
AS/NZS 2802 Type 441 Class 2 Mining Cables: The Backbone of Australian Underground Operations
Comprehensive guide to AS/NZS 2802 Type 441 Class 2 1.1/1.1kV mining cables for Australian underground mines including Olympic Dam, Cadia, Ernest Henry applications, electrical parameters, and mining challenges FAQ.
6/30/202521 min read
AS/NZS 2802 Type 441 Class 2 Mining Cables: The Backbone of Australian Underground Operations
Introduction: The Critical Role of Specialised Mining Cables
Deep beneath Australia's surface, where sunlight never penetrates and crushing forces reign supreme, a sophisticated network of electrical cables serves as the lifeline for some of the world's most productive underground mining operations. Among these specialised power transmission solutions, AS/NZS 2802 Type 441 Class 2 cables represent the pinnacle of engineering excellence, specifically designed to withstand the harsh realities of subterranean mining environments.
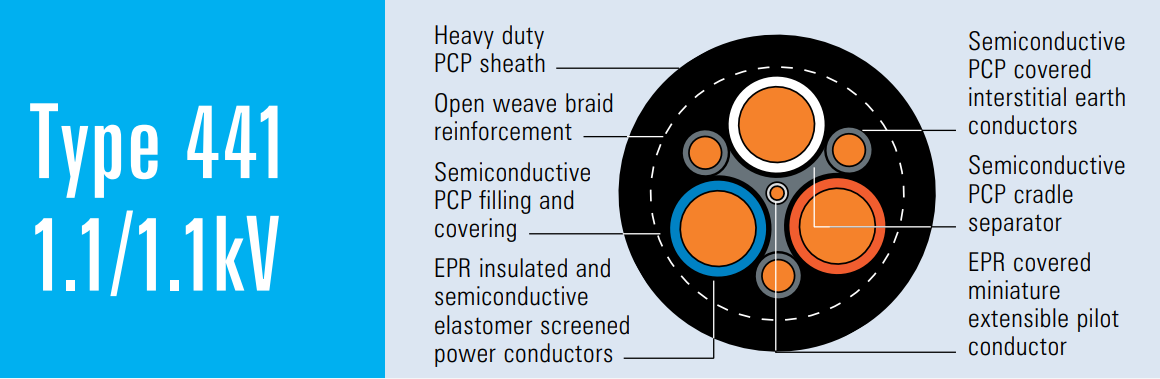
These remarkable cables, rated at 1.1/1.1 kV, embody decades of technological advancement in mining infrastructure. What sets them apart from conventional electrical cables is their unique combination of trailing and reeling capabilities, enhanced by a central pilot conductor and innovative semiconductive cradle design. This sophisticated construction enables them to resist the crushing forces, moisture ingress, and mechanical stresses that would quickly destroy ordinary cables in underground mining applications.
The significance of these cables extends far beyond their technical specifications. They represent the invisible backbone that powers Australia's multi-billion-dollar underground mining industry, enabling the extraction of precious metals, coal, and minerals that fuel both domestic and international markets. From the copper-uranium deposits of Olympic Dam to the gold mines of Western Australia, these cables ensure continuous operation of critical equipment in some of the most challenging environments on Earth.
Understanding the intricacies of AS/NZS 2802 Type 441 Class 2 cables requires examining not only their construction and electrical characteristics but also their real-world applications across Australia's diverse underground mining landscape. This comprehensive exploration will illuminate how these engineering marvels contribute to the safe, efficient operation of underground mines while addressing the unique challenges faced by mining professionals in their daily operations.
Australia's Underground Mining Landscape: Where These Cables Prove Their Worth
Australia's underground mining sector represents one of the most technologically advanced and economically significant industries in the nation. The diverse geological formations across the continent have given rise to mining operations that vary dramatically in depth, mineral composition, and operational challenges, each demanding specific cable solutions tailored to their unique environments.
Olympic Dam: South Australia's Underground Giant
The Olympic Dam mine in South Australia stands as one of the world's largest underground mining operations, representing a masterpiece of modern mining engineering. Operated by BHP since 1988, this extraordinary facility extracts copper, uranium, gold, and silver from a massive orebody located approximately 350 metres below the surface. The mine's complex network of tunnels and chambers spans over 40 square kilometres, creating an underground city that requires an extensive electrical infrastructure to maintain operations.
The unique challenges at Olympic Dam stem from its multi-metal extraction process and the corrosive nature of the underground environment. The presence of uranium ore creates additional safety considerations, while the simultaneous extraction of multiple metals requires sophisticated processing equipment that demands reliable, high-quality power transmission. AS/NZS 2802 Type 441 Class 2 cables play a crucial role in this environment, powering everything from massive grinding mills to precision conveyor systems that transport ore through kilometres of underground passages.
The mine's expansion plans, which include deepening operations and increasing production capacity, further emphasise the importance of robust cable infrastructure. The cables must withstand not only the mechanical stresses of deep underground operations but also the chemical challenges posed by the mineralised groundwater and processing chemicals used in uranium extraction.
Cadia-Ridgeway: New South Wales' Engineering Marvel
Located in the Central West region of New South Wales, the Cadia-Ridgeway operation represents a fascinating combination of open-cut and underground mining techniques. The underground component, which commenced operations in the late 1990s, extends to significant depths beneath the existing open-cut operations, creating a complex three-dimensional mining environment that presents unique electrical infrastructure challenges.
The gold-copper deposits at Cadia require precision blasting and extraction techniques, supported by sophisticated automated equipment that relies heavily on consistent electrical power. The underground operations feature advanced block-cave mining methods, where large sections of ore are systematically extracted using gravity-fed processes. This technique requires extensive networks of electrical infrastructure to power crushers, conveyors, and ventilation systems that must operate continuously in the challenging underground environment.
The cables at Cadia must accommodate both the mechanical stresses of deep mining operations and the electrical demands of high-powered processing equipment. The combination of trailing applications for mobile equipment and reeling applications for fixed installations makes AS/NZS 2802 Type 441 Class 2 cables particularly well-suited to this diverse operational environment.
Ernest Henry: Queensland's Precision Operation
The Ernest Henry mine in Queensland represents a model of modern underground mining efficiency, focusing on copper-gold extraction since transitioning to underground operations in 2011. With reserves projected to support operations until 2040, this mine has invested heavily in long-term infrastructure solutions, including advanced electrical systems that can support decades of continuous operation.
The geological characteristics of the Ernest Henry deposit require precise extraction techniques, supported by sophisticated equipment that demands reliable power transmission. The mine's focus on automation and remote-controlled equipment places additional demands on the electrical infrastructure, requiring cables that can support both power transmission and communication systems simultaneously.
The central pilot conductor feature of AS/NZS 2802 Type 441 Class 2 cables proves particularly valuable in this environment, enabling continuous monitoring of cable integrity and providing early warning of potential failures that could disrupt operations. This predictive maintenance capability aligns perfectly with Ernest Henry's emphasis on operational efficiency and minimal downtime.
Gwalia: Western Australia's Deep Frontier
The Gwalia gold mine in Western Australia pushes the boundaries of underground mining technology, extending to depths of approximately 1,600 metres below surface, making it one of Australia's deepest underground operations. At these extreme depths, the challenges facing electrical infrastructure intensify dramatically, with increased ground pressure, elevated temperatures, and complex ventilation requirements.
The extreme depth of Gwalia creates unique stresses on electrical cables, including increased hydrostatic pressure from groundwater and elevated temperatures due to geothermal gradients. The mine's narrow ore body requires precision extraction techniques supported by sophisticated equipment that must operate reliably despite these challenging conditions.
AS/NZS 2802 Type 441 Class 2 cables prove their worth in this extreme environment through their robust construction and ability to maintain electrical integrity under intense mechanical stress. The semiconductive cradle design becomes particularly crucial at these depths, where crushing forces from rock movement and equipment operation can easily damage conventional cables.
Applications in Underground Mining: Powering the Subterranean Workforce
The versatility of AS/NZS 2802 Type 441 Class 2 cables becomes apparent when examining their diverse applications across underground mining operations. These cables serve as the electrical lifeline for a vast array of equipment and systems that enable modern mining operations to function safely and efficiently in challenging subterranean environments.
Continuous Machinery Power Supply
Underground mining operations rely heavily on continuous machinery that must operate without interruption to maintain production schedules and ensure worker safety. Pumps represent one of the most critical applications, as they remove groundwater that constantly seeps into underground workings. The failure of these pumping systems can quickly lead to flooding that endangers workers and equipment while halting production entirely.
Belt conveyors form another essential component of underground operations, transporting thousands of tonnes of ore and waste material through complex underground networks. These systems require reliable power transmission over considerable distances, often through environments where mechanical damage from falling rock or equipment collision poses constant threats. The robust construction of AS/NZS 2802 Type 441 Class 2 cables ensures that these critical conveyor systems maintain operation even when subjected to significant mechanical stress.
Shuttle cars and other mobile transport equipment rely on trailing cable applications, where the cable must move continuously with the equipment while maintaining electrical integrity. The flexible construction and crush-resistant design of these cables enable them to withstand the constant flexing and potential compression that occurs during normal operation of mobile mining equipment.
Drilling and Extraction Equipment
Modern underground mining relies heavily on sophisticated drilling equipment for both production drilling and development work. These machines require substantial electrical power to operate their drilling mechanisms, hydraulic systems, and positioning equipment. The combination of high power requirements and mobile operation creates unique challenges for electrical infrastructure.
Reeling applications become particularly important for drilling equipment, where cables must be extended and retracted repeatedly as drilling operations progress. The central pilot conductor serves a dual purpose in these applications, providing both a reference for electrical monitoring and structural support during the reeling process. This design feature enables drilling operations to continue efficiently while maintaining the electrical integrity essential for safe operation.
Raise-boring operations, which create vertical shafts between different levels of the mine, present some of the most demanding applications for mining cables. These operations require cables that can support their own weight over significant vertical distances while maintaining electrical performance and mechanical integrity. The textile reinforcement and heavy-duty sheath construction of AS/NZS 2802 Type 441 Class 2 cables prove essential in these challenging applications.
Environmental Control Systems
Underground mining operations require sophisticated environmental control systems to maintain safe working conditions for personnel and optimal operating conditions for equipment. Ventilation systems represent the most critical component, providing fresh air to workers while removing dust, gases, and heat generated by mining operations.
These ventilation systems often operate continuously, requiring reliable electrical power over extended periods. The cables powering ventilation equipment must withstand not only mechanical stresses but also exposure to various atmospheric conditions, including high humidity, corrosive gases, and temperature variations. The water-resistant properties of the PCP sheath and the robust insulation system enable these cables to maintain performance even in challenging atmospheric conditions.
Lighting systems throughout underground workings depend on reliable electrical infrastructure to ensure worker safety and operational efficiency. The failure of lighting systems can create dangerous conditions and halt operations until repairs are completed. The reliability and durability of AS/NZS 2802 Type 441 Class 2 cables contribute significantly to maintaining consistent illumination throughout underground facilities.
Electrical Parameters and Construction: Engineering Excellence in Every Component
The technical sophistication of AS/NZS 2802 Type 441 Class 2 cables becomes evident when examining their detailed construction and electrical characteristics. Each component serves a specific purpose in ensuring reliable performance in the demanding underground mining environment, representing decades of engineering refinement and real-world testing.
Multi-Layer Construction Philosophy
The construction of these cables follows a multi-layer philosophy where each component contributes to the overall performance while providing specific protection against different environmental threats. This approach creates a synergistic effect where the combined performance exceeds what any individual component could achieve alone.
The foundation of the cable consists of three flexible stranded tinned copper conductors, each carefully engineered to provide optimal electrical performance while maintaining the flexibility essential for trailing and reeling applications. The use of tinned copper prevents oxidation that could degrade electrical performance over time, while the stranded construction provides the mechanical flexibility needed for continuous movement applications.
Each conductor receives individual EPR (Ethylene Propylene Rubber) insulation, chosen specifically for its excellent electrical properties and resistance to environmental degradation. EPR insulation maintains its properties across a wide temperature range and resists degradation from moisture, chemicals, and mechanical stress. The thickness of this insulation varies with conductor size, ensuring optimal electrical performance while maintaining mechanical flexibility.
Semiconductive Protection System
One of the most innovative aspects of AS/NZS 2802 Type 441 Class 2 cables lies in their comprehensive semiconductive protection system. This system begins with semiconductive elastomer insulation screens that surround each conductor, providing electrical stress relief while preventing corona discharge that could degrade the insulation over time.
The semiconductive cradle separator represents a unique design feature that sets these cables apart from conventional mining cables. This cradle supports and protects the power cores, distributing mechanical stress across the entire cable structure rather than concentrating it on individual conductors. This design innovation significantly improves the cable's resistance to crushing forces that commonly occur in underground mining environments.
The overall core screen consists of semiconductive PCP filling and covering that provides additional electrical shielding while contributing to the cable's mechanical integrity. This comprehensive screening system reduces electromagnetic interference that could affect sensitive mining equipment while providing protection against electrical faults that could create safety hazards.
Earth and Pilot Conductor Integration
The inclusion of three interstitial earth conductors represents a critical safety feature that enables rapid fault detection and safe equipment operation. These conductors, constructed from flexible stranded tinned copper with semiconductive PCP covering, provide low-impedance paths for fault currents while contributing to the cable's overall mechanical structure.
The central extensible pilot conductor serves multiple functions that enhance both safety and operational efficiency. This EPR-covered flexible conductor enables continuous monitoring of cable integrity, providing early warning of potential failures before they can create safety hazards or operational disruptions. The central positioning of this conductor also provides structural support during reeling operations, preventing damage to the main power conductors.
The extensible design of the pilot conductor ensures that it can accommodate the stretching forces that occur during cable deployment and operation without compromising its electrical or mechanical integrity. This feature proves particularly important in deep mining applications where cable weight and ground movement can create significant tensile stresses.
Mechanical Protection and Environmental Sealing
The textile reinforcement layer provides essential mechanical protection against abrasion and puncture damage that commonly occurs in underground mining environments. This open-weave braid construction allows flexibility while providing distributed mechanical support that prevents localised damage from progressing to cable failure.
The heavy-duty PCP sheath serves as the primary barrier against environmental contamination, providing protection against water ingress, chemical exposure, and mechanical damage. The properties of PCP (Polychloroprene) make it particularly suitable for mining applications, as it maintains flexibility across a wide temperature range while providing excellent resistance to oils, chemicals, and abrasion.
Alternative sheath materials, including CPE (Chlorinated Polyethylene) and CSP (Chlorosulfonated Polyethylene), can be specified for applications with specific environmental requirements. These alternatives provide enhanced performance in applications involving exposure to specific chemicals or extreme temperature conditions.
Standards Compliance and Quality Assurance
The comprehensive standards compliance of AS/NZS 2802 Type 441 Class 2 cables ensures their suitability for Australian mining applications while providing assurance of consistent quality and performance. Compliance with AS/NZS 2802:2000 establishes the fundamental requirements for mining cables, while AS/NZS 1125 addresses insulation requirements and AS/NZS 3808 covers earthing and electrical safety.
The additional compliance with AS/NZS 5000.1 ensures that these cables meet the latest requirements for electrical installations, providing compatibility with modern mining electrical systems. This comprehensive standards compliance enables mining operators to specify these cables with confidence, knowing they meet all relevant safety and performance requirements.
Electrical Performance Specifications
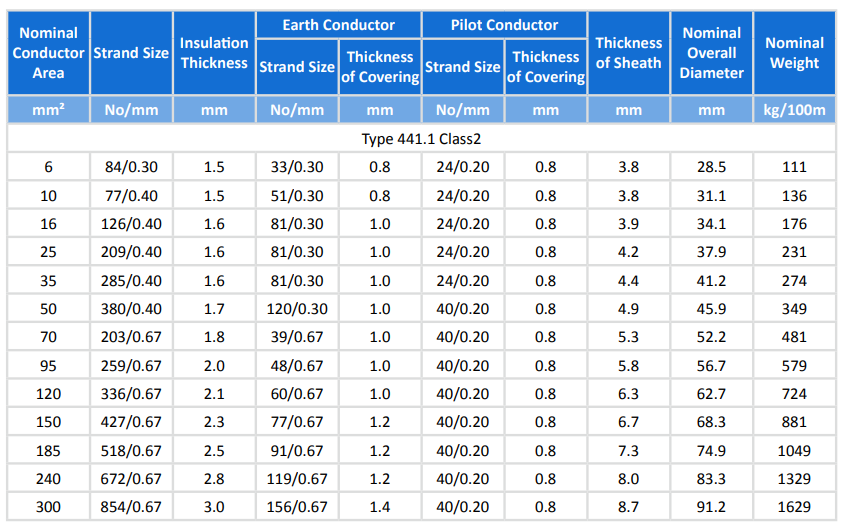
The 1.1/1.1 kV voltage rating provides optimal performance for the majority of underground mining applications, offering sufficient insulation strength for safe operation while maintaining the flexibility and mechanical properties essential for mobile applications. The test voltage of approximately 4.2 kV ensures adequate safety margins while verifying insulation integrity during manufacturing and installation.
Conductor sizes ranging from 6 mm² to 300 mm² enable optimisation for specific applications, with smaller sizes suitable for control and communication circuits while larger sizes provide the current-carrying capacity needed for high-power equipment. The relationship between conductor size and overall cable dimensions ensures that larger cables maintain reasonable handling characteristics while providing the electrical performance needed for demanding applications.
The weight progression from 111 kg/100m for 6 mm² cables to 1629 kg/100m for 300 mm² cables reflects the engineering balance between electrical performance and mechanical practicality. These weights enable proper cable support design while ensuring that installation and handling remain feasible with standard mining equipment.
Underground Mining Challenges: Solutions Through Superior Engineering
The harsh reality of underground mining environments creates a complex array of challenges that test every component of the electrical infrastructure. AS/NZS 2802 Type 441 Class 2 cables address these challenges through sophisticated engineering solutions that have evolved through decades of real-world application and continuous improvement.
Mechanical Damage Resistance
The constant threat of mechanical damage represents one of the most significant challenges facing mining cables. Rockfall from unstable ground conditions can subject cables to impact forces that would destroy conventional electrical cables, while ground movement from mining operations creates crushing forces that can compromise cable integrity over time.
The semiconductive cradle design addresses these challenges by distributing mechanical stress across the entire cable structure rather than concentrating it on individual conductors. When subjected to crushing forces, the cradle deforms to absorb energy while maintaining the integrity of the power conductors within. This innovative approach enables the cable to survive impacts and crushing forces that would cause immediate failure in conventional designs.
The textile reinforcement layer provides additional protection against puncture and abrasion damage, creating a distributed mechanical barrier that prevents localised damage from propagating through the cable structure. The open-weave construction maintains flexibility while providing mechanical support, enabling the cable to flex and move with equipment operation while resisting damage from sharp objects or abrasive surfaces.
The heavy-duty sheath construction provides the final barrier against mechanical damage, combining puncture resistance with flexibility to maintain protection even under dynamic loading conditions. The material properties of PCP ensure that the sheath maintains its protective characteristics across the wide range of temperatures and mechanical stresses encountered in underground mining operations.
Water Ingress Prevention
Groundwater represents a persistent threat to electrical systems in underground mining operations, as water ingress can cause immediate electrical faults while creating long-term degradation that compromises cable reliability. The multi-layer construction of AS/NZS 2802 Type 441 Class 2 cables provides comprehensive protection against water ingress through several complementary mechanisms.
The PCP sheath serves as the primary barrier against water ingress, providing a continuous protective layer that resists penetration even under significant hydrostatic pressure. The material properties of PCP ensure that this barrier remains effective across the temperature ranges encountered in underground operations while maintaining flexibility under dynamic loading conditions.
The semiconductive core screen provides secondary protection against water ingress, creating an additional barrier that prevents moisture from reaching the conductor insulation even if the outer sheath becomes compromised. This redundant protection ensures that minor damage to the outer sheath does not immediately compromise cable performance.
The central pilot conductor enables early detection of water ingress through continuous insulation monitoring, providing advance warning of potential problems before they can cause equipment failure or safety hazards. This predictive capability enables proactive maintenance that prevents minor issues from developing into major failures.
Reeling Fatigue Resistance
The continuous flexing associated with reeling applications creates unique stresses that can cause fatigue failure in cables not specifically designed for these demands. The repeated bending and straightening cycles that occur during normal reeling operation generate stresses that can cause conductor breakage, insulation cracking, and sheath failure over time.
The flexible stranded conductor construction addresses these challenges by distributing flexing stresses across multiple individual strands rather than concentrating them in solid conductors. The tinned copper construction prevents oxidation that could create stress concentration points, while the specific strand configurations optimise flexibility while maintaining electrical performance.
The central pilot conductor design provides structural support during reeling operations, preventing excessive stress on the main power conductors while enabling continuous monitoring of cable integrity. The extensible design ensures that the pilot conductor can accommodate the stretching forces that occur during deployment without compromising its electrical or mechanical integrity.
The EPR insulation system maintains its properties through millions of flex cycles, preventing the cracking and degradation that can occur with less suitable insulation materials. The semiconductive screens maintain their protective function even under dynamic loading conditions, ensuring continued electrical performance throughout the cable's operational life.
Electromagnetic Interference Mitigation
Modern mining operations increasingly rely on sophisticated electronic equipment that can be sensitive to electromagnetic interference from power cables and other electrical sources. The comprehensive screening system in AS/NZS 2802 Type 441 Class 2 cables provides effective protection against both electromagnetic emissions and susceptibility to external interference.
The insulation screen surrounding each conductor provides the first level of electromagnetic protection, preventing electrical fields generated by current flow from affecting nearby equipment or cables. This screening becomes particularly important in applications where power and control cables must operate in close proximity.
The overall core screen provides additional electromagnetic protection while creating a controlled electrical environment within the cable structure. This screening system reduces both emissions from the cable and susceptibility to external electromagnetic fields that could affect cable performance or connected equipment.
The pilot conductor enables continuous monitoring of electromagnetic performance, providing early detection of screening system degradation that could compromise electromagnetic compatibility. This monitoring capability ensures that electromagnetic performance remains consistent throughout the cable's operational life.
Temperature Management
Underground mining environments present significant temperature challenges, ranging from elevated temperatures due to geothermal gradients in deep mines to temperature variations caused by seasonal changes and equipment operation. These temperature variations can affect both electrical performance and mechanical properties of cable components.
The EPR insulation system provides excellent performance across the temperature ranges encountered in mining operations, maintaining its electrical properties up to approximately 90°C while retaining flexibility at lower temperatures. This temperature stability ensures consistent electrical performance regardless of environmental conditions.
The PCP sheath construction provides thermal durability that maintains protective properties across wide temperature ranges while contributing to overall thermal management through its material properties. The thermal characteristics of PCP enable efficient heat dissipation that prevents excessive temperature rise during high-current operation.
The overall cable construction facilitates thermal management through the spacing provided by the semiconductive cradle, enabling air circulation around individual conductors that improves heat dissipation. This design feature becomes particularly important in high-current applications where thermal management directly affects current-carrying capacity.
Regulatory Compliance Considerations
The regulatory environment surrounding mining operations creates additional challenges that must be addressed through proper cable selection and application. Different types of mining operations face different regulatory requirements, with coal mining presenting particular challenges due to the risk of gas ignition and explosion.
AS/NZS 2802 Type 441 Class 2 cables are certified for non-coal mining applications, providing assurance of compliance with relevant safety standards while enabling safe operation in metalliferous and non-metalliferous mining environments. This certification ensures that the cables meet all electrical safety requirements while providing the performance characteristics needed for mining applications.
Coal mining applications may require additional safety features to address the risk of gas ignition, potentially necessitating flame-retardant materials or intrinsically safe designs. Understanding these regulatory requirements enables proper cable selection that ensures both safety and regulatory compliance.
The comprehensive standards compliance of these cables provides documentation that supports regulatory compliance while ensuring compatibility with mining electrical systems designed to meet Australian standards. This compatibility reduces installation complexity while ensuring reliable operation in properly designed mining electrical systems.
Frequently Asked Questions: Addressing Real-World Mining Concerns
How does the cable resist rockfall or crushing forces?
The innovative semiconductive cradle design represents the primary defence against crushing forces commonly encountered in underground mining operations. When subjected to crushing loads, this cradle system distributes the mechanical stress across the entire cable structure rather than concentrating it on individual conductors. The semiconductive material deforms under load to absorb impact energy while maintaining the integrity of the electrical conductors within.
The textile reinforcement layer provides additional mechanical protection through its open-weave braid construction, which creates a distributed mechanical barrier that prevents localised damage from propagating through the cable structure. This reinforcement works in conjunction with the heavy-duty PCP sheath to create multiple layers of mechanical protection that can absorb significant impact forces without compromising electrical performance.
The flexible stranded conductor construction contributes to crush resistance by enabling the conductors to deform and recover from mechanical stress without suffering permanent damage. This flexibility, combined with the protective layers surrounding the conductors, enables the cable to survive crushing forces that would cause immediate failure in conventional cable designs.
Is the cable waterproof and how does it handle water ingress?
AS/NZS 2802 Type 441 Class 2 cables provide excellent water resistance through their multi-layer construction, though like all electrical cables, they are not completely waterproof under all conditions. The heavy-duty PCP sheath serves as the primary barrier against water ingress, providing protection against moisture penetration under normal operating conditions including exposure to groundwater and high humidity environments.
The effectiveness of water protection depends significantly on proper installation practices, particularly the sealing of cable glands and terminations where the cable connects to equipment. Proper sealing at these connection points is essential to maintain the water resistance provided by the cable construction.
The central pilot conductor serves a crucial role in water ingress detection by enabling continuous monitoring of insulation resistance. This monitoring capability provides early warning of moisture penetration before it can cause equipment failure or safety hazards, enabling proactive maintenance that prevents minor moisture issues from developing into major problems.
In applications where water immersion is possible, additional protection measures such as flooding compounds or specialised sealing systems may be necessary to ensure reliable operation. The cable design accommodates these additional protection measures while maintaining its electrical and mechanical performance characteristics.
Can the cable handle continuous flexing in reeling applications?
The design of AS/NZS 2802 Type 441 Class 2 cables specifically addresses the demands of continuous flexing through several key engineering features. The flexible stranded conductor construction distributes flexing stresses across multiple individual strands, preventing the fatigue failures that can occur with solid conductors subjected to repeated bending cycles.
The central pilot conductor provides structural support during reeling operations while enabling continuous monitoring of cable integrity throughout flex cycles. The extensible design of this conductor ensures that it can accommodate the stretching forces that occur during deployment without compromising its electrical or mechanical integrity.
The EPR insulation system maintains its properties through millions of flex cycles, providing consistent electrical performance even under demanding reeling applications. The semiconductive screens continue to provide electrical protection throughout the cable's operational life, ensuring that electromagnetic performance remains stable despite continuous mechanical stress.
The overall cable construction, including the semiconductive cradle and textile reinforcement, works together to provide the mechanical support needed for reliable reeling operation while maintaining the electrical characteristics essential for mining equipment operation.
What protection does the cable provide against electromagnetic interference?
The comprehensive screening system in AS/NZS 2802 Type 441 Class 2 cables provides effective protection against both electromagnetic emissions and susceptibility to external interference. The insulation screen surrounding each conductor prevents electrical fields generated by current flow from affecting nearby sensitive equipment or communication cables.
The overall core screen creates a controlled electrical environment within the cable structure, reducing both emissions from the cable and susceptibility to external electromagnetic fields. This screening system becomes particularly important in modern mining operations where sophisticated electronic equipment operates in close proximity to high-power electrical systems.
The pilot conductor enables continuous monitoring of electromagnetic performance, providing detection of screening system degradation that could compromise electromagnetic compatibility. This monitoring capability ensures that electromagnetic performance remains consistent throughout the cable's operational life.
The grounding of the screening system through proper installation practices ensures effective electromagnetic protection while maintaining electrical safety. Proper grounding techniques are essential to realise the full electromagnetic compatibility benefits provided by the cable design.
How does the cable perform in extreme temperature conditions?
The EPR insulation system provides excellent performance across the wide temperature ranges encountered in underground mining operations, maintaining electrical properties up to approximately 90°C while retaining flexibility at lower temperatures. This temperature stability ensures consistent electrical performance regardless of environmental conditions.
The PCP sheath construction provides thermal durability that maintains protective properties across wide temperature ranges while contributing to overall thermal management. The thermal characteristics of PCP enable efficient heat dissipation that prevents excessive temperature rise during high-current operation.
The overall cable construction facilitates thermal management through the spacing provided by the semiconductive cradle, enabling air circulation around individual conductors that improves heat dissipation. This design feature becomes particularly important in high-current applications where thermal management directly affects current-carrying capacity.
Temperature monitoring through the pilot conductor enables detection of thermal stress before it can compromise cable performance, providing early warning of conditions that could lead to premature failure. This monitoring capability supports predictive maintenance programs that optimise cable life while maintaining operational reliability.
Is the cable legal for coal mining applications?
AS/NZS 2802 Type 441 Class 2 cables are certified for non-coal mining applications, providing compliance with safety standards for metalliferous and non-metalliferous mining environments. This certification ensures safe operation in underground gold, copper, iron ore, and similar mining operations throughout Australia.
Coal mining applications present additional safety considerations due to the risk of gas ignition and explosion, potentially requiring cables with enhanced flame-retardant properties or intrinsically safe designs. The specific requirements for coal mining applications depend on the gas classification of the particular mine and applicable regulatory requirements.
Mining operators considering these cables for coal mining applications should consult with both cable manufacturers and regulatory authorities to ensure compliance with applicable safety standards. Alternative cable designs specifically certified for coal mining applications may be necessary to meet enhanced safety requirements.
The comprehensive standards compliance of these cables provides a foundation for regulatory compliance while ensuring compatibility with properly designed mining electrical systems. This compatibility reduces installation complexity while ensuring reliable operation in compliant electrical installations.
What are the practical limits on installation length?
Practical installation lengths for AS/NZS 2802 Type 441 Class 2 cables typically range up to 600 metres per reel, though this limit depends on several factors including conductor size, installation method, and handling equipment capabilities. Larger conductor sizes result in heavier cables that may require shorter reel lengths to maintain practical handling characteristics.
The weight considerations become particularly important in underground installations where cable handling equipment may have limited capacity. The cable weights ranging from 111 kg/100m for small conductors to 1629 kg/100m for large conductors must be considered when planning installation lengths and selecting handling equipment.
Electrical considerations also influence practical installation lengths, as voltage drop calculations must ensure adequate voltage at connected equipment while maintaining compliance with electrical standards. Longer runs may require larger conductor sizes to compensate for voltage drop, which affects both cable cost and handling requirements.
The pilot conductor enables monitoring of cable integrity across long installation lengths, providing assurance that electrical performance remains consistent even in extended installations. This monitoring capability supports the use of longer cable runs while maintaining operational reliability.
How often should the cable be tested and what maintenance is required?
The central pilot conductor enables continuous integrity monitoring throughout normal operation, providing ongoing assurance of cable condition without requiring operational interruptions. This continuous monitoring capability represents a significant advantage over conventional cables that require periodic testing to verify integrity.
Comprehensive insulation testing is typically recommended on a monthly basis to verify the continued integrity of the insulation system and detect any degradation before it can compromise safety or reliability. These tests should include insulation resistance measurements and high-voltage testing where appropriate.
Visual inspection of cable runs should be conducted regularly to identify potential mechanical damage, environmental exposure, or installation issues that could affect cable performance. This inspection should focus particularly on areas where the cable may be subject to mechanical stress or environmental exposure.
The pilot conductor monitoring data should be recorded and analysed to identify trends that may indicate developing problems before they cause equipment failure. This predictive maintenance approach enables proactive intervention that prevents minor issues from developing into major failures.
Conclusion: Engineering Excellence Enabling Mining Success
AS/NZS 2802 Type 441 Class 2 cables represent the culmination of decades of engineering advancement in underground mining electrical infrastructure. Their sophisticated multi-layer construction, comprehensive protection systems, and innovative design features address the unique challenges faced by Australia's diverse underground mining operations while providing the reliability and performance essential for safe, efficient mineral extraction.
From the massive copper-uranium operations at Olympic Dam to the deep gold extraction at Gwalia, these cables serve as the invisible backbone that enables modern mining operations to function in some of the world's most challenging environments. Their ability to withstand crushing forces, resist water ingress, and maintain electrical integrity through millions of flex cycles ensures that critical mining equipment continues operating when production schedules and worker safety depend on reliable electrical power.
The comprehensive standards compliance and quality assurance processes associated with these cables provide mining operators with confidence in their long-term performance while supporting regulatory compliance requirements. The combination of electrical performance, mechanical durability, and monitoring capabilities creates a solution that addresses both current operational needs and future expansion requirements.
The selection of appropriate conductor sizes and proper installation practices ensures that these cables deliver their full potential in terms of safety, reliability, and operational efficiency. Understanding the electrical parameters, construction details, and application considerations enables mining professionals to specify and install these cables in ways that optimise their performance while minimising lifecycle costs.
As Australia's underground mining industry continues to evolve with deeper operations, more sophisticated equipment, and enhanced safety requirements, AS/NZS 2802 Type 441 Class 2 cables provide a proven foundation for electrical infrastructure that can adapt to changing demands while maintaining the reliability that underpins successful mining operations. Their proven performance across diverse mining environments demonstrates their value as an essential component of modern underground mining operations, ensuring that Australia's mineral wealth can be extracted safely and efficiently for generations to come.
The investment in quality electrical infrastructure through the selection of properly specified mining cables pays dividends through reduced maintenance costs, improved operational reliability, and enhanced safety performance. These benefits compound over the operational life of mining facilities, making the initial investment in superior cable technology a sound economic decision that supports both short-term operational goals and long-term strategic objectives.
Understanding and properly applying AS/NZS 2802 Type 441 Class 2 cables enables mining operations to achieve their full potential while maintaining the safety standards that protect workers and equipment in challenging underground environments. This combination of performance, reliability, and safety represents the foundation upon which Australia's underground mining success is built.
