
AS/NZS 2802 Type 441 Class 1 Mining Cables for Australian Underground Operations
Complete guide to AS/NZS 2802 Type 441 Class 1 mining cables for 3.3kV-22kV underground operations. Covers specifications, applications, electrical parameters, and mining-specific challenges across major Australian underground mines including Olympic Dam, Cadia East, and Boddington.
6/30/202522 min read
AS/NZS 2802 Type 441 Class 1 Mining Cables for Australian Underground Operations
Introduction
Underground mining operations across Australia demand electrical infrastructure that can withstand some of the harshest industrial environments on the planet. Deep beneath the surface, where temperatures fluctuate, humidity levels soar, and mechanical stresses are constant, conventional electrical cables simply cannot deliver the reliability and safety that mining operations require. This is where AS/NZS 2802 Type 441 Class 1 cables become absolutely essential.
Type 441 Class 1 cables represent a specialised category of high-voltage electrical cables specifically engineered for underground mining applications, operating at voltages ranging from 3.3 kilovolts to 22 kilovolts. These cables distinguish themselves from their Class 2 counterparts through their lower insulation and sheath radials, which are specifically designed to provide enhanced flexibility whilst maintaining robust protection against the crushing, squashing, and abrasive forces that characterise underground mining environments.
The fundamental design philosophy behind Type 441 Class 1 cables centres on their remarkable versatility. Unlike static installation cables, these cables are engineered for both trailing applications, where they must follow mobile equipment through underground tunnels, and reeling applications, where they are wound and unwound repeatedly on cable reels. This dual capability makes them invaluable for powering load-haul-dump machines, continuous miners, shuttle cars, and other mobile underground equipment that forms the backbone of modern mining operations.
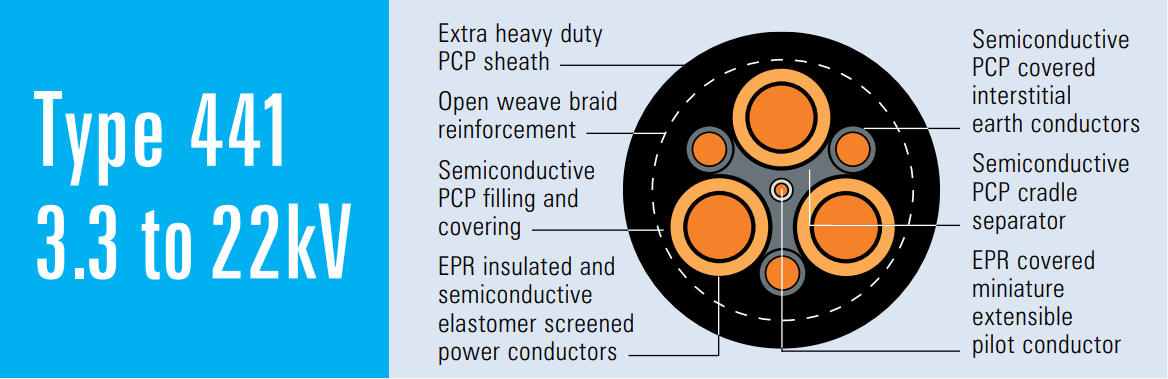
What sets these cables apart technically is their sophisticated construction featuring a central pilot conductor and a semiconductive cradle that supports and protects the main power cores. This cradle system significantly reduces the likelihood of damage from the crushing and squashing forces that are inevitable in underground mining environments. The design represents decades of engineering evolution, incorporating lessons learned from countless underground installations across Australia's diverse geological conditions.
The importance of proper cable selection in underground mining cannot be overstated. Cable failures deep underground can result in production shutdowns that cost hundreds of thousands of dollars per hour, create serious safety hazards for workers, and require complex rescue and repair operations in challenging environments. Type 441 Class 1 cables help mitigate these risks through their robust construction and proven reliability in the most demanding applications.
Major Underground Mine Sites in Australia
Australia's underground mining sector encompasses some of the world's most challenging and productive operations, each presenting unique environmental conditions that influence cable selection and performance requirements. Understanding these environments is crucial for appreciating why Type 441 Class 1 cables have become the standard for many of these operations.
Olympic Dam in South Australia represents one of the world's largest underground mines, extracting copper, uranium, gold, and silver from depths exceeding 1,200 metres below surface. The mine's unique challenges include high ambient temperatures that can exceed 45 degrees Celsius, extremely high humidity levels due to substantial groundwater inflow, and the need to power massive ventilation systems that move millions of cubic metres of air per minute. The electrical infrastructure must support continuous operation of primary crushers, conveyor systems, and mobile equipment across multiple mining levels simultaneously.
Cadia East in New South Wales operates as one of Australia's largest underground gold mines, utilising block cave mining methods at depths approaching 1,500 metres. The operation presents particular challenges for electrical infrastructure due to the massive scale of material movement, with thousands of tonnes of ore flowing through draw points daily. The electrical systems must power sophisticated automation equipment, including remote-controlled load-haul-dump vehicles and automated ore flow monitoring systems. Temperature variations between surface and underground operations can exceed 30 degrees Celsius, creating thermal cycling stresses on all electrical components.
Carrapateena in South Australia showcases modern underground mining technology, operating at depths of over 500 metres with plans for expansion to 1,000 metres. This copper mine utilises sub-level caving methods that create unique electrical challenges, including the need for flexible power distribution systems that can adapt to the changing underground layout as mining progresses. The operation features extensive automation systems that require reliable communication alongside power delivery, making the pilot conductor functionality of Type 441 cables particularly valuable.
Telfer in Western Australia combines both open-pit and underground operations, with the underground component extending to depths of approximately 500 metres. The remote location creates additional challenges for maintenance and repair operations, making cable reliability absolutely critical. The harsh Pilbara environment, with its extreme temperature variations and dust conditions, extends these challenges to surface infrastructure that connects to underground systems.
Boddington in Western Australia represents one of the largest gold mines globally, with underground operations complementing extensive open-pit activities. The underground component operates at moderate depths but features extensive horizontal development that creates unique challenges for power distribution. The need to power equipment across vast underground networks whilst maintaining system stability requires carefully engineered cable systems with appropriate voltage ratings and conductor sizing.
Each of these operations demonstrates the critical importance of selecting electrical infrastructure that can reliably operate in extreme conditions whilst providing the flexibility needed for modern mining methods. The varying depths, temperatures, humidity levels, and operational requirements across these sites highlight why standardised solutions like Type 441 Class 1 cables have become essential for the Australian mining industry.
Typical Application Scenarios
Understanding the specific applications where Type 441 Class 1 cables excel helps explain their widespread adoption across Australian underground mining operations. These cables serve three primary application categories, each with distinct requirements and challenges.
Trailing power applications represent perhaps the most demanding use case for these cables. In these applications, cables must follow mobile equipment through underground roadways, constantly flexing and moving as equipment operates. Load-haul-dump machines, continuous miners, and mobile crushing units all require reliable power connections that can withstand the constant motion, vibration, and mechanical stress associated with their operation. The cables must maintain electrical integrity whilst being dragged across rough underground surfaces, around corners, and through confined spaces where clearances are minimal.
The trailing application becomes particularly challenging when equipment operates in areas with poor ground conditions, where cables may be subjected to falling rock, water ingress, and extreme temperature variations. The semiconductive cradle design of Type 441 cables provides crucial protection in these scenarios, distributing mechanical stresses across the cable structure rather than concentrating them at vulnerable points. This design approach significantly extends cable life in trailing applications compared to conventional industrial cables.
Reeling applications present different but equally demanding challenges. Cable reels are used extensively for shuttle cars, conveyor systems, and mobile substations that must be repositioned regularly as mining operations progress. In these applications, cables experience repeated winding and unwinding cycles, creating fatigue stresses that can cause premature failure in poorly designed cables. The flexibility characteristics of Class 1 cables make them ideal for these applications, as they can withstand thousands of reeling cycles without developing insulation cracks or conductor breaks.
The reeling environment also creates thermal challenges, as cables wound tightly on reels have reduced heat dissipation capacity compared to free-air installations. This thermal constraint requires careful consideration of current-carrying capacity and may necessitate derating calculations to ensure safe operation. The EPR insulation used in Type 441 cables provides excellent thermal performance, maintaining its electrical properties across the wide temperature ranges encountered in reeling applications.
Fixed installations represent the third major application category, where Type 441 cables provide power to stationary equipment such as underground substations, ventilation fans, water pumps, and lighting systems. Whilst these applications may seem less demanding than trailing or reeling uses, they present their own unique challenges. Fixed installations often operate continuously for years without interruption, requiring cables that can maintain electrical integrity over extended periods whilst subjected to constant environmental stresses.
Underground substations, in particular, require cables that can handle high fault currents safely whilst maintaining system stability during normal operation. The conductor screening and insulation systems used in Type 441 cables provide excellent performance in these applications, minimising electromagnetic interference and ensuring reliable operation of sensitive electronic equipment. The pilot conductor system also enables remote monitoring of cable condition, allowing maintenance teams to identify potential problems before they cause system failures.
The crushing and squashing resistance provided by the semiconductive cradle becomes particularly important in areas where ground movement or mining-induced subsidence may occur. Fixed installations in these areas benefit from the cable's ability to withstand moderate crushing forces without losing electrical integrity, reducing the need for frequent cable replacement as mining operations progress.
Cable Construction and Materials
The construction of Type 441 Class 1 cables represents a carefully engineered balance between flexibility, durability, and electrical performance. Each component serves specific functions that contribute to the cable's overall performance in demanding underground mining environments.
Conductor design forms the foundation of cable performance, utilising flexible stranded tinned annealed copper construction that provides excellent conductivity whilst maintaining the flexibility required for trailing and reeling applications. The use of tinned copper rather than bare copper provides enhanced corrosion resistance, which becomes critical in the humid, chemically aggressive environments common in underground mines. The annealing process ensures that the copper maintains its flexibility even after repeated flexing cycles, whilst the stranding configuration optimises current-carrying capacity and mechanical strength.
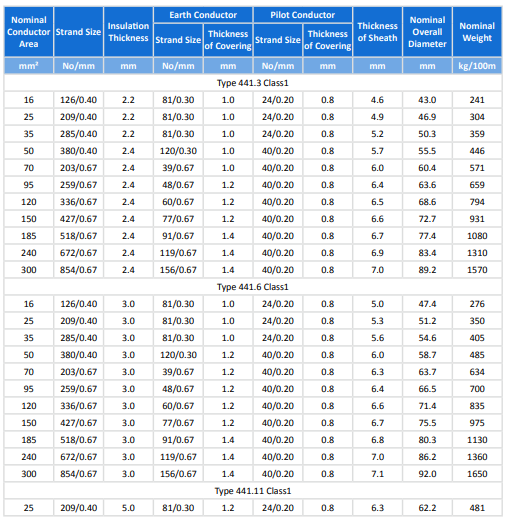
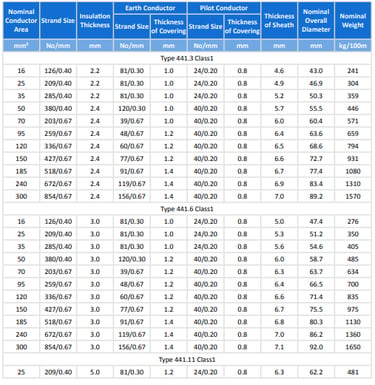
The conductor sizes available in Type 441 cables range from 16 square millimetres to 300 square millimetres, providing current-carrying capacities suitable for everything from lighting circuits to main distribution feeders. The larger conductor sizes utilise 0.67 millimetre diameter strands, whilst smaller sizes use 0.40 millimetre strands, optimising flexibility characteristics for each size range. This careful attention to strand sizing ensures that cables maintain their flexibility characteristics across the entire size range.
Insulation and screening systems provide the electrical integrity essential for safe high-voltage operation. The primary insulation uses EPR (Ethylene Propylene Rubber), which offers excellent electrical properties across a wide temperature range whilst maintaining flexibility in low-temperature conditions. EPR insulation also provides superior resistance to the ozone and chemical contamination commonly encountered in mining environments.
The semiconductive conductor screen eliminates air voids between the conductor and insulation, preventing partial discharge activity that could lead to insulation breakdown over time. This screen must maintain intimate contact with both the conductor and insulation throughout the cable's operating life, despite the constant flexing and mechanical stress encountered in mining applications. The insulation screen provides similar benefits at the insulation-to-sheath interface, ensuring uniform electric field distribution and preventing electrical tracking.
For cables operating at 3.3 kilovolts and above, these screening systems become essential for long-term reliability. The screens also provide electromagnetic shielding, reducing interference with sensitive electronic equipment commonly used in modern mining operations. This shielding becomes particularly important in applications where communication signals must be transmitted alongside power, such as automated mining systems.
Cradle separator and core screening represent unique features that distinguish Type 441 cables from conventional industrial cables. The semiconductive PCP (Polychloroprene) cradle separator provides mechanical support for the power cores whilst maintaining electrical conductivity between all metallic components. This design ensures that fault currents can flow safely to earth even if the cable experiences severe mechanical damage.
The overall core screen uses semiconductive PCP filling and covering that surrounds the entire cable core, providing additional mechanical protection whilst maintaining electrical continuivity. This construction approach distributes mechanical stresses across the entire cable structure rather than concentrating them at specific points, significantly improving the cable's resistance to crushing and impact damage.
Earth conductor system incorporates three interstitial earth conductors positioned between the main power cores. These conductors use flexible stranded tinned copper construction similar to the main conductors but are covered with semiconductive PCP rather than conventional insulation. This design provides multiple earth paths for fault current whilst contributing to the cable's overall mechanical strength.
The earth conductor system serves multiple functions beyond simple fault protection. In mining applications, these conductors often carry monitoring signals that provide continuous information about cable condition and system operation. The semiconductive covering ensures that the earth conductors remain electrically connected to the cable's screening systems, providing enhanced protection against electrical faults.
Central pilot conductor provides remote monitoring and control capabilities that are essential in modern mining operations. This conductor uses EPR insulation similar to the main power cores but is sized for low-current applications such as control signals, monitoring systems, and communication circuits. The central location provides maximum protection against mechanical damage whilst ensuring reliable signal transmission even under severe operating conditions.
Reinforcement and sheath systems provide the final layer of protection against mechanical damage and environmental contamination. The textile reinforcement uses an open-weave braid that provides tensile strength whilst maintaining cable flexibility. This reinforcement system distributes pulling forces across the cable structure, preventing damage to internal components during installation and operation.
The extra-heavy duty PCP sheath provides the primary barrier against moisture ingress, chemical attack, and mechanical damage. The sheath thickness varies with cable size and voltage rating but typically ranges from 4.6 to 7.6 millimetres, providing substantial protection against the harsh conditions encountered in mining environments. Alternative sheath materials such as CPE (Chlorinated Polyethylene) or CSP (Chlorosulfonated Polyethylene) are available upon request for applications with specific chemical resistance requirements.
Electrical Parameters
The electrical characteristics of Type 441 Class 1 cables are specifically optimised for underground mining applications, with different voltage ratings available to match various system requirements. Understanding these parameters is crucial for proper cable selection and system design.
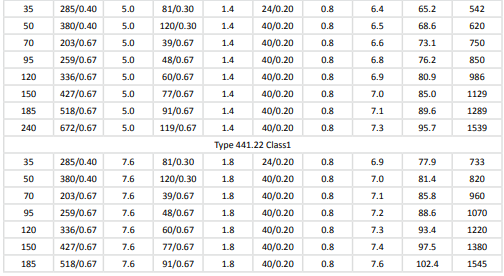
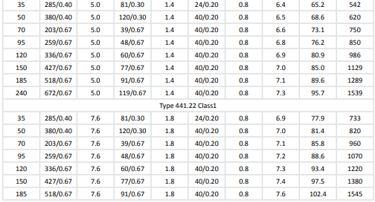
Voltage ratings are designated by the cable type suffix, with Type 441.3 rated for 3.3 kilovolts, Type 441.6 for 6 kilovolts, Type 441.11 for 11 kilovolts, and Type 441.22 for 22 kilovolts. These ratings correspond to the standard voltage levels commonly used in Australian mining operations, from low-voltage distribution systems up to primary distribution networks.
The insulation thickness increases proportionally with voltage rating, ensuring adequate electrical clearances and long-term reliability. Type 441.3 cables use 2.2 millimetre insulation thickness for most conductor sizes, whilst Type 441.22 cables require up to 7.6 millimetres of insulation to provide safe operation at 22 kilovolts. This relationship between voltage and insulation thickness reflects the fundamental electrical engineering principles governing high-voltage cable design.
Current-carrying capacity varies significantly with conductor size, installation method, and ambient temperature conditions. The flexible stranded conductor construction provides excellent current-carrying characteristics, with the tinned copper offering conductivity equivalent to solid copper whilst maintaining superior flexibility. Current ratings must be calculated based on actual installation conditions, including ambient temperature, grouping factors, and thermal constraints imposed by reeling applications.
For trailing applications, current ratings may need to be reduced due to the additional thermal resistance created by contact with ground surfaces and restricted air circulation. Reeling applications often require the most significant derating, as cables wound on reels have severely restricted heat dissipation compared to free-air installations. These thermal considerations make proper cable sizing critical for reliable operation in mining applications.
Conductor resistance values follow standard calculations for stranded copper conductors, with the tinning process having minimal impact on overall conductivity. The resistance values are important for voltage drop calculations, particularly in long underground runs where voltage regulation can become challenging. The flexible stranding does result in slightly higher resistance compared to solid conductors of equivalent cross-sectional area, but this difference is typically less than five percent.
Earth conductor specifications provide parallel paths for fault current return, with sizing typically based on a percentage of the main conductor area. The semiconductive covering of earth conductors provides additional fault current paths through the cable's screening systems, effectively creating multiple earth paths that enhance system safety and reliability.
Pilot conductor characteristics are optimised for low-current control and monitoring applications rather than power transmission. The conductor size is typically much smaller than the main power conductors, with 24 strands of 0.20 millimetre wire being common across most cable sizes. The EPR insulation provides reliable signal transmission even in the presence of high electromagnetic fields generated by the main power conductors.
Weight considerations become particularly important in mining applications where cables must be handled manually or moved frequently. Cable weights range from approximately 240 kilograms per 100 metres for the smallest Type 441.3 cables up to 1,650 kilograms per 100 metres for the largest Type 441.6 cables. These weights reflect the substantial construction required for reliable operation in mining environments but create logistical challenges for transportation, installation, and maintenance operations.
The weight distribution along the cable length becomes critical for reeling applications, where uneven weight distribution can cause operational problems and premature wear. The cable construction maintains consistent weight per unit length, ensuring smooth operation on cable reels and even weight distribution in trailing applications.
Dimensional characteristics affect installation requirements and compatibility with existing infrastructure. Overall cable diameters range from 43 millimetres for small Type 441.3 cables up to 102.4 millimetres for large Type 441.22 cables. These dimensions must be considered when designing cable routes, selecting conduit sizes, and determining minimum bending radii for installation.
The relationship between cable diameter and bending radius becomes particularly important in confined underground spaces where cable routes may require tight bends. The minimum bending radius is typically specified as a multiple of the overall cable diameter, with factors ranging from 12 to 20 times diameter depending on installation conditions and cable construction.
Standards Compliance
Type 441 Class 1 cables must comply with multiple Australian and New Zealand standards that ensure safe, reliable operation in mining environments. This comprehensive standards compliance provides assurance that cables will perform as expected whilst meeting regulatory requirements for workplace safety.
AS/NZS 2802:2000 serves as the primary standard for reeling and trailing cables used in mining applications. This standard specifies construction requirements, testing procedures, and performance criteria specifically developed for the demanding conditions encountered in mining operations. The standard addresses unique challenges such as repeated flexing, mechanical stress, and environmental contamination that are not adequately covered by general-purpose cable standards.
The 2802 standard requires extensive type testing to verify cable performance under simulated mining conditions. These tests include repeated flexing trials that simulate thousands of reeling cycles, crush resistance tests that verify the cable's ability to withstand mechanical damage, and environmental tests that confirm performance under temperature and humidity extremes. Only cables that successfully complete this comprehensive testing regime can claim compliance with AS/NZS 2802.
AS/NZS 1125 provides the electrical testing requirements that ensure safe operation at rated voltages. This standard specifies insulation resistance testing, high-voltage testing, and partial discharge testing that verify the electrical integrity of completed cables. The testing requirements become increasingly stringent as voltage ratings increase, with 22-kilovolt cables requiring more extensive testing than lower voltage variants.
The electrical testing requirements also address aging characteristics, requiring accelerated aging tests that simulate years of service life in compressed time periods. These tests help predict long-term cable performance and identify potential failure modes before cables are deployed in critical mining applications.
AS/NZS 3808 covers elastomeric insulated cables and provides specific requirements for EPR insulation systems. This standard ensures that insulation materials maintain their electrical and mechanical properties throughout the cable's expected service life, even when subjected to the temperature cycling and mechanical stress common in mining applications.
The 3808 standard also addresses compatibility between different cable components, ensuring that conductor screens, insulation, and sheath materials work together effectively over extended periods. This systems approach to cable design helps prevent compatibility problems that could lead to premature failures in service.
AS/NZS 5000.1 provides general requirements for power cables that apply regardless of specific application. This standard covers fundamental safety requirements, marking and identification systems, and quality assurance procedures that ensure consistent cable performance across different manufacturers and production batches.
The comprehensive standards compliance required for Type 441 cables provides mining operators with confidence that cables will perform reliably in critical applications. The standards also facilitate equipment interchangeability, allowing cables from different manufacturers to be used together in the same installation provided they all meet the relevant Australian and New Zealand standards.
Regular compliance auditing ensures that cable manufacturers maintain their production standards and continue to meet the evolving requirements of the mining industry. This ongoing compliance verification process helps maintain the high reliability standards that the Australian mining industry has come to expect from Type 441 Class 1 cables.
Advantages in Underground Mining
The specific design features of Type 441 Class 1 cables provide numerous advantages that make them particularly well-suited for the challenging conditions encountered in underground mining operations. These advantages extend beyond simple electrical performance to encompass operational reliability, maintenance efficiency, and overall system safety.
Exceptional flexibility represents perhaps the most significant advantage of Class 1 construction compared to conventional industrial cables. The reduced insulation and sheath thicknesses, combined with optimised conductor stranding and specialized construction techniques, create cables that can withstand the repeated flexing cycles required for trailing and reeling applications. This flexibility translates directly into extended service life in applications where conventional cables would fail within months.
The flexibility advantage becomes particularly apparent in confined underground spaces where cables must navigate tight corners and irregular surfaces. The ability to flex without developing stress concentrations means that Type 441 cables can follow equipment through complex underground routes without requiring protective conduits or expensive installation modifications.
Semiconductive cradle protection provides a unique mechanical advantage that sets Type 441 cables apart from conventional mining cables. The cradle system distributes crushing and impact forces across the cable structure rather than allowing them to concentrate at vulnerable points such as conductor-to-insulation interfaces. This force distribution significantly reduces the likelihood of conductor damage or insulation failure when cables are subjected to mechanical abuse.
The cradle system also provides electrical advantages by maintaining equipotential conditions throughout the cable structure. This equipotential design eliminates voltage gradients that could cause electrical breakdown under fault conditions, enhancing overall system safety and reliability.
Central pilot conductor functionality enables sophisticated monitoring and control capabilities that are essential for modern automated mining operations. The pilot conductor can carry control signals for remote equipment operation, monitoring signals for predictive maintenance systems, and communication signals for integrated mine automation systems. This multi-functional capability reduces the number of separate cables required for complete system operation.
The central location of the pilot conductor provides maximum protection against mechanical damage and electrical interference. Even if the cable experiences severe mechanical damage that affects the power conductors, the pilot conductor often remains functional, enabling emergency shutdown procedures and fault location activities.
Enhanced earth fault protection results from the multiple earth paths provided by the three interstitial earth conductors and the semiconductive screening systems. This redundant earth path design ensures that earth fault currents can flow safely even if individual conductors are damaged, reducing the risk of dangerous touch voltages and improving overall system safety.
The multiple earth paths also enable sophisticated earth fault detection systems that can identify and locate cable faults before they cause system shutdowns. This predictive maintenance capability is particularly valuable in mining operations where unplanned shutdowns can cost hundreds of thousands of dollars per hour.
Environmental resistance provided by the extra-heavy duty sheath construction and carefully selected materials enables reliable operation in the corrosive, humid conditions common in underground mines. The PCP sheath material provides excellent resistance to oils, acids, and other chemicals commonly encountered in mining environments, whilst maintaining flexibility across wide temperature ranges.
The environmental resistance extends to the internal cable construction, where semiconductive compounds and EPR insulation maintain their properties despite exposure to moisture, temperature cycling, and chemical contamination. This internal environmental resistance ensures long-term electrical performance even if the outer sheath is damaged during service.
Reduced maintenance requirements result from the robust construction and high-quality materials used throughout the cable. The combination of mechanical protection, environmental resistance, and electrical reliability reduces the frequency of cable replacements and repairs, lowering overall maintenance costs and improving system availability.
The pilot conductor system enables condition monitoring that can predict maintenance requirements before failures occur. This predictive approach to maintenance reduces emergency repair situations and allows maintenance activities to be scheduled during planned shutdowns rather than forcing unplanned production interruptions.
Potential Challenges and Frequently Asked Questions
Despite their robust design, Type 441 Class 1 cables can encounter specific challenges in underground mining environments. Understanding these potential issues and their solutions helps ensure optimal cable performance and longevity.
Question: Can abrasion and crushing forces damage the cable despite its protective design?
The semiconductive cradle and extra-heavy duty PCP sheath provide substantial protection against mechanical damage, but they are not impervious to extreme abuse. Sharp edges, pointed objects, and excessive crushing forces can still damage the cable if proper precautions are not taken. The key to preventing mechanical damage lies in proper installation practices, regular inspection schedules, and prompt attention to any signs of physical damage.
Regular visual inspections should focus on identifying cuts, gouges, or deformation in the cable sheath that could indicate internal damage. Any damage that penetrates the outer sheath should be repaired immediately using appropriate repair kits and techniques. Installation routes should be planned to avoid sharp edges and crushing hazards wherever possible, with protective covers or guards installed in high-risk areas.
Question: What thermal limitations exist when cables are tightly coiled on reels?
Reeling applications create significant thermal challenges because cables wound on reels have severely restricted heat dissipation compared to free-air installations. The thermal mass of the reel and the limited air circulation around wound cables can cause internal temperatures to rise substantially above ambient levels, potentially exceeding the thermal rating of the insulation system.
Current derating calculations must account for these thermal constraints, often requiring 20-30% reduction in current-carrying capacity for cables on reels compared to free-air installations. Adequate cooling periods must be provided between high-load operations to allow cable temperatures to return to safe levels. Temperature monitoring systems can provide valuable data for optimising reel operations whilst maintaining safe operating temperatures.
Question: How effectively does the cable resist water ingress in humid underground conditions?
The extra-heavy duty PCP sheath provides excellent moisture resistance under normal conditions, but water ingress can occur if the sheath is damaged or if cable terminations are not properly sealed. Underground mining environments often feature high humidity levels, condensation, and occasional water flow that can challenge even the best cable designs.
Proper cable termination using appropriate sealing compounds and termination kits is essential for preventing water ingress. Cable ends should be sealed immediately after cutting to prevent moisture penetration during installation. Regular inspection of terminations for signs of moisture ingress, such as discoloration or corrosion, helps identify problems before they cause electrical failures.
Question: How does the pilot conductor enhance monitoring and control capabilities?
The central pilot conductor enables sophisticated monitoring systems that can detect earth leakage, insulation deterioration, and mechanical damage before they cause complete cable failure. Modern monitoring systems can measure insulation resistance, partial discharge activity, and conductor continuity through the pilot conductor, providing early warning of developing problems.
The pilot conductor also enables remote control functionality for plug-in equipment, allowing operators to control mobile machinery from safe locations. This remote control capability is particularly valuable in hazardous areas where direct operator access may be restricted. The central location and EPR insulation of the pilot conductor ensure reliable signal transmission even under severe mechanical stress.
Question: What compatibility issues might arise with underground substation equipment?
Type 441 cables are designed to match the standard secondary voltages used in mining operations, but compatibility verification is essential during system design. Switchgear ratings, protection system settings, and earthing arrangements must all be compatible with the cable specifications to ensure safe and reliable operation.
Jointing and termination kits must be specifically rated for the cable construction and operating voltage. Generic termination kits designed for conventional cables may not provide reliable long-term performance with Type 441 cables due to their unique construction features. Manufacturer-approved termination systems should always be used to ensure optimal performance and maintain warranty coverage.
Question: What installation considerations affect bending radius requirements?
The minimum bending radius for Type 441 cables is typically specified as 15 times the overall cable diameter, but this can vary depending on installation conditions and cable size. Temporary bending during installation may permit tighter radii than permanent installations, but excessive bending can cause internal damage that may not be immediately apparent.
During reel deployment, particular attention must be paid to maintaining adequate bending radii at the reel outlet and any direction changes along the cable route. Cable pulling tensions must also be controlled to prevent damage to internal conductors and screening systems. Manufacturer guidelines should always be consulted for specific installation requirements and limitations.
Question: What maintenance practices optimise cable performance and longevity?
Effective maintenance programs for Type 441 cables should combine visual inspections, electrical testing, and environmental monitoring to identify potential problems before they cause failures. Visual inspections should be conducted regularly, focusing on cable sheath condition, termination integrity, and any signs of mechanical damage or environmental deterioration.
Electrical testing using insulation resistance measurements (megger testing) should be performed at regular intervals to monitor insulation condition. These tests can identify developing problems such as moisture ingress or insulation deterioration before they cause complete failures. Test results should be trended over time to identify gradual deterioration that might not be apparent from single measurements.
Environmental monitoring should include temperature measurements during high-load operations, particularly for cables on reels where thermal constraints are most severe. Humidity monitoring in cable termination areas can help identify conditions that might promote moisture ingress or accelerate environmental deterioration.
Best Practices in Procurement and Use
Successful deployment of Type 441 Class 1 cables requires careful attention to procurement specifications, installation procedures, and ongoing maintenance practices. These best practices help ensure optimal cable performance whilst minimising total cost of ownership.
Specification development should begin with a thorough analysis of the specific application requirements, including voltage levels, current requirements, installation method, and environmental conditions. The specification should clearly identify whether the cable will be used for trailing, reeling, or fixed installation applications, as this affects flexibility requirements and current derating calculations.
Voltage rating selection should provide adequate margin above normal operating voltages whilst considering system fault conditions and temporary overvoltages. The cable voltage rating should typically exceed the system nominal voltage by at least 20% to provide adequate safety margin and ensure long-term reliability.
Conductor sizing must account for both normal operating currents and potential future load growth, whilst considering the thermal constraints imposed by the installation method. Reeling applications often require oversized conductors to compensate for thermal derating, whilst trailing applications may require additional mechanical strength considerations.
Mechanical protection requirements should be clearly specified based on the anticipated service conditions. Standard extra-heavy duty PCP sheath construction is suitable for most mining applications, but particularly severe conditions may require upgraded sheath materials such as CPE or CSP. The specification should also address any special requirements for chemical resistance or temperature performance.
Quality assurance requirements should specify compliance with relevant Australian and New Zealand standards, along with any additional testing or certification requirements. Factory testing should include routine electrical tests for all cables, plus type testing verification for new designs or modified constructions. Third-party certification may be appropriate for critical applications or when using cables from new suppliers.
Installation guidelines should be developed before cable procurement to ensure that installation requirements are properly considered in the cable design. These guidelines should address minimum bending radii, pulling tensions, termination requirements, and any special handling precautions needed for the specific application.
Testing protocols should be established for both factory acceptance testing and field commissioning testing. Factory tests should verify compliance with electrical and mechanical specifications, whilst field tests should confirm proper installation and system integration. These protocols should specify test methods, acceptance criteria, and documentation requirements.
Maintenance planning should be integrated into the procurement process to ensure that appropriate spare parts, test equipment, and technical support are available throughout the cable's service life. Long-term parts availability should be confirmed, particularly for specialised components such as termination kits and repair materials.
Documentation requirements should specify the technical information needed for proper installation, operation, and maintenance of the cable system. This documentation should include detailed construction drawings, electrical characteristics, installation instructions, and maintenance procedures. The documentation should be provided in formats suitable for field use and should be updated to reflect any design changes or lessons learned during installation.
Conclusion
Type 441 Class 1 cables represent a sophisticated engineering solution specifically developed to meet the demanding requirements of Australian underground mining operations. The careful balance of flexibility, durability, and electrical performance achieved through their unique construction makes them ideally suited for the harsh environments encountered in deep underground mines across the continent.
The semiconductive cradle design, extra-heavy duty sheath construction, and integrated pilot conductor system provide capabilities that extend far beyond conventional industrial cables. These features enable reliable operation in crushing, humidity, and chemical exposure conditions that would quickly destroy conventional cables, whilst providing the monitoring and control capabilities essential for modern automated mining systems.
The comprehensive standards compliance required for Type 441 cables ensures consistent performance across different manufacturers and applications, whilst the extensive range of sizes and voltage ratings available provides flexibility to match diverse system requirements. From small lighting circuits operating at 3.3 kilovolts to major distribution feeders operating at 22 kilovolts, Type 441 cables provide proven solutions for virtually any underground mining electrical requirement.
The operational advantages provided by these cables extend beyond simple electrical performance to encompass reduced maintenance requirements, improved system reliability, and enhanced safety for mining personnel. The ability to withstand mechanical abuse whilst maintaining electrical integrity reduces the frequency of emergency repairs and unplanned shutdowns that can cost mining operations hundreds of thousands of dollars per occurrence.
Looking toward the future, the increasing automation of mining operations and the trend toward deeper, more challenging mine sites will only increase the importance of reliable electrical infrastructure. Type 441 Class 1 cables are well-positioned to meet these evolving requirements, with their robust construction and integrated monitoring capabilities providing the foundation for next-generation mining systems.
The key to maximising the benefits of Type 441 cables lies in proper selection, installation, and maintenance practices. Understanding the specific requirements of each application, following manufacturer guidelines for installation and termination, and implementing comprehensive maintenance programs ensures that these cables will provide years of reliable service in even the most demanding underground mining environments.
For mining engineers and electrical professionals responsible for underground electrical systems, Type 441 Class 1 cables represent a proven, reliable solution that has been refined through decades of service in Australian mines. Their unique combination of mechanical robustness, electrical performance, and operational flexibility makes them an essential component of modern underground mining infrastructure, contributing to the safety, efficiency, and profitability of mining operations across the continent.
