
AS/NZS 2802 Type 441 (Class 2) 1.1/1.1 kV Mining Cables: Essential Power Solutions for Underground Operations
The Australian and New Zealand mining industry relies on robust electrical infrastructure to maintain safe and efficient operations in challenging underground environments. At the heart of this infrastructure are specially designed mining cables that conform to the AS/NZS 2802 standard, which establishes rigorous requirements for electrical cables used in mining applications across Australia and New Zealand. Type 441 (Class 2) 1.1/1.1 kV cables represent a critical component within this standard, offering purpose-built solutions for the demanding conditions found in mining operations. These cables are specifically engineered to deliver reliable power distribution while withstanding the harsh physical stresses commonly encountered underground.
5/14/20256 min read
AS/NZS 2802 Type 441 (Class 2) 1.1/1.1 kV Mining Cables: Essential Power Solutions for Underground Operations


Introduction
The Australian and New Zealand mining industry relies on robust electrical infrastructure to maintain safe and efficient operations in challenging underground environments. At the heart of this infrastructure are specially designed mining cables that conform to the AS/NZS 2802 standard, which establishes rigorous requirements for electrical cables used in mining applications across Australia and New Zealand.
Type 441 (Class 2) 1.1/1.1 kV cables represent a critical component within this standard, offering purpose-built solutions for the demanding conditions found in mining operations. These cables are specifically engineered to deliver reliable power distribution while withstanding the harsh physical stresses commonly encountered underground.
Underground mining operations present unique challenges for electrical systems, including exposure to moisture, dust, chemicals, mechanical stress, and extreme temperatures. The Type 441 cables address these challenges through specialized construction techniques and materials that ensure both operational reliability and safety compliance.
Application Scenarios
Trailing and Reeling Applications
Type 441 (Class 2) cables excel in dynamic applications where movement is constant. They are specifically designed for:
Mobile mining equipment including draglines, shovels, and drills
Continuous miners and roadheaders requiring flexible power supply
Loading and hauling equipment operating in confined spaces
Reeling applications where cables are repeatedly wound and unwound
The exceptional flexibility of these cables makes them ideal for mobile machinery, while their resistance to crushing and squashing prevents damage in high-traffic areas. The semiconductor cradle supporting the power cores provides additional protection against mechanical stress, significantly reducing the likelihood of cable failure during operation.
General Mine Infrastructure
Beyond mobile applications, Type 441 cables serve critical roles in fixed mine infrastructure:
Power distribution to conveyor systems transporting ore and waste material
Electrical supply for water pumping stations controlling underground water levels
Lighting systems ensuring visibility throughout mine tunnels and work areas
Ventilation equipment maintaining safe atmospheric conditions
These fixed installations benefit from the cables' durability and compliance with Australian and New Zealand safety standards, ensuring reliable operation in permanent infrastructure.
Environmental Conditions
Mining environments present extreme conditions that standard cables cannot withstand. Type 441 cables are engineered to perform reliably across a temperature range of –40°C to +80°C, accommodating both freezing winter conditions in open-cut mines and elevated temperatures in deep underground operations.
The cables' construction also accounts for exposure to:
Abrasive rock dust and mineral particles
Corrosive groundwater and chemical runoff
UV radiation in surface applications
Physical impact from falling material and equipment


Electrical and Mechanical Parameters
Conductor and Insulation
The foundation of Type 441 cables begins with flexible stranded tinned annealed copper conductors manufactured in accordance with AS/NZS 1125. This construction provides:
Superior flexibility for dynamic applications
Enhanced conductivity for efficient power transmission
Corrosion resistance from the tinning process
Fatigue resistance during repeated flexing
The power and pilot cores feature ethylene-propylene rubber (EPR) insulation compliant with AS/NZS 3808. EPR insulation offers:
Excellent electrical properties
Superior thermal resistance
Enhanced moisture resistance
Excellent mechanical properties even after prolonged use
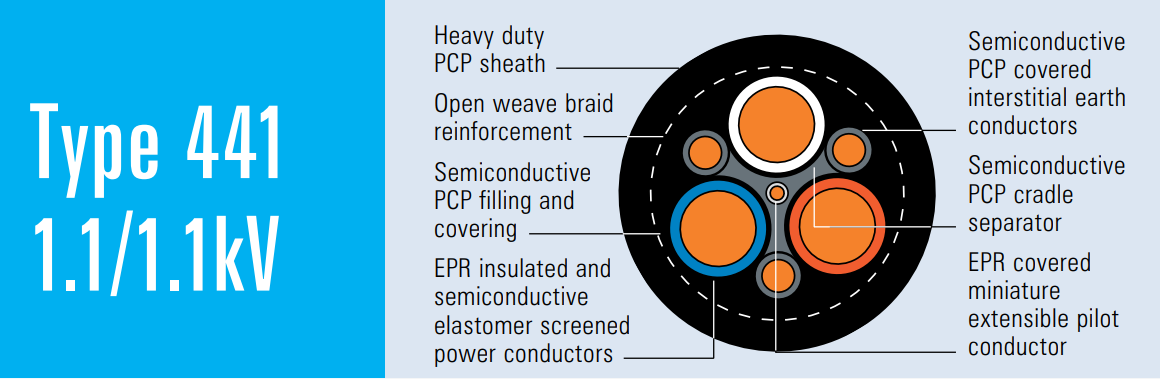
Core Screening and Cradle
A distinctive feature of Type 441 cables is their semiconductive cradle design, which provides:
Physical support for power cores to maintain cable geometry
Prevention of mechanical damage during flexing and crushing
Semiconductive properties that ensure even electrical field distribution
Reduction in electrical stress at insulation boundaries
The power cores are individually screened with semiconductive elastomer material, which helps prevent electrical field concentration and extends insulation life.
Earth and Pilot Conductors
Safety is paramount in mining operations, and Type 441 cables incorporate:
Three interstitial earth cores with semiconductive PCP covering and flexible stranded tinned copper construction
One central extensible pilot core with EPR covering and flexible stranded tinned copper construction
The pilot core provides essential monitoring and control functions, while the three earth cores ensure proper grounding and fault protection throughout the cable's service life.
Voltage Ratings and Tests
Type 441 (Class 2) cables carry a 1.1/1.1 kV rating, making them suitable for the majority of mining equipment power requirements. During manufacturing, they undergo rigorous testing at 4.2 kV to verify insulation integrity and ensure reliable performance in demanding applications.
Dimensions, Weights, and Cross-Sections
Type 441 cables are available in a range of sizes to accommodate various power requirements:
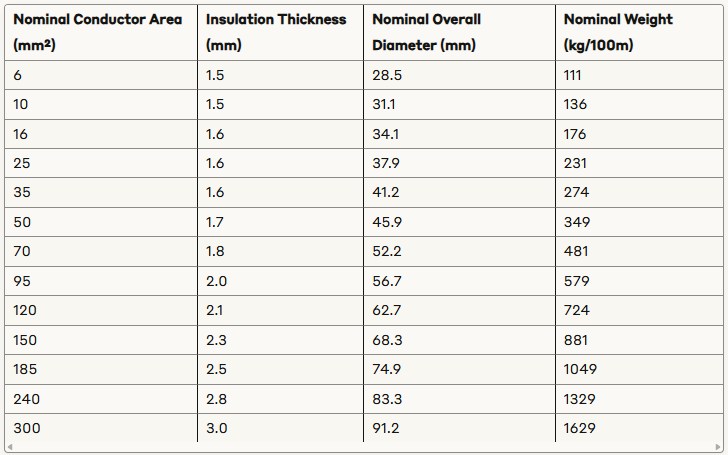
Proper cable selection based on load requirements and installation conditions is essential for optimal performance and safety.
FAQ: Common Mining Issues and Solutions
How do these cables resist mechanical damage underground?
Type 441 cables incorporate multiple protective elements to withstand mechanical stress:
The semiconductive cradle provides structural support for power cores, distributing mechanical forces and preventing core deformation. The heavy-duty elastomer sheath (PCP or optional CPE/CSP) offers exceptional resistance to abrasion, impact, and crushing forces commonly encountered in mining environments. Additionally, the open-weave braid reinforcement between the core assembly and outer sheath enhances tensile strength and resistance to tearing.
Regular inspection remains essential, as even these robust cables have limits to the mechanical abuse they can withstand.
What maintenance checks are recommended?
To ensure continued safe operation, implement these regular maintenance procedures:
Visual inspection of the outer sheath for cuts, abrasions, or deformation
Conductor continuity tests to identify any broken strands
Pilot-core signal verification to ensure monitoring systems function correctly
Insulation resistance measurements to detect moisture ingress or insulation breakdown
Verification of proper strain relief at termination points
Inspection of cable handling equipment to prevent unnecessary stress
Documenting these checks helps establish deterioration patterns and predict end-of-life requirements.
How do cables perform in extreme temperatures?
While rated for operation between –40°C and +80°C, performance considerations include:
At low temperatures, the cable retains flexibility, but excessive bending should be avoided as the elastomer materials become stiffer. At high temperatures approaching the upper limit, current-carrying capacity may need derating to prevent overheating. Prolonged exposure to temperatures beyond the rated range accelerates insulation aging and can reduce service life.
Temperature cycling between extremes creates more stress than constant temperature operation, so cables in environments with dramatic temperature variations should be monitored more frequently.
Can moisture ingress be an issue?
Moisture management is critical for cable longevity:
The semiconductive bedding and PCP sheath provide effective moisture barriers during normal operation. However, proper sealing at coupling points is essential, as these represent the most common entry points for water. If cable damage occurs, water can penetrate through breaches in the outer sheath.
In flooded areas or extremely wet conditions, ensuring terminations are properly sealed and elevated above water levels helps prevent moisture-related failures.
What causes overheating in trailing cables?
Several factors can contribute to damaging temperature increases:
Overloading beyond the cable's rated capacity is the most common cause
Poor ventilation when cables are tightly wound on reels or packed in conduits
Damaged insulation creating high-resistance points that generate localized heating
Harmonic currents from variable frequency drives or other non-linear loads
Ambient temperature exceeding design parameters
Monitoring amperage against the cable rating and ensuring proper installation prevents most overheating issues.
How to choose the right cross-section for load requirements?
Proper cable sizing involves several considerations:
Match the conductor area to the maximum current draw with appropriate safety factors as specified in AS/NZS 2802 tables. Consider voltage drop limitations, especially for longer cable runs, which may necessitate larger conductors than the minimum required for current capacity. Factor in starting currents for motor loads, which can be significantly higher than running currents.
Environmental factors like ambient temperature and installation method may require derating factors to ensure safe operation.
Are there regulatory or certification checks?
Compliance verification includes:
AS/NZS 2802 certification confirming adherence to Australian and New Zealand standards
SAA (Standards Australia) approval marking on compliant products
Periodic mine safety audits examining electrical systems including cables
Batch testing documentation from manufacturers
Import compliance verification for overseas-sourced cables
Mining operations should maintain comprehensive records of all certification and compliance documentation for regulatory inspections.
By selecting properly certified Type 441 (Class 2) cables and implementing appropriate maintenance procedures, mining operations can ensure reliable power distribution while maintaining the highest safety standards in challenging underground environments.

