
BS 6708 Type 20 & Type 21 Mining Cables
Discover BS 6708 mining cables for hazardous environments. Learn about Type 20 & Type 21 specifications, electrical parameters, applications in underground mines, and essential safety features for heavy-duty industrial equipment.
5/28/202521 min read


BS 6708 Type 20 & Type 21 Mining Cables


Introduction
Mining operations represent some of the most challenging electrical environments on Earth, where cables must withstand explosive gases, corrosive dust, mechanical stress, and extreme temperature variations whilst maintaining absolute reliability. The BS 6708 standard represents the pinnacle of British engineering excellence in mining cable design, specifically crafted to meet these extraordinary demands whilst ensuring the safety of personnel and equipment in hazardous underground and surface mining operations.
BS 6708 Type 20 and Type 21 mining cables are specialised power transmission solutions engineered for the unique challenges of mining environments. These cables differ primarily in their core configuration, with Type 20 typically referring to three-core arrangements (3x) and Type 21 to four-core configurations (4x), though both share the same fundamental construction principles and safety standards. The distinction becomes crucial when considering the electrical system requirements, as three-phase systems without neutral connections utilise Type 20 cables, whilst systems requiring neutral or additional earth connections employ Type 21 variants.
The importance of proper cable selection in mining environments cannot be overstated. Unlike conventional industrial applications, mining cables must simultaneously address multiple critical safety factors including fire resistance in potentially explosive atmospheres, mechanical protection against crushing and cutting forces, chemical resistance to various mining compounds, and long-term reliability in environments where cable failure could result in catastrophic consequences for both human safety and operational continuity.
Understanding these cables requires appreciating the interconnected nature of their design elements. Each component, from the stranded copper conductor to the heavy-duty chloroprene outer sheath, serves multiple protective functions whilst contributing to the cable's overall electrical performance. This holistic approach to cable engineering ensures that BS 6708 cables can maintain their electrical integrity even when subjected to the harsh realities of mining operations.
Applications in Mining and Industrial Environments
The versatility of BS 6708 Type 20 and Type 21 cables extends across numerous mining applications, each presenting unique challenges that these cables are specifically designed to address. Understanding these applications helps illuminate why certain design features are incorporated and how they contribute to operational safety and efficiency.
Underground Mining Operations
Deep underground mines present perhaps the most challenging environment for electrical equipment. The combination of explosive gases such as methane, coal dust accumulation, limited ventilation, and confined spaces creates a situation where cable failure could trigger devastating explosions or fires. BS 6708 cables address these concerns through their flame-retardant construction and robust mechanical protection.
In underground coal mines, these cables typically power essential equipment including conveyor systems that transport extracted materials, ventilation fans that maintain breathable air circulation, lighting systems crucial for worker safety, and various drilling and extraction machinery. The cables must navigate through narrow tunnels, around sharp corners, and through areas where they may be exposed to falling rocks or contact with heavy machinery.
The three-core Type 20 configuration often serves three-phase motor applications such as large ventilation fans or conveyor drives, where the balanced three-phase power distribution provides efficient motor operation. Meanwhile, four-core Type 21 cables frequently power equipment requiring neutral connections or additional earth paths for enhanced safety in hazardous locations.
Underground mining cables must also withstand significant temperature variations, from the natural earth temperature to heat generated by electrical equipment and the warming effect of deep excavation. The EPR insulation system in BS 6708 cables maintains its electrical properties across these temperature ranges whilst providing long-term stability.
Surface Mining and Heavy Industrial Applications
Surface mining operations, whilst avoiding some underground hazards, present their own unique challenges. Open-pit mines, quarries, and surface coal operations require cables that can withstand direct weather exposure, ultraviolet radiation from sunlight, and the constant vibration and movement associated with large mobile equipment.
Excavators represent one of the most demanding applications for mining cables. These massive machines require substantial electrical power for their hydraulic systems, operator cabins, and various control systems. The cable supplying an excavator must be sufficiently flexible to accommodate the machine's movement whilst robust enough to resist the crushing forces that occur when the cable is accidentally trapped under tracks or between moving parts.
Drilling machines present another critical application where BS 6708 cables excel. These machines often operate in dusty conditions with significant vibration and require reliable power for their rotating mechanisms and control systems. The galvanised steel armour in BS 6708 cables provides the mechanical protection necessary to maintain electrical continuity even when subjected to these challenging conditions.
Crushing equipment, used to break down extracted materials, generates enormous mechanical forces and typically operates continuously in extremely dusty environments. The heavy-duty chloroprene outer sheath of BS 6708 cables resists abrasion from airborne particles whilst maintaining flexibility for equipment connections.
Specialised Hazard Zone Applications
Certain mining operations involve particularly hazardous zones where the combination of explosive gases, combustible dust, and electrical equipment creates extreme safety requirements. These areas, classified under various international standards for explosive atmospheres, demand cables that not only perform their electrical function reliably but also contribute to overall explosion prevention strategies.
BS 6708 cables serve these applications through their comprehensive safety design. The flame-retardant properties of both the EPR insulation and chloroprene sheath help prevent fire propagation, whilst the robust construction minimises the risk of cable damage that could create ignition sources. The galvanised steel armour provides both mechanical protection and electrical screening, reducing the potential for electromagnetic interference that could affect sensitive mining equipment or communication systems.
Detailed Cable Structure and Engineering Excellence
The construction of BS 6708 Type 20 and Type 21 cables represents a masterpiece of electrical engineering, where each component is carefully selected and designed to contribute to the cable's overall performance in extreme environments. Understanding this structure helps appreciate why these cables can perform reliably in conditions that would quickly destroy conventional electrical cables.
Conductor Design and Performance
The foundation of any electrical cable lies in its conductor system, and BS 6708 cables employ electrolytic copper conductors that conform to IEC 60228 Class 5 specifications. This classification indicates extremely fine stranding, which provides superior flexibility compared to solid or coarsely stranded conductors. The stranding pattern typically involves multiple layers of fine copper wires twisted together in a specific geometric arrangement that optimises both flexibility and current-carrying capacity.
The tinning of these copper conductors serves multiple critical functions. Firstly, it prevents oxidation of the copper surface, which could increase electrical resistance over time and create hot spots that might lead to insulation failure. Secondly, the tin coating improves the bond between the copper conductor and the EPR insulation, creating a more stable electrical interface that resists separation under thermal cycling. Finally, tinning provides additional protection against corrosive environments that might be encountered in mining operations.
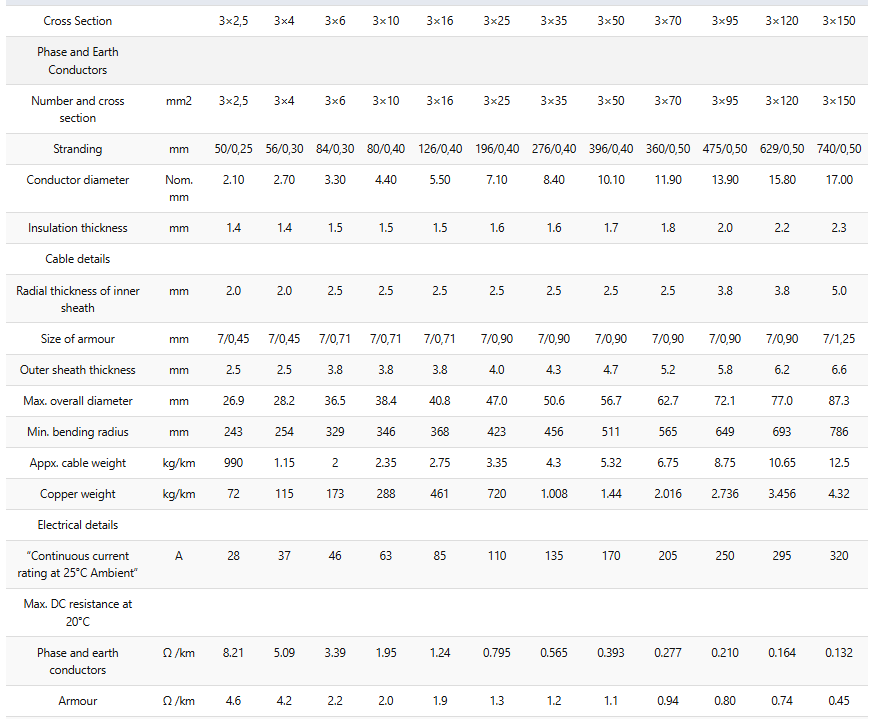
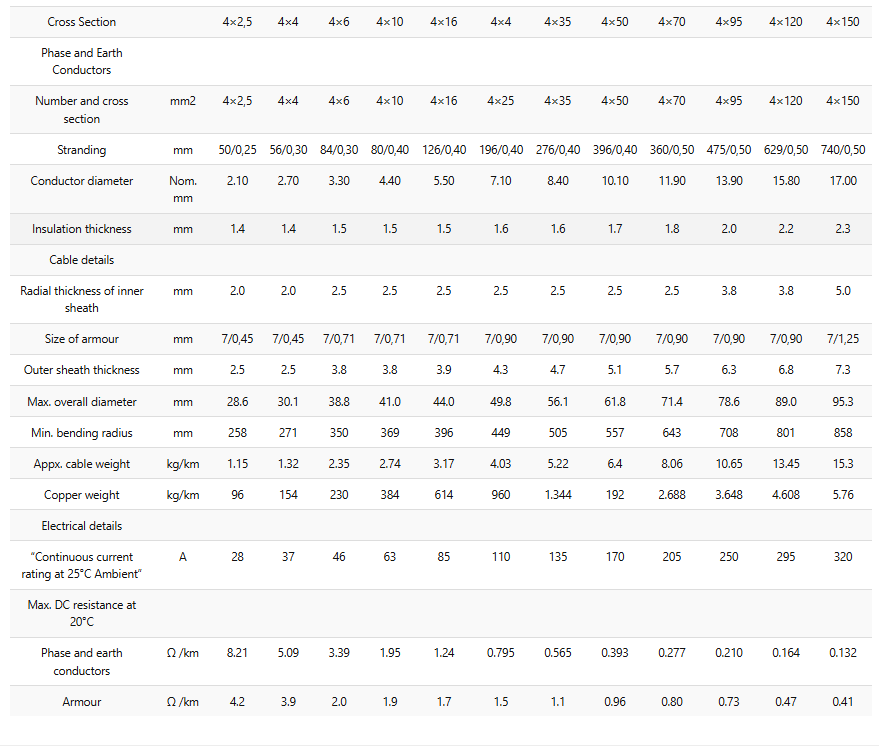
The conductor sizes available in BS 6708 cables range from 2.5 mm² to 150 mm², providing options for everything from control circuits to high-power motor applications. The relationship between conductor size and current-carrying capacity follows established electrical engineering principles, but the specific ratings for BS 6708 cables account for the additional thermal resistance created by the multiple protective layers and the operating environment conditions typical in mining applications.
Insulation System Engineering
The EPR (Ethylene Propylene Rubber) insulation system represents a carefully engineered compromise between electrical performance, mechanical properties, and environmental resistance. EPR offers superior electrical properties compared to many other insulation materials, maintaining low dielectric loss and high breakdown strength across a wide temperature range.
The thickness of the EPR insulation varies with conductor size, from 1.4 mm for smaller conductors to 2.3 mm for the largest sizes. This graduated approach ensures adequate electrical clearance whilst minimising overall cable diameter and weight. The insulation thickness directly affects the cable's voltage rating and its ability to withstand the 3 kV test voltage specified in the BS 6708 standard.
EPR insulation also provides excellent resistance to ozone, weathering, and many chemicals commonly encountered in mining environments. This chemical resistance helps maintain the insulation's electrical properties over the cable's operational lifetime, even when exposed to various mining compounds, lubricants, and cleaning agents.
Core Assembly and Mechanical Design
The lay-up of individual cores within BS 6708 cables follows a specific pattern designed to optimise both electrical performance and mechanical properties. The cores are arranged around a central cradle or filler, ensuring they do not contact each other directly. This separation prevents electrical interaction between phases and reduces the risk of insulation damage due to relative movement of the cores during cable flexing.
The twisting or lay length of the core assembly affects both the cable's electrical characteristics and its flexibility. A tighter twist reduces electromagnetic interference and improves the cable's electrical balance, whilst a looser twist enhances flexibility. BS 6708 cables employ an optimised lay that provides the best combination of electrical performance and mechanical flexibility for mining applications.
Protective Bedding and Its Functions
The rubber-based bedding compound serves multiple critical functions within the cable structure. Primarily, it provides a smooth, rounded profile over the core assembly, eliminating sharp edges or points that could damage the metallic armour during cable installation or operation. This bedding also fills any interstitial spaces between cores, creating a more uniform structure that better distributes mechanical stresses.
The bedding compound also contributes to the cable's overall flame-retardant properties and provides an additional barrier against moisture ingress. In mining environments where cables may be exposed to water from various sources, this moisture protection helps maintain the electrical integrity of the insulation system.
Armour Design and Protection Philosophy
The galvanised steel wire armour represents one of the most distinctive features of BS 6708 cables, providing unprecedented mechanical protection whilst maintaining reasonable flexibility. The armour typically consists of galvanised steel wires arranged in a helical pattern around the bedded core assembly. The seven-wire construction mentioned in the specifications refers to the cross-sectional composition of each armour wire, which may itself be stranded to enhance flexibility.
Galvanisation of the steel wires provides corrosion protection essential for the long service life expected from mining cables. The zinc coating not only prevents rust formation but also provides galvanic protection that extends the armour's life even if the coating is damaged. The thickness and pitch of the armour wires are carefully calculated to provide optimal protection against crushing, cutting, and impact forces whilst maintaining the flexibility necessary for cable installation and equipment connection.
The armour serves additional functions beyond mechanical protection. It provides an electrical screen that reduces electromagnetic interference, which can be particularly important in mining environments where sensitive electronic equipment operates alongside high-power machinery. The armour can also serve as an earth return path in certain installations, though this application requires careful consideration of the electrical system design.
Outer Sheath Engineering
The heavy-duty chloroprene outer sheath represents the cable's first line of defence against environmental hazards. Chloroprene, also known as polychloroprene or by its trade name Neoprene, offers an exceptional combination of properties that make it ideal for mining applications.
The flame-retardant properties of chloroprene help prevent fire propagation along the cable length, a critical safety feature in mining environments where fire poses extreme hazards. The material's inherent flame resistance, combined with specially formulated additives, ensures the cable meets stringent fire safety standards whilst maintaining flexibility and durability.
Oil and chemical resistance properties of the chloroprene sheath protect against various substances commonly found in mining environments, including hydraulic fluids, lubricants, diesel fuel, and various chemical agents used in mineral processing. This resistance helps maintain the sheath's integrity and appearance throughout the cable's service life.
Abrasion resistance becomes particularly important in mining applications where cables may be dragged across rough surfaces, come into contact with moving machinery, or be exposed to airborne abrasive particles. The chloroprene formulation used in BS 6708 cables incorporates reinforcing agents that significantly enhance abrasion resistance compared to standard rubber compounds.
Comprehensive Electrical Parameters and Performance Characteristics
Understanding the electrical parameters of BS 6708 Type 20 and Type 21 cables requires examining how these specifications translate into real-world performance in mining applications. The electrical characteristics represent the culmination of careful engineering choices made throughout the cable's design process.
Voltage Ratings and Electrical Safety
The rated voltage of 640/1100 V represents a critical specification that defines the cable's intended application range. The dual voltage notation follows European conventions where the first figure (640 V) represents the voltage between any conductor and earth, whilst the second figure (1100 V) represents the voltage between any two line conductors. This rating makes BS 6708 cables suitable for standard three-phase industrial power systems operating at voltages up to 1000 V line-to-line.
The 3 kV test voltage specification ensures these cables can safely withstand voltage surges and transients commonly encountered in mining electrical systems. Mining equipment often generates significant electrical disturbances during starting and stopping operations, and the robust insulation system must accommodate these without failure. The test voltage represents approximately three times the normal operating voltage, providing a substantial safety margin.
This voltage rating also reflects the cable's ability to maintain electrical safety in damp conditions commonly found in mining environments. The multiple layers of protection, from the EPR insulation to the outer sheath, work together to prevent dangerous voltage levels from appearing on the cable's external surface even if moisture penetrates the outer protective layers.
Current Carrying Capacity Analysis
The current carrying capacity of BS 6708 cables varies significantly with conductor size, ranging from 72 A for the smallest 3x2.5 mm² configuration to 320 A for the largest 4x150 mm² variant. These ratings assume operation at 25°C ambient temperature, which represents typical underground mining conditions where the earth's natural temperature provides some cooling effect.
Understanding these current ratings requires appreciating the thermal limitations of the cable construction. The EPR insulation can safely operate at elevated temperatures, but prolonged exposure to excessive heat will eventually degrade its electrical properties. The current ratings are calculated to ensure the conductor temperature remains within safe limits even during continuous operation at rated current.
The presence of the steel wire armour affects the thermal characteristics of the cable by providing an additional path for heat dissipation whilst also creating some thermal resistance. The overall thermal design balances these effects to provide reliable current ratings that account for the complete cable construction rather than just the conductor and insulation.
Mining applications often involve variable loading conditions where equipment may operate at full power intermittently rather than continuously. BS 6708 cables can typically handle brief overloads above their continuous ratings, provided the average loading over time remains within acceptable limits. This characteristic proves valuable in mining operations where equipment starting currents or temporary overloads are common.
Resistance Characteristics and Power Efficiency
The DC resistance values for BS 6708 cables provide insight into their power transmission efficiency and voltage drop characteristics. The resistance decreases dramatically as conductor size increases, from 8.21 Ω/km for 2.5 mm² conductors to just 0.132 Ω/km for 150 mm² conductors. This relationship follows the fundamental electrical principle that resistance is inversely proportional to conductor cross-sectional area.
In practical mining applications, conductor resistance directly affects power losses and voltage drop along cable runs. Longer cable runs or higher current applications require careful consideration of these resistance values to ensure adequate voltage reaches the connected equipment. Voltage drop calculations become particularly important for motor applications, where reduced voltage can cause increased current draw and reduced efficiency.
The armour resistance values, ranging from 4.6 Ω/km to 0.41 Ω/km depending on cable size, indicate the steel wire armour's electrical characteristics. Whilst the armour is not typically used as a current-carrying conductor, its resistance becomes relevant when it serves as an earth return path or contributes to electromagnetic screening effectiveness.
Temperature effects on resistance must also be considered in mining applications. Conductor resistance increases with temperature, so cables operating in warmer environments or carrying higher currents will exhibit higher resistance than the specified 20°C values. This temperature coefficient becomes important in precise electrical calculations for mining power systems.
Mechanical and Installation Parameters
The minimum bending radius specifications for BS 6708 cables reflect the mechanical limitations imposed by their robust construction. These values, typically ranging from 243 mm to 858 mm depending on cable size, represent the tightest radius the cable can be bent without risking damage to the internal structure or compromising its electrical performance.
The steel wire armour particularly influences bending radius limitations, as excessive bending can cause individual armour wires to buckle or separate, potentially compromising the cable's mechanical protection. The bending radius specifications ensure the armour maintains its protective function throughout the cable's service life, even when subjected to multiple installation and repositioning cycles common in mining operations.
Cable weight considerations become important in mining applications where cables must be supported over long runs or connected to mobile equipment. The weights specified for BS 6708 cables, ranging from 990 kg/km for the smallest size to 15,300 kg/km for the largest, require adequate support systems and affect installation methods and costs.
The copper weight specifications serve multiple purposes in mining applications. They provide essential information for cable theft prevention and recovery efforts, support accurate cost calculations for installations, and enable proper sizing of cable handling equipment during installation and maintenance operations.
Technical specifications
Type 20
Type 21

Frequently Asked Questions: Expert Solutions to Common Mining Cable Challenges
The complexity of mining environments generates numerous technical questions about proper cable selection, installation, and maintenance. These frequently asked questions represent decades of collective experience in mining electrical systems and address the most common concerns encountered by mining engineers, electrical contractors, and maintenance personnel.
Q1: What distinguishes Type 20 from Type 21 configurations, and how do I choose the appropriate type?
The fundamental distinction between Type 20 and Type 21 BS 6708 cables lies in their core configuration and intended electrical system applications. Type 20 cables typically feature three-core construction (3x), making them ideal for standard three-phase electrical systems where no neutral conductor is required. These cables excel in applications such as three-phase motor drives, where the balanced three-phase power distribution provides efficient operation without requiring a neutral return path.
Type 21 cables, conversely, employ four-core construction (4x), incorporating an additional conductor that can serve multiple functions depending on the specific electrical system requirements. This fourth conductor might function as a neutral conductor in systems requiring star-connected loads, an additional earth conductor for enhanced safety in hazardous locations, or a control conductor for systems requiring remote monitoring or control capabilities.
The selection between Type 20 and Type 21 configurations should be based on several critical factors. The electrical system design represents the primary consideration, as three-phase systems without neutral requirements naturally favour Type 20 cables, whilst systems requiring neutral connections or additional safety earthing necessitate Type 21 variants. Equipment specifications often dictate the cable type, as motor manufacturers typically specify whether their equipment requires three-conductor or four-conductor supply cables.
Safety considerations in mining environments may also influence this decision. Some mining electrical codes require additional earth conductors beyond the standard protective earth provided by the cable armour, making Type 21 cables necessary even for applications that might otherwise use Type 20 cables. The additional conductor in Type 21 cables can provide redundant earthing paths that enhance personnel safety in hazardous mining environments.
Cost considerations must also be balanced against technical requirements, as Type 21 cables typically cost more than equivalent Type 20 cables due to their additional conductor and larger overall size. However, the additional cost often proves justified when the fourth conductor eliminates the need for separate control or monitoring cables in complex mining installations.
Q2: How do BS 6708 cables maintain safety in explosive gas zones, and what specific features contribute to explosion prevention?
BS 6708 cables incorporate multiple design features specifically engineered to operate safely in explosive gas zones commonly found in underground coal mines and other hazardous mining environments. These features work synergistically to minimise ignition risks whilst maintaining reliable electrical performance under demanding conditions.
The flame-retardant properties of both the EPR insulation and chloroprene outer sheath represent the first line of defence against explosion propagation. These materials are formulated to resist ignition from external heat sources and, if ignited, to self-extinguish rather than supporting continued combustion. This characteristic proves crucial in mining environments where methane gas, coal dust, or other combustible substances may be present.
The robust construction of BS 6708 cables significantly reduces the likelihood of cable damage that could create ignition sources. The galvanised steel wire armour protects against mechanical damage that might otherwise expose live conductors, whilst the heavy-duty outer sheath resists abrasion and chemical attack that could compromise the cable's integrity. Preventing cable damage eliminates potential arc faults or hot spots that could ignite explosive atmospheres.
The electrical design of BS 6708 cables also contributes to explosion prevention through careful attention to electromagnetic compatibility. The steel wire armour provides electromagnetic screening that reduces the potential for radio frequency interference that might affect sensitive mining equipment or communication systems. Additionally, the armour can help contain electromagnetic emissions from the cable itself, reducing the potential for interference with explosion monitoring equipment.
Proper installation practices complement the cable's inherent safety features. BS 6708 cables should be installed with appropriate terminations and junction methods that maintain the cable's flame-retardant properties and mechanical protection. Regular inspection and maintenance help ensure the cable's protective features remain effective throughout its service life.
The classification of explosive atmospheres in mining environments follows international standards that define specific requirements for electrical equipment and cables. BS 6708 cables, when properly installed and maintained, can safely operate in many of these classified zones, but specific installation requirements and approvals may vary depending on local mining regulations and the particular hazards present in each application.
Q3: What flexibility characteristics make BS 6708 cables suitable for mobile mining equipment, and how do they withstand constant movement and vibration?
The flexibility characteristics of BS 6708 cables result from careful engineering of every component to provide the necessary mechanical performance for mobile mining equipment whilst maintaining robust protection against environmental hazards. This balance between flexibility and protection represents one of the most challenging aspects of mining cable design.
The stranded conductor construction provides the foundation for cable flexibility. The IEC 60228 Class 5 conductor specification requires extremely fine stranding, with many thin copper wires twisted together in a carefully designed pattern. This fine stranding allows the conductor to bend and flex repeatedly without individual wire breakage, which could eventually lead to conductor failure. The tinning of these stranded conductors not only provides corrosion protection but also helps maintain conductor integrity during flexing by preventing individual wire fretting and oxidation.
The EPR insulation system contributes significantly to overall cable flexibility through its excellent elastic properties. Unlike rigid insulation materials that might crack or separate during repeated flexing, EPR maintains its electrical properties throughout numerous bend cycles. The insulation thickness is optimised to provide adequate electrical clearance whilst minimising the bending stiffness that would result from excessive insulation thickness.
The core lay-up design accommodates the movement and vibration associated with mobile equipment through carefully calculated twist patterns and the use of appropriate bedding materials. The rubber-based bedding compound provides a cushioning effect between the individual cores and the outer protective layers, reducing the transmission of mechanical stresses that could otherwise cause premature failure during repeated flexing cycles.
The galvanised steel wire armour represents perhaps the most innovative aspect of BS 6708 cable flexibility design. Despite providing robust mechanical protection, the armour is constructed using pliable steel wires arranged in a helical pattern that allows considerable cable movement without compromising protection. The pitch and diameter of the armour wires are carefully calculated to provide optimal flexibility whilst maintaining crush and cut resistance.
The chloroprene outer sheath completes the flexibility design through its excellent elastic recovery properties. This sheath can withstand repeated stretching, compression, and twisting without developing cracks or separation that could compromise the cable's environmental protection. The sheath formulation includes plasticisers and reinforcing agents that maintain flexibility across the wide temperature range encountered in mining operations.
Dynamic testing of BS 6708 cables simulates the conditions encountered on mobile mining equipment, including repetitive flexing, vibration at various frequencies, and the combination of mechanical stress with electrical loading. These tests ensure the cables can withstand the demanding conditions of excavators, drilling machines, and other mobile equipment throughout their expected service life.
Q4: How do environmental factors in mining operations affect cable performance, and what maintenance practices optimise service life?
Mining environments present unique combinations of environmental challenges that significantly impact cable performance and service life. Understanding these factors and implementing appropriate maintenance practices can dramatically extend cable life whilst ensuring reliable electrical supply to critical mining equipment.
Temperature variations in mining operations affect every aspect of cable performance, from the electrical characteristics of the conductors to the mechanical properties of the insulation and sheath materials. Underground mines typically maintain relatively stable temperatures, but surface mining operations expose cables to seasonal temperature extremes that can range from well below freezing to extremely hot conditions under direct sunlight. The EPR insulation and chloroprene sheath materials in BS 6708 cables are specifically formulated to maintain their properties across these temperature ranges, but thermal cycling can eventually cause material degradation.
Moisture exposure represents another critical environmental factor, as mining operations often involve significant water exposure from natural groundwater, process water, and atmospheric humidity. The multiple protective layers in BS 6708 cables work together to prevent moisture ingress, but damaged outer sheaths or inadequate terminations can allow water penetration that may eventually compromise electrical performance. Regular inspection of cable sheaths and terminations helps identify potential moisture entry points before they cause electrical failures.
Chemical exposure in mining environments varies significantly depending on the specific mining operation and mineral processing methods employed. Coal mining may expose cables to acidic conditions from sulfur compounds, whilst metal mining operations might involve various chemical processing agents. The chloroprene outer sheath provides excellent resistance to many chemicals commonly encountered in mining, but specific chemical compatibility should be verified for unusual operating environments.
Mechanical stress from mining operations includes not only the normal flexing and vibration associated with equipment operation but also the potential for impact damage from falling rocks, crushing forces from heavy machinery, and abrasion from contact with rough surfaces. The steel wire armour provides excellent protection against these mechanical hazards, but severe damage can compromise this protection and require cable replacement.
Ultraviolet radiation affects cables used in surface mining operations, potentially causing degradation of the outer sheath material over time. Whilst chloroprene provides good UV resistance, prolonged exposure can eventually cause surface cracking or hardening that may compromise the sheath's protective properties. Providing physical protection from direct sunlight or using cables with enhanced UV stabilisation can extend service life in these applications.
Maintenance practices for BS 6708 cables should include regular visual inspection for signs of outer sheath damage, excessive wear, or environmental degradation. Any cuts, gouges, or areas of unusual flexibility in the cable sheath should be investigated further, as these may indicate damage to the underlying protective layers. Terminations and connections require particular attention, as these represent the most vulnerable points in any cable installation.
Electrical testing of mining cables should include insulation resistance measurements and, where appropriate, high-voltage testing to verify the continued integrity of the insulation system. These tests can identify developing problems before they cause complete cable failure, allowing for planned maintenance rather than emergency repairs.
Environmental monitoring around cable installations can help identify conditions that might accelerate cable degradation. Temperature monitoring in areas of high thermal stress, moisture monitoring in areas prone to water accumulation, and chemical monitoring in areas where process chemicals might contact cables all contribute to optimising cable service life.
Q5: What installation considerations are critical for BS 6708 cables in mining applications, and how do these affect long-term reliability?
Proper installation represents one of the most critical factors determining the long-term reliability and performance of BS 6708 cables in mining applications. The harsh mining environment makes careful installation practices essential for achieving the expected service life and maintaining electrical safety throughout the cable's operational period.
Cable route planning forms the foundation of successful mining cable installations. Routes should minimise exposure to mechanical hazards such as vehicle traffic areas, falling rock zones, and areas where mining equipment might contact the cable during normal operations. Where possible, cables should be routed through protected areas such as cable tunnels, trenches, or overhead cable trays that provide physical separation from mining activities.
The minimum bending radius specifications for BS 6708 cables must be strictly observed during installation to prevent damage to the internal cable structure. Exceeding these bending limits can cause separation of the steel wire armour, cracking of the insulation system, or conductor damage that may not be immediately apparent but will cause premature failure. Installation crews should use appropriate cable pulling and handling equipment designed to maintain proper bend radii throughout the installation process.
Cable support systems in mining installations must account for both the weight of the cable and the dynamic forces associated with mining operations. Vibration from nearby equipment, thermal expansion and contraction, and potential settlement of mine structures all affect cable support requirements. Support spacing should be calculated based on the specific cable weight and installation configuration, with additional support provided in areas subject to unusual mechanical stress.
Termination and jointing practices represent critical aspects of mining cable installations that directly affect long-term reliability. All terminations must maintain the flame-retardant and environmental protection characteristics of the cable whilst providing reliable electrical connections capable of handling the specified current ratings. Proper earthing of the cable armour is essential for both electrical safety and electromagnetic compatibility in mining installations.
Environmental protection considerations during installation include ensuring adequate drainage around buried cables, providing physical protection in areas subject to chemical exposure, and maintaining proper separation from heat sources that could affect cable performance. The installation environment should be assessed for potential future changes that might affect the cable, such as modifications to mining operations or installation of additional equipment.
Quality control during installation includes verification of proper cable handling practices, confirmation of bend radius compliance, inspection of terminations and joints, and appropriate testing of the completed installation. Documentation of the installation, including route drawings, test results, and any special installation conditions, provides valuable information for future maintenance and troubleshooting activities.
Training of installation personnel in the specific requirements of mining cable installations ensures that the unique characteristics of BS 6708 cables are properly understood and accommodated during installation. The combination of electrical knowledge, mechanical installation skills, and understanding of mining environmental factors requires specialised training that goes beyond conventional electrical installation practices.
Conclusion: Excellence in Mining Cable Engineering
BS 6708 Type 20 and Type 21 mining cables represent the culmination of decades of engineering innovation dedicated to solving the unique challenges of electrical power distribution in mining environments. These cables embody a comprehensive approach to electrical engineering that addresses not only the fundamental requirements of power transmission but also the extraordinary safety, mechanical, and environmental demands imposed by mining operations.
The sophisticated construction of these cables, from the finest details of conductor stranding to the formulation of the protective outer sheath, demonstrates how proper engineering can create solutions that excel in the most demanding applications. Each component serves multiple functions whilst contributing to the cable's overall performance, creating a synergistic effect that enables reliable operation in conditions that would quickly destroy conventional electrical cables.
The electrical performance characteristics of BS 6708 cables provide mining operations with the reliability and efficiency essential for maintaining continuous production whilst ensuring the safety of personnel and equipment. The careful balance between current carrying capacity, voltage ratings, and mechanical protection enables these cables to serve applications ranging from small control circuits to high-power mining equipment, providing versatility that simplifies cable inventory and installation planning.
Understanding the applications and proper selection criteria for Type 20 versus Type 21 configurations enables mining engineers to optimise their electrical system designs whilst maintaining compliance with safety standards and operational requirements. The flexibility to choose between three-core and four-core configurations provides the adaptability necessary to accommodate various electrical system architectures and safety requirements.
The comprehensive approach to safety embodied in BS 6708 cables extends beyond mere compliance with minimum standards to provide robust protection against the multiple hazards present in mining environments. From explosion prevention in hazardous gas zones to mechanical protection against crushing and cutting forces, these cables contribute significantly to overall mining safety programmes.
Perhaps most importantly, the long-term reliability achievable with properly selected, installed, and maintained BS 6708 cables provides mining operations with the electrical infrastructure dependability essential for safe and profitable operations. In an industry where electrical failure can have catastrophic consequences for both safety and productivity, the investment in high-quality mining cables represents not just good engineering practice but essential risk management.
The future of mining operations increasingly demands electrical systems that can support more sophisticated equipment, higher power requirements, and enhanced safety systems. BS 6708 Type 20 and Type 21 cables provide the foundation for these advanced mining electrical systems, offering the performance, reliability, and safety characteristics necessary to support the continued evolution of mining technology whilst maintaining the uncompromising safety standards that define responsible mining operations.
As mining operations continue to evolve and face new challenges, the principles embodied in BS 6708 cable design will undoubtedly continue to influence the development of future mining electrical infrastructure. The combination of engineering excellence, comprehensive safety consideration, and practical operational understanding demonstrated in these cables sets the standard for mining electrical equipment and provides a model for continued innovation in this critical field.

