
Australian Mining Cable
Comprehensive guide to Australian mining cables TYPE 209, 210, 240, 241, 245, 260, 275, 409, 412, 440, 441, 450, 455 & 2S. Expert cable selection advice for mining operations with AS/NZS compliance standards.
6/23/202520 min read
Australian Mining Cable
Introduction
Mining operations across Australia demand electrical infrastructure that can withstand some of the harshest industrial environments on Earth. From the red dirt of the Pilbara to the coal seams of the Hunter Valley, mining cables serve as the lifeline that powers everything from massive draglines to handheld drilling equipment. Understanding the intricacies of Australian mining cable specifications isn't just about compliance—it's about ensuring operational safety, maximising equipment uptime, and protecting substantial capital investments.
The Australian and New Zealand Standards (AS/NZS) have established rigorous requirements for mining cables, recognising that underground and surface mining operations present unique challenges. These standards address everything from flame retardancy to chemical resistance, ensuring that cables can perform reliably in environments where failure isn't just costly—it can be catastrophic. When you're operating equipment worth millions of dollars in conditions that include extreme temperatures, corrosive chemicals, constant vibration, and potential flame exposure, the cable connecting your equipment to power becomes a critical safety component.
Choosing the right mining cable requires understanding not just the electrical requirements of your equipment, but also the mechanical stresses, environmental conditions, and operational patterns that will define the cable's service life. This comprehensive guide will walk you through the essential knowledge needed to make informed decisions about mining cable selection, focusing on the most commonly used types in Australian mining operations.
What Makes Australian Mining Cable Stand Out
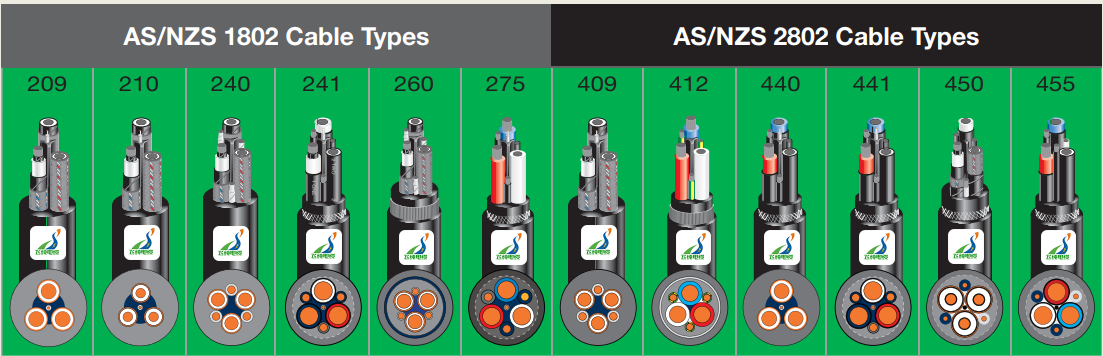
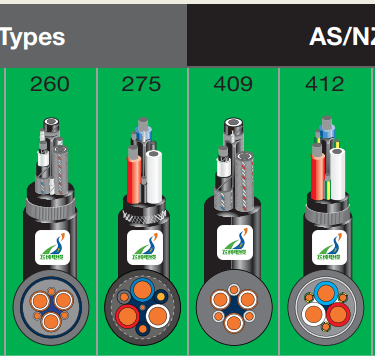
Australian mining cables distinguished themselves through their adherence to the comprehensive AS/NZS 1802, AS/NZS 2802, and AS/NZS 1972 standards. These standards represent decades of accumulated knowledge about what works in Australian mining conditions, incorporating lessons learned from operations across diverse geological and climatic conditions. The standards ensure that cables meet stringent requirements for electrical performance, mechanical durability, and safety characteristics that are essential for mining applications.
The durability characteristics of Australian mining cables reflect the unforgiving nature of mining environments. Flame retardancy is built into the cable design through carefully selected insulation and sheathing materials that resist ignition and limit flame propagation. This characteristic becomes critically important in underground operations where fire poses extreme risks due to confined spaces and potential gas accumulation. The flame-retardant properties must be maintained throughout the cable's service life, even as it experiences repeated flexing, abrasion, and exposure to various chemicals.
Oil and chemical resistance represents another cornerstone of Australian mining cable design. Mining operations involve exposure to hydraulic fluids, diesel fuel, cleaning solvents, and various processing chemicals. The cable sheathing and insulation materials are formulated to resist degradation from these substances, maintaining their protective properties even after prolonged exposure. This resistance extends beyond simple contact to include protection against chemical vapours that might penetrate traditional cable materials over time.
Flexibility in mining cables requires careful balance between mechanical strength and the ability to withstand repeated bending and twisting. Mining equipment often operates in confined spaces where cables must navigate tight corners and experience constant movement. The cable construction must accommodate this flexing without developing stress concentrations that could lead to conductor fatigue or insulation failure. Advanced conductor designs, such as finely stranded copper cores, work in conjunction with specially formulated insulation materials to provide the necessary flexibility while maintaining electrical integrity.
High mechanical strength in mining cables encompasses resistance to crushing, impact, and abrasion. Underground mining operations subject cables to rock falls, equipment contact, and dragging across rough surfaces. The cable's outer sheath must provide protection against these mechanical stresses while maintaining its integrity. Some cable types incorporate additional mechanical protection through steel wire armoring or enhanced sheath designs that distribute mechanical loads across the cable structure.



TYPES OF MINING CABLES:
Type 209
Type 210
Type 240
Type 241
Type 245
Type 260
Type 275
Type 409
Type 412
Type 440
Type 441
Type 450
Type 455
type 2s
Detailed Introduction of Popular AS/NZS Cable Types
Understanding the specific characteristics and applications of each cable type is essential for making informed selection decisions. Each type has been developed to address particular operational requirements and environmental conditions commonly encountered in Australian mining operations.
Type 209
Type 209 cables represent the workhorse of Australian mining operations, designed to handle the demanding requirements of trailing machinery across a wide voltage range. Available in voltage ratings of 1.1kV, 3.3kV, 6.6kV, and 11kV, these cables provide the flexibility needed to support equipment that must move frequently during mining operations. The construction begins with tinned copper conductors that provide excellent conductivity while resisting corrosion in mining environments. The tinning process creates a protective barrier that prevents oxidation of the copper, maintaining low resistance connections throughout the cable's service life.
The Ethylene Propylene Rubber (EPR) insulation system in Type 209 cables offers superior electrical properties combined with excellent resistance to thermal aging and ozone degradation. EPR insulation maintains its dielectric strength even when exposed to the temperature cycling common in mining equipment operations. The insulation system is designed to handle the electrical stresses associated with frequent starting and stopping of mining equipment, providing reliable performance under varying load conditions.
The Polychloroprene (PCP) sheath provides the mechanical and chemical protection necessary for trailing applications. PCP offers excellent resistance to oils, flames, and abrasion while maintaining flexibility at low temperatures. This combination of properties makes Type 209 cables ideal for trailing machinery such as drills, roadheaders, and jumbos, where the cable must follow the equipment through varying terrain and environmental conditions.
The voltage ratings of Type 209 cables correspond to common mining equipment requirements. The 1.1kV rating serves smaller equipment and auxiliary systems, while the higher voltage ratings support larger mining machinery that requires more power. The 11kV rating enables efficient power distribution to high-capacity equipment while minimising current requirements and associated voltage drops.
Type 210
Type 210 cables serve as the standard solution for 1.1kV flexible feeder applications in mining operations. These cables are specifically designed for applications where flexibility is paramount, such as connecting handheld tools and pumps that require frequent repositioning. The construction emphasises flexibility while maintaining adequate mechanical protection for the demanding mining environment.
The reduced voltage rating of Type 210 cables allows for optimised insulation thickness, contributing to the cable's flexibility while maintaining necessary electrical safety margins. The conductor design utilises fine stranding to maximise flexibility, allowing the cable to withstand the repeated bending associated with handheld equipment operation. The insulation system is formulated to maintain its properties under the mechanical stresses of constant flexing.
Handheld mining tools present unique challenges for cable design, as they experience not only flexing but also twisting and potential impact loads. Type 210 cables address these challenges through careful selection of materials and construction techniques that distribute mechanical stresses throughout the cable structure. The sheathing material provides protection against the abrasive environments common in mining operations while maintaining the flexibility needed for tool operation.
Pump applications in mining operations often require cables that can withstand exposure to water and various chemicals used in mineral processing. Type 210 cables incorporate materials that resist degradation from these exposures, ensuring reliable power delivery to critical pumping equipment. The cable design also considers the vibration environment typical of pump installations, providing construction that resists fatigue failure under these conditions.
Type 240
Type 240 cables expand upon the basic trailing cable concept by incorporating three pilot cores alongside the main power conductors. This design addresses the growing complexity of modern mining equipment that requires not only power but also control and communication capabilities. The voltage range of 1.1kV to 11kV provides flexibility for various equipment types while the pilot cores enable sophisticated control systems.
The pilot cores in Type 240 cables are designed to carry control signals, monitoring data, and communication between the equipment and control systems. These cores are typically smaller gauge than the main power conductors but are constructed with the same attention to reliability and durability. The pilot cores are often shielded to prevent interference from the power conductors and external electromagnetic sources that are common in mining environments.
Enhanced flexibility in Type 240 cables comes from advanced conductor designs and insulation materials that accommodate the additional complexity of multiple conductor types within a single cable. The construction must balance the flexibility requirements with the need to maintain proper spacing and isolation between power and control conductors. This is achieved through careful cable geometry and the use of specialized separator materials.
The extra feeder capabilities of Type 240 cables make them suitable for applications where multiple power feeds are required, or where backup power systems are necessary. The pilot cores can also be used to provide auxiliary power for equipment monitoring systems, lighting, or other secondary systems. This multi-functional capability reduces the number of separate cables required for complex equipment installations.
Type 241
Type 241 cables build upon the Type 240 design by incorporating semiconductive screened earth conductors, adding an additional layer of electrical safety and performance. The semiconductive screening provides enhanced protection against electrical faults and improves the cable's ability to handle transient voltages that can occur in mining equipment operations. This screening technology is particularly important in applications where equipment operates in close proximity to high-voltage systems.
The semiconductive screening in Type 241 cables creates a controlled electrical field around the earth conductors, reducing the risk of partial discharge that can lead to insulation degradation over time. This technology extends the cable's service life by protecting the insulation system from the effects of electrical stress concentration. The screening also provides improved fault detection capabilities, allowing protective systems to respond more quickly to ground fault conditions.
Earth conductors in Type 241 cables are sized to handle the fault currents that can occur during equipment malfunctions or electrical system disturbances. The enhanced earth conductor design provides multiple paths for fault current, improving the reliability of the protective earth system. This is particularly important in mining operations where equipment grounding is critical for personnel safety and equipment protection.
The combination of pilot cores and enhanced earth conductors in Type 241 cables makes them suitable for sophisticated mining equipment that requires both advanced control capabilities and enhanced electrical safety. The cable design accommodates the complex electrical requirements of modern mining machinery while providing the mechanical durability needed for trailing applications.
Type 245
Type 245 cables are engineered for applications requiring extra mechanical protection while maintaining the electrical performance characteristics of trailing cables. The voltage range of 1.1kV to 6.6kV covers most mining equipment requirements while the enhanced mechanical protection addresses the harsh conditions encountered in underground and surface mining operations.
The extra mechanical protection in Type 245 cables is achieved through enhanced sheath designs and potentially additional protective layers that resist penetration and crushing forces. This protection is particularly important in applications where cables are subject to rock falls, equipment contact, or dragging across rough surfaces. The protective measures are designed to prevent damage to the electrical components while maintaining cable flexibility.
The construction of Type 245 cables balances the need for mechanical protection with the flexibility requirements of trailing applications. The protective elements are distributed throughout the cable structure to avoid creating stiff sections that could lead to stress concentration during flexing. The cable design also considers the weight implications of additional protection, ensuring that the cable remains manageable for installation and maintenance operations.
Applications for Type 245 cables typically involve equipment operating in particularly harsh environments or where cable replacement would be difficult or dangerous. The extra protection provides insurance against premature cable failure, reducing maintenance costs and improving operational reliability. The cable's design considers the long-term effects of mechanical stress, providing construction that maintains its protective properties throughout the cable's service life.
Type 260
Type 260 cables represent a medium-voltage solution designed for trailing applications requiring enhanced robustness across a voltage range of 1.1kV to 11kV. These cables are specifically engineered for applications where standard trailing cables might not provide adequate durability or where operating conditions exceed the capabilities of basic cable designs.
The added robustness in Type 260 cables comes from enhanced construction techniques and materials that provide superior resistance to the various stresses encountered in mining operations. This includes improved resistance to flexing fatigue, enhanced chemical resistance, and better mechanical protection. The robust construction is achieved without sacrificing the flexibility needed for trailing applications.
Medium-voltage applications in mining operations often involve larger equipment with higher power requirements and more demanding operating conditions. Type 260 cables are designed to handle these requirements while providing the reliability needed for critical mining operations. The cable construction considers the electrical stresses associated with medium-voltage operation, including insulation coordination and corona prevention.
The voltage range of Type 260 cables enables their use across a wide variety of mining equipment, from smaller auxiliary systems to large primary mining machinery. The consistent construction and performance characteristics across the voltage range simplify cable selection and inventory management while ensuring reliable performance regardless of the specific voltage requirement.
Type 275
Type 275 cables are specifically designed for low-voltage (1.1kV) trailing and reeling applications where constant movement is expected. These cables address the unique requirements of equipment that operates with continuous cable motion, such as reeling systems and constantly moving machinery. The design optimises flexibility and fatigue resistance while maintaining adequate mechanical protection.
The trailing and reeling capabilities of Type 275 cables require sophisticated conductor designs that resist fatigue failure under repeated flexing. The conductors are typically constructed with very fine stranding and may incorporate special alloys or treatments that enhance their resistance to work hardening. The insulation system is formulated to maintain its properties under the mechanical stresses of constant movement.
Constant movement applications present unique challenges for cable design, as traditional construction techniques may not provide adequate fatigue life. Type 275 cables incorporate design features that distribute mechanical stresses throughout the cable structure, preventing the stress concentrations that can lead to premature failure. The cable geometry is optimised to accommodate the bending and twisting motions typical of reeling applications.
The 1.1kV rating of Type 275 cables makes them suitable for a wide range of mining equipment while allowing for construction optimisation that enhances mechanical performance. The reduced voltage requirement enables the use of thinner insulation that contributes to cable flexibility while maintaining adequate electrical safety margins for mining applications.
Type 409
Type 409 cables represent a high-voltage solution suitable for both surface and underground mining applications across a voltage range of 1.1kV to 22kV. These cables are designed as general-purpose solutions that can handle the demanding requirements of mining operations while providing the versatility needed for various installation methods and operating conditions.
The high-voltage capability of Type 409 cables enables efficient power distribution to large mining equipment while minimising current requirements and associated losses. The insulation system is designed to handle the electrical stresses associated with high-voltage operation, including proper insulation coordination and stress control. The cable construction considers the long-term effects of electrical stress on insulation materials, providing designs that maintain their properties throughout the cable's service life.
General-purpose applications require cables that can adapt to various installation methods and operating conditions. Type 409 cables are designed to perform reliably whether installed in cable trays, direct buried, or used in trailing applications. The construction provides adequate mechanical protection for various installation methods while maintaining the electrical characteristics needed for high-voltage operation.
The versatility of Type 409 cables across surface and underground applications makes them valuable for mining operations that require cable standardisation across different areas of operation. The consistent performance characteristics ensure reliable operation regardless of the specific installation environment, simplifying cable selection and maintenance procedures.
Type 412
Type 412 cables are characterised by their heavy-duty construction and steel-armed design, specifically engineered for 1.1kV feeder applications requiring maximum mechanical protection. The steel armouring provides exceptional resistance to crushing, impact, and penetration forces that can occur in mining environments. This construction makes Type 412 cables suitable for applications where cable damage from mechanical causes is a primary concern.
The steel armouring in Type 412 cables consists of steel wires or tapes that are applied over the cable core to provide mechanical protection. The armouring design distributes mechanical loads across the cable structure, preventing damage to the electrical components. The steel elements are typically galvanised or otherwise treated to resist corrosion in mining environments.
Heavy-duty construction in Type 412 cables extends beyond the steel armouring to include enhanced sheath materials and potentially increased conductor sizes to handle the mechanical stresses associated with armoured cable installations. The construction considers the weight implications of the steel armouring, ensuring that the cable remains manageable for installation while providing maximum protection.
Feeder applications for Type 412 cables typically involve fixed installations where the cable is subject to potential mechanical damage but does not require the flexibility of trailing cables. The steel armouring provides long-term protection against mechanical damage while the electrical design ensures reliable power delivery to critical mining equipment. The cable's construction considers the installation methods typically used for armoured cables, including appropriate termination techniques and support requirements.
Type 440
Type 440 cables are designed for high-voltage trailing applications across a voltage range of 1.1kV to 22kV, with specific optimisation for slow reeling applications. These cables address the requirements of large mining equipment that operates with high-voltage power supplies and requires cable systems that can accommodate controlled movement patterns.
The high-voltage capability of Type 440 cables enables their use with large mining equipment such as draglines, shovels, and other heavy machinery that requires substantial power. The insulation system is designed to handle the electrical stresses associated with high-voltage operation while maintaining the flexibility needed for trailing applications. The cable construction considers the unique challenges of combining high-voltage electrical requirements with mechanical flexibility.
Slow reeling applications involve controlled cable movement that subjects the cable to predictable but repeated mechanical stresses. Type 440 cables are designed to handle these stresses through optimised conductor designs and insulation systems that resist fatigue failure. The cable construction considers the bending radius requirements of reeling systems, ensuring that the cable can operate reliably within the mechanical constraints of the equipment.
The trailing capabilities of Type 440 cables require construction that balances electrical performance with mechanical durability. The cable design considers the various forces that act on trailing cables, including tension, compression, and torsion. The construction distributes these forces throughout the cable structure, preventing stress concentrations that could lead to premature failure.
Type 441
Type 441 cables represent a versatile high-voltage solution covering 1.1kV to 22kV applications, incorporating three pilot cores and improved shear protection. This design addresses the complex requirements of modern mining equipment that requires both high-voltage power and sophisticated control capabilities. The improved shear protection enhances the cable's ability to withstand the twisting and torsional forces that can occur in trailing applications.
The three pilot cores in Type 441 cables provide the communication and control capabilities needed for advanced mining equipment. These cores are constructed with the same attention to reliability as the main power conductors, ensuring that control systems maintain their functionality throughout the cable's service life. The pilot cores are typically shielded to prevent interference from power conductors and external sources.
Improved shear protection in Type 441 cables addresses one of the most challenging aspects of trailing cable design. Shear forces can occur when cables are subjected to twisting motions or when different sections of the cable experience different mechanical loads. The improved protection is achieved through enhanced construction techniques and materials that resist the effects of shear stress.
The versatility of Type 441 cables makes them suitable for a wide range of high-voltage mining applications. The combination of power and control capabilities in a single cable reduces installation complexity while the improved mechanical protection ensures reliable operation in demanding mining environments. The cable design considers the various installation methods that might be used for high-voltage mining applications.
Type 450
Type 450 cables are engineered for ultra high-voltage applications ranging from 3.3kV to 33kV, specifically designed for large mining equipment such as draglines, shovels, and cranes. These cables represent the pinnacle of mining cable technology, addressing the most demanding electrical and mechanical requirements encountered in large-scale mining operations.
The ultra high-voltage capability of Type 450 cables requires sophisticated insulation systems that can handle the electrical stresses associated with voltages up to 33kV. The insulation design incorporates stress control techniques that ensure uniform electrical field distribution, preventing the formation of electrical stress concentrations that could lead to insulation failure. The cable construction considers the long-term effects of high-voltage operation on insulation materials.
Applications for Type 450 cables typically involve the largest mining equipment where cable failure would result in significant operational disruption and financial loss. The cable design emphasises reliability and longevity, incorporating construction techniques and materials that provide maximum service life under demanding operating conditions. The electrical design ensures reliable power delivery to critical mining equipment while maintaining the safety margins required for high-voltage operation.
The mechanical requirements for Type 450 cables are as demanding as the electrical requirements, as these cables must support the power needs of equipment that operates in harsh mining environments. The cable construction provides adequate mechanical protection while maintaining the flexibility needed for the movement patterns typical of large mining equipment. The design considers the weight implications of high-voltage construction, ensuring that the cable remains manageable for installation and maintenance operations.
Type 455
Type 455 cables build upon the Type 450 design by incorporating enhanced electrical screening and improved mechanical specifications. The enhanced screening provides superior protection against electrical interference and improves the cable's ability to handle transient voltages that can occur in high-voltage mining applications. The improved mechanical specifications address the most demanding installation and operating conditions.
The enhanced electrical screening in Type 455 cables provides multiple layers of protection against electrical disturbances and interference. This screening technology is particularly important in mining environments where electrical equipment can generate electromagnetic interference that might affect sensitive control systems. The screening design ensures that the cable maintains its electrical performance even in electrically noisy environments.
Improved mechanical specifications in Type 455 cables address the most challenging aspects of high-voltage cable operation in mining environments. This includes enhanced resistance to mechanical damage, improved flexibility characteristics, and better fatigue resistance. The mechanical improvements are achieved through advanced construction techniques and materials that provide superior performance under demanding operating conditions.
The combination of enhanced electrical and mechanical performance in Type 455 cables makes them suitable for the most critical mining applications where cable failure is not acceptable. The cable design incorporates the latest advances in cable technology to provide maximum reliability and performance in ultra high-voltage applications.
Type 2S
Type 2S cables serve low-voltage applications ranging from 0.6kV to 3.3kV, featuring copper screening and optimised construction for longwall lighting and control circuits. These cables address the specific requirements of underground mining operations where reliable lighting and control systems are essential for safe and efficient operations.
The copper screening in Type 2S cables provides excellent electromagnetic interference protection while offering superior conductivity compared to other screening materials. The copper screening is particularly effective in mining environments where electrical equipment can generate significant electromagnetic interference. The screening design ensures that sensitive lighting and control circuits maintain their functionality despite the presence of electrical disturbances.
Longwall mining operations present unique challenges for cable systems, as the equipment operates in confined spaces with limited access for cable maintenance or replacement. Type 2S cables are designed to provide reliable service in these demanding conditions, with construction that emphasises longevity and resistance to the environmental conditions typical of longwall operations.
Control circuit applications require cables that can maintain signal integrity while providing adequate power delivery to control system components. Type 2S cables are designed to handle these dual requirements through careful conductor design and insulation systems that minimise signal distortion while providing reliable power delivery. The cable construction considers the typical installation methods used for control circuits in mining operations.


Mining Cable Applications
Understanding the specific applications for mining cables is crucial for making appropriate selection decisions. Mining operations involve a diverse range of equipment and installation methods, each presenting unique requirements for cable performance and characteristics. The distinction between trailing and reeling cable applications represents one of the fundamental considerations in cable selection.
Trailing cables are designed for applications where the cable follows the movement of mobile equipment, such as draglines, shovels, and drill rigs. These cables must accommodate the unpredictable movement patterns of mining equipment while maintaining electrical integrity and mechanical durability. The cable construction emphasises flexibility and resistance to abrasion, as trailing cables are often dragged across rough surfaces and subjected to various mechanical stresses.
Reeling cables are designed for applications where the cable is wound and unwound on a reel system, typically associated with equipment that operates in controlled movement patterns. These cables must withstand the repeated bending and stress cycles associated with reeling operations while maintaining electrical performance. The construction of reeling cables considers the specific mechanical requirements of reel systems, including minimum bend radius and fatigue resistance.
Drill applications represent one of the most demanding uses for mining cables, as drilling equipment operates in harsh environments with high levels of vibration, dust, and mechanical stress. The cables must provide reliable power delivery to drilling equipment while withstanding the mechanical forces associated with drilling operations. The cable construction must accommodate the movement patterns of drilling equipment while providing adequate protection against the abrasive conditions typical of drilling operations.
Conveyor systems in mining operations require cables that can provide reliable power delivery to motors and control systems while withstanding the environmental conditions associated with material handling. The cables must resist the effects of dust, moisture, and chemical exposure while maintaining their electrical and mechanical properties. The installation methods for conveyor cables often involve long runs in challenging environments, requiring cables with excellent long-term reliability.
Dragline and crane applications involve some of the largest and most powerful mining equipment, requiring cables that can handle ultra high-voltage power delivery while accommodating the movement patterns of these massive machines. The cables must provide reliable power to equipment that operates with enormous mechanical forces while maintaining the flexibility needed for equipment movement. The electrical requirements for dragline and crane cables often involve voltages up to 33kV, requiring sophisticated insulation systems and stress control techniques.
Lighting systems in mining operations, particularly underground operations, require cables that can provide reliable power delivery to critical safety systems. The cables must operate reliably in the challenging environmental conditions of mining operations while maintaining the electrical characteristics needed for proper lighting system operation. The construction of lighting cables considers the installation methods typical of mining lighting systems, including the need for flexibility in confined spaces.
Pump applications in mining operations involve cables that must withstand exposure to water, chemicals, and other fluids while providing reliable power delivery to critical pumping equipment. The cables must resist the effects of fluid exposure while maintaining their electrical and mechanical properties. The construction of pump cables considers the vibration environment typical of pump installations and the need for reliable operation in wet conditions.
How to Select the Right Mining Cable
Selecting the appropriate mining cable requires a systematic approach that considers all aspects of the application, from basic electrical requirements to complex environmental and mechanical factors. The selection process begins with identifying the fundamental electrical requirements of the application, including operating voltage, current capacity, and any special electrical characteristics such as the need for pilot cores or enhanced screening.
Operating voltage represents the primary electrical requirement that determines the basic insulation and construction requirements for the cable. The voltage rating must provide adequate safety margins while avoiding over-specification that could result in unnecessary cost or reduced flexibility. The voltage requirements should consider not only the nominal operating voltage but also any transient voltages that might occur during equipment operation or fault conditions.
Current capacity requirements determine the conductor size and construction needed to provide adequate power delivery while maintaining acceptable voltage drop and temperature rise. The current capacity must consider not only the normal operating current but also any starting currents or overload conditions that might occur during equipment operation. The calculation of current requirements should also consider the effects of ambient temperature, installation methods, and any derating factors that might apply to the specific application.
Length requirements affect both the electrical and mechanical design of the cable system. Longer cable runs may require larger conductors to limit voltage drop, while mechanical considerations such as cable weight and handling become more important for longer cables. The length requirements should consider not only the direct distance between connection points but also any additional length needed for cable routing, termination, and service loops.
Environmental considerations encompass the various conditions that the cable will encounter during its service life, including temperature, moisture, chemical exposure, and mechanical stresses. The environmental analysis should consider both normal operating conditions and any extreme conditions that might occur during equipment operation or maintenance. The cable construction must be adequate to handle all anticipated environmental conditions while maintaining reliable performance.
Mechanical stress analysis involves evaluating the various forces that will act on the cable during installation and operation. This includes tension forces from cable weight and pulling forces, compression forces from equipment contact or rock falls, and bending forces from cable routing and equipment movement. The mechanical analysis should consider both static forces and dynamic forces that might occur during equipment operation.
Cable movement patterns represent a critical consideration for applications involving mobile equipment or reeling systems. The analysis should consider the type of movement, frequency of movement, and the mechanical stresses associated with the movement patterns. Different types of movement require different cable construction approaches, with trailing applications requiring different characteristics than reeling applications.
Abrasion resistance requirements depend on the specific installation environment and the likelihood of cable contact with abrasive surfaces. Underground mining operations typically present higher abrasion risks than surface installations, requiring cables with enhanced mechanical protection. The abrasion analysis should consider both the severity of abrasive conditions and the accessibility of the cable for maintenance or replacement.
Chemical exposure analysis involves identifying all chemicals that the cable might encounter during its service life and selecting cable materials that provide adequate resistance to these chemicals. Mining operations often involve exposure to hydraulic fluids, fuel, cleaning solvents, and various processing chemicals. The chemical analysis should consider both direct contact and vapour exposure, as some chemicals can affect cable materials through vapour permeation.
Screening requirements depend on the electrical environment and the sensitivity of connected equipment to electromagnetic interference. Applications involving sensitive control systems or communication equipment may require cables with enhanced screening to prevent interference. The screening analysis should consider both the sources of interference and the susceptibility of connected equipment.
Sheath and armour requirements depend on the mechanical protection needed for the specific application. Applications with high mechanical risk may require steel-armoured cables, while applications with moderate risk may be adequately served by enhanced sheath designs. The protection analysis should consider the consequences of cable damage and the difficulty of cable replacement in the specific installation.
Compliance verification ensures that the selected cable meets all applicable standards and regulations. Australian mining operations must comply with AS/NZS standards, which specify requirements for electrical performance, mechanical characteristics, and safety features. The compliance verification should confirm that the selected cable meets all applicable requirements and that proper installation and maintenance procedures are followed.
Our Competitive Advantages
Order-based production
Competitive pricing
Proven expertise
Flexible and reliable service