972:2006 Type 1 1.1/1.1 kV collectively screened cables represent far more than simple electrical components within Australia's underground mining infrastructure. They embody the critical intersection of electrical engineering, mining safety, and industrial reliability that enables the safe extraction of the mineral resources upon which modern society depends. From the gold-copper operations of Cadia-Ridgeway to the deep underground workings at Gwalia, these cables provide the electrical backbone that keeps Australia's mining industry operating safely and efficiently.
The sophisticated design of these cables, with their collectively screened construction, robust PVC insulation systems, and carefully engineered conductor arrangements, reflects decades of evolution in mining electrical standards. Each component serves multiple purposes, from the tinned copper braiding that provides both electromagnetic shielding and fault current protection to the polyester bedding that ensures long-term mechanical integrity. This multi-layered approach to cable design creates electrical installations that can withstand the extreme conditions of underground mining while providing the reliability essential for both production efficiency and worker safety.
The comprehensive electrical specifications governing these cables ensure consistent performance across the diverse range of mining operations throughout Australia. Whether powering massive underground crushers, maintaining critical ventilation systems, or providing reliable lighting for underground workers, AS/NZS 1972:2006 Type 1 cables deliver the electrical performance that modern mining operations demand. The standardised construction and testing procedures create a level of reliability that allows mining engineers to design electrical systems with confidence, knowing that the cable infrastructure will support decades of safe operation.
Perhaps most importantly, these cables represent a commitment to the safety of the thousands of workers who venture underground each day to extract the minerals that fuel Australia's economy. The collectively screened design provides multiple layers of protection against electrical hazards, while the robust construction ensures that electrical systems remain operational even under the challenging conditions of active mining environments. The comprehensive standards governing these cables reflect the mining industry's dedication to continuous improvement in worker safety and operational reliability.
As Australia's mining industry continues to evolve, with operations extending deeper underground and incorporating increasingly sophisticated technology, AS/NZS 1972:2006 Type 1 collectively screened cables will continue to play a crucial role in enabling safe and efficient mineral extraction. The ongoing development of these standards, informed by real-world operating experience and advancing technology, ensures that future generations of mining cables will continue to meet the evolving needs of Australia's vital mining industry.
The success of these cables in Australia's underground mining operations demonstrates the value of industry-specific engineering standards that address the unique challenges of specialised applications. Rather than attempting to adapt general-purpose electrical products to mining applications, the development of purpose-built mining cables has created electrical infrastructure solutions that exceed the performance capabilities of standard products while providing the safety and reliability essential for underground operations.
For mining engineers, electrical contractors, and safety professionals working in Australia's underground mining industry, understanding the capabilities and proper application of AS/NZS 1972:2006 Type 1 collectively screened cables is essential for creating electrical installations that support both productive operations and worker safety. These cables represent proven technology that has demonstrated its effectiveness across decades of underground mining operations, providing the foundation for electrical systems that keep Australia's mining industry operating safely and efficiently deep beneath the surface of the continent.
