
AS/NZS 2802 Type 412 Mining Cables: Essential Infrastructure for Australia's Copper Mining Industry
Comprehensive guide to AS/NZS 2802 Type 412 (1.1/1.1 kV) mining cables for Australian copper mines including Olympic Dam, Mount Isa, Cadia. Expert coverage of electrical parameters, applications, and mining-specific solutions.
7/11/202525 min read
AS/NZS 2802 Type 412 Mining Cables: Essential Infrastructure for Australia's Copper Mining Industry
Introduction: The Backbone of Australian Mining Operations
Australia's copper mining industry stands as one of the world's most significant contributors to global metal production, with operations spanning from the remote deserts of South Australia to the bustling mining towns of Queensland. At the heart of these massive industrial operations lies a critical yet often overlooked component: the specialized electrical infrastructure that powers everything from massive earth-moving equipment to sophisticated ore processing facilities.
The AS/NZS 2802 Type 412 cable represents a pinnacle of engineering designed specifically for the harsh realities of Australian mining environments. These 1.1/1.1 kV Class 2 feeder and reeling cables embody decades of technological advancement, combining robust construction with the flexibility needed to support mobile mining equipment across some of the world's most challenging industrial landscapes.
Understanding these cables requires more than a simple technical specification sheet. We need to appreciate how they function within the broader context of Australia's mining ecosystem, supporting operations that extract millions of tonnes of copper annually while operating under extreme conditions that would destroy conventional electrical infrastructure within weeks.
The AS/NZS 2802 standard specifically addresses the unique challenges of non-coal mining operations, recognizing that surface mining, open-pit operations, and mineral processing facilities present distinct electrical challenges compared to other industrial environments. Type 412 cables sit within this framework as Class 2 equipment, designed for applications where mechanical damage exposure is significant and reliability cannot be compromised.
Australia's Major Copper Mining Operations: Where Type 412 Cables Excel
To understand the practical importance of Type 412 cables, we must first examine the scale and complexity of Australia's major copper mining operations. These facilities represent some of the world's largest and most sophisticated mining operations, each presenting unique challenges that specialized electrical infrastructure must address.
Olympic Dam in South Australia stands as perhaps the most impressive example of industrial mining complexity. Operated by BHP, this facility represents the largest copper-uranium-gold-silver polymetallic operation globally, processing millions of tonnes of ore annually. The operation combines underground mining with sophisticated surface processing facilities, creating an electrical infrastructure challenge that spans multiple environments. The facility's power requirements are staggering, with mobile equipment, conveyor systems, processing plants, and support facilities all requiring reliable electrical connections that can withstand the harsh conditions of the South Australian desert.
What makes Olympic Dam particularly challenging from an electrical perspective is the combination of corrosive conditions, extreme temperature variations, and the need to maintain continuous operation across vast distances. The facility's processing areas alone cover hundreds of hectares, with mobile equipment regularly traversing rough terrain while maintaining electrical connections. Type 412 cables excel in this environment precisely because their armoured construction can withstand the mechanical stresses of being dragged across rocky surfaces while their specialized insulation systems resist the chemical and environmental challenges present in ore processing areas.
Moving east to New South Wales, Cadia Mine presents a different but equally demanding environment. Operated by Newcrest (now part of Newmont), this operation produces approximately 85,000 tonnes of copper annually alongside significant gold production. The facility combines open-pit mining with underground operations, creating a complex electrical environment where cables must function reliably across multiple operational contexts.
Cadia's electrical infrastructure challenges stem from the facility's massive scale and the need to support equipment that operates continuously across varying terrain. The open-pit operations require electrical connections that can support mobile equipment working at different elevations, while the processing facilities demand reliable power distribution across large industrial complexes. Type 412 cables provide the flexibility needed to support reeling applications where cables must be repeatedly wound and unwound while maintaining electrical integrity.
Mount Isa Copper Mine in Queensland represents one of Australia's longest-operating copper facilities, currently operated by Glencore. With annual production of approximately 67,000 tonnes of copper, this facility has been refining its electrical infrastructure for decades. The Queensland environment presents unique challenges, including extreme heat, seasonal weather variations, and the corrosive effects of processing copper, zinc, and lead ores simultaneously.
The electrical demands at Mount Isa are particularly complex because the facility processes multiple ore types, each requiring different processing approaches and electrical configurations. Mobile equipment must operate across different areas of the facility, often in environments where conventional electrical infrastructure would fail rapidly. Type 412 cables have proven essential in these applications, providing the durability needed to support equipment that must operate reliably despite exposure to chemical processing environments and mechanical stress.
Prominent Hill, also operated by BHP in South Australia, produces approximately 98,000 tonnes of copper annually and is expected to continue operations through 2038. This facility exemplifies modern mining electrical infrastructure, with sophisticated monitoring and control systems that depend on reliable electrical connections throughout the operation.
The electrical challenges at Prominent Hill reflect the evolution of modern mining operations. Today's facilities integrate sophisticated computerized control systems with traditional heavy industrial equipment, creating electrical infrastructure requirements that extend far beyond simple power distribution. Type 412 cables support not only the basic power requirements of mobile equipment but also the complex electrical environments needed for modern mining control systems.
Ernest Henry Mine in Queensland represents another significant operation, producing approximately 64,000 tonnes of copper annually with operations planned through 2040. This facility demonstrates how modern mining operations integrate environmental considerations with operational efficiency, requiring electrical infrastructure that can support both traditional mining equipment and sophisticated environmental monitoring systems.
Smaller but equally important operations throughout Western Australia, including Golden Grove and DeGrussa, illustrate how Type 412 cables serve not just the largest mining operations but also the diverse range of smaller facilities that collectively contribute significantly to Australia's copper production. These operations often face unique electrical challenges due to their remote locations and the need to maintain reliable operations with limited support infrastructure.
Application Scenarios: Where Durability Meets Operational Demands
Understanding the practical applications of Type 412 cables requires examining the specific operational contexts where these cables prove essential. Mining operations present electrical challenges that extend far beyond simple power distribution, requiring cables that can function reliably in environments that would rapidly destroy conventional electrical infrastructure.
Feeder and reeling cable applications represent the primary use case for Type 412 cables in mining operations. These applications involve providing power to mobile equipment that must operate across varying terrain while maintaining continuous electrical connections. Traditional fixed electrical infrastructure cannot support this requirement, making flexible, durable cables essential for modern mining operations.
The reeling cable application presents particularly complex challenges. Equipment such as draglines, mobile crushers, and large conveyor systems require electrical connections that can be repeatedly wound and unwound on cable reels while maintaining electrical integrity. The cable must withstand the mechanical stresses of being wound under tension while also resisting the environmental challenges of mining operations.
Consider a typical application where a mobile crusher operates across an open-pit copper mine. The crusher must receive reliable electrical power while moving across rough terrain, often traversing areas with loose rock, mud, and debris. The electrical connection must remain intact despite the mechanical stresses of the equipment's movement and the environmental challenges of the mining environment. Type 412 cables excel in this application because their armoured construction protects against mechanical damage while their flexible design allows for the repeated flexing required in reeling applications.
Surface mining operations present another critical application area for Type 412 cables. These operations involve large-scale earth-moving equipment that must operate across vast areas while maintaining electrical connections. The electrical infrastructure must support equipment that operates continuously in environments characterized by dust, moisture, temperature extremes, and mechanical stress.
The challenge of surface mining electrical infrastructure extends beyond simple power distribution. Modern mining operations integrate sophisticated monitoring and control systems that require reliable data transmission alongside power distribution. Type 412 cables can be configured to support these complex requirements, providing both power distribution and signal transmission capabilities within a single cable system.
Processing plant applications represent another critical use case for Type 412 cables. Ore processing facilities require electrical connections that can withstand exposure to chemical processing environments while supporting equipment that operates continuously under high mechanical stress. The electrical infrastructure must function reliably despite exposure to acids, alkalis, and other chemicals used in ore processing.
Processing plants also present unique electrical challenges due to the need to support equipment that operates across multiple processing stages. Mobile equipment must move between different areas of the processing facility, often crossing areas where conventional electrical infrastructure would be impractical. Type 412 cables provide the flexibility needed to support this mobile equipment while maintaining electrical integrity despite exposure to processing chemicals.
Stockpile and material handling applications require electrical infrastructure that can support equipment operating in environments characterized by extreme mechanical stress. Mobile equipment must operate across stockpiles of ore and waste material, often in conditions where conventional electrical infrastructure would be damaged or destroyed. Type 412 cables provide the mechanical protection needed to support reliable electrical connections in these demanding environments.
The material handling environment presents particular challenges for electrical infrastructure. Equipment must operate across irregular surfaces, often with significant elevation changes and exposure to loose material that can cause mechanical damage to electrical connections. The armoured construction of Type 412 cables provides protection against these mechanical challenges while maintaining the flexibility needed for mobile equipment applications.
Sand and overburden processing applications represent a specialized use case where Type 412 cables excel. These operations involve processing large volumes of material that must be moved and processed using mobile equipment. The electrical infrastructure must support equipment that operates continuously in environments characterized by abrasive materials and high levels of mechanical stress.
Sand processing operations present unique electrical challenges due to the abrasive nature of the materials being processed. Conventional electrical infrastructure would be rapidly damaged by exposure to these abrasive materials, making specialized cables essential for reliable operation. Type 412 cables provide the mechanical protection needed to function reliably in these demanding environments.
Construction and Technical Specifications: Engineering for Extreme Conditions
The construction of Type 412 cables represents a sophisticated engineering solution to the complex challenges of mining electrical infrastructure. Each component of the cable system has been specifically designed to address particular aspects of the mining environment, creating a comprehensive solution that provides both electrical performance and mechanical durability.
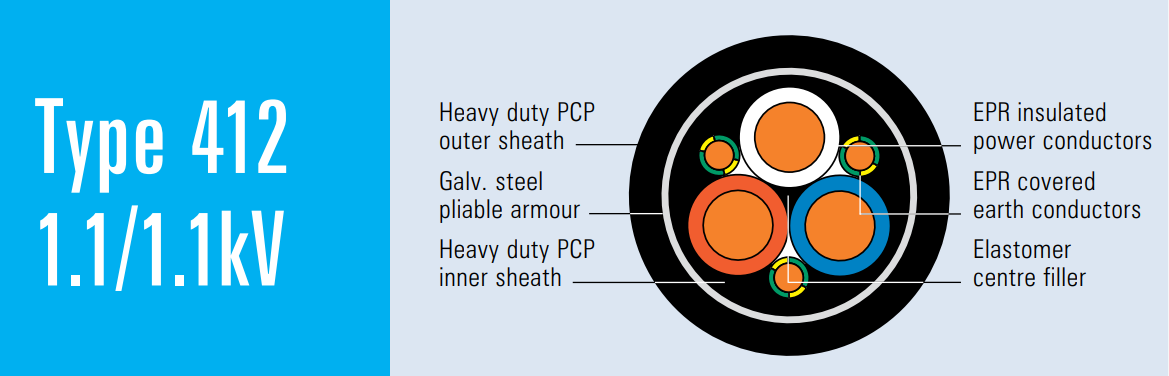
Conductor design forms the foundation of Type 412 cable performance. The cables utilize three flexible stranded tinned copper conductors, each constructed from annealed copper to maximize flexibility while maintaining electrical conductivity. The tinning process provides additional protection against corrosion, which is particularly important in mining environments where exposure to moisture and chemicals is common.
The conductor stranding follows precise specifications designed to optimize both electrical performance and mechanical flexibility. The stranding pattern distributes mechanical stress across multiple conductor elements, reducing the risk of conductor failure due to repeated flexing. This design consideration is particularly important in reeling applications where the cable must be repeatedly wound and unwound while maintaining electrical integrity.
The use of annealed copper provides optimal flexibility characteristics while maintaining the electrical conductivity required for reliable power transmission. The annealing process removes work hardening from the copper, creating conductors that can withstand repeated flexing without developing fatigue failures. This characteristic is essential for cables that must function reliably in mobile equipment applications.
Insulation systems in Type 412 cables utilize EPR (Ethylene Propylene Rubber) technology to provide reliable electrical insulation under demanding conditions. EPR insulation offers excellent electrical properties combined with superior resistance to environmental challenges common in mining operations. The insulation system can withstand temperature extremes, chemical exposure, and mechanical stress while maintaining electrical integrity.
The insulation screen utilizes semiconductive elastomer technology to provide uniform electric field distribution around the conductor. This design prevents the formation of electrical stress concentrations that could lead to insulation failure. The screen system is particularly important in mining applications where cables may be exposed to moisture and contaminants that could otherwise cause electrical failures.
The insulation thickness varies according to conductor size and voltage requirements, providing optimal electrical performance while maintaining mechanical flexibility. The insulation system must balance electrical performance requirements with the need for mechanical flexibility in mobile equipment applications.
Earth conductor design incorporates three interstitial earth conductors, each constructed from EPR-covered flexible stranded tinned copper. The earth conductors provide essential safety functions while also serving as part of the cable's mechanical structure. The interstitial placement of earth conductors optimizes the cable's overall mechanical characteristics while providing reliable electrical grounding.
The earth conductor system provides multiple redundancy for electrical safety, ensuring that ground fault protection remains effective even if individual earth conductors are damaged. This redundancy is particularly important in mining applications where the consequences of electrical safety failures can be severe.
Filler systems utilize elastomeric compounds to provide mechanical support and maintain the cable's circular cross-section under mechanical stress. The filler material must withstand the same environmental challenges as other cable components while providing the mechanical properties needed for reliable cable performance.
The central filler design distributes mechanical stress across the cable cross-section, preventing deformation that could damage electrical components. The filler material also provides protection against moisture ingress, which is particularly important in mining environments where water exposure is common.
Sheath systems incorporate multiple layers of protection designed to address different aspects of the mining environment. The inner sheath typically utilizes PCP (Polychloroprene) compounds, though CPE (Chlorinated Polyethylene) and CSP (Chlorosulphonated Polyethylene) alternatives are available for specific applications.
The inner sheath provides the primary barrier against moisture and chemical ingress while also contributing to the cable's mechanical properties. The material selection must balance chemical resistance with mechanical properties and flexibility requirements.
Armour systems represent one of the most critical components of Type 412 cable construction. The pliable galvanized steel armour provides mechanical protection against the extreme conditions common in mining operations. The armour construction must provide protection against crushing, impact, and abrasion while maintaining sufficient flexibility for reeling applications.
The galvanized steel construction provides corrosion resistance essential for reliable operation in mining environments. The galvanizing process creates a protective zinc coating that prevents corrosion even when the armour is exposed to moisture and chemicals common in mining operations.
The armour wire construction utilizes low carbon steel to optimize mechanical properties for mining applications. The wire diameter and construction pattern are specifically designed to provide optimal protection against mechanical damage while maintaining the flexibility needed for reeling applications.
Outer sheath systems provide the final layer of protection against environmental challenges. The heavy-duty construction utilizes materials selected for their resistance to abrasion, chemical exposure, and UV radiation. The outer sheath must function reliably despite direct exposure to the harsh conditions of mining operations.
The outer sheath thickness varies according to cable size and application requirements, providing optimal protection while maintaining flexibility characteristics. The material selection must balance environmental resistance with mechanical properties and cost considerations.
Electrical Parameters and Performance Characteristics
The electrical performance of Type 412 cables reflects sophisticated engineering designed to provide reliable power transmission under the demanding conditions of mining operations. Understanding these electrical characteristics requires examining both the fundamental electrical properties and the practical performance considerations that affect real-world applications.
Voltage ratings for Type 412 cables are specified as 1.1/1.1 kV, indicating the line-to-line and line-to-earth voltage capabilities. This voltage rating reflects the Class 2 designation under AS/NZS 2802 standards, specifically designed for mining applications where reliable power transmission is essential but ultra-high voltages are not required.
The voltage rating represents the maximum continuous operating voltage the cable can safely handle under normal operating conditions. The rating includes appropriate safety margins to account for voltage fluctuations and transient conditions common in mining electrical systems. The 1.1 kV rating provides adequate capacity for most mining mobile equipment while maintaining reasonable cable sizes and flexibility characteristics.
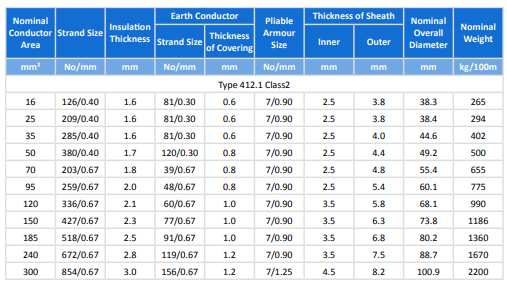
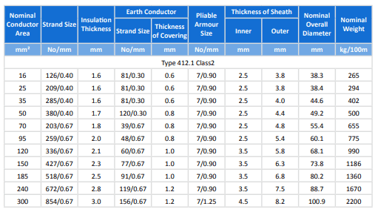
Current carrying capacity varies significantly according to conductor size and installation conditions. The available conductor sizes range from 35 mm² to 300 mm², providing options for applications ranging from small mobile equipment to large industrial installations. Current carrying capacity depends on numerous factors including ambient temperature, installation configuration, and grouping with other cables.
For practical applications, a 35 mm² conductor typically provides current carrying capacity in the range of 200-250 amperes under standard installation conditions. Larger conductor sizes provide proportionally higher current carrying capacity, with 300 mm² conductors capable of carrying 600-800 amperes depending on installation conditions.
The derating factors required for mining applications can significantly affect practical current carrying capacity. Factors such as high ambient temperatures, cable grouping, and installation in conduits or cable trays all require appropriate derating calculations. Mining environments often require conservative derating approaches due to the critical nature of the electrical supply and the difficulty of performing emergency repairs.
Conductor resistance characteristics affect both electrical performance and heat generation during operation. The use of high-quality annealed copper provides optimal conductivity while maintaining the mechanical properties required for mining applications. Conductor resistance increases with temperature, requiring careful consideration of thermal effects during system design.
The stranded conductor construction affects resistance characteristics compared to solid conductors of equivalent cross-sectional area. The stranding factor must be considered when calculating system resistance and voltage drop characteristics. For most practical applications, the difference is minimal, but it becomes significant in applications requiring precise electrical calculations.
Insulation resistance characteristics determine the cable's ability to maintain electrical isolation under operating conditions. Type 412 cables are designed to maintain high insulation resistance despite exposure to moisture, chemicals, and mechanical stress common in mining environments. The EPR insulation system provides excellent insulation characteristics under these demanding conditions.
Insulation resistance testing represents a critical aspect of cable installation and maintenance procedures. Regular testing can identify potential problems before they result in cable failures. The testing procedures must account for the specific characteristics of EPR insulation systems and the environmental conditions present in mining operations.
Capacitance and inductance characteristics affect the cable's behavior in AC electrical systems. These characteristics become particularly important in longer cable runs and applications involving sensitive electronic equipment. The cable construction minimizes these effects while maintaining the mechanical properties required for mining applications.
The three-phase construction with interstitial earth conductors provides balanced electrical characteristics that minimize electromagnetic interference and optimize power transmission efficiency. The cable geometry is designed to minimize inductance while maintaining practical construction characteristics.
Mechanical properties directly affect electrical performance in mining applications. The cable must maintain electrical integrity despite repeated flexing, tension, and compression forces encountered in reeling and mobile equipment applications. The mechanical design must balance flexibility requirements with electrical performance characteristics.
The minimum bend radius specifications ensure that electrical performance is maintained even when the cable is installed in tight spaces or wound on reeling equipment. Exceeding the minimum bend radius can result in conductor damage or insulation failure, making proper installation practices essential for reliable operation.
Temperature characteristics affect both electrical performance and mechanical properties. The cable must operate reliably across the temperature ranges encountered in Australian mining operations, which can range from sub-zero temperatures in some locations to extreme heat in processing areas or desert environments.
The insulation system is designed to maintain electrical properties across the specified temperature range while also providing mechanical flexibility characteristics. Temperature cycling effects must be considered in applications where the cable is exposed to significant temperature variations during operation.
Standards Compliance and Regulatory Framework
The regulatory framework governing Type 412 cables reflects the critical importance of electrical safety in mining operations. Understanding these standards requires examining both the specific technical requirements and the broader safety philosophy that underlies mining electrical regulations.
AS/NZS 2802:2000 represents the primary standard governing trailing and reeling cables for mining applications. This standard establishes comprehensive requirements for cable construction, testing, and application, specifically addressing the unique challenges of mining electrical systems. The standard recognizes that mining operations present electrical challenges that differ significantly from other industrial applications.
The standard's Class 2 designation for Type 412 cables reflects specific design requirements for applications where mechanical damage exposure is significant. This classification ensures that cables used in demanding mining applications meet appropriate construction and performance standards. The standard establishes minimum requirements for conductor construction, insulation systems, mechanical protection, and environmental resistance.
The testing requirements specified in AS/NZS 2802 ensure that cables can withstand the demanding conditions of mining operations. These tests include electrical performance verification, mechanical stress testing, and environmental resistance evaluation. The testing procedures simulate the actual conditions encountered in mining applications, ensuring that cables will perform reliably in service.
AS/NZS 1125 governs conductor construction requirements, establishing standards for the stranding, materials, and construction techniques used in mining cable conductors. This standard ensures that conductors provide reliable electrical performance while maintaining the mechanical properties required for mining applications.
The conductor standards address critical aspects of cable performance including current carrying capacity, mechanical flexibility, and resistance to fatigue failure. The standards also establish requirements for conductor materials and construction techniques that ensure reliable performance under the demanding conditions of mining operations.
AS/NZS 3808 addresses insulation requirements for mining cables, establishing standards for insulation materials, construction techniques, and performance characteristics. This standard ensures that insulation systems provide reliable electrical performance while resisting the environmental challenges common in mining operations.
The insulation standards address both electrical performance requirements and mechanical durability characteristics. The standards establish minimum requirements for insulation thickness, material properties, and construction techniques that ensure reliable performance in mining applications.
AS/NZS 5000.1 provides comprehensive electrical safety requirements for mining operations, establishing the regulatory framework within which Type 412 cables must operate. This standard addresses broader electrical safety considerations that affect cable selection, installation, and maintenance practices.
The electrical safety standards establish requirements for earthing systems, fault protection, and maintenance practices that ensure safe operation of mining electrical systems. These requirements directly affect cable selection and installation practices, ensuring that Type 412 cables are properly integrated into comprehensive electrical safety systems.
Fire resistance requirements represent a critical aspect of mining cable standards, addressing the need to minimize fire risks in mining operations. While Type 412 cables are not specifically fire-resistant cables, they must meet appropriate flame propagation and smoke emission requirements for mining applications.
The fire safety standards recognize that mining operations present unique fire risks due to the presence of flammable materials, dust, and gases. Cable selection and installation practices must account for these fire safety considerations, ensuring that electrical systems do not contribute to fire risks in mining operations.
Environmental resistance standards address the need for cables to withstand the harsh environmental conditions common in mining operations. These standards establish requirements for resistance to moisture, chemicals, UV radiation, and extreme temperatures that ensure reliable cable performance in mining environments.
The environmental resistance requirements reflect the reality that mining operations expose electrical equipment to conditions that would rapidly damage conventional electrical infrastructure. The standards ensure that Type 412 cables can withstand these environmental challenges while maintaining reliable electrical performance.
Frequently Asked Questions: Addressing Common Mining Cable Challenges
Q1: Why should mining operations choose Type 412 armoured cables over standard unarmoured alternatives?
The decision to use armoured cables in mining operations reflects the fundamental reality that mining environments present mechanical challenges that would rapidly destroy unarmoured cables. Consider the typical path of a mobile crusher operating across an open-pit copper mine. The electrical cable must traverse rocky surfaces, potentially sharp debris, and areas where heavy equipment operation creates significant mechanical stress on any electrical connections.
Unarmoured cables might function adequately in controlled indoor environments, but mining operations present mechanical challenges that exceed the capabilities of standard electrical infrastructure. The armoured construction of Type 412 cables provides protection against crushing forces, impact damage, and abrasion that would cause immediate failure in unarmoured cables.
The economic implications of cable failure in mining operations extend far beyond the cost of cable replacement. When a mobile crusher loses electrical power due to cable failure, the entire operation may need to halt until repairs are completed. The cost of lost production during downtime typically exceeds the cost of the cable itself by orders of magnitude, making the additional investment in armoured cables economically justified.
Furthermore, the safety implications of electrical failures in mining operations are severe. Electrical faults can create fire hazards, electrocution risks, and equipment damage that extends far beyond the immediate cable failure. The armoured construction of Type 412 cables significantly reduces the likelihood of mechanical damage leading to electrical failures, contributing to overall operational safety.
Q2: Can Type 412 cables be used in underground coal mining operations?
Type 412 cables are specifically excluded from underground coal mining applications by the AS/NZS 2802 standard. This exclusion reflects the unique safety requirements of underground coal mining, where the presence of potentially explosive gases and dust creates electrical safety challenges that require specialized cable designs.
Underground coal mining operations must use cables specifically designed for coal mining applications, such as Type 241 cables under AS/NZS 2802. These cables incorporate additional safety features including enhanced fire resistance, reduced smoke emission, and specialized construction techniques that address the unique risks of underground coal mining.
The distinction between coal mining and other mining applications reflects fundamental differences in the operating environment. Coal mining operations present risks of methane gas accumulation and coal dust explosion that require specialized electrical equipment designed specifically for these hazardous environments.
However, Type 412 cables are appropriate for surface coal mining operations and coal processing facilities where the specialized safety requirements of underground coal mining do not apply. The cable selection must always consider the specific environmental conditions and safety requirements of the particular mining application.
Q3: How do electrical load capacities and derating factors affect Type 412 cable selection?
The current carrying capacity of Type 412 cables depends on numerous factors that must be carefully considered during system design. The conductor size represents the starting point for capacity calculations, but the actual current carrying capacity depends on installation conditions, ambient temperature, and grouping with other cables.
For a typical 35 mm² conductor, the base current carrying capacity might be approximately 200-250 amperes under standard installation conditions. However, mining operations often require significant derating due to high ambient temperatures, installation in cable trays or conduits, and grouping with other cables.
Ambient temperature effects are particularly significant in mining operations. Processing facilities and equipment enclosures often operate at elevated temperatures that require substantial derating of cable capacity. The temperature derating must account for both the ambient air temperature and any additional heating effects from nearby equipment or processes.
Cable grouping effects become important when multiple cables are installed together, as the heat generated by adjacent cables affects the current carrying capacity of each individual cable. Mining installations often require multiple cables to be routed together, making grouping derating calculations essential for proper system design.
The derating calculations must follow the procedures established in AS/NZS 3008 and AS/NZS 2802, which provide specific guidance for calculating current carrying capacity under various installation conditions. Conservative derating approaches are generally recommended for mining applications due to the critical nature of the electrical supply and the difficulty of performing emergency repairs.
Q4: What environmental and operational hazards should be considered when selecting Type 412 cables?
Mining operations expose electrical cables to environmental conditions that extend far beyond the challenges of conventional industrial applications. Understanding these hazards requires examining both the immediate environmental conditions and the long-term effects of continuous exposure to harsh operating conditions.
UV radiation exposure represents a significant challenge for cables used in surface mining operations. The Australian sun provides intense UV radiation that can rapidly degrade cable sheath materials not specifically designed for UV resistance. Type 412 cables utilize sheath materials selected for their UV resistance characteristics, but proper installation practices must still minimize unnecessary UV exposure.
Chemical exposure in mining operations can include acids used in ore processing, alkaline solutions, fuel and lubricating oils, and various industrial chemicals. The PCP and CPE sheath materials used in Type 412 cables provide resistance to most chemicals encountered in mining operations, but specific chemical compatibility should be verified for particular applications.
Moisture exposure occurs in virtually all mining operations, ranging from occasional rain exposure to continuous operation in wet processing areas. The cable construction must prevent moisture ingress that could cause electrical failures or corrosion of internal components. Type 412 cables incorporate moisture barriers and water-resistant construction techniques designed for these challenging conditions.
Temperature cycling effects result from the combination of daily temperature variations and operational temperature changes. Equipment operation can generate significant heat, while nighttime cooling and weather variations create thermal cycling that can cause expansion and contraction stresses in cable materials. The cable construction must accommodate these thermal effects without developing mechanical or electrical failures.
Mechanical stress from equipment operation includes not only the obvious effects of dragging cables across rough surfaces but also the more subtle effects of vibration, tension variations, and repeated flexing. The cable construction must withstand these mechanical stresses while maintaining electrical integrity over extended operating periods.
Q5: What maintenance and inspection procedures should be implemented for Type 412 cables in mining operations?
Effective maintenance of Type 412 cables requires systematic inspection procedures that identify potential problems before they result in cable failures. The maintenance approach must account for the demanding conditions of mining operations while providing practical procedures that can be implemented by mining maintenance personnel.
Visual inspection represents the first line of defense against cable failures. Regular visual inspections should examine the cable sheath for signs of cuts, abrasion, or chemical damage that could compromise cable integrity. The inspection should pay particular attention to areas where cables cross rough surfaces or pass through equipment guides, as these areas experience the highest mechanical stress.
Flexibility testing becomes particularly important for cables used in reeling applications. The cable should be examined for signs of stiffness or cracking that could indicate insulation or conductor damage. Cables that show reduced flexibility compared to their original condition may be approaching the end of their useful life and should be scheduled for replacement.
Insulation resistance testing provides a quantitative assessment of cable condition that can identify developing problems before they cause failures. Regular insulation resistance testing should be performed using appropriate test equipment, with results compared to baseline measurements and manufacturer specifications. Decreasing insulation resistance values can indicate moisture ingress, chemical damage, or insulation degradation.
Conductor continuity testing ensures that all conductors and earth connections remain intact despite mechanical stress from mining operations. This testing should verify both the main conductors and the earth conductors, as earth conductor failures can create serious safety hazards even if the main conductors remain intact.
Cable reel inspection addresses the mechanical components that support reeling cable applications. The reel mechanism should be inspected for proper operation, with attention to cable guides, slip rings, and mechanical components that could cause cable damage. Proper reel operation is essential for preventing mechanical damage to reeling cables.
Documentation of inspection and testing results provides the historical data needed to identify trends and predict cable replacement requirements. The documentation should include dates, test results, visual observations, and any maintenance actions performed. This information enables proactive cable replacement before failures occur.
Q6: What procedures should be followed when Type 412 cables fail during mining operations?
Cable failures in mining operations require immediate response procedures that prioritize safety while minimizing operational disruption. The response procedures must account for the potential safety hazards of electrical failures while providing practical guidance for restoring electrical service.
Immediate shutdown procedures should be implemented as soon as cable failure is suspected. The electrical supply should be disconnected and the area secured to prevent personnel exposure to electrical hazards. The shutdown procedures must account for the operational implications of stopping equipment while prioritizing electrical safety.
Safety assessment must be performed before any repair work begins. The failed cable should be assumed to be electrically energized until proven otherwise, and appropriate safety procedures must be followed during inspection and repair activities. Personnel performing cable repairs must be qualified in electrical safety procedures and equipped with appropriate safety equipment.
Fault location procedures help identify the extent of cable damage and determine whether repair or replacement is required. Simple continuity testing can identify conductor failures, while insulation resistance testing can identify insulation damage. The fault location procedures must be performed safely and systematically to avoid additional damage to the cable or hazards to personnel.
Redundant cable systems or spare cable segments should be available to minimize downtime during cable repairs. Mining operations should maintain spare cables appropriate for critical applications, allowing rapid restoration of electrical service while permanent repairs are performed. The spare cable inventory should account for the most common cable sizes and lengths used in the operation.
Temporary repair procedures may be appropriate for minor cable damage that does not compromise electrical safety. However, temporary repairs should only be performed by qualified personnel using appropriate materials and techniques. Temporary repairs should be clearly marked and scheduled for permanent repair at the earliest practical opportunity.
Permanent repair procedures must follow appropriate standards and manufacturer recommendations to ensure reliable cable performance. Cable jointing procedures must be performed by qualified personnel using appropriate materials and techniques. The repair procedures must restore both electrical performance and mechanical protection characteristics of the original cable.
Root cause analysis should be performed for all cable failures to identify potential improvements in installation, operation, or maintenance procedures. The analysis should examine the circumstances leading to the failure and identify actions that could prevent similar failures in the future. This information should be used to improve cable selection, installation practices, and maintenance procedures.
Q7: What customization options are available for Type 412 cables to meet specific mining application requirements?
Type 412 cables can be customized to meet specific mining application requirements while maintaining compliance with relevant standards. Understanding these customization options helps mining operations select cables that provide optimal performance for their particular operating conditions.
Sheath material options include PCP, CPE, and CSP compounds, each offering different performance characteristics. PCP provides good general-purpose performance with resistance to most chemicals and environmental conditions encountered in mining operations. CPE offers enhanced chemical resistance and may be preferred for applications involving exposure to specific chemicals. CSP provides superior heat resistance and may be appropriate for applications involving elevated temperatures.
The selection of sheath materials should consider the specific environmental conditions of the mining application. Applications involving exposure to specific chemicals may benefit from specialized sheath materials that provide enhanced chemical resistance. Applications involving elevated temperatures may require heat-resistant sheath materials to ensure reliable performance.
Additional screening options can be incorporated to provide electromagnetic interference protection for applications involving sensitive electronic equipment. The screening options must be balanced against the mechanical requirements of the mining application, as additional screening can affect cable flexibility and mechanical properties.
Pilot core additions allow incorporation of control and monitoring circuits within the power cable assembly. This option can be valuable for applications requiring both power distribution and control signal transmission. The pilot cores must be properly protected and integrated into the cable construction to ensure reliable performance.
Conductor size optimization allows selection of conductor sizes that provide optimal electrical performance for specific applications. The conductor size selection must balance current carrying capacity requirements with mechanical flexibility and cost considerations. Applications requiring higher current capacity may benefit from larger conductor sizes, while applications requiring maximum flexibility may prefer smaller conductor sizes.
Armour customization options include variations in wire diameter and construction pattern to optimize mechanical protection for specific applications. Applications involving extreme mechanical stress may benefit from heavier armour construction, while applications requiring maximum flexibility may prefer lighter armour configurations.
Length optimization allows cables to be manufactured to specific lengths that minimize joints and optimize installation efficiency. Custom lengths can reduce installation costs and improve system reliability by eliminating unnecessary joints. The length selection must account for installation requirements and the practical limitations of cable handling and transportation.
Color coding and identification options help distinguish different cable circuits and improve maintenance efficiency. Custom color coding can be particularly valuable in complex mining installations where multiple cable circuits must be identified and maintained. The identification system should be designed to remain legible despite exposure to the harsh conditions of mining operations.
Conclusion: Supporting Australia's Mining Future
The Type 412 cables manufactured to AS/NZS 2802 standards represent more than simple electrical infrastructure; they embody the technological foundation that enables Australia's mining industry to operate safely and efficiently in some of the world's most challenging environments. From the vast open-pit operations of Olympic Dam to the complex processing facilities of Mount Isa, these cables provide the essential electrical connections that power Australia's position as a global mining leader.
The sophisticated engineering incorporated into Type 412 cable construction reflects decades of experience in mining applications, combining electrical performance with mechanical durability in ways that address the unique challenges of Australian mining operations. The armoured construction provides protection against mechanical damage while maintaining the flexibility required for mobile equipment applications. The specialized insulation systems resist environmental challenges while providing reliable electrical performance over extended operating periods.
The economic importance of reliable electrical infrastructure in mining operations cannot be overstated. When electrical failures occur in mining operations, the costs extend far beyond cable replacement to include lost production, equipment damage, and potential safety hazards. Type 412 cables help minimize these risks by providing electrical infrastructure designed specifically for the demanding conditions of mining operations.
The regulatory framework governing Type 412 cables reflects the mining industry's commitment to safety and reliability. The AS/NZS 2802 standard establishes comprehensive requirements that ensure cables meet appropriate performance standards while providing the flexibility needed for diverse mining applications. This regulatory approach balances standardization with the need for customization to meet specific operational requirements.
As Australia's mining industry continues to evolve with new technologies and operational approaches, Type 412 cables will continue to play a critical role in supporting reliable electrical infrastructure. The cables' design flexibility allows adaptation to new applications while maintaining the fundamental performance characteristics that make them essential for mining operations.
The future of Australian mining depends on continued investment in reliable infrastructure that supports both operational efficiency and safety. Type 412 cables represent a proven solution that addresses the electrical infrastructure needs of modern mining operations while providing the reliability and durability required for Australia's challenging mining environments.
The integration of Type 412 cables into mining operations requires careful consideration of application requirements, environmental conditions, and operational practices. Proper cable selection, installation, and maintenance procedures ensure optimal performance while minimizing the risk of electrical failures that could compromise operational efficiency or safety.
The continuing evolution of mining technology creates new opportunities for Type 412 cables to support innovative applications. Advanced monitoring systems, automated equipment, and sophisticated control systems all require reliable electrical infrastructure that can function in the demanding conditions of mining operations. Type 412 cables provide the foundation for these technological advances while maintaining the fundamental characteristics that make them essential for mining applications.
Australia's position as a global mining leader depends on continued investment in infrastructure that supports efficient and safe mining operations. Type 412 cables represent a critical component of this infrastructure, providing the electrical connections that enable Australian mining operations to maintain their competitive position in global markets while meeting the highest standards of operational safety and environmental responsibility.
The comprehensive approach to cable design, testing, and application embodied in Type 412 cables reflects the mining industry's commitment to excellence in all aspects of operations. From initial design through manufacturing, installation, and maintenance, these cables represent a systematic approach to electrical infrastructure that supports the long-term success of Australian mining operations.
As mining operations continue to expand and evolve, the importance of reliable electrical infrastructure becomes increasingly critical. Type 412 cables provide the proven performance and reliability that Australian mining operations require to maintain their position as world leaders in mining technology and operational excellence. The continued development and refinement of these cables ensures that they will continue to meet the evolving needs of Australia's mining industry for years to come.
