
AS/NZS 2802 Type 412 1.1/1.1 kV Mining Cable for Australian Gold Mining Operations
Complete technical guide to AS/NZS 2802 Type 412 1.1/1.1 kV mining cables for Australian gold mines, covering specifications, applications, electrical parameters, and maintenance best practices for mining operations.
7/4/202517 min read
AS/NZS 2802 Type 412 1.1/1.1 kV Mining Cable for Australian Gold Mining Operations
Introduction
The mining industry in Australia operates under some of the world's most demanding conditions, where equipment reliability and safety are paramount. At the heart of these operations lies the electrical infrastructure that powers everything from massive excavators to delicate monitoring systems. The AS/NZS 2802 Type 412 1.1/1.1 kV mining cable represents a critical component in this infrastructure, specifically designed to meet the rigorous demands of Australian mining environments.
This comprehensive guide explores the technical specifications, applications, and best practices for implementing Type 412 cables in gold mining operations across Australia. The cable's design philosophy centres on providing robust, flexible power distribution for both mobile and fixed equipment whilst maintaining the highest safety standards required in hazardous mining environments.
The AS/NZS 2802 standard specifically addresses reeling and trailing cables, which are essential for powering mobile mining equipment that must move freely whilst maintaining electrical connection. These cables represent the lifeline between stationary power sources and the dynamic machinery that drives Australia's gold mining industry forward.
Mining electrical engineers, procurement specialists, and safety officers will find this guide invaluable for understanding how Type 412 cables can enhance operational efficiency whilst maintaining the stringent safety requirements that govern Australian mining operations.
Australia's Major Gold Mining Operations
Understanding the context in which these cables operate requires examining Australia's diverse gold mining landscape. Each operation presents unique challenges that influence cable selection and installation practices.
Boddington Gold Mine in Western Australia stands as one of the world's largest open-pit gold operations, processing over 28 million tonnes of ore annually. The mine's expansive scale requires extensive mobile equipment fleets, including haul trucks weighing over 400 tonnes and excavators with bucket capacities exceeding 40 cubic metres. The challenging aspect of Boddington lies in its scale and the need for continuous power supply to equipment operating across vast distances. The hot, dry climate typical of Western Australia's wheatbelt region places additional stress on cable insulation systems, making the choice of sheath materials particularly critical.
The Super Pit at Kalgoorlie represents Australia's most iconic open-cut gold mine, extending 3.5 kilometres long, 1.5 kilometres wide, and over 600 metres deep. This operation exemplifies the extreme conditions that mining cables must endure, with equipment operating in a dusty, abrasive environment where temperatures can soar above 40°C during summer months. The mine's depth creates unique challenges for cable installation, as power must be distributed across varying elevations whilst maintaining flexibility for mobile equipment operations.
Telfer Gold Mine in the remote Pilbara region showcases the challenges of operating in Australia's most isolated mining areas. Located over 1,300 kilometres from Perth, Telfer operates in conditions where equipment failure can result in costly delays due to the remote location. The mine's inland desert environment subjects cables to extreme temperature variations, from scorching daytime heat to surprisingly cool nights, testing the thermal cycling capabilities of cable materials.
Cadia Valley Operations in New South Wales represents modern underground mining technology, with operations extending over 1,000 metres below surface. The underground environment presents different challenges, including exposure to groundwater, limited ventilation, and the need for cables that can handle both the weight of their own length and the mechanical stresses of underground installation.
These diverse operations demonstrate why Type 412 cables are engineered with such robust specifications. The combination of mobile equipment requirements, harsh environmental conditions, and the critical nature of power supply in mining operations demands cables that can perform reliably under extreme conditions whilst maintaining safety standards.
Typical Applications in Gold Mines
The versatility of Type 412 1.1/1.1 kV cables makes them suitable for various applications throughout gold mining operations, each presenting specific technical requirements and operational challenges.
Feeder Cables for Mobile Equipment represent perhaps the most demanding application for these cables. Drilling rigs used for grade control and exploration require continuous power whilst moving across uneven terrain. The cable must flex repeatedly as the rig moves, requiring exceptional flexibility in the conductor design and robust armour protection to resist damage from rocks and debris. Shuttle cars and loaders operating in underground environments place additional stress on cables through constant starting, stopping, and direction changes, creating mechanical stress that inferior cables cannot withstand.
The continuous flexing action demands cables with carefully engineered bending radii and conductor configurations that maintain electrical integrity through thousands of flex cycles. The interstitial earth conductors in Type 412 cables provide crucial safety protection by ensuring fault current has a reliable path to ground even when the main conductors experience mechanical stress.
Fixed Power Distribution applications utilise these cables for supplying power to crushers, conveyors, and pumping systems. Whilst these installations don't require the flexibility of mobile applications, they demand robust protection from physical damage. Mining environments expose fixed installations to falling rocks, equipment impact, and chemical exposure from ore processing activities. The pliable armour construction provides mechanical protection whilst remaining flexible enough for installation in confined spaces typical of mining infrastructure.
Processing plant applications particularly benefit from the chemical resistance properties of the PCP sheath system. Gold processing involves various chemicals, including cyanide solutions and acidic compounds, which can rapidly degrade inferior cable materials. The Type 412 construction provides reliable protection against these aggressive chemicals whilst maintaining electrical performance.
Portable and Temporary Sites throughout mining operations require flexible power solutions. Construction of new mining areas, temporary camps, and lighting installations all benefit from the durability and flexibility of Type 412 cables. These applications often involve frequent installation and removal, placing emphasis on the cable's ability to withstand handling stress whilst maintaining electrical integrity.
The challenge in temporary applications lies in balancing flexibility with durability. Cables must bend easily for installation whilst providing long-term reliability despite frequent handling. The galvanised steel armour construction provides excellent protection against physical damage whilst remaining flexible enough for efficient installation and removal.
Electrical and Mechanical Specifications
Understanding the technical specifications of Type 412 cables requires examining each component's role in the overall system performance. The 1.1/1.1 kV voltage rating indicates the cable's capability to handle 1.1 kV between phases and 1.1 kV from phase to earth, making it suitable for standard mining distribution voltages whilst providing safety margin for transient conditions.
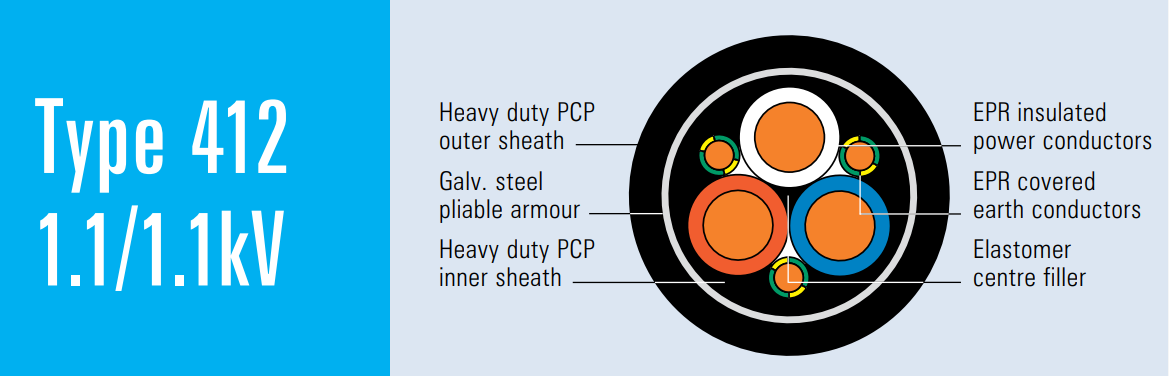
Conductor Construction utilises flexible stranded tinned annealed copper, specifically engineered for applications requiring repeated flexing. The tinning process provides corrosion resistance crucial in mining environments where moisture and chemical exposure are common. The stranding configuration balances electrical performance with mechanical flexibility, ensuring the conductor maintains integrity through thousands of flex cycles without developing stress fractures that could lead to failure.
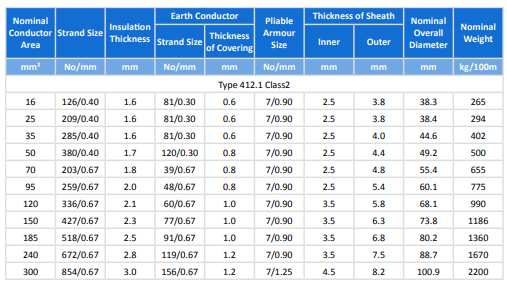
The conductor sizes range from 16 mm² for light-duty applications to 300 mm² for heavy-duty mobile equipment. Each size is optimised for its intended application, with smaller conductors emphasising flexibility whilst larger conductors focus on current-carrying capacity. The ampacity of each conductor size is carefully calculated considering the thermal properties of the insulation system and the cooling effects of the surrounding environment.
Insulation System employs Ethylene Propylene Rubber (EPR), chosen for its excellent dielectric properties and thermal stability. EPR maintains consistent electrical properties across the wide temperature range encountered in mining operations, from equipment operating in hot sun to cables installed in cool underground environments. The insulation thickness is carefully calculated to provide adequate dielectric strength whilst maintaining flexibility for mobile applications.
The semiconductive elastomer insulation screen serves a critical function in maintaining uniform electric field distribution around the conductor. This screen prevents the formation of electrical stress concentrations that could lead to insulation breakdown, particularly important in mining environments where cables experience mechanical stress that could create voids or deformations in the insulation system.
Sheath and Armour Systems work together to provide comprehensive protection against the harsh mining environment. The inner PCP (Polychloroprene) sheath provides the primary barrier against moisture and chemical ingress. PCP offers excellent resistance to oils, fuels, and many chemicals commonly encountered in mining operations. For applications requiring enhanced chemical resistance, CPE (Chlorinated Polyethylene) or CSP (Chlorosulfonated Polyethylene) sheaths provide superior protection against aggressive chemicals.
The pliable galvanised steel armour represents a crucial innovation in mining cable design. Traditional steel tape armour, whilst providing excellent protection, lacks the flexibility required for mobile applications. The pliable steel strand construction provides comparable mechanical protection whilst maintaining the flexibility essential for reeling and trailing applications.
Earthing System incorporates three interstitial earth conductors positioned between the main conductors and beneath the armour. This configuration ensures that fault current has multiple paths to ground, enhancing safety in mining environments where earth faults can pose significant risks. The earth conductors are constructed using the same high-quality tinned copper as the main conductors, ensuring reliable electrical connection throughout the cable's service life.
Standards and Compliance
The regulatory framework governing mining cables in Australia ensures that safety and performance standards meet the demanding requirements of the mining industry. Understanding these standards is crucial for proper cable selection and installation practices.
AS/NZS 2802:2000 specifically addresses reeling and trailing cables, establishing the foundation for Type 412 cable design. This standard recognises the unique challenges of mining applications, where cables must maintain electrical integrity whilst subjected to continuous mechanical stress. The standard specifies construction requirements, test methods, and performance criteria that ensure cables can withstand the demanding conditions of mining operations.
The standard emphasises the importance of flexibility in mobile applications, specifying minimum bending radii and flex cycle requirements that cables must meet. These requirements ensure that cables can operate reliably in applications where they experience thousands of flex cycles during their service life.
AS/NZS 1125 governs cable colour schemes, ensuring consistency across mining operations. The standard green and yellow earth conductor identification is crucial for safety, allowing maintenance personnel to quickly identify earthing connections during installation and maintenance activities. Consistent colour coding reduces the risk of wiring errors that could compromise safety systems.
AS/NZS 3808 addresses sheath integrity requirements, specifying the performance criteria for cable outer sheaths. This standard is particularly relevant for mining applications where cables are exposed to mechanical damage, chemical exposure, and environmental stress. The standard establishes test methods for evaluating sheath resistance to various forms of damage, ensuring that cables can maintain their protective properties throughout their service life.
AS/NZS 5000.1 provides general requirements for power cables, establishing the foundation for electrical performance standards. This standard addresses conductor construction, insulation properties, and electrical testing requirements that ensure cables meet their specified voltage and current ratings.
Certification and Compliance requirements for mining applications go beyond basic cable standards. Mining operations must demonstrate compliance with workplace safety regulations, environmental protection requirements, and equipment certification standards. Type 412 cables undergo rigorous testing to ensure they meet these comprehensive requirements, including flame resistance testing, mechanical impact testing, and chemical resistance evaluation.
The certification process involves third-party testing and verification, providing mining operators with confidence that their cable installations meet regulatory requirements. This certification is crucial for mining operations, where regulatory compliance is essential for maintaining operating licenses and ensuring worker safety.
Field Application Scenarios
Successful implementation of Type 412 cables requires understanding the specific challenges and requirements of various mining applications. Each scenario presents unique considerations that influence installation practices and long-term performance.
Moving Equipment Applications present the most challenging environment for cable systems. Drag lines, which can extend over 100 metres in length, must handle continuous reeling and unreeling whilst maintaining electrical integrity. The cable must bend smoothly around the reel drum without developing stress concentrations that could lead to conductor fatigue or insulation damage.
Proper reel design is crucial for these applications. The reel drum diameter must be sufficient to maintain the cable's minimum bending radius, typically 12 times the cable diameter for Type 412 construction. The reel mechanism must provide smooth, consistent tension to prevent cable damage during operation. Modern mining operations often employ automated reel systems that monitor cable tension and position to optimise performance and extend cable life.
Drilling operations present additional challenges, as cables must follow the drill rig across rough terrain whilst maintaining reliable power supply. The cable routing must avoid sharp edges, pinch points, and areas where heavy equipment might cause damage. Proper cable management systems, including guides and protective covers, are essential for preventing damage in these demanding applications.
Fixed Installation Scenarios require different considerations, focusing on long-term reliability and protection from environmental hazards. Conveyor systems, which may extend several kilometres in large mining operations, require cables that can withstand the vibration and mechanical stress of continuous operation. The cable support system must provide adequate support whilst allowing for thermal expansion and contraction.
Underground installations present unique challenges, including exposure to groundwater, limited ventilation, and the need for explosion-proof installations in some areas. The cable installation must consider these factors whilst maintaining accessibility for maintenance and inspection. Proper cable tray systems, protective enclosures, and drainage provisions are essential for long-term reliability.
Environmental Factor Management requires careful consideration of the specific conditions at each mining site. Desert operations, such as those in Western Australia's goldfields, subject cables to extreme temperature variations, UV exposure, and abrasive dust. The cable installation must protect against these factors whilst maintaining operational flexibility.
Coastal mining operations face different challenges, including salt air exposure, high humidity, and potential storm damage. The cable specification and installation methods must account for these environmental factors to ensure long-term reliability. Regular inspection and maintenance programs become particularly important in these challenging environments.
Fault Scenario Management requires comprehensive planning for cable testing, fault location, and repair procedures. Mining operations cannot afford extended downtime due to cable failures, making proactive maintenance and rapid fault resolution essential. Modern cable monitoring systems can provide early warning of developing problems, allowing maintenance teams to address issues before they result in equipment failure.
Emergency response procedures must be established for cable failures that could affect safety systems or critical operations. Backup power systems, portable generators, and emergency cable supplies should be available to maintain operations during cable replacement or repair activities.
Common Mine-Site Issues and Frequently Asked Questions
Understanding the practical challenges of mining cable applications helps operators maximise performance and minimise downtime. These frequently asked questions address the most common concerns encountered in mining operations.
Q1: Can Type 412 cables handle full load current capacity over extended reeling distances?
The current-carrying capacity of Type 412 cables is carefully engineered to handle rated loads under normal operating conditions. However, several factors can affect performance over extended reeling distances. The cable's current capacity is calculated based on standard installation conditions, including ambient temperature, cable grouping, and thermal resistance of the surrounding environment.
For extended reeling applications, operators should consider the additional thermal resistance created by multiple layers of cable wound on the reel. The inner layers of cable experience reduced cooling, which can limit current capacity. A general derating factor of 10-15% is recommended for cables operating in this configuration. Regular monitoring of cable temperature during operation helps ensure safe operating limits are maintained.
Additionally, the mechanical stress of extended reeling can affect electrical performance. Proper reel design, including adequate drum diameter and smooth cable guides, is essential for maintaining performance over long distances. Regular inspection of the cable and reel system helps identify potential issues before they affect operations.
Q2: What are the consequences and remediation procedures when mechanical armour is breached?
Armour breaches represent a serious concern in mining operations, as they compromise the cable's mechanical protection and can lead to more severe damage. When armour is breached, the underlying cable components become vulnerable to physical damage, moisture ingress, and chemical exposure. The immediate concern is preventing further damage that could result in electrical faults or safety hazards.
The severity of armour damage determines the appropriate response. Minor surface damage that doesn't penetrate the inner sheath may be addressed with armour repair wraps or protective coverings. However, significant breaches that expose the inner sheath or conductors require immediate attention and possible cable replacement.
Repair procedures for armour breaches involve cleaning the damaged area, applying corrosion protection to exposed steel strands, and installing protective wrapping or sleeves. The repair must restore both mechanical protection and environmental sealing. Following repair, the cable should undergo electrical testing to ensure no damage occurred to the electrical components.
Prevention remains the best approach to armour protection. Proper cable routing, adequate support systems, and regular inspection programs help identify potential damage before it becomes severe. Training operators in proper cable handling techniques reduces the risk of mechanical damage during operation.
Q3: How should cables be cleaned after exposure to ore dust or mud contamination?
Cleaning procedures for mining cables must balance effective contamination removal with preservation of cable materials. Ore dust and mud can accumulate on cable surfaces, potentially causing abrasion damage during reeling operations and providing a pathway for moisture retention that could lead to corrosion.
The cleaning process should begin with dry removal of loose contamination using compressed air or soft brushes. This prevents abrasive particles from being ground into the cable surface during subsequent wet cleaning. For stubborn contamination, mild detergent solutions can be used, avoiding harsh chemicals that might damage the cable sheath.
PCP sheaths generally resist dust accumulation better than other materials, but they still require regular cleaning to maintain performance. CPE sheaths provide better resistance to abrasive contamination but may require more frequent cleaning in dusty environments. The choice between PCP and CPE sheaths should consider the specific contamination challenges at each mining site.
After cleaning, cables must be thoroughly dried before reeling to prevent moisture-related problems. Particular attention should be paid to areas where water might accumulate, such as connector housings and cable guides. Regular cleaning schedules help prevent contamination buildup that could lead to more serious problems.
Q4: What are the standard procedures for repairing insulation damage in mining cables?
Insulation damage in mining cables requires immediate attention to prevent electrical faults and safety hazards. The repair approach depends on the extent and location of the damage, with safety being the primary consideration throughout the repair process.
Minor cuts or abrasions that don't penetrate the insulation system may be addressed with approved repair compounds or wrapping materials. However, any damage that exposes conductors requires more extensive repair or cable replacement. The decision between repair and replacement must consider the cable's critical role in mining operations and the potential consequences of repair failure.
For repairable damage, the repair process involves cleaning the damaged area, applying appropriate repair materials, and restoring environmental protection. Heat-shrinkable repair sleeves provide excellent sealing and electrical performance when properly applied. The repair must restore the cable's original electrical properties, including insulation resistance and voltage withstand capability.
Following any insulation repair, comprehensive electrical testing is essential. This includes insulation resistance testing, high-voltage testing, and partial discharge testing where appropriate. The testing must verify that the repair meets the original cable specifications and will provide reliable long-term performance.
Q5: How should earth continuity failures be diagnosed and resolved?
Earth continuity failures in mining cables represent a serious safety concern, as they compromise the protection systems that prevent electrical hazards. The interstitial earth conductors in Type 412 cables provide multiple paths for fault current, making complete earth continuity failure less likely than with single earth conductor systems.
Diagnosis of earth continuity problems requires systematic testing to identify the location and cause of the failure. The process begins with measuring resistance between earth conductors and the cable armour at both ends of the cable. High resistance or open circuits indicate potential problems that require further investigation.
The diagnostic process involves testing individual earth conductors to identify which ones are affected and testing different sections of the cable to locate the problem area. This methodical approach helps identify whether the problem is due to mechanical damage, corrosion, or manufacturing defects.
Resolution of earth continuity failures depends on the cause and location of the problem. Minor corrosion issues might be addressed through connection cleaning and protection, whilst mechanical damage may require cable replacement. The critical nature of earthing systems in mining operations often favours cable replacement over repair when earth continuity is compromised.
Q6: What are the minimum safe bending radius requirements for Type 412 cables?
Bending radius requirements for Type 412 cables are critical for maintaining both electrical performance and mechanical integrity. The minimum bending radius varies depending on the application, with more restrictive requirements for dynamic applications involving repeated flexing.
For reeling applications, the minimum bending radius is typically 12 times the overall cable diameter. This requirement ensures that the cable can withstand thousands of flex cycles without developing stress concentrations that could lead to failure. The reel drum diameter must be designed to maintain this minimum radius throughout the cable's operating range.
Fixed installation applications allow for larger bending radii, typically 15-20 times the cable diameter. These installations don't involve repeated flexing, so the emphasis is on preventing stress concentrations during installation and thermal cycling. Proper cable support systems help maintain appropriate bending radii throughout the installation.
The armour construction significantly influences bending radius requirements. The pliable steel strand armour in Type 412 cables provides excellent flexibility whilst maintaining mechanical protection. However, excessive bending can damage the armour and reduce its protective capabilities. Regular inspection of cable installations helps identify areas where bending radius limits may have been exceeded.
Best Practices and Maintenance Guidelines
Effective maintenance of Type 412 cables requires a comprehensive approach that addresses both preventive and corrective maintenance activities. The demanding nature of mining operations makes proactive maintenance essential for avoiding costly downtime and ensuring worker safety.
Reel Handling and Storage practices significantly impact cable performance and service life. Proper reel design ensures that cables maintain their minimum bending radius during operation, whilst adequate tension control prevents damage from over-tensioning or slack conditions. Modern reel systems incorporate monitoring equipment that tracks cable position, tension, and condition to optimise performance.
Storage practices for spare cables and temporary installations must protect against environmental damage and mechanical stress. Cables should be stored on appropriate reels or supports that maintain proper bending radii and protect against moisture, UV exposure, and mechanical damage. Regular rotation of stored cables prevents the development of permanent sets that could affect performance.
Training operators in proper cable handling techniques reduces the risk of damage during installation and operation. This includes understanding bending radius limitations, proper connection procedures, and recognition of potential damage indicators. Well-trained operators can identify developing problems before they result in equipment failure.
Regular Testing and Inspection programs provide early warning of developing problems and help optimise maintenance schedules. Earth continuity testing should be performed regularly to ensure that safety systems remain effective. Insulation resistance testing helps identify moisture ingress or insulation degradation before they result in electrical faults.
Partial discharge testing can detect insulation defects that might not be apparent through other testing methods. This testing is particularly valuable for high-voltage applications where insulation failure could have serious consequences. The testing schedule should be based on the cable's operating environment and criticality to mining operations.
Visual inspection programs should focus on identifying mechanical damage, environmental degradation, and installation problems. Regular inspection of cable supports, protective systems, and connection points helps identify maintenance needs before they affect operations. Photographic documentation of cable conditions helps track changes over time and plan maintenance activities.
Preventive Maintenance Activities include cleaning, lubrication of moving parts, and replacement of wear components. Cable cleaning removes contamination that could cause abrasion damage or provide pathways for moisture ingress. Proper cleaning procedures use appropriate materials and techniques that don't damage cable components.
Lubrication of reel systems and cable guides reduces friction and wear that could damage cables during operation. The lubrication schedule should consider the operating environment and equipment usage patterns. Regular lubrication helps ensure smooth operation and extends the service life of both cables and handling equipment.
End-Termination Maintenance requires particular attention to connection integrity and environmental sealing. Proper gland fittings and armour clamps maintain both mechanical and environmental protection at cable terminations. These connections experience significant stress during operation and require regular inspection and maintenance.
Connection resistance testing helps identify developing problems with terminations before they result in overheating or failure. Thermographic inspection can detect hot spots that indicate connection problems or overloading. Regular tightening of connections according to manufacturer specifications helps maintain reliable electrical performance.
Environmental sealing at terminations prevents moisture ingress that could lead to corrosion or electrical faults. Regular inspection and maintenance of sealing systems is essential, particularly in harsh mining environments where temperature cycling and mechanical stress can degrade sealing materials.
Conclusion
Type 412 1.1/1.1 kV cables represent a sophisticated solution to the demanding requirements of Australian gold mining operations. Their robust construction, combining flexible conductors, advanced insulation systems, and pliable armour protection, addresses the unique challenges of mining environments whilst maintaining the safety standards essential for protecting workers and equipment.
The successful implementation of these cables requires understanding both their technical capabilities and the specific demands of mining applications. From the massive open-pit operations of Western Australia to the deep underground mines of New South Wales, Type 412 cables provide reliable power distribution that enables modern mining operations to achieve their production goals whilst maintaining safety standards.
The comprehensive standards compliance ensures that these cables meet the rigorous requirements of Australian mining regulations, providing operators with confidence in their electrical infrastructure. The multiple protection systems, including interstitial earth conductors and robust armour construction, provide redundancy that enhances safety in demanding applications.
Proper selection, installation, and maintenance of Type 412 cables requires ongoing attention to detail and comprehensive understanding of their operating requirements. The investment in proper cable systems and maintenance programs pays dividends through improved operational reliability, reduced downtime, and enhanced safety performance.
As Australian mining operations continue to evolve, incorporating new technologies and expanding into more challenging environments, the role of reliable electrical infrastructure becomes increasingly critical. Type 412 cables provide the foundation for these developments, offering the flexibility and reliability needed to support the next generation of mining operations.
The key to maximising the benefits of Type 412 cables lies in comprehensive planning, proper installation, and proactive maintenance. Mining operations that invest in understanding these requirements and implementing best practices will realise the full benefits of these advanced cable systems, ensuring reliable power distribution that supports safe and efficient mining operations for years to come.
Through careful attention to the technical requirements, environmental challenges, and operational demands of mining applications, Type 412 cables deliver the performance and reliability that Australian gold mining operations require. The combination of robust construction, comprehensive protection systems, and proven performance makes these cables an essential component of modern mining electrical infrastructure.
