
AS/NZS 1972:2006 Type A & B 1.1/1.1 kV Cables in Australian Coal Mines
Comprehensive guide to AS/NZS 1972:2006 Type A & B 1.1kV mining cables for Australian underground coal mines, covering electrical specifications, applications in Bowen Basin operations, installation requirements, and common mining challenges with solutions.
7/2/202518 min read

AS/NZS 1972:2006 Type A & B 1.1/1.1 kV Cables in Australian Coal Mines
Introduction
When you think about what keeps Australia's massive underground coal mining operations running smoothly, the complex network of power cables threading through kilometres of tunnels might not be the first thing that comes to mind. Yet these cables are absolutely critical to the safe and efficient operation of mines that produce millions of tonnes of coal annually. The AS/NZS 1972:2006 standard specifically addresses the unique challenges of powering equipment in underground coal mines, establishing rigorous requirements for Type A and Type B 1.1/1.1 kV cables that must operate reliably in some of the harshest industrial environments on Earth.
This comprehensive guide will walk you through everything you need to know about these specialised mining cables, from their technical specifications to their real-world applications across Australia's major underground coal operations. We'll explore how these cables are engineered to withstand the extreme conditions found hundreds of metres below ground, examine their deployment in Australia's most significant mining regions, and address the common challenges that mining engineers face when working with these essential power distribution systems.
Understanding these cables is crucial for anyone involved in mining operations, electrical engineering, or industrial safety. The AS/NZS 1972:2006 standard represents decades of accumulated knowledge about what works in underground mining environments, and these Type A and B cables embody that expertise in their design and construction.
Overview of Major Underground Coal Mines in Australia
Australia's underground coal mining industry is concentrated in two primary regions, each presenting unique challenges and opportunities for cable installation and maintenance. Understanding these mining environments helps explain why AS/NZS 1972:2006 Type A and B cables are designed with such robust specifications.
The Bowen Basin: Queensland's Coal Powerhouse
The Bowen Basin in Central Queensland stands as Australia's most significant coal-producing region, containing approximately 70% of Queensland's coal reserves. This geological treasure trove spans over 60,000 square kilometres and hosts some of the world's most productive underground coal mines. The basin's geology, characterised by thick coal seams and complex geological structures, creates both opportunities and challenges for underground mining operations.
Major underground operations in the Bowen Basin include the Kestrel Mine, operated by EMR Capital, which produces high-quality coking coal essential for steel production. The mine's underground workings extend for kilometres through the coal seams, requiring extensive power distribution networks to support longwall mining equipment, conveyor systems, and ventilation fans. Moranbah North Mine, another significant operation, demonstrates the scale of modern underground mining with its sophisticated infrastructure and advanced mining technology.
German Creek Mine and Saraji Mine represent additional examples of large-scale underground operations where reliable power distribution is absolutely critical. These mines operate continuous longwall systems that require uninterrupted power supply to maintain production schedules and ensure worker safety. The harsh underground environment, with its combination of moisture, dust, mechanical stress, and potential methane presence, demands cables that can perform reliably under extreme conditions.
The recently developed Mammoth Underground Mine, part of Coronado Global Resources' Curragh operation, exemplifies the modern approach to underground coal mining. With a planned production capacity of 2 million tonnes per year and operations commencing in 2025, Mammoth represents the cutting edge of underground mining technology. The mine's power distribution system must support sophisticated automated equipment, extensive monitoring systems, and robust safety infrastructure, all of which depend on the reliable performance of AS/NZS 1972:2006 compliant cables.
New South Wales: The Sydney Basin and Southern Highlands
New South Wales has a long history of underground coal mining, with operations concentrated in the Sydney Basin and Southern Highlands regions. These areas present different geological challenges compared to the Bowen Basin, with generally thinner coal seams and more complex geological structures that require adaptive mining approaches.
The Tahmoor Colliery, located in the Southern Highlands, has been a significant producer of coking coal for many years. Although the mine has recently been placed up for sale following closure decisions, it represents decades of successful underground mining operations in New South Wales. The mine's extensive underground workings demonstrate the importance of reliable power distribution systems in supporting both production activities and critical safety systems.
The Sydney Basin's underground operations face unique challenges related to their proximity to urban areas and sensitive environmental zones. These mines must maintain the highest standards of safety and environmental protection while operating sophisticated underground equipment. The power distribution systems in these mines often include advanced monitoring and control capabilities that depend on the pilot core functionality available in Type A cables.
The emergence of new underground operations across both regions reflects the ongoing importance of coal mining to Australia's economy and energy security. Each new mine presents opportunities to implement the latest cable technology and installation practices, building on decades of experience with AS/NZS 1972:2006 compliant systems.
Application Scenarios in Underground Coal Mines
Understanding how AS/NZS 1972:2006 Type A and B cables are actually used in underground mining operations provides crucial context for their design specifications. These cables serve as the backbone of underground power distribution systems, supporting a wide range of critical equipment and systems.
Primary Power Distribution Functions
The primary application for these 1.1/1.1 kV cables is as fixed installation power feeders that distribute electricity throughout the underground mine infrastructure. Think of them as the major arteries of the mine's electrical system, carrying power from main distribution points to various load centres throughout the underground workings. These cables must handle significant current loads while maintaining safety margins appropriate for the potentially explosive atmosphere of coal mines.
Pumping systems represent one of the most critical applications for these cables. Underground mines face constant challenges from groundwater infiltration, and powerful pumping systems are essential for maintaining safe working conditions. These pumps often operate continuously, placing sustained electrical loads on the power distribution system. The cables must deliver reliable power to these pumps while withstanding the humid, often wet conditions found in pump stations.
Conveyor systems present another demanding application for these cables. Modern underground mines rely on sophisticated conveyor networks to transport coal from the mining face to the surface, with individual conveyor systems spanning several kilometres underground. These systems require substantial electrical power to operate their motors, drive systems, and control equipment. The cables supporting these systems must be robust enough to handle starting currents and continuous operation while being flexible enough to accommodate the routing requirements of complex underground layouts.
Specialised Equipment and Control Systems
Underground mining operations depend on extensive lighting systems for worker safety and operational efficiency. These lighting systems often operate on 1.1 kV distribution networks, with the cables providing power to transformer stations that step down voltage for individual lighting circuits. The reliability of these power feeds is critical, as adequate lighting is essential for safe mining operations.
Ventilation systems represent perhaps the most safety-critical application for these cables. Underground coal mines require sophisticated ventilation systems to maintain air quality, control methane concentrations, and ensure worker safety. These systems include large ventilation fans, air monitoring equipment, and emergency ventilation systems that must operate reliably under all conditions. The power cables supporting these systems are literally lifelines for underground workers.
Type A Cable Advantages in Control Applications
The Type A variant of these cables includes up to three pilot cores, which provide significant advantages in control and monitoring applications. These pilot cores enable remote signalling, control system communications, and monitoring functions that are essential for modern mining operations. In a mine like Moranbah North or Kestrel, these pilot cores might carry signals for automated longwall controls, conveyor monitoring systems, or emergency communication networks.
The pilot cores in Type A cables are particularly valuable for implementing sophisticated mine automation systems. Modern underground mines increasingly rely on automated equipment that requires reliable communication links between control centres and underground equipment. The pilot cores provide these communication paths while being protected by the same robust construction as the main power conductors.
Emergency shutdown systems represent another critical application for Type A cables. These systems must be able to rapidly shut down mine equipment in response to safety threats, and the pilot cores provide the communication paths necessary for these systems to function reliably. The integration of power and control functions in a single cable assembly simplifies installation and maintenance while improving system reliability.
Key Electrical Parameters and Construction Details
The engineering behind AS/NZS 1972:2006 Type A and B cables reflects decades of experience with the unique challenges of underground coal mining environments. Every aspect of their construction addresses specific operational requirements and safety considerations that are critical for reliable performance in these demanding applications.
Voltage Rating and Electrical Characteristics
The 1.1/1.1 kV rating of these cables represents a carefully chosen balance between power transmission capability and safety considerations. The dual voltage rating indicates that these cables are designed to operate at 1.1 kV both phase-to-earth and phase-to-phase, providing flexibility in system design while maintaining consistent insulation requirements. This voltage level is particularly well-suited to underground mining applications, where it provides sufficient power transmission capability for major equipment while remaining within safe operating parameters for underground environments.
The voltage rating also reflects the need to maintain electrical safety in potentially explosive atmospheres. Coal mines often contain methane gas, which can create explosive conditions under certain circumstances. The 1.1 kV rating ensures that electrical systems can be designed with appropriate safety margins while still providing the power transmission capabilities needed for modern mining equipment.
Advanced Conductor Construction
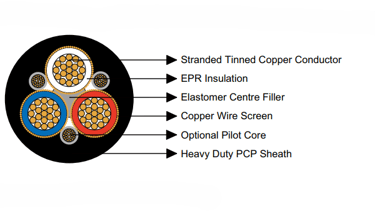
The conductor construction utilises stranded, tinned, annealed copper, which provides several critical advantages for underground mining applications. The stranded construction offers superior flexibility compared to solid conductors, allowing the cables to navigate the complex routing requirements of underground installations. Underground mine workings often include numerous bends, elevation changes, and obstacles that require cables to flex during installation and operation.
The tinning of the copper conductors provides crucial protection against corrosion in the humid, chemically aggressive environment of underground mines. Mine atmospheres often contain sulfur compounds, moisture, and other corrosive elements that can degrade untreated copper over time. The tin coating acts as a barrier against these corrosive elements, significantly extending the operational life of the conductors.
The annealing process ensures that the copper conductors maintain their flexibility and electrical properties over the long term. Annealed copper has superior ductility compared to hard-drawn copper, making it less susceptible to fatigue failure under the mechanical stresses encountered in underground installations.
Insulation System Engineering
The EPR (ethylene propylene rubber) insulation system represents a sophisticated approach to electrical insulation in harsh environments. EPR offers excellent electrical properties combined with superior resistance to moisture, chemicals, and mechanical stress. In underground mining environments, cables are often exposed to water, various chemicals used in mining processes, and mechanical abuse from installation and operation.
EPR insulation maintains its electrical properties across a wide temperature range, which is crucial for underground applications where ambient temperatures can vary significantly. The insulation system must perform reliably whether the cable is installed in a cool drift or near heat-generating equipment. The thickness of the EPR insulation varies with conductor size, ensuring appropriate electrical performance across the full range of cable sizes.
The elastomer centre filler plays a crucial role in maintaining the cable's mechanical properties and electrical performance. This filler material maintains the cable's round cross-section under mechanical stress and prevents the migration of moisture or contaminants between conductors. The filler also provides mechanical support for the conductors, reducing the risk of damage during installation and operation.
Screening and Earthing Systems
The copper wire screen serves dual functions as both electrical screening and earth conductor. In underground mining applications, effective earthing is absolutely critical for both safety and equipment protection. The copper wire screen provides a low-impedance path for fault currents while also serving as electromagnetic screening to reduce interference between cables and sensitive control equipment.
The screen construction must balance electrical performance with mechanical flexibility. The copper wire screen can flex with the cable during installation and operation while maintaining its electrical integrity. This flexibility is crucial for underground installations where cables may experience movement due to ground settlement, thermal expansion, or vibration from mining equipment.
Protective Sheath Technology
The heavy-duty PCP (polychloroprene) sheath represents the cable's primary defence against the harsh underground environment. PCP offers excellent resistance to moisture, oils, chemicals, and mechanical abuse. The sheath thickness varies with cable size, ensuring appropriate protection across the full range of applications.
The PCP sheath must withstand exposure to various chemicals commonly found in mining environments, including lubricants, hydraulic fluids, and cleaning agents. It must also resist abrasion from contact with rock surfaces, steel supports, and other underground infrastructure. The sheath's flame-resistant properties are particularly important in underground coal mines, where fire safety is a critical concern.
Detailed Technical Specifications
The technical specifications for these cables reflect the comprehensive engineering approach needed for underground mining applications. For a 50mm² conductor cable, the specifications include a 19-strand conductor configuration with 1.78mm individual wire diameter, providing the optimal balance of flexibility and current-carrying capacity. The 1.7mm EPR insulation thickness ensures appropriate electrical performance, while the 72-strand, 0.40mm screen provides effective earthing and screening.
The pilot cores in Type A cables utilise CPE (chlorinated polyethylene) insulation, which offers excellent chemical resistance and mechanical properties. The pilot cores are sized at 1.6mm² with appropriate insulation thickness to ensure reliable signal transmission while maintaining the cable's overall mechanical integrity.
Understanding these specifications helps explain why these cables perform reliably in underground mining environments where conventional cables might fail. Every aspect of the construction addresses specific challenges encountered in underground coal mining operations.


Why These Specifications Matter Underground
The extreme conditions found in underground coal mines create unique challenges that conventional cables simply cannot handle. Understanding why AS/NZS 1972:2006 Type A and B cables are designed with such robust specifications requires examining the specific environmental and operational challenges they must overcome.
Environmental Extremes and Material Responses
Underground coal mines present a combination of environmental challenges that few other industrial applications can match. The combination of high humidity, temperature variations, chemical exposure, and mechanical stress creates conditions where inferior cables quickly fail. The copper and EPR construction of these cables provides exceptional resistance to these environmental extremes.
Moisture represents perhaps the most persistent challenge in underground mining environments. Groundwater infiltration, condensation, and high humidity levels create conditions where water can penetrate cable systems and cause catastrophic failures. The EPR insulation system provides excellent moisture resistance, maintaining its electrical properties even when exposed to water for extended periods. This moisture resistance is crucial for maintaining electrical safety in underground environments where water and electricity must coexist.
Chemical exposure presents another significant challenge for underground cables. Mining operations involve various chemicals, including lubricants, hydraulic fluids, cleaning agents, and naturally occurring compounds in the mine atmosphere. The PCP sheath provides excellent resistance to these chemical challenges, maintaining its protective properties even after prolonged exposure to aggressive chemicals commonly found in mining environments.
Temperature variations in underground mines can be extreme, with cables potentially exposed to freezing conditions in unused areas and high temperatures near heat-generating equipment. The EPR insulation and PCP sheath maintain their properties across these temperature ranges, ensuring reliable performance regardless of local environmental conditions.
Mechanical Durability and Stress Management
The mechanical stresses encountered in underground mining operations would quickly destroy conventional cables. Underground installations require cables to withstand tension loads during installation, compression forces from ground movement, and abrasion from contact with rock surfaces and steel supports. The heavy-duty PCP sheath provides exceptional mechanical protection, while the stranded copper conductors maintain their electrical integrity under mechanical stress.
Ground movement represents a unique challenge for underground cables. Mining operations can cause ground settlement, rock shifts, and structural changes that place unexpected stresses on installed cables. The flexible construction of these cables allows them to accommodate moderate ground movement without failure, while the robust sheath protects against damage from sharp rocks or steel edges.
Vibration from mining equipment creates another mechanical challenge that must be addressed. Continuous operation of heavy machinery, blasting activities, and conveyor systems generates vibrations that can cause fatigue failure in poorly designed cables. The stranded conductor construction and flexible insulation system of these cables resist vibration-induced fatigue, ensuring long-term reliability in high-vibration environments.
Electrical Safety and Performance Considerations
The electrical safety considerations in underground coal mines are particularly stringent due to the potential presence of explosive gases. The 1.1 kV rating of these cables provides sufficient power transmission capability while maintaining appropriate safety margins for underground environments. The voltage level allows for effective power distribution while minimising the risk of electrical accidents that could trigger explosions or fires.
The copper wire screen serves critical safety functions beyond its role as an earth conductor. In underground mining environments, effective earthing is essential for both personnel safety and equipment protection. The low-impedance earth path provided by the copper wire screen ensures that fault currents are safely conducted away from personnel and equipment, preventing dangerous voltage levels from developing during fault conditions.
The screen also provides electromagnetic compatibility benefits, reducing interference between power cables and sensitive control equipment. Modern mining operations increasingly rely on sophisticated electronic systems for monitoring, control, and safety functions. The screening provided by these cables helps ensure that these systems operate reliably despite the presence of high-current power circuits.
Long-term Reliability and Maintenance Considerations
The robust construction of these cables significantly reduces maintenance requirements compared to conventional cables in similar applications. The corrosion resistance provided by tinned copper conductors and chemical-resistant sheath materials means that these cables can operate for many years without significant degradation. This long-term reliability is crucial for underground mining operations where cable replacement can be extremely expensive and disruptive.
The pilot core functionality in Type A cables provides additional benefits for long-term reliability. These cores enable remote monitoring of cable condition, allowing maintenance personnel to identify potential problems before they result in failures. This predictive maintenance capability is particularly valuable in underground environments where cable failures can have serious safety and operational consequences.
The standardised construction specified in AS/NZS 1972:2006 ensures consistent performance across different manufacturers and installations. This standardisation simplifies maintenance procedures, reduces spare parts inventory requirements, and ensures compatibility between different cable installations within a mine.
Frequently Asked Questions: Common Problems and Solutions
Underground mining operations present unique challenges that can lead to cable problems if not properly addressed. Understanding these common issues and their solutions helps ensure reliable performance of AS/NZS 1972:2006 Type A and B cables in demanding mining environments.
Moisture and Water Ingress Challenges
Question: Can these cables withstand prolonged exposure to moisture and potential flooding conditions that occur in underground mines?
Answer: Yes, AS/NZS 1972:2006 Type A and B cables are specifically designed to handle the moisture-rich environment of underground coal mines. The EPR insulation system provides excellent moisture resistance, maintaining its electrical properties even when exposed to water for extended periods. The heavy-duty PCP sheath acts as an effective barrier against water ingress, protecting the internal components from moisture damage.
However, successful moisture management requires proper installation and maintenance practices. Cable entry points into equipment should be properly sealed using appropriate glands and sealing compounds. In areas prone to standing water, cables should be routed above potential flood levels where possible, or protected with additional mechanical protection. Regular inspection of the cable sheath integrity is essential, particularly in areas where the cables may be exposed to mechanical damage that could compromise their water resistance.
When cables must operate in areas with persistent moisture problems, implementing additional monitoring systems can provide early warning of potential problems. Insulation resistance testing should be performed regularly to detect any degradation in the cable's moisture resistance before it leads to failure.
Pilot Core Integrity and Signal Transmission
Question: What should be done if the pilot cores in Type A cables are damaged or fail to transmit signals properly?
Answer: Pilot core damage can significantly impact control and monitoring systems that depend on these communication paths. The first step in addressing pilot core problems is to implement comprehensive monitoring systems that can detect signal degradation before complete failure occurs. This includes regular testing of signal integrity and insulation resistance for the pilot cores.
When pilot core damage is detected, the extent of the damage must be carefully assessed. Minor damage may be repairable using appropriate cable joints designed for mining applications. These joints must meet the same environmental resistance standards as the original cable to ensure long-term reliability. For more extensive damage, cable replacement may be necessary.
Prevention is always preferable to repair when dealing with pilot cores. Proper installation techniques, including adequate mechanical protection and proper bend radius management, can prevent many pilot core problems. In particularly harsh environments, consider using Type A cables with additional pilot cores to provide redundancy for critical control functions.
Earth Fault Protection and Screen Integrity
Question: How should earth faults or copper screen breakdown be handled to maintain electrical safety?
Answer: Earth fault protection is absolutely critical in underground mining environments where personnel safety depends on effective earthing systems. The copper wire screen in these cables provides both the primary earth path and electromagnetic screening, making its integrity essential for safe operation.
Regular testing of the earth path integrity should be performed using appropriate test equipment. This includes measuring the resistance of the earth path and verifying that it remains within acceptable limits. Thermal imaging surveys can help identify areas where the screen may be experiencing excessive heating due to poor connections or partial failures.
When earth path problems are detected, immediate action is required to maintain safety. This may include isolating the affected circuit until repairs can be completed. Screen repairs must be performed using techniques and materials that maintain the original electrical and mechanical properties of the screen system.
Installing additional earth monitoring systems can provide continuous monitoring of earth path integrity, alerting maintenance personnel to problems before they become safety hazards. These systems are particularly valuable in critical applications where earth path failure could have serious safety consequences.
Mechanical Protection and Abrasion Resistance
Question: How can cables be protected from abrasion damage caused by contact with rock surfaces, conveyor systems, or other underground infrastructure?
Answer: Mechanical protection is essential for maintaining long-term cable reliability in underground mining environments. The heavy-duty PCP sheath provides substantial protection against abrasion, but additional measures are often necessary in high-wear applications.
Steel cable trays or conduits provide excellent mechanical protection for cables routed through areas with high abrasion potential. These protective systems should be properly grounded and bonded to maintain electrical safety. Flexible conduits can be used in areas where cable movement is expected, while rigid conduits provide maximum protection in static installations.
Cable routing should be planned to minimise exposure to abrasive conditions where possible. This includes avoiding areas where cables might contact moving equipment or rough rock surfaces. Where such contact is unavoidable, additional protective measures such as sacrificial wear strips or protective wrapping should be implemented.
Regular inspection of cable installations should include checking for signs of abrasion damage. Early detection of sheath wear allows for protective measures to be implemented before damage reaches the cable's electrical components. This proactive approach significantly extends cable life and maintains system reliability.
Thermal Management and Heat-Related Aging
Question: How do high ambient temperatures and heat from mining equipment affect cable performance, and what measures can prevent premature aging?
Answer: Thermal management is crucial for maintaining cable performance in underground mining environments where temperatures can vary significantly. The EPR insulation and PCP sheath are rated for operation at temperatures up to 90°C, but sustained high temperatures can accelerate aging and reduce cable life.
Proper derating of cables operating in high-temperature environments is essential. This involves reducing the current carrying capacity of the cable to account for elevated ambient temperatures. Derating tables provided by cable manufacturers should be consulted to determine appropriate current limits for specific temperature conditions.
Heat sources such as transformers, motors, and other electrical equipment should be considered when planning cable routes. Cables should be routed away from heat sources where possible, or additional thermal protection should be provided. This might include thermal barriers, increased spacing, or forced ventilation to reduce ambient temperatures around cables.
Monitoring cable temperatures during operation can help identify potential thermal problems before they cause damage. Thermal imaging surveys can reveal hot spots that indicate overloading or poor connections. Regular monitoring allows for corrective action to be taken before thermal damage occurs.
Installation Challenges and Bend Radius Management
Question: What are the best practices for installing these cables in the confined spaces and complex routing requirements of underground mine workings?
Answer: Successful installation of mining cables requires careful planning and adherence to proper installation techniques. The bend radius requirements for these cables are typically 12 to 15 times the cable's overall diameter, which must be considered when planning cable routes through underground workings.
Pre-installation planning should include detailed surveys of the installation route to identify potential obstacles, tight spaces, and areas requiring special installation techniques. Cable pulling tensions must be carefully managed to prevent damage to the conductors or insulation. This typically requires the use of cable pulling equipment and techniques appropriate for the specific installation conditions.
Cable support systems must be properly designed and installed to prevent mechanical stress on the cables during operation. This includes adequate support spacing, proper fixing methods, and allowance for thermal expansion. Support systems should be compatible with the mine's structural requirements and provide easy access for maintenance activities.
Training installation personnel in proper cable handling techniques is essential for preventing installation damage. This includes proper lifting techniques, bend radius management, and connector installation procedures. Proper installation techniques significantly impact long-term cable reliability and should not be overlooked.
Surge Protection and Electrical Interference
Question: How can cables and connected equipment be protected from lightning surges, switching spikes, and other electrical disturbances common in mining environments?
Answer: Electrical disturbances in underground mining environments can damage both cables and connected equipment if not properly addressed. Lightning strikes to surface installations can induce surges that travel into underground systems, while switching operations on large motors and other equipment can create voltage spikes that damage sensitive equipment.
Surge protection devices should be installed at appropriate points in the electrical system to limit voltage levels during disturbance events. These devices must be properly coordinated with the system's protective equipment to ensure effective protection without interfering with normal operation. The pilot cores in Type A cables are particularly susceptible to surge damage and require specific protection measures.
Proper grounding and bonding of all electrical equipment is essential for effective surge protection. This includes ensuring that cable screens are properly connected to the mine's grounding system and that all equipment enclosures are effectively bonded. Poor grounding can actually increase surge damage by creating multiple ground paths and voltage differences between equipment.
Shielding of sensitive control circuits may be necessary in environments with high electrical noise. The copper wire screen in these cables provides some electromagnetic shielding, but additional measures may be required for particularly sensitive applications. This might include the use of shielded control cables or separate cable routing for power and control circuits.
Conclusion
AS/NZS 1972:2006 Type A and B 1.1/1.1 kV cables represent a sophisticated engineering solution to the unique challenges of underground coal mining operations. Their robust construction, incorporating stranded tinned copper conductors, EPR insulation, and heavy-duty PCP sheathing, provides the durability and reliability essential for safe and efficient mining operations.
These cables serve as the backbone of electrical systems in Australia's most significant underground coal mines, from the massive operations in Queensland's Bowen Basin to the sophisticated mines of New South Wales. Their ability to withstand moisture, chemical exposure, mechanical stress, and temperature variations makes them indispensable for powering the pumps, conveyors, lighting, and ventilation systems that keep mines operating safely.
The pilot core functionality available in Type A cables provides additional value for modern mining operations that increasingly depend on sophisticated control and monitoring systems. These communication paths enable remote monitoring, automated control, and emergency shutdown capabilities that enhance both operational efficiency and safety.
Understanding the proper application, installation, and maintenance of these cables is crucial for mining engineers, electrical contractors, and maintenance personnel. The comprehensive specifications detailed in AS/NZS 1972:2006 reflect decades of experience with underground mining conditions and should be carefully followed to ensure optimal performance.
As Australia's underground coal mining industry continues to evolve, incorporating new technologies and facing increasing safety and environmental requirements, these cables will continue to play a critical role in supporting safe and efficient mining operations. Their proven performance in demanding underground environments makes them an essential component of modern mining infrastructure.
Proper installation, regular monitoring, and proactive maintenance ensure that these cables deliver the long-term reliability that underground mining operations require. By understanding their capabilities and limitations, mining professionals can make informed decisions about cable selection, installation practices, and maintenance strategies that support safe and efficient mining operations for years to come.
The investment in quality cables designed specifically for underground mining applications pays dividends through reduced maintenance costs, improved safety, and enhanced operational reliability. As underground mining operations become increasingly sophisticated and demanding, the importance of reliable power distribution systems built around proven cable technologies becomes ever more critical to the success of Australia's mining industry.
