
AS/NZS 2802 Type 409 Mining Cables for Australian Gold Mining Operations
Discover everything about AS/NZS 2802 Type 409 mining cables (1.1-22kV) used in Australian gold mines including Boddington, Cadia Valley, and Kalgoorlie Super Pit. Learn applications, electrical specifications, construction details, and maintenance best practices for mining operations.
7/4/202520 min read
AS/NZS 2802 Type 409 Mining Cables for Australian Gold Mining Operations
Introduction: Understanding Mining Cable Standards in Australia
The harsh and demanding environment of Australian gold mining requires electrical infrastructure that can withstand extreme conditions whilst delivering reliable power to critical equipment. At the heart of this electrical distribution system lies the AS/NZS 2802 Type 409 series cables, specifically designed for reeling and trailing applications in mining operations across voltage ranges from 1.1 kV to 22 kV.
The AS/NZS (Australian/New Zealand Standard) 2802:2000 represents the pinnacle of cable engineering for mining applications, establishing rigorous requirements for cables that must perform reliably in some of the most challenging industrial environments on Earth. The Type 409 series, manufactured to Class 2 specifications, embodies decades of engineering evolution specifically tailored to meet the unique demands of Australian mining operations.
Understanding these cables requires appreciating their role as the electrical lifeline connecting stationary power sources to mobile mining equipment. Unlike fixed installation cables that remain in permanent positions, Type 409 cables must endure constant movement, abrasion, impact, temperature extremes, and chemical exposure whilst maintaining electrical integrity. This dual requirement of mechanical durability and electrical performance makes them amongst the most sophisticated cables in industrial applications.
The significance of proper cable selection becomes evident when considering the scale of modern Australian mining operations. A single cable failure can halt production worth millions of dollars, create safety hazards, and require complex replacement procedures in remote locations. Therefore, understanding the construction, applications, and maintenance requirements of Type 409 cables becomes essential for mining professionals, electrical engineers, and maintenance personnel working in Australia's gold mining industry.
Australian Gold Mining Landscape: Where These Cables Power the Industry
Australia stands as the world's second-largest gold producer, with the majority of production concentrated in Western Australia's goldfields and scattered operations across New South Wales, South Australia, and other states. The scale and diversity of these operations create unique challenges for electrical infrastructure, making the Type 409 cable series indispensable across multiple mining scenarios.
Boddington Gold Mine in Western Australia represents Australia's largest gold producer and showcases the extreme demands placed on mining cables. This open-pit operation, owned by Newmont Corporation, produces over 700,000 ounces of gold annually alongside significant copper production. The mine's massive scale requires extensive electrical infrastructure to power enormous draglines, haul trucks, and processing equipment. Type 409 cables in higher voltage ranges (11kV and 22kV) provide the backbone for powering these massive machines across distances that can span several kilometres of active mining area.
The Cadia Valley Operations in New South Wales presents a different challenge, combining both open-pit and underground mining in a single complex. Operated by Newcrest Mining, this operation produces approximately 800,000 ounces of gold annually. The dual nature of operations requires Type 409 cables to perform in both surface conditions with extreme temperature variations and underground environments with high humidity, potential chemical exposure, and confined spaces that demand exceptional flexibility and durability.
Kalgoorlie's Super Pit, operated by Kalgoorlie Consolidated Gold Mines (KCGM), represents one of Australia's most iconic mining operations. This massive open-pit mine, stretching over 3.5 kilometres long and 1.5 kilometres wide, requires an extensive network of mobile equipment powered by trailing cables. The desert environment presents unique challenges including extreme temperature fluctuations, dust infiltration, and UV exposure that test the limits of cable sheath materials.
Other significant operations including Tropicana Gold Mine, Tanami Operations, Cowal Gold Mine, St Ives Gold Mine, Telfer Gold Mine, and Agnew Gold Mine each present unique environmental and operational challenges. These operations span from tropical conditions in the north to temperate zones in the south, from sea-level coastal operations to high-altitude desert mines, creating a comprehensive testing ground for cable performance across Australia's diverse climate zones.
The geographical concentration of gold mining in Western Australia creates particular challenges for cable performance. The region's extreme temperature variations, from scorching days exceeding 45°C to surprisingly cold nights below 5°C, place enormous thermal stress on cable materials. Additionally, the remote locations of many operations mean that cable failures can result in extended downtime whilst replacement materials are transported across vast distances.
Applications of Type 409 Cables in Gold Mining Operations
The Type 409 cable series finds application across virtually every aspect of gold mining operations, with specific voltage ratings matched to particular equipment types and operational requirements. Understanding these applications requires examining both the electrical demands and mechanical requirements of different mining scenarios.
Surface Mining Equipment Applications represent the most demanding use cases for Type 409 cables. Large draglines used for overburden removal require 11kV or 22kV power supplies delivered through trailing cables that may extend over 300 metres from the nearest electrical distribution point. These cables must withstand the constant dragging motion across rough terrain, exposure to rock impact, and the mechanical stress of supporting their own weight across extended spans.
Electric rope shovels, another cornerstone of surface mining operations, present similar challenges but with different operational patterns. These machines operate in a more stationary manner but require extremely reliable power delivery during high-load digging operations. The Type 409 cables serving these applications must handle both the steady-state power requirements and the substantial starting currents associated with large electric motors.
Underground Mining Applications create entirely different challenges for Type 409 cables. Load-haul-dump (LHD) machines operating in underground tunnels require cables that can navigate tight corners, withstand crushing hazards, and resist damage from chemical exposure to processing reagents and groundwater. The confined spaces of underground operations make cable flexibility paramount, whilst the often humid conditions test the integrity of insulation and sheath materials.
Underground drilling equipment, including development drills and production blast-hole drills, requires Type 409 cables that can follow complex routing through tunnel systems whilst maintaining electrical integrity. These applications often involve smaller conductor sizes (16mm² to 50mm²) but require exceptional flexibility to navigate the tortuous paths typical of underground mining operations.
Processing Plant Applications represent a growing segment for Type 409 cable usage. Mobile equipment within processing facilities, including conveyors, pumps, and materials handling equipment, requires reliable power delivery in environments characterised by chemical exposure, moisture, and mechanical vibration. The Type 409 series provides the necessary durability whilst maintaining the flexibility required for equipment that may require periodic repositioning.
Auxiliary Equipment Applications encompass a broad range of mining support equipment including water pumps, ventilation fans, lighting systems, and communications equipment. These applications often require lower voltage ratings (1.1kV to 6.6kV) but benefit from the robust construction and reliability inherent in the Type 409 design philosophy.
The distinction between trailing and reeling applications becomes crucial when selecting appropriate cable configurations. Type 409 cables excel as trailing feeders, where the cable follows equipment movement but does not wind onto cable reels. This design philosophy influences every aspect of cable construction, from conductor stranding to sheath materials, ensuring optimal performance in trailing applications whilst avoiding the specific stresses associated with continuous reeling operations.
Standards and Compliance: The Foundation of Mining Cable Safety
The regulatory framework governing mining cables in Australia represents a comprehensive approach to ensuring both worker safety and operational reliability. The AS/NZS 2802:2000 standard forms the cornerstone of this framework, establishing detailed requirements for cable construction, testing, and performance that reflect decades of mining industry experience.
AS/NZS 2802:2000 Reeling and Trailing Cables establishes the fundamental requirements for cables intended for mobile mining equipment. This standard addresses every aspect of cable design, from conductor materials and insulation systems to sheath construction and marking requirements. The standard recognises that mining cables operate in uniquely challenging environments and establishes performance criteria that exceed those required for general industrial applications.
The standard's approach to voltage classification reflects the practical realities of mining electrical systems. The Type 409 series voltage ratings of 1.1kV, 3.3kV, 6.6kV, 11kV, and 22kV correspond directly to standard mining distribution voltages, ensuring compatibility with existing electrical infrastructure whilst providing clear upgrade paths as operations expand or equipment requirements change.
AS/NZS 1125 complements the primary cable standard by establishing requirements for electrical safety in mining operations. This standard addresses installation practices, maintenance procedures, and safety protocols that ensure Type 409 cables perform safely throughout their operational life. The standard's emphasis on regular inspection and testing reflects the reality that mining cables operate in environments where gradual degradation can lead to catastrophic failures if not properly monitored.
AS/NZS 3808 extends the regulatory framework to cover electrical installations in mining operations, establishing requirements for cable routing, protection systems, and integration with mining electrical infrastructure. This standard ensures that Type 409 cables operate as part of comprehensive electrical systems designed to maintain safety and reliability under all operating conditions.
AS/NZS 5000.1 addresses the broader context of electrical safety in mining operations, establishing requirements for personnel training, maintenance procedures, and emergency response protocols. The standard recognises that cable safety depends not only on proper construction and installation but also on ongoing maintenance and monitoring throughout the cable's operational life.
The Class 2 designation for Type 409 cables indicates compliance with the highest performance standards established by AS/NZS 2802:2000. This classification requires enhanced conductor flexibility, improved insulation systems, and superior sheath durability compared to lower-class cables. The Class 2 designation serves as a quality assurance marker, indicating that cables meet the stringent requirements necessary for critical mining applications.
Compliance with these standards extends beyond initial manufacturing to encompass ongoing performance monitoring and maintenance practices. Mining operations must establish inspection schedules, testing protocols, and replacement criteria that ensure continued compliance throughout the cable's operational life. This comprehensive approach to standards compliance reflects the reality that mining cables operate in environments where safety margins are critical and failure consequences are severe.
Cable Construction and Electrical Specifications: Engineering for Extreme Conditions
The construction of Type 409 cables represents a masterclass in engineering compromise, balancing mechanical durability with electrical performance whilst maintaining the flexibility necessary for mobile mining applications. Understanding this construction requires examining each component layer and its contribution to overall cable performance.
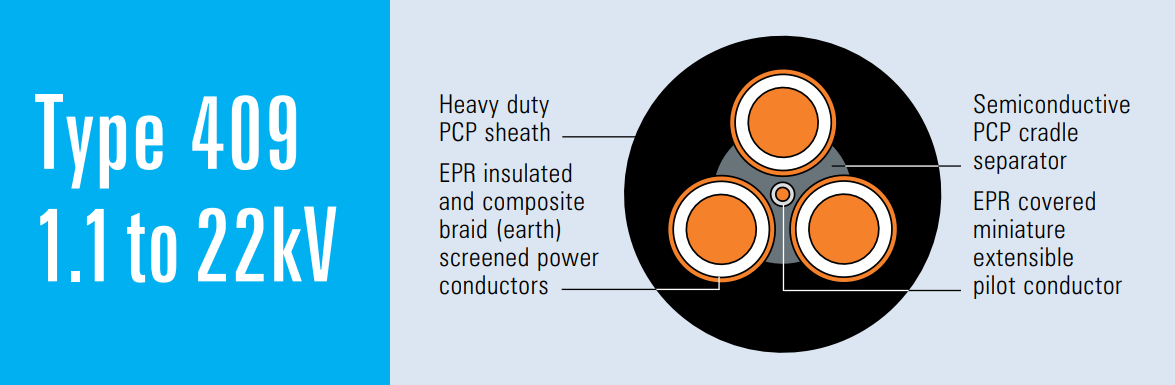
Conductor Design and Materials form the electrical heart of Type 409 cables. The use of flexible stranded tinned annealed copper conductors reflects careful consideration of both electrical and mechanical requirements. The stranding pattern, typically involving hundreds of individual copper strands, provides the flexibility necessary for trailing applications whilst maintaining low electrical resistance and excellent current-carrying capacity.
The tinning process applied to copper conductors serves multiple purposes in the mining environment. Tin coating prevents copper oxidation in the presence of moisture and chemicals commonly encountered in mining operations. This oxidation resistance ensures stable electrical connections throughout the cable's life whilst preventing the formation of copper compounds that could degrade insulation materials.
Conductor sizes in the Type 409 series range from 16mm² for light applications to 300mm² for heavy-duty applications, with each size optimised for specific current-carrying requirements. The relationship between conductor size and current capacity follows established electrical engineering principles, but mining applications require additional derating factors to account for elevated ambient temperatures, burial conditions, and thermal cycling associated with intermittent operation.
Insulation Systems in Type 409 cables utilise ethylene propylene rubber (EPR) technology specifically formulated for mining environments. EPR insulation provides exceptional electrical properties across a wide temperature range, from -25°C to +90°C, ensuring reliable operation in both underground conditions and surface applications in extreme climates.
The insulation thickness varies with voltage rating, following established electrical engineering principles whilst providing additional safety margins appropriate for mining applications. The insulation system incorporates semiconductive screens at voltages of 3.3kV and above, creating a uniform electric field distribution that prevents partial discharge and ensures long-term electrical integrity.
Screening and Shielding Systems play a crucial role in Type 409 cable performance, particularly at higher voltages. The conductor screen consists of semiconductive compound applied directly over the conductor, providing a smooth transition between the conductor and insulation that eliminates air gaps and potential discharge sites.
The insulation screen, constructed from semiconductive elastomer, provides uniform electric field distribution whilst maintaining flexibility under mechanical stress. This screen system becomes increasingly important at higher voltages, where electric field concentration can lead to premature insulation failure.
Composite Screen and Earth Conductor construction represents one of the most innovative aspects of Type 409 cable design. The composite screen combines tinned annealed copper braiding with polyester yarn, creating a structure that provides both electrical continuity and mechanical strength. This dual-function design eliminates the need for separate earth conductors whilst providing the flexibility necessary for trailing applications.
The braiding pattern and wire count in the composite screen are carefully optimised to provide adequate earth fault current capacity whilst maintaining flexibility. The polyester yarn component adds tensile strength and provides cushioning that protects the underlying cable structure from mechanical damage.
Central Extensible Pilot Conductor serves as the control lifeline for equipment powered by Type 409 cables. This conductor, constructed from flexible stranded tinned copper with EPR covering, provides the communication path between control systems and mobile equipment. The pilot conductor must maintain electrical integrity even when the main cable is subjected to extreme mechanical stress, requiring special attention to conductor stranding and covering materials.
Sheath Construction represents the cable's primary defence against environmental hazards. Heavy-duty PCP (polychloroprene) sheath provides exceptional resistance to oil, chemicals, abrasion, and UV radiation whilst maintaining flexibility across the full temperature range. The sheath thickness varies with cable size and voltage rating, providing mechanical protection proportional to the cable's electrical significance.
Alternative sheath materials, including CPE (chlorinated polyethylene) and CSP (chlorosulfonated polyethylene), are available for specific applications where additional chemical resistance or enhanced UV protection is required. The selection of sheath material depends on specific environmental conditions and operational requirements.
Cradle Separator construction utilises semiconductive PCP material to maintain proper cable geometry whilst providing additional mechanical protection. This separator ensures that individual conductors maintain their relative positions during cable movement, preventing mechanical stress concentrations that could lead to conductor damage or insulation failure.
Detailed Use Case Scenarios in Australian Gold Mining
The practical application of Type 409 cables in Australian gold mining operations reveals the sophisticated engineering considerations necessary for successful implementation. Each application scenario presents unique challenges that must be addressed through careful cable selection, installation practices, and maintenance protocols.
Open-Pit Dragline Operations represent the most demanding application for Type 409 cables. These massive machines, weighing up to 13,000 tonnes, require 11kV or 22kV power supplies delivered through trailing cables that may extend over 400 metres. The Boddington mine operates several draglines that remove overburden at rates exceeding 200,000 tonnes per day, creating enormous electrical demands that must be met reliably regardless of weather conditions or operational tempo.
The cable installation for dragline operations requires sophisticated cable handling systems including cable reels, tensioning devices, and protective channels that guide cables across rough terrain. The cables must withstand dragging forces exceeding 50 tonnes whilst maintaining electrical integrity and flexibility. Special attention must be paid to cable termination methods, as the connection points between cables and equipment represent potential failure points under extreme mechanical stress.
Underground Load-Haul-Dump (LHD) Operations at facilities like Cadia Valley present entirely different challenges. These machines operate in confined spaces with limited ventilation, requiring cables that can navigate tight corners whilst resisting damage from rock falls and equipment impacts. The 95mm² to 185mm² conductor sizes typical of LHD applications provide adequate power delivery whilst maintaining the flexibility necessary for underground maneuvering.
The underground environment creates unique challenges for cable performance. High humidity levels, potential chemical exposure from processing reagents, and limited accessibility for maintenance require cables that can operate reliably for extended periods without intervention. The Type 409 construction, with its robust sheath and sealed conductor design, provides the necessary durability for these challenging applications.
Surface Shovel Operations combine high electrical demands with extreme mechanical stress. Electric rope shovels operating at the Super Pit require reliable power delivery during digging operations that can impose momentary loads exceeding 5,000 kW. The cables must handle both the steady-state power requirements and the substantial starting currents associated with large electric motors.
The operational pattern of surface shovels creates specific challenges for cable design. The repetitive nature of digging operations subjects cables to cyclical mechanical stress that can lead to conductor fatigue if not properly managed. The Type 409 conductor design, with its flexible stranding pattern and tinned copper construction, provides the necessary fatigue resistance for these demanding applications.
Processing Plant Mobile Equipment represents a growing application area for Type 409 cables. Conveyors, crushers, and materials handling equipment within processing facilities require reliable power delivery in environments characterised by dust, chemical exposure, and mechanical vibration. The smaller conductor sizes (25mm² to 70mm²) typical of processing applications provide adequate power delivery whilst maintaining cost-effectiveness.
The chemical environment within processing plants creates unique challenges for cable sheath materials. Exposure to cyanide solutions, acidic process waters, and various flotation reagents requires sheath materials that can resist chemical attack whilst maintaining flexibility. The PCP sheath construction of Type 409 cables provides excellent chemical resistance whilst maintaining the mechanical properties necessary for mobile applications.
Remote Pumping Station Applications showcase the versatility of Type 409 cables in supporting mining operations. Water dewatering systems, essential for both surface and underground operations, require reliable power delivery to remote locations where cable failure can result in flooding and operational shutdown. The cables must withstand environmental exposure whilst providing long-term reliability in applications where maintenance access may be limited.
The design of pumping station installations requires careful consideration of cable routing and protection systems. Underground installations may require cables to traverse water-filled areas, while surface installations must withstand extreme weather conditions. The Type 409 construction provides the necessary durability for these challenging applications whilst maintaining the electrical performance required for efficient pump operation.

Common Challenges and Comprehensive FAQ Section
Mining operations present unique challenges that require specific expertise and careful attention to detail. The following frequently asked questions address the most common concerns encountered when implementing Type 409 cables in Australian gold mining operations.
Question: Can Type 409 cables be used for reeling applications on jumbo drills and other mobile equipment?
Answer: Type 409 cables are specifically designed as trailing feeders rather than reeling cables. The construction optimises flexibility and durability for applications where cables follow equipment movement but do not wind onto cable reels. Reeling applications subject cables to different mechanical stresses, including repeated bending cycles and compression forces that can damage the semiconductive screens and insulation systems in Type 409 cables.
For reeling applications, specialised reeling cables with different construction parameters are required. These cables typically feature modified conductor stranding, enhanced insulation systems, and reinforced sheath construction designed to withstand the mechanical stresses associated with continuous reeling operations. Using Type 409 cables in reeling applications can lead to premature failure and potential safety hazards.
Question: What is the expected lifespan of Type 409 cables in typical mining environments, and what factors influence cable longevity?
Answer: The operational lifespan of Type 409 cables in mining environments typically ranges from three to seven years, depending on operational conditions and maintenance practices. Several factors significantly influence cable longevity and must be carefully managed to achieve optimal performance.
Environmental factors play a crucial role in cable lifespan. UV exposure in surface operations can degrade sheath materials over time, while chemical exposure in processing areas can accelerate deterioration. Temperature cycling, particularly in operations like the Super Pit where daily temperature variations exceed 40°C, creates thermal stress that can affect insulation integrity.
Mechanical factors often prove more limiting than electrical factors in mining applications. Abrasion from dragging across rough surfaces, impact damage from falling rocks, and crushing forces from equipment movement can all contribute to premature cable failure. Proper cable handling practices, including the use of protective channels and appropriate tensioning systems, can significantly extend cable life.
Maintenance practices directly influence cable longevity. Regular inspection for physical damage, electrical testing to verify insulation integrity, and prompt repair of minor damage can prevent small problems from escalating into major failures. Operations with comprehensive maintenance programs typically achieve cable lifespans at the upper end of the expected range.
Question: How should the pilot conductor be monitored and maintained to ensure reliable equipment control?
Answer: The pilot conductor in Type 409 cables serves as the critical communication link between control systems and mobile equipment. Regular monitoring and maintenance of this conductor is essential for safe and reliable operation.
Electrical testing of the pilot conductor should include both continuity checks and insulation resistance measurements. Continuity testing verifies that the conductor maintains electrical connection throughout its length, while insulation resistance testing ensures adequate isolation from other conductors and ground. These tests should be performed at regular intervals, with more frequent testing in harsh environments.
Visual inspection of pilot conductor terminations is particularly important, as these connection points experience significant mechanical stress during equipment operation. Termination points should be inspected for signs of corrosion, mechanical damage, or loosening that could affect electrical continuity.
The pilot conductor covering requires special attention during cable handling and installation. The relatively small size of the pilot conductor makes it more susceptible to damage from crushing or stretching forces. Proper cable handling practices, including appropriate support systems and controlled bending radii, are essential for pilot conductor protection.
Question: What are the consequences of semiconductive screen damage, and how can such damage be detected and repaired?
Answer: Semiconductive screen damage in Type 409 cables can lead to serious electrical problems, including partial discharge, insulation degradation, and eventual cable failure. The semiconductive screens play a crucial role in maintaining uniform electric field distribution within the cable, and damage to these screens can create high-stress points that accelerate insulation breakdown.
Detection of screen damage requires specialised testing equipment and expertise. Partial discharge testing can identify areas where screen damage has created electric field distortion, while insulation resistance testing may reveal degradation in areas where screen damage has affected insulation integrity. Time-domain reflectometry (TDR) testing can locate specific areas of screen damage along the cable length.
Repair of semiconductive screen damage requires specialised materials and techniques. Field repair kits designed specifically for Type 409 cables include semiconductive materials that can restore screen continuity and electric field distribution. However, such repairs require trained personnel and proper environmental conditions to ensure effectiveness.
Prevention of screen damage is more cost-effective than repair. Proper cable handling practices, including controlled bending radii and protection from sharp edges, can prevent much screen damage. Regular inspection and prompt repair of sheath damage can prevent environmental contamination that might affect screen integrity.
Question: Are Type 409 cables suitable for underground applications in cold climates, and what special considerations apply?
Answer: Type 409 cables are well-suited for underground applications in cold climates, with EPR insulation and PCP sheath materials rated for operation down to -25°C. However, several special considerations apply to ensure optimal performance in these challenging conditions.
Cold temperature operation affects cable flexibility, with all polymeric materials becoming stiffer at low temperatures. This reduced flexibility can make cable installation more difficult and increase the risk of mechanical damage during handling. Pre-warming cables before installation in cold conditions can help maintain flexibility and reduce installation risks.
Thermal cycling between cold ambient conditions and normal operating temperatures creates mechanical stress that can affect cable integrity over time. The different thermal expansion coefficients of various cable components can create internal stress that may lead to premature failure if not properly managed.
Moisture control becomes particularly important in cold underground environments, where condensation can occur on cable surfaces and within cable terminations. Proper sealing of cable terminations and regular inspection for moisture infiltration are essential for reliable operation.
Question: What are the requirements and best practices for field splicing of Type 409 cables?
Answer: Field splicing of Type 409 cables requires specialised materials, equipment, and expertise to maintain the cable's electrical and mechanical integrity. The complex construction of these cables, including semiconductive screens and composite earth conductors, makes field splicing a challenging operation that must be performed according to strict procedures.
Certified splicing kits designed specifically for Type 409 cables are essential for reliable field joints. These kits include semiconductive materials that restore screen continuity, insulation materials that maintain electrical properties, and sheath materials that provide environmental protection. The use of non-certified materials or improvised splicing techniques can lead to premature failure and safety hazards.
Environmental conditions during splicing operations are crucial for joint reliability. Splicing should be performed in clean, dry conditions with appropriate temperature control. Contamination from dust, moisture, or chemicals can compromise joint integrity and lead to premature failure.
Personnel performing field splicing must be trained in the specific techniques required for Type 409 cables. The complex construction of these cables requires specialised knowledge and skills that differ from standard cable splicing techniques. Regular training and certification updates are essential for maintaining splicing quality.
Quality control during splicing operations should include electrical testing of the completed joint to verify insulation integrity and screen continuity. Documentation of splicing procedures and test results provides valuable information for future maintenance and troubleshooting activities.
Maintenance Best Practices: Ensuring Long-Term Performance
Effective maintenance of Type 409 cables requires a comprehensive approach that addresses both preventive measures and corrective actions. The challenging environment of mining operations makes proactive maintenance essential for achieving optimal cable performance and avoiding costly unplanned downtime.
Regular Visual Inspection Programs form the foundation of effective cable maintenance. These inspections should be conducted on a scheduled basis, with frequency determined by operational conditions and cable criticality. Visual inspections should focus on identifying signs of mechanical damage, environmental degradation, and potential failure points before they result in operational problems.
During visual inspections, maintenance personnel should examine cable sheaths for cuts, abrasions, swelling, or other signs of damage. Particular attention should be paid to areas where cables traverse sharp edges, pass through confined spaces, or experience repeated mechanical stress. The identification of minor damage during routine inspections allows for prompt repair before problems escalate.
Cable termination points require special attention during visual inspections. These areas experience significant mechanical stress and are potential entry points for environmental contamination. Termination enclosures should be inspected for proper sealing, corrosion, or mechanical damage that could compromise electrical integrity.
Electrical Testing and Monitoring provides essential information about cable condition that cannot be obtained through visual inspection alone. Regular electrical testing should include insulation resistance measurements, continuity checks, and pilot conductor verification. More sophisticated testing, including partial discharge measurement and time-domain reflectometry, may be appropriate for critical applications.
Insulation resistance testing should be performed using appropriate test voltages and procedures specified in AS/NZS standards. Test results should be documented and trended over time to identify gradual degradation that might indicate developing problems. Sudden changes in insulation resistance values often indicate specific problems that require immediate attention.
Continuity testing verifies that all conductors maintain electrical connection throughout their length. This testing is particularly important for pilot conductors, where loss of continuity can result in loss of equipment control. Continuity testing should be performed using appropriate test equipment and procedures to ensure accurate results.
Environmental Protection Measures play a crucial role in extending cable life in mining environments. Protective measures should address the specific environmental hazards present in each application, including chemical exposure, UV radiation, mechanical impact, and temperature extremes.
Chemical protection may require the use of protective coatings or barriers to prevent contact between cables and potentially harmful substances. In processing plant applications, regular cleaning to remove chemical residues can prevent long-term degradation of sheath materials.
UV protection is particularly important for surface applications where cables are exposed to direct sunlight. Protective covers or burial may be necessary to prevent UV degradation of sheath materials. Regular inspection of UV-exposed cables can identify early signs of degradation before significant damage occurs.
Mechanical protection systems, including protective channels, cable trays, and impact barriers, can significantly reduce mechanical damage to cables. These systems should be designed to accommodate cable movement whilst providing adequate protection from environmental hazards.
Documentation and Record Keeping are essential components of effective cable maintenance programs. Comprehensive records should include installation dates, maintenance activities, test results, and repair history. This information provides valuable insights into cable performance trends and helps optimise maintenance schedules.
Maintenance records should be readily accessible to personnel responsible for cable maintenance and should include sufficient detail to support troubleshooting activities. Digital record-keeping systems can facilitate data analysis and trend identification that might not be apparent from paper-based records.
Training and Competency Development ensure that maintenance personnel possess the knowledge and skills necessary for effective cable maintenance. Training programs should address both general electrical safety principles and specific requirements for Type 409 cables in mining applications.
Regular training updates are essential to keep pace with evolving technology and changing operational requirements. Training should include both classroom instruction and hands-on practice with actual cable maintenance procedures.
Conclusion: Powering Australia's Gold Mining Future
The AS/NZS 2802 Type 409 cable series represents a remarkable achievement in electrical engineering, providing the robust and reliable power delivery systems essential for Australia's gold mining industry. From the massive draglines operating at Boddington to the sophisticated underground equipment at Cadia Valley, these cables serve as the electrical lifelines that keep Australia's gold production flowing.
The comprehensive examination of Type 409 cables presented in this guide reveals the sophisticated engineering considerations necessary for success in mining applications. The careful balance between electrical performance and mechanical durability, the attention to environmental protection, and the emphasis on long-term reliability all contribute to cables that can meet the demanding requirements of modern mining operations.
The standards framework established by AS/NZS 2802:2000 and related standards provides the foundation for safe and reliable cable performance. This regulatory structure, developed through decades of mining industry experience, ensures that Type 409 cables meet the stringent requirements necessary for critical mining applications whilst providing clear guidance for installation and maintenance practices.
The diversity of applications across Australia's gold mining landscape demonstrates the versatility and adaptability of the Type 409 design philosophy. Whether powering surface equipment in the extreme temperatures of the Western Australian goldfields or supporting underground operations in the complex geology of New South Wales, these cables provide the electrical infrastructure necessary for efficient and safe mining operations.
The maintenance best practices outlined in this guide emphasise the importance of proactive cable management in achieving optimal performance. Regular inspection, electrical testing, and environmental protection measures can significantly extend cable life whilst reducing the risk of unexpected failures that could disrupt mining operations.
Looking toward the future, the continued evolution of mining technology and the increasing scale of Australian mining operations will undoubtedly create new challenges for electrical infrastructure. The Type 409 cable series, with its proven track record and ongoing development, is well-positioned to meet these challenges whilst maintaining the high standards of performance and reliability that characterise Australian mining operations.
The investment in understanding and properly implementing Type 409 cables pays dividends through improved operational reliability, reduced maintenance costs, and enhanced safety performance. As Australia's gold mining industry continues to evolve and expand, the electrical infrastructure provided by these sophisticated cables will remain essential for maintaining Australia's position as a global leader in gold production.
For mining professionals, electrical engineers, and maintenance personnel working in Australia's gold mining industry, the comprehensive understanding of Type 409 cables provided in this guide offers the knowledge necessary to make informed decisions about cable selection, installation, and maintenance. The combination of technical expertise and practical experience embedded in these cables represents the best of Australian engineering excellence, supporting an industry that continues to contribute significantly to Australia's economic prosperity.
The story of Type 409 cables in Australian gold mining is ultimately a story of engineering excellence meeting operational demands. Through careful attention to design details, rigorous adherence to standards, and comprehensive maintenance practices, these cables continue to provide the reliable electrical infrastructure that powers one of Australia's most important industries. As mining operations become increasingly sophisticated and demanding, the Type 409 cable series stands ready to meet the challenges of tomorrow whilst building on the solid foundation of performance established in Australia's goldfields today.

