
AS/NZS 2802 Type 450 Mining Cables: The Backbone of Australian Underground Mining Operations
Comprehensive guide to AS/NZS 2802 Type 450 mining cables (3.3-33kV) used in Australian underground mines. Covers applications, electrical parameters, major mining regions, and technical specifications for dragline and reeling operations.
6/30/202523 min read
AS/NZS 2802 Type 450 Mining Cables: The Backbone of Australian Underground Mining Operations
Introduction
Australia's underground mining industry relies heavily on sophisticated electrical infrastructure to power the massive machinery that extracts valuable resources from depths exceeding two kilometres below the surface. At the heart of this electrical network lies a critical component that many take for granted: the AS/NZS 2802 Type 450 cable system, designed specifically for the demanding conditions found in Australian underground mining operations.
These specialised cables, rated for voltages ranging from 3.3 to 33 kilovolts, represent a pinnacle of engineering designed to withstand the harsh realities of underground mining environments. Unlike standard industrial cables, Type 450 cables must endure constant mechanical stress from reeling and trailing operations, exposure to moisture and chemical contaminants, extreme temperature variations, and the physical demands of powering some of the world's most powerful mobile mining equipment.
The AS/NZS 2802 standard, developed specifically for Australian and New Zealand conditions, ensures these cables meet the rigorous demands of our unique mining landscape. This standard works in conjunction with AS/NZS 1125, AS/NZS 3808, and AS/NZS 5000.1 to create a comprehensive framework that governs everything from construction materials to testing procedures. Understanding these cables is crucial for mining engineers, electrical technicians, and procurement specialists who must ensure reliable power delivery in operations where downtime can cost millions of dollars per day.
The significance of these cables extends far beyond their technical specifications. In an industry where safety is paramount and operational continuity determines profitability, the choice of electrical infrastructure can make the difference between a successful mining operation and a costly failure. Type 450 cables bridge the gap between the demanding requirements of heavy mobile equipment and the need for flexible, durable power transmission in confined underground spaces.
Major Underground Mining Regions in Australia
Australia's underground mining landscape encompasses some of the world's most challenging and productive mining operations, each presenting unique electrical infrastructure requirements that Type 450 cables are specifically designed to address.
Cadia-Ridgeway in New South Wales stands as one of Australia's most significant underground mining operations, representing a fascinating case study in the transition from open-pit to underground mining. Originally developed as an open-pit operation, the mine now extends deep underground beneath the original pit, creating a complex three-dimensional mining environment. Operated by Newcrest Mining (now part of Newmont Corporation), this gold-copper operation requires extensive electrical infrastructure to power the massive block cave mining operation. The unique challenge here lies in the need for cables that can handle the transition zones between different mining methods, requiring exceptional flexibility and durability in Type 450 installations.
The electrical demands at Cadia-Ridgeway are particularly intensive due to the scale of the operation and the need to power large-scale material handling systems, ventilation equipment, and mobile machinery simultaneously. Type 450 cables in this environment must handle not only the standard challenges of underground mining but also the additional complexity of varying depths and the integration of surface and underground electrical systems.
Olympic Dam in South Australia presents perhaps the most challenging environment for mining cables in Australia. As one of the world's largest underground poly-metallic deposits, containing copper, uranium, gold, and silver, Olympic Dam operates at extraordinary depths with plans to extend even deeper. The operation, owned by BHP, represents a unique challenge for electrical infrastructure due to the combination of extreme depth, high ambient temperatures, and the presence of radioactive materials that can affect cable performance over time.
The technical challenges at Olympic Dam are compounded by the mine's continuous operation and the critical nature of maintaining power to ventilation systems in such a deep environment. Type 450 cables must maintain their electrical integrity while withstanding elevated temperatures and the gradual effects of radiation exposure. The scale of the operation, with its massive underground crushers and conveyor systems, demands cables capable of carrying substantial loads while maintaining the flexibility needed for the constant repositioning of mobile equipment.
Ernest Henry in Queensland represents another significant application for Type 450 cables, particularly interesting due to its transition from open-pit to underground operations beginning in 2011. This copper and gold operation, owned by Glencore, demonstrates the evolving nature of Australian mining and the need for electrical infrastructure that can adapt to changing operational requirements. The transition from surface to underground mining creates unique challenges for cable installation and maintenance, as existing surface infrastructure must be integrated with new underground electrical systems.
The Queensland environment presents its own challenges, with higher ambient temperatures and humidity levels that can affect cable performance. Type 450 cables at Ernest Henry must handle the additional stress of frequent temperature cycling and the corrosive effects of higher moisture content in the air. The operation's focus on efficiency and automation also means that these cables must support increasingly sophisticated electrical systems that demand higher reliability and performance standards.
Gwalia in Western Australia holds the distinction of being one of the world's deepest trucking mines, currently operating at depths approaching 1,600 metres with plans to extend to 2,300 metres by 2031. Owned by St Barbara Limited, this gold mine presents extreme challenges for electrical infrastructure due to the extraordinary depths involved and the logistical complexity of maintaining power systems so far underground.
The depth at Gwalia creates unique challenges for Type 450 cables, including the need to handle significant changes in ambient pressure and temperature as equipment moves between different levels of the mine. The cables must also support the massive electrical loads required for the mine's truck fleet and the sophisticated ventilation systems necessary to maintain safe working conditions at such depths. The planned expansion to even greater depths will push Type 450 cable technology to its limits, requiring careful consideration of thermal expansion, electrical losses over extended distances, and the mechanical stresses associated with vertical cable runs of unprecedented length.
Beyond these major operations, Australia's underground mining sector includes numerous other significant operations that rely on Type 450 cables. The Bowen Basin in Queensland, with operations like Moranbah North and the Mammoth underground mine, represents the coal mining sector's requirements for specialised electrical infrastructure. However, it's important to note that Type 450 cables are specifically designed for hard rock mining applications and are not certified for use in underground coal mining operations due to different safety requirements and explosive atmosphere considerations.
The Ulan West operation in New South Wales and various other underground mines across the continent each present their own unique challenges and requirements for electrical infrastructure. The diversity of geological conditions, depths, and operational requirements across these sites demonstrates the versatility required in Type 450 cable design and the importance of understanding local conditions when specifying electrical infrastructure.
Application Scenarios and Operational Requirements
Understanding the specific application scenarios for Type 450 cables requires a deep appreciation of the operational realities of modern underground mining. These cables are not simply conduits for electrical power; they are critical components in complex systems that must function reliably under conditions that would destroy conventional electrical infrastructure.
The primary application for Type 450 cables lies in powering the massive mobile equipment that forms the backbone of underground mining operations. Draglines, despite being more commonly associated with surface mining, find application in certain underground scenarios, particularly in large-scale operations where the scale of excavation approaches that of surface mining. These machines require enormous amounts of electrical power, often in the range of several megawatts, delivered through cables that must remain flexible enough to accommodate the machine's movement while maintaining electrical integrity under mechanical stress.
Underground excavators and shovels represent perhaps the most demanding application for Type 450 cables. These machines operate in confined spaces where traditional rigid electrical infrastructure would be impractical, requiring cables that can be repeatedly coiled and uncoiled as the equipment moves through the mine. The electrical loads involved are substantial, often requiring conductor cross-sections in the range of 70 to 240 square millimetres to handle the current demands while minimising voltage drop over the cable length.
The reeling and trailing nature of these applications creates unique mechanical stresses that conventional cables cannot withstand. As equipment moves, the cables must be able to wind onto reels without suffering damage to their internal structure, while also being robust enough to be dragged across rough underground surfaces without compromising their electrical or mechanical integrity. This requires careful consideration of the cable's construction, particularly the design of the outer sheath and the internal conductor arrangement.
Conveyor drive systems represent another critical application area for Type 450 cables. Underground conveyor systems often extend for kilometres, requiring reliable power distribution across vast distances in challenging environments. These systems typically operate continuously, placing additional stress on the electrical infrastructure and requiring cables with exceptional longevity and reliability. The cables must handle not only the electrical loads of the conveyor motors but also the additional demands of control systems, lighting, and safety equipment associated with conveyor operations.
Winch systems used for material handling and personnel transport create particularly demanding conditions for Type 450 cables. These applications often involve rapid changes in electrical load as winches start and stop, creating electrical transients that can stress cable insulation systems. The mechanical arrangement of winch systems also means that cables may be subject to sharp bends and twists that would damage lesser cables, requiring the superior flexibility and durability that Type 450 cables provide.
The application of Type 450 cables extends beyond purely mining equipment to include critical infrastructure systems that are essential for safe mining operations. Ventilation systems, which are literally life-critical in underground mining, rely on these cables to power the massive fans and air handling equipment that maintain breathable atmosphere and safe working conditions underground. The reliability requirements for these applications are absolute, as failure of ventilation systems can require immediate mine evacuation and create dangerous conditions for workers.
Water management systems, including pumps for dewatering and dust suppression, represent another crucial application area. Underground mines are inherently wet environments, and the electrical systems that control water must themselves be immune to water damage while maintaining reliable operation. Type 450 cables, with their specialised insulation and sheath systems, provide the water resistance necessary for these applications while maintaining the flexibility required for installation in confined spaces.
The unique requirements of Australian underground mining operations create additional considerations for Type 450 cable applications. The extreme depths of many Australian mines mean that cables must handle significant hydrostatic pressures and temperature variations. The geological conditions, often involving hard rock that creates particularly abrasive environments, require cables with exceptional mechanical durability.
Emergency power systems represent a critical but often overlooked application area for Type 450 cables. In the event of primary power system failure, emergency power must be rapidly deployed to maintain critical systems such as ventilation, lighting, and communication. The cables used in these systems must be able to handle the rapid deployment and connection procedures required in emergency situations while maintaining their electrical integrity under stress.
Cable Construction and Electrical Parameters
The construction of AS/NZS 2802 Type 450 cables represents a sophisticated engineering solution to the multiple challenges presented by underground mining applications. Every component of these cables has been carefully designed and tested to ensure optimal performance under the extreme conditions encountered in Australian mining operations.
Conductor System Design
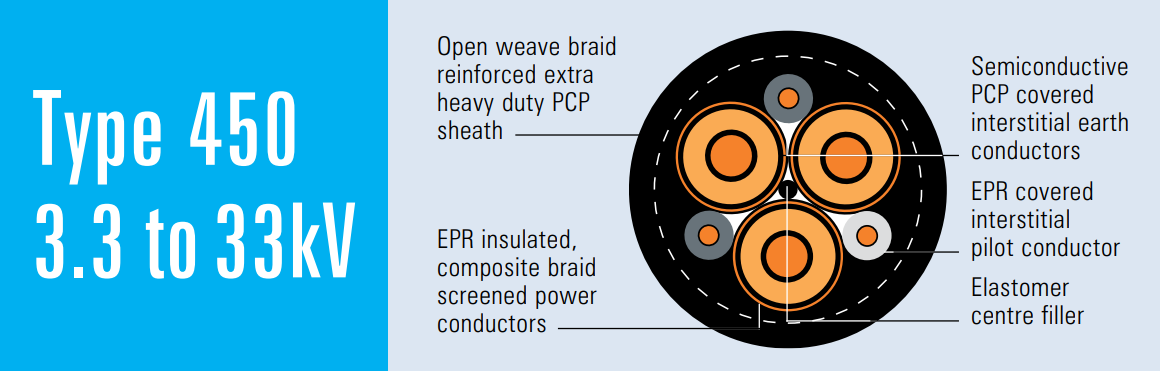
The heart of any electrical cable lies in its conductor system, and Type 450 cables employ a three-conductor configuration using flexible stranded tinned annealed copper conductors. The choice of copper as the conductor material reflects the need for excellent electrical conductivity combined with the mechanical properties necessary for repeated flexing operations. The tinning process provides additional protection against corrosion, particularly important in the humid and chemically aggressive environments found in many underground mines.
The stranding pattern used in Type 450 conductors is specifically designed to maximise flexibility while maintaining electrical performance. Rather than using solid conductors, which would be prone to fatigue failure under repeated bending, the cables employ multiple fine strands arranged in patterns that allow the conductor to bend without creating stress concentrations that could lead to strand breakage. The specific stranding patterns vary with conductor size, with larger conductors requiring more sophisticated stranding arrangements to maintain flexibility.
The conductor cross-sectional areas available in Type 450 cables range from 16 square millimetres for lighter applications up to 300 square millimetres for the most demanding high-power applications. This range allows engineers to select the appropriate conductor size based on the specific electrical load requirements and the acceptable voltage drop for their application. The relationship between conductor size and current-carrying capacity is not linear due to the effects of skin effect and proximity effect at higher frequencies, requiring careful engineering analysis for optimal selection.
Insulation System Engineering
The insulation system in Type 450 cables employs Ethylene Propylene Rubber (EPR), a material chosen specifically for its exceptional performance under the challenging conditions of mining applications. EPR provides excellent electrical insulation properties while maintaining flexibility at low temperatures and stability at elevated temperatures. The material's resistance to ozone, chemicals, and moisture makes it particularly suitable for underground mining environments where these factors are constantly present.
The insulation thickness varies with voltage rating, following carefully calculated parameters that ensure adequate electrical strength while minimising overall cable diameter. For Type 450.3 cables (3.3kV rating), the insulation thickness is 2.2 millimetres, increasing to 10.5 millimetres for Type 450.33 cables (33kV rating). These thicknesses represent a carefully optimised balance between electrical performance, mechanical flexibility, and overall cable size.
The EPR insulation is applied using specialised extrusion processes that ensure uniform thickness and eliminate voids or inclusions that could compromise electrical performance. The cross-linking process used in EPR production creates a three-dimensional molecular structure that provides superior mechanical properties and temperature resistance compared to thermoplastic alternatives.
Screening and Shielding Systems
Type 450 cables incorporate sophisticated screening systems designed to ensure reliable operation in the electrically noisy environment of mining operations. For cables rated at 3.3kV and above, semiconductive conductor screens are applied directly over each conductor to ensure uniform electric field distribution and prevent electrical stress concentrations that could lead to premature failure.
The composite screen system represents one of the most innovative aspects of Type 450 cable construction. This system combines tinned annealed copper braiding interwoven with polyester yarn, covered with semiconductive tape. This multi-layer approach provides both electrical screening and mechanical protection, while the polyester yarn component adds tensile strength and improves the screen's resistance to mechanical damage during installation and operation.
The copper braiding provides an excellent path for fault currents and ensures effective grounding of the cable system. The braiding pattern is specifically designed to maintain conductivity even when the cable is bent or twisted during normal operations. The semiconductive tape overlay ensures that the electric field stress is evenly distributed across the cable surface, preventing the formation of electrical stress concentrations that could initiate electrical treeing and eventual insulation failure.
Auxiliary Conductor Systems
Type 450 cables incorporate two interstitial earth conductors and one interstitial pilot conductor, each serving critical functions in mining operations. The earth conductors, constructed from CSP (Chlorosulfonated Polyethylene) covered flexible stranded tinned copper, provide redundant grounding paths essential for safety in mining applications. The redundancy is crucial because ground fault protection is a critical safety requirement in underground mining, where earth faults can create dangerous conditions for personnel and equipment.
The pilot conductor, featuring EPR covering over flexible stranded tinned copper, serves multiple functions depending on the specific application. In some installations, the pilot conductor provides additional grounding capability, while in others it may be used for control signalling or equipment monitoring. The EPR covering provides the same high level of insulation performance as the main conductors, ensuring that the pilot conductor can be used for sensitive signalling applications without interference from the high-power main conductors.
Sheath and Protection Systems
The outer sheath of Type 450 cables employs extra-heavy duty PCP (Polychloroprene) construction, though CPE (Chlorinated Polyethylene) or CSP alternatives can be provided for specific applications. The choice of sheath material is critical for cable performance, as it must provide protection against mechanical damage, moisture ingress, chemical attack, and flame propagation while maintaining flexibility for reeling operations.
The extra-heavy duty designation indicates that these cables use thicker sheath walls than standard industrial cables, reflecting the more demanding mechanical environment of mining applications. The sheath thickness varies with cable size, ranging from 4.5 millimetres for smaller cables up to 8.4 millimetres for the largest sizes. This substantial thickness provides excellent protection against the abrasion and impact damage that mining cables routinely encounter.
The PCP material used in standard Type 450 sheaths provides excellent resistance to oils, chemicals, and moisture while maintaining good flexibility across a wide temperature range. The material's flame-retardant properties help prevent fire propagation along the cable length, an important safety consideration in underground mining where fire prevention is critical.
Electrical Performance Characteristics
The electrical performance of Type 450 cables is defined by several key parameters that determine their suitability for specific applications. The voltage ratings available include 3.3/3.3kV, 6.6/6.6kV, 11/11kV, 22/22kV, and 33/33kV, with corresponding test voltages of 12kV, 22kV, 30kV, 45kV, and 66kV respectively. These test voltages, which are significantly higher than the operating voltages, ensure that the cables can withstand the electrical transients and overvoltages that commonly occur in mining electrical systems.
The current-carrying capacity of Type 450 cables varies with conductor size, installation conditions, and ambient temperature. For typical underground mining installations, a 95 square millimetre conductor might carry approximately 200-250 amperes continuously, while a 240 square millimetre conductor could handle 350-400 amperes. These ratings assume specific installation conditions and ambient temperatures, and must be adjusted for actual site conditions.
The temperature rating of Type 450 cables allows for continuous operation at conductor temperatures up to 90°C, with short-term emergency ratings permitting higher temperatures for limited periods. The cables can operate in ambient temperatures ranging from -25°C to +90°C, covering the range of conditions encountered in Australian mining operations from the coldest underground workings to the hottest surface installations.
Installation and Maintenance Best Practices
The successful deployment of AS/NZS 2802 Type 450 cables in Australian underground mining operations requires adherence to specialised installation procedures and maintenance practices that account for the unique challenges of the mining environment. These practices have evolved through decades of experience in some of the world's most demanding mining conditions and represent critical knowledge for ensuring reliable cable performance.
Handling and Storage Protocols
Proper handling begins long before the cable reaches the installation site. Type 450 cables are typically supplied on reels designed to accommodate their substantial weight and maintain proper bending radius throughout the transportation and storage process. The minimum bending radius for these cables is typically 15 to 20 times the cable diameter, meaning that a 90-millimetre diameter cable requires a minimum bending radius of approximately 1.8 metres. This requirement must be maintained not only during installation but also during storage and transportation to prevent damage to the internal cable structure.
Storage protocols for Type 450 cables are particularly critical in Australian mining environments where extreme temperatures and UV exposure can affect cable performance even before installation. Cables must be stored off the ground on proper stands or reels, protected from direct sunlight, and maintained within temperature ranges that prevent thermal damage to the insulation system. In tropical Queensland mining operations, this may require covered storage areas or even climate-controlled facilities for long-term storage.
The handling of large Type 450 cables requires specialised equipment due to their substantial weight. A 300 square millimetre Type 450.33 cable weighs approximately 2.7 tonnes per 100 metres, requiring proper lifting equipment and trained personnel for safe handling. Improper handling techniques can damage the cable structure, particularly the delicate screening systems and conductor arrangements that are critical for reliable operation.
Installation Methodology
Cable installation in underground mining environments presents unique challenges that require specialised techniques and equipment. The confined spaces typical of underground operations often require cables to be installed in sections, with joints made using specialised connectors designed to maintain the electrical and mechanical integrity of the cable system. These joints must be capable of withstanding the same mechanical stresses as the cable itself, as they will be subjected to the same reeling and trailing operations.
The installation of reeling cables requires particular attention to the drum and reeling mechanism design. The drum must be sized to accommodate the cable's minimum bending radius while providing sufficient capacity for the required cable length. Free-wheel drum designs are often preferred as they reduce the mechanical stress on the cable during reeling operations by eliminating the need to overcome brake resistance during cable deployment.
Proper cable routing is critical for long-term reliability. Cables must be routed to avoid sharp edges, high-temperature areas, and locations where they might be damaged by mining equipment or falling debris. In many installations, cable protection systems such as cable trays, conduits, or specially designed cable bridges are used to protect the cables while maintaining accessibility for maintenance and inspection.
The electrical connection of Type 450 cables requires specialised connectors and termination techniques. These connections must be capable of handling the full electrical load of the cable while maintaining environmental protection and mechanical durability. In mining applications, connectors are often subjected to vibration, moisture, and contamination that would quickly destroy standard electrical connections.
Inspection and Testing Procedures
Regular inspection of Type 450 cables is essential for maintaining reliable operation and preventing costly failures. Visual inspection procedures should focus on identifying signs of mechanical damage, such as cuts, abrasions, or deformation of the cable sheath. Particular attention should be paid to areas where the cable bends or where it might contact other equipment or structures.
The flexible nature of mining cables makes them susceptible to internal damage that may not be visible from external inspection. Electrical testing procedures, including insulation resistance testing and high-voltage testing, are essential for identifying developing problems before they result in cable failure. These tests should be performed regularly, with the frequency determined by the severity of the operating environment and the criticality of the application.
Insulation resistance testing should be performed using instruments capable of applying test voltages appropriate for the cable's voltage rating. For Type 450 cables, test voltages of 1000V DC for cables rated up to 1kV, and 2500V DC for higher voltage cables are typically used. The insulation resistance values obtained should be compared with baseline measurements taken when the cable was new to identify trends that might indicate developing problems.
High-voltage testing, while more complex and potentially dangerous, provides valuable information about the condition of the cable's insulation system. These tests should only be performed by qualified personnel using appropriate safety procedures and equipment designed for high-voltage testing in mining environments.
Preventive Maintenance Strategies
Preventive maintenance for Type 450 cables goes beyond simple inspection and testing to include proactive measures designed to extend cable life and prevent failures. This includes regular cleaning of cable surfaces to remove contaminants that could accelerate degradation, particularly in areas where oil, chemicals, or abrasive dust might accumulate.
The mechanical components of reeling systems require regular maintenance to ensure smooth operation and prevent excessive mechanical stress on the cables. This includes lubrication of reeling mechanisms, inspection and replacement of worn components, and verification that reeling systems are operating within their design parameters.
Environmental monitoring around cable installations can provide early warning of conditions that might affect cable performance. This includes monitoring ambient temperatures, humidity levels, and the presence of chemical contaminants that could accelerate cable degradation. In some critical applications, continuous monitoring systems are installed to provide real-time information about cable condition and operating environment.
Failure Analysis and Troubleshooting
When Type 450 cable failures do occur, proper failure analysis is essential for preventing repeat failures and optimising maintenance strategies. Failure analysis should include examination of the failed cable section, analysis of operating conditions at the time of failure, and review of maintenance records to identify contributing factors.
Common failure modes in mining cable applications include mechanical damage from improper handling or installation, electrical failures due to moisture ingress or electrical stress, and thermal failures from overloading or poor ventilation. Each failure mode requires specific corrective actions and may indicate the need for changes in installation, operation, or maintenance procedures.
The development of failure trending analysis can help identify patterns that might indicate systemic problems with cable selection, installation practices, or operating procedures. This information is valuable for optimising cable specifications for specific applications and improving overall system reliability.




Frequently Asked Questions and Technical Solutions
The complexity of AS/NZS 2802 Type 450 cable applications in Australian underground mining generates numerous technical questions that require detailed understanding of both the cable technology and the mining environment. These frequently asked questions represent the accumulated experience of mining engineers, electrical technicians, and cable specialists working in some of the world's most challenging mining conditions.
Can Type 450 cables be used in underground coal mining operations?
This question highlights one of the most critical safety distinctions in mining cable applications. Type 450 cables are specifically certified for hard rock mining applications and are not approved for use in underground coal mining operations. This restriction exists because underground coal mines present unique explosion hazards due to the presence of methane gas and coal dust, requiring specialised cable designs that meet different safety standards.
Underground coal mining requires cables that are certified for use in explosive atmospheres, typically designated as intrinsically safe or explosion-proof designs. These cables must meet additional requirements for flame propagation, smoke generation, and toxic gas emission that are not required for hard rock mining applications. The insulation materials, sheath compounds, and overall cable construction used in Type 450 cables, while excellent for hard rock mining, do not meet the stringent requirements for coal mining applications.
The distinction is not merely regulatory but reflects fundamental differences in risk assessment between coal and hard rock mining environments. Coal mining operations must assume the presence of explosive atmospheres, while hard rock mines, despite presenting many other hazards, do not typically encounter the same explosive gas risks. This difference in hazard profile requires completely different approaches to electrical system design and cable selection.
How should engineers select the appropriate conductor size for specific applications?
Conductor selection for Type 450 cables requires careful analysis of multiple factors that go beyond simple current-carrying capacity calculations. The process begins with accurate determination of the electrical load, including not only the steady-state current requirements but also the starting currents and any cyclical load variations that might occur during operation.
Load current calculation must account for the specific characteristics of mining equipment, which often exhibit high starting currents that can be five to eight times the running current. Motors driving large excavators or conveyor systems may require conductors sized not just for running current but for the repeated thermal stress of frequent starting cycles. The duty cycle of the equipment, including the frequency of starts and stops, significantly affects the thermal stress on the cable conductors.
Voltage drop calculations are particularly critical in mining applications where cable runs may extend for hundreds or even thousands of metres. Australian mining operations often involve substantial distances between power sources and equipment locations, making voltage drop a limiting factor in conductor selection. The acceptable voltage drop depends on the specific application, but typically ranges from 3% to 5% of the supply voltage for motor applications.
Cable length affects not only voltage drop but also the cable's electrical characteristics, including its impedance and capacitance. For longer cable runs, these parameters can affect the performance of motor starting equipment and may require consideration of power factor correction or other electrical system modifications.
Common conductor sizes for specific applications have evolved through industry experience. For smaller mobile equipment and auxiliary systems, 35 to 70 square millimetre conductors are typically adequate. Medium-sized excavators and conveyor drives often require 95 to 150 square millimetre conductors, while large draglines and major conveyor systems may require 185 to 300 square millimetre conductors. However, these are general guidelines, and specific applications require detailed engineering analysis.
What measures can prevent mechanical wear in reeling and trailing applications?
Mechanical wear represents one of the primary failure modes for Type 450 cables in mining applications, requiring comprehensive strategies that address both cable design and operational practices. The cable's construction includes features specifically designed to minimise wear, but proper operational procedures are equally important for maximising cable life.
The robust sheath and composite screening system in Type 450 cables provide substantial protection against mechanical damage, but they are not invulnerable to abuse. Proper reeling procedures are essential, including maintaining correct drum speed, ensuring proper cable guidance onto the drum, and avoiding excessive tension during reeling operations. The reeling mechanism should be designed to minimise cable stress and provide smooth, consistent operation.
Regular inspection protocols should focus on areas most susceptible to wear, including contact points with reeling mechanisms, areas where the cable might contact structures or equipment, and sections that experience repeated bending. Early identification of wear patterns allows for corrective action before minor damage becomes major failure.
Cable routing and protection systems can significantly reduce mechanical wear by eliminating sharp edges and providing smooth surfaces for cable contact. This includes the use of cable guides, protective sleeves, and specially designed cable support systems that distribute mechanical loads and prevent localised stress concentrations.
Operational practices play a crucial role in minimising cable wear. This includes training equipment operators in proper cable handling procedures, establishing standard operating procedures for equipment movement that minimise cable stress, and implementing regular maintenance schedules that address both the cable and the mechanical systems that handle it.
How can operators prevent overheating and ensure cable longevity?
Thermal management represents a critical aspect of Type 450 cable operation, particularly in the challenging thermal environments found in Australian underground mines. Cable overheating can result from excessive electrical loading, poor ventilation, or environmental conditions that exceed the cable's design parameters.
Maintaining ambient temperatures within the cable's design limits requires attention to both natural and artificial environmental factors. In deep underground mines, geothermal heating can create ambient temperatures that approach or exceed the cable's maximum operating temperature. Adequate ventilation systems are essential not only for personnel safety but also for maintaining acceptable cable operating temperatures.
Electrical loading must be carefully managed to prevent thermal damage. This includes not only ensuring that steady-state currents remain within the cable's ampacity ratings but also managing the thermal effects of transient loads such as motor starting currents. The cumulative effect of repeated high-current events can cause thermal degradation even when individual events remain within acceptable limits.
Cable ampacity calculations must account for actual installation conditions, including ambient temperature, cable grouping effects, and heat dissipation characteristics of the installation environment. Standard ampacity tables provide baseline values, but these must be adjusted for specific site conditions to ensure safe operation.
Proper ventilation and drainage systems are essential for maintaining acceptable cable operating conditions. This includes ensuring adequate air circulation around cable installations and providing drainage to prevent water accumulation that could affect heat dissipation or cause electrical problems.
What are the most common failure modes and their solutions?
Understanding common failure modes for Type 450 cables enables the development of targeted prevention strategies and improved maintenance practices. The mining environment subjects cables to multiple stress factors simultaneously, often resulting in complex failure mechanisms that require comprehensive analysis.
Mechanical abrasion represents the most visible failure mode, typically resulting from improper cable handling, inadequate protection systems, or contact with sharp objects or rough surfaces. Prevention strategies include improved cable routing, enhanced protection systems, and better operational practices. When abrasion damage occurs, prompt repair or replacement is essential to prevent progression to more serious electrical failures.
Water ingress can cause both immediate electrical failures and long-term degradation of cable systems. Sources of water ingress include mechanical damage to the cable sheath, inadequate sealing of terminations and joints, and condensation in cable systems subjected to temperature cycling. Prevention requires proper cable selection for wet environments, quality installation practices, and regular inspection and maintenance of sealing systems.
Electrical treeing represents a particularly insidious failure mode that can develop over time without obvious external symptoms. This phenomenon occurs when electrical stress concentrations in the presence of moisture create conductive pathways through the insulation system. Prevention requires proper cable design with adequate electrical stress control, maintenance of dry conditions within the cable system, and regular electrical testing to identify developing problems before they result in failure.
Thermal degradation can result from prolonged operation at elevated temperatures, either due to electrical overloading or adverse environmental conditions. This type of failure often manifests as gradual deterioration of insulation properties rather than sudden failure, making it detectable through regular electrical testing. Prevention requires proper thermal management, including adequate ventilation, proper electrical loading, and environmental monitoring.
What are the functions and applications of pilot and earth cores?
The auxiliary conductors in Type 450 cables serve critical functions that go beyond simple electrical conduction. Understanding these functions is essential for proper cable application and system design in mining environments.
The two interstitial earth conductors provide redundant grounding paths that are essential for safety in mining electrical systems. Redundancy in grounding systems is critical because ground fault protection is a primary safety mechanism in mining applications. The failure of a single earth conductor should not compromise the safety of the electrical system, making the dual earth conductor design a critical safety feature.
Earth conductors also provide the return path for ground fault currents, enabling protective devices to detect and isolate faulted circuits quickly. The impedance of the earth conductor path affects the magnitude of fault currents and the sensitivity of ground fault protection systems, making proper earth conductor sizing and installation critical for system protection.
The pilot conductor serves multiple functions depending on the specific application and system design. In some installations, the pilot conductor provides additional grounding capability, effectively creating a triple redundancy in the grounding system. This is particularly valuable in critical applications where ground fault protection is essential for personnel safety.
In more sophisticated installations, the pilot conductor may be used for control signalling, equipment monitoring, or communication purposes. The EPR insulation on the pilot conductor provides the same high level of electrical isolation as the main conductors, making it suitable for sensitive signalling applications. However, the proximity to high-power conductors requires careful consideration of electromagnetic interference and proper shielding techniques.
Some advanced mining operations use pilot conductors for real-time monitoring of cable condition, including temperature monitoring, moisture detection, or mechanical stress measurement. These applications require specialised monitoring equipment and data analysis systems but can provide valuable early warning of developing cable problems.
Do Type 450 cables support integrated instrumentation or fiber optic systems?
The question of integrated systems reflects the increasing sophistication of modern mining operations and the desire to consolidate multiple functions into single cable systems. However, Type 450 cables are designed primarily as power cables and do not include built-in instrumentation or fiber optic capabilities.
The high-power nature of Type 450 cables creates electromagnetic environments that can interfere with sensitive instrumentation and communication systems. The large currents carried by these cables generate significant magnetic fields that can induce noise in adjacent conductors, making the integration of sensitive circuits challenging without proper shielding and isolation techniques.
For applications requiring both power and instrumentation or communication capabilities, separate cable systems are typically required. This approach allows for optimised design of each cable type for its specific function and provides better isolation between power and signal circuits. Modern mining operations often use sophisticated cable management systems that can accommodate multiple cable types while maintaining organisation and accessibility.
Fiber optic communication systems are becoming increasingly important in mining operations for applications such as remote equipment monitoring, voice and data communication, and real-time process control. However, these systems require specialised fiber optic cables designed for the mining environment, with their own requirements for mechanical protection, moisture resistance, and electromagnetic immunity.
The trend toward integrated systems in mining is driving development of hybrid cable designs that combine power, control, and communication functions in single cable systems. However, these designs require careful engineering to manage the interactions between different circuit types and ensure reliable operation in the demanding mining environment.
Conclusion
The AS/NZS 2802 Type 450 cable system represents a sophisticated engineering solution specifically developed for the demanding requirements of Australian underground mining operations. These cables embody decades of engineering experience and technological advancement, designed to withstand the unique combination of electrical, mechanical, and environmental stresses encountered in some of the world's most challenging mining environments.
The success of Type 450 cables in Australian mining operations demonstrates the critical importance of application-specific cable design. Unlike general industrial cables, these specialised systems must handle the extreme demands of deep underground operations, from the crushing depths of Olympic Dam to the extreme temperatures of
