
BS 6708 TYPE 201 Mining Cable
Comprehensive guide to BS 6708 TYPE 201 mining cables covering electrical parameters, applications in underground coal mines, cable structure, safety features, and technical specifications for excavating machinery power supply.
5/29/202515 min read
BS 6708 TYPE 201 Mining Cable
Introduction to Mining Cable Technology
Mining operations represent some of the most demanding environments for electrical equipment, where cables must withstand extreme mechanical stress, chemical exposure, explosive atmospheres, and continuous operational demands. The reliability of power distribution systems in these environments directly impacts both operational efficiency and worker safety, making the selection of appropriate cables absolutely critical.
The BS 6708 TYPE 201 mining cable represents a sophisticated engineering solution specifically designed to meet the unique challenges of underground and surface mining operations. This cable standard addresses the complex requirements of powering heavy machinery in environments where traditional electrical cables would quickly fail. Understanding the intricacies of this cable type becomes essential for mining engineers, electrical contractors, and safety professionals who must ensure reliable power distribution whilst maintaining the highest safety standards.
Mining cables differ fundamentally from conventional industrial cables because they must operate in environments characterised by mechanical abuse, chemical exposure, moisture ingress, and potentially explosive atmospheres. The BS 6708 TYPE 201 specification addresses these challenges through a carefully engineered multi-layer construction that provides both electrical performance and robust physical protection.
Application Scenarios and Environmental Demands
Primary Industrial Applications
The BS 6708 TYPE 201 cable finds its primary application in powering excavating and crushing machinery, which represents the backbone of modern mining operations. These machines require substantial electrical power whilst operating in conditions that would destroy conventional electrical cables within days or weeks. The cable's design specifically addresses the power requirements of draglines, shovels, crushers, conveyor systems, and other heavy machinery that forms the essential infrastructure of mining operations.
Underground coal mining presents particularly demanding conditions where the cable must operate in confined spaces with limited ventilation, high humidity, and the constant presence of coal dust and potentially explosive gases. The cable's construction ensures reliable power delivery to face machinery, continuous miners, shuttle cars, and ventilation equipment that are essential for safe underground operations. The ability to maintain electrical integrity whilst withstanding the mechanical stresses of underground installation and operation represents a critical safety consideration.
Surface mining operations, whilst not presenting the same atmospheric hazards as underground work, impose their own demanding requirements. Open-pit mining equipment operates in environments with extreme temperature variations, UV exposure, mechanical abuse from rock falls, and constant vibration. The BS 6708 TYPE 201 cable's robust construction ensures reliable operation under these demanding surface conditions whilst maintaining the flexibility needed for mobile equipment applications.
Environmental Resilience Characteristics
The cable's design specifically addresses the harsh mechanical and chemical conditions encountered in mining environments. The multi-layer construction provides protection against oil exposure, which is commonplace in mining operations due to hydraulic systems, lubrication requirements, and fuel handling. Chemical resistance becomes particularly important in operations where processing chemicals, cleaning solvents, or treatment compounds might contact the cable during routine maintenance or operational activities.
Flame resistance represents a critical safety feature, particularly in underground operations where fire represents an extreme hazard due to confined spaces and limited evacuation routes. The cable's construction incorporates flame-retardant materials that help prevent fire propagation whilst maintaining structural integrity during emergency situations. This characteristic becomes particularly important in coal mining operations where methane gas and coal dust create potentially explosive atmospheres.
The cable's ability to operate in damp, hazardous, and confined areas reflects its suitability for typical mining conditions. Underground operations frequently encounter water ingress, high humidity, and condensation that would compromise conventional electrical installations. The cable's moisture resistance ensures reliable operation whilst preventing the electrical faults that could create dangerous conditions in explosive atmospheres.


Electrical Parameters and Performance Characteristics
Voltage Specifications and Safety Margins
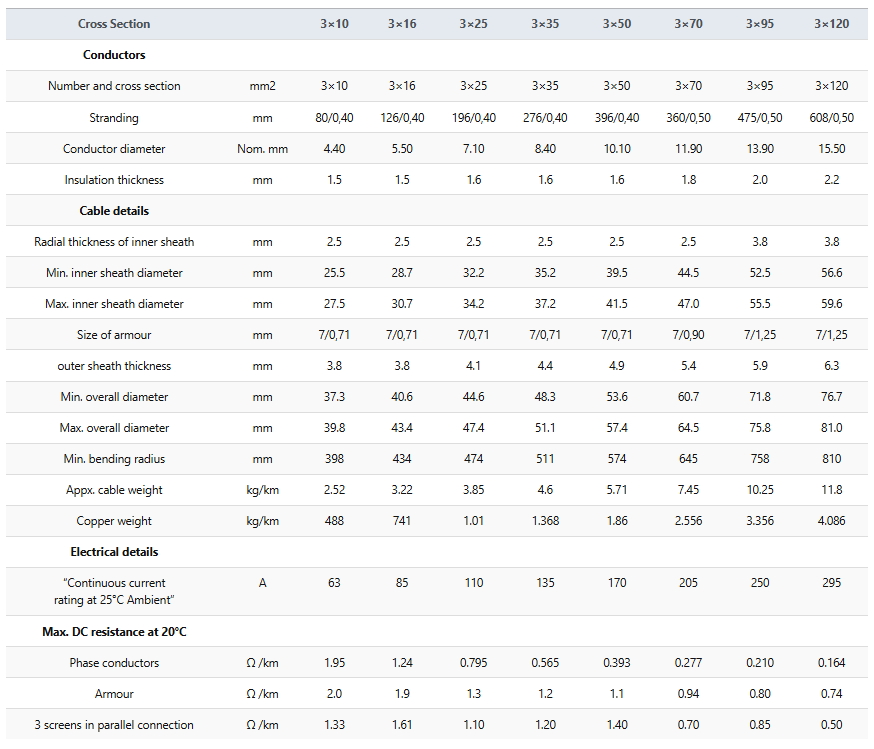
The BS 6708 TYPE 201 cable operates at a rated voltage of 640/1100 V, which represents the standard medium voltage level for mining equipment power distribution. This voltage level provides an optimal balance between power transmission efficiency and safety considerations in mining environments. The dual voltage rating indicates the cable's suitability for both line-to-line (640 V) and line-to-earth (1100 V) applications, providing flexibility in system design and installation.
The test voltage specification of 3 kV represents a substantial safety margin above the operating voltage, ensuring reliable insulation performance even under adverse conditions. This high test voltage requirement reflects the demanding nature of mining environments where moisture, mechanical stress, and chemical exposure could compromise insulation integrity. The ability to withstand this test voltage provides confidence in the cable's long-term reliability and safety performance.
Understanding these voltage specifications becomes crucial for system designers who must ensure compatibility with existing mining electrical infrastructure whilst maintaining appropriate safety margins. The standardised voltage levels facilitate integration with existing equipment whilst providing the reliability needed for continuous mining operations.
Current Carrying Capacity and Thermal Performance
The current ratings for BS 6708 TYPE 201 cables range from 63A to 295A, depending on the conductor cross-sectional area. This wide range of current capacities allows the cable to serve applications from small auxiliary equipment to large excavating machinery. The current ratings are established based on continuous operation at 25°C ambient temperature, which represents typical underground mining conditions.
The relationship between conductor size and current capacity follows established engineering principles, but the specific ratings for mining cables must account for the additional thermal resistance created by the cable's protective layers. The rubber-based insulation and multiple protective layers create thermal barriers that must be considered in thermal calculations to ensure safe operation without exceeding temperature limits that could compromise insulation integrity.
Thermal performance becomes particularly critical in underground applications where ambient temperatures may be elevated due to geothermal effects, equipment heat generation, and limited ventilation. The cable's ability to operate safely within its temperature limits whilst maintaining current carrying capacity represents a crucial aspect of system reliability and safety.
Resistance Characteristics and Efficiency
The DC resistance values at 20°C provide essential data for calculating voltage drops, power losses, and system efficiency. For the 3x50 mm² configuration, the DC resistance of 0.393 Ω/km represents typical values for high-quality copper conductors. These low resistance values ensure efficient power transmission whilst minimising energy losses that would otherwise appear as unwanted heat generation.
The screen and armour resistance values become important for earthing calculations and fault current analysis. The screen resistance of 1.1 Ω/km and armour resistance of 1.4 Ω/km for the 3x50 mm² cable provide earthing paths that are essential for safe operation in mining environments where earth fault protection represents a critical safety function.
Understanding resistance characteristics enables engineers to calculate system performance accurately and ensure that voltage drops remain within acceptable limits for equipment operation. These calculations become particularly important for long cable runs common in mining operations where power must be transmitted over considerable distances from distribution points to working faces.
Cable Construction and Engineering Design
Conductor Technology and Performance
The conductor utilises Class 5 tinned copper construction conforming to IEC 60228 standards, which provides optimal flexibility whilst maintaining excellent electrical conductivity. The stranded construction, typically using 396 individual strands of 0.40mm diameter wire for the 50 mm² conductor, provides the flexibility needed for installation in confined spaces whilst maintaining mechanical durability under repeated bending cycles.
Tinning of the copper strands represents a crucial enhancement for mining applications. The tin coating provides corrosion protection in the humid, chemically aggressive environments typical of mining operations. Without this protection, copper oxidation would increase resistance, generate heat, and potentially create dangerous conditions in explosive atmospheres. The tinning process ensures long-term reliability whilst maintaining the excellent conductivity characteristics of copper.
The electrolytic copper base material ensures minimal impurities that could affect conductivity or mechanical properties. This high-purity copper provides the foundation for reliable electrical performance throughout the cable's operational life, even under the demanding conditions encountered in mining applications.
Insulation System Engineering
The EPR (Ethylene Propylene Rubber) insulation system provides exceptional thermal resistance and mechanical durability essential for mining applications. EPR offers superior performance compared to conventional PVC insulation, particularly in terms of temperature resistance, flexibility at low temperatures, and resistance to environmental stress cracking. These characteristics prove essential in mining environments where temperature variations, mechanical stress, and chemical exposure would quickly degrade conventional insulation materials.
The insulation thickness varies with conductor size, ranging from 1.5mm for smaller conductors to 2.2mm for the largest sizes. This graduated approach ensures appropriate electrical stress distribution whilst maintaining mechanical flexibility. The insulation system must withstand not only the electrical stresses associated with normal operation but also the mechanical stresses encountered during installation and service in mining environments.
EPR insulation maintains its properties across a wide temperature range, ensuring reliable performance from the low temperatures that might be encountered in surface mining during winter conditions to the elevated temperatures associated with underground operations and equipment heat generation. This temperature stability ensures consistent electrical performance throughout the cable's operational life.
Screening and Electromagnetic Compatibility
The braided tinned copper and nylon screen over the phase cores provides electromagnetic interference (EMI) suppression essential for reliable operation of sensitive electronic equipment increasingly common in modern mining operations. This screening prevents interference that could affect control systems, communication equipment, and safety monitoring devices that are integral to safe mining operations.
The screen construction combines the conductivity of tinned copper with the mechanical properties of nylon, creating a flexible yet effective electromagnetic barrier. The braided construction maintains screening effectiveness even when the cable is bent or twisted during installation or service, ensuring consistent EMI suppression throughout the cable's operational life.
Proper earthing of the screen becomes essential for effective EMI suppression and safety. The screen provides a low-impedance path for electromagnetic currents whilst contributing to the overall earthing system that is crucial for safe operation in mining environments where earth fault protection represents a primary safety mechanism.
Mechanical Protection Systems
The galvanised steel wire armour provides exceptional mechanical protection against the crushing forces, impact damage, and abrasion that characterise mining environments. The seven-wire construction, typically using wires of 0.90mm diameter for medium-sized cables, provides flexibility whilst maintaining protective capabilities. This pliable armour design allows installation in confined spaces whilst providing the mechanical strength needed to withstand operational stresses.
Galvanising of the steel wires provides corrosion protection essential for long-term reliability in the humid conditions typical of mining operations. Without this protection, steel wire corrosion would compromise mechanical integrity and potentially create safety hazards. The galvanising process ensures that the armour maintains its protective function throughout the cable's operational life.
The armour system must balance mechanical protection with installation flexibility. The wire construction and lay angle are optimised to provide maximum protection against crushing and impact forces whilst maintaining sufficient flexibility for installation in the confined spaces and around the obstacles commonly encountered in mining operations.
Outer Sheath Technology
The heavy-duty chloroprene outer sheath provides the final protective barrier against environmental hazards whilst contributing to the cable's flame-retardant properties. Chloroprene rubber offers exceptional resistance to oil, chemicals, abrasion, and environmental stress whilst maintaining flexibility across a wide temperature range. These characteristics prove essential in mining environments where the cable may encounter hydraulic fluids, cleaning chemicals, and mechanical abuse.
The flame-retardant properties of chloroprene contribute significantly to fire safety in mining operations. The material's ability to resist ignition and prevent flame propagation helps contain fires that could otherwise spread rapidly through cable installations. This characteristic becomes particularly important in underground operations where fire represents an extreme hazard due to confined spaces and limited evacuation routes.
The sheath thickness varies with cable size to provide appropriate protection whilst maintaining flexibility. For the 3x50 mm² cable, the 4.9mm sheath thickness provides robust protection whilst allowing the cable to be bent to the minimum radius of 574mm, which represents approximately ten times the cable diameter.
Technical Dimensions and Installation Considerations
Cable Sizing and Weight Characteristics
The dimensional characteristics of BS 6708 TYPE 201 cables reflect the substantial construction needed to provide reliable operation in mining environments. The 3x50 mm² cable, representing a commonly used size for medium-power applications, exhibits an overall diameter ranging from 53.6mm to 57.4mm. This substantial diameter reflects the multiple protective layers essential for mining applications but requires consideration during installation planning to ensure adequate space allocation and bending radius compliance.
The cable weight of approximately 5,710 kg/km for the 3x50 mm² size reflects the substantial construction with copper conductors contributing 1,860 kg/km to the total weight. These weight characteristics require consideration during installation planning, particularly for overhead installations or installations in confined spaces where manual handling becomes challenging. The high copper content contributes to excellent electrical conductivity but requires appropriate support systems to prevent mechanical stress on terminations and joints.
Understanding the relationship between cable size and physical characteristics enables proper selection for specific applications. Smaller installations might utilise 3x10 mm² cables weighing approximately 2,520 kg/km, whilst heavy-duty applications might require 3x120 mm² cables weighing 11,800 kg/km. This range of sizes ensures appropriate selection for applications from auxiliary equipment to primary excavating machinery.
Bending Radius and Installation Flexibility
The minimum bending radius specifications represent critical installation parameters that must be observed to prevent damage to the cable's internal structure. For the 3x50 mm² cable, the minimum bending radius of 574mm represents approximately ten times the cable diameter. This relatively large bending radius reflects the substantial construction and the need to prevent damage to the armour, insulation, or conductor during installation.
Exceeding the minimum bending radius during installation can cause several types of damage including conductor strand breakage, insulation cracking, armour wire displacement, and screen discontinuity. These forms of damage might not be immediately apparent but can lead to premature failure during service, potentially creating safety hazards in mining environments where cable reliability is essential for safe operations.
Installation planning must account for the substantial bending radius requirements, particularly in confined spaces typical of underground mining operations. Cable routes must be designed with appropriate clearances and support systems to ensure that bending radius requirements can be met throughout the installation whilst providing adequate access for maintenance and inspection activities.

Frequently Asked Questions and Technical Solutions
Material Selection and Corrosion Resistance
Why is tinned copper used instead of plain copper for the conductors?
Tinned copper provides superior corrosion resistance compared to plain copper, which becomes essential in the humid, chemically aggressive environments typical of mining operations. Plain copper readily oxidises when exposed to moisture and oxygen, forming copper oxide that increases electrical resistance and generates heat during current flow. In mining environments where explosive gases or dust may be present, this heat generation could create ignition sources that pose serious safety hazards.
The tin coating acts as a barrier that prevents oxygen and moisture from reaching the underlying copper, maintaining the conductor's electrical properties throughout its operational life. Additionally, tin provides improved solderability for terminations and joints, ensuring reliable electrical connections that are essential for safe mining operations. The relatively small additional cost of tinning represents excellent value when considered against the improved reliability and safety provided in demanding mining environments.
The electrochemical properties of tin also provide galvanic protection for the underlying copper. Even if the tin coating becomes damaged, the electrochemical relationship between tin and copper provides continued protection against corrosion, ensuring long-term reliability in challenging environments.
Fire Safety and Explosive Atmosphere Protection
What makes this cable flame-retardant and safe for use in gas-prone mining environments?
The flame-retardant properties result from the carefully selected materials used throughout the cable's construction, with the chloroprene outer sheath providing the primary flame resistance. Chloroprene rubber has inherent flame-retardant characteristics, meaning it resists ignition and self-extinguishes when the ignition source is removed. This characteristic helps prevent fire propagation along cable installations, which is crucial in mining environments where fire represents an extreme hazard.
The EPR insulation also contributes to fire safety through its thermal stability and resistance to thermal degradation. Unlike some polymer insulations that can produce toxic gases when heated, EPR maintains structural integrity at elevated temperatures whilst producing minimal harmful emissions. This characteristic becomes particularly important in underground mining where ventilation limitations could allow toxic gases to accumulate.
The steel wire armour provides additional fire protection by maintaining mechanical integrity during fire conditions, preventing the collapse of cable installations that could block escape routes or access for firefighting activities. The combination of flame-retardant materials and robust mechanical construction ensures that the cable contributes to overall fire safety rather than representing a fire hazard itself.
For explosive atmosphere protection, the cable's construction prevents the generation of sparks or hot surfaces that could ignite explosive gases or dust. The robust insulation system prevents electrical faults that could create arcing, whilst the earthing provided by the screen and armour ensures rapid fault clearance if electrical problems do occur.
Mechanical Protection and Durability
How does the cable withstand mechanical damage in underground mining operations?
The mechanical protection system centres on the galvanised steel wire armour that surrounds the cable core. This armour consists of pliable steel wires laid helically around the cable, providing protection against crushing forces, impact damage, and pulling tensions that are commonplace in mining operations. The pliable nature of the armour allows the cable to bend and flex whilst maintaining protective capabilities.
The galvanised coating on the steel wires prevents corrosion that would otherwise weaken the armour over time. In the humid conditions typical of underground mining, unprotected steel would quickly rust, compromising the mechanical protection and potentially creating safety hazards. The galvanising process ensures that the armour maintains its protective function throughout the cable's operational life.
The rubber-based bedding compound provides additional mechanical protection by cushioning the cable cores against impact and vibration. This bedding also helps distribute mechanical loads across the cable cross-section, preventing localised stress concentrations that could damage individual components. The combination of steel armour and rubber bedding creates a robust mechanical protection system suitable for the demanding conditions encountered in mining operations.
The outer chloroprene sheath provides the final protective barrier against abrasion and environmental damage. Chloroprene rubber offers exceptional resistance to cutting and tearing whilst maintaining flexibility under mechanical stress. This combination of properties ensures that the cable can withstand the mechanical abuse encountered during installation and service in mining environments.
Installation Practices and Common Failures
What happens if the cable is bent too tightly during installation?
Excessive bending during installation can cause several types of damage that may not be immediately apparent but can lead to premature failure during service. Conductor damage represents the most serious concern, as excessive bending can cause individual copper strands to break, reducing the effective conductor cross-section and increasing electrical resistance. This increased resistance generates heat during current flow, which can accelerate insulation degradation and potentially create fire hazards.
Insulation cracking represents another serious consequence of excessive bending. The EPR insulation, whilst flexible, has physical limits beyond which it will crack or separate from the conductor. These cracks create weak points in the insulation system that can lead to electrical breakdown, particularly in the presence of moisture or contaminants common in mining environments. Insulation failure can result in earth faults or short circuits that create safety hazards and operational disruptions.
Armour wire displacement or breakage can occur when bending exceeds design limits, compromising the mechanical protection that is essential for mining applications. Damaged armour cannot provide adequate protection against crushing forces or impact damage, leaving the cable vulnerable to mechanical failure during service. Additionally, broken armour wires can penetrate the outer sheath, creating pathways for moisture ingress or potential puncture hazards.
The screen system can also be damaged by excessive bending, potentially creating discontinuities that compromise electromagnetic interference suppression and earthing effectiveness. Screen damage can affect the operation of sensitive electronic equipment and compromise the safety earthing systems that are essential for safe mining operations.
Surface Mining Applications and Environmental Considerations
Can BS 6708 TYPE 201 cable be used effectively in above-ground mining operations?
The cable's construction makes it entirely suitable for surface mining applications, where it encounters different but equally demanding environmental conditions compared to underground operations. Surface operations expose cables to extreme temperature variations, from sub-zero conditions in winter to elevated temperatures from direct sunlight and equipment heat generation. The EPR insulation and chloroprene sheath maintain their properties across this wide temperature range, ensuring reliable electrical performance.
UV exposure represents a significant concern for surface installations, as ultraviolet radiation can degrade many polymer materials over time. The chloroprene outer sheath provides good UV resistance, though consideration should be given to additional protection for cables exposed to direct sunlight for extended periods. Where necessary, UV-resistant cable trays or conduit systems can provide additional protection whilst maintaining the flexibility needed for mobile equipment applications.
Weather resistance becomes crucial for surface applications where cables must withstand rain, snow, wind, and ice formation. The chloroprene sheath provides excellent moisture resistance whilst maintaining flexibility in cold conditions. The robust construction ensures that ice formation or thermal cycling does not compromise the cable's integrity or electrical performance.
The mechanical protection provided by the steel wire armour proves equally valuable in surface applications where cables may be subjected to vehicle traffic, falling rocks, or contact with heavy machinery. The armour's ability to withstand crushing and impact forces ensures reliable operation even in the demanding conditions typical of surface mining operations.
Mobile equipment applications require cables that can withstand continuous flexing as machinery moves and operates. The cable's construction provides the flexibility needed for these applications whilst maintaining mechanical and electrical integrity through repeated bending cycles. The pliable armour and flexible insulation system ensure long service life even under demanding mobile applications.
Conclusion and Best Practice Recommendations
The BS 6708 TYPE 201 mining cable represents a sophisticated engineering solution that addresses the unique challenges of electrical power distribution in mining environments. Its multi-layer construction provides the electrical performance, mechanical protection, and environmental resistance needed for reliable operation in some of the most demanding industrial applications.
The cable's robust design reflects decades of experience in mining applications, incorporating lessons learned from field operations to create a product that balances performance, safety, and durability. The careful selection of materials and construction techniques ensures that each layer contributes to the overall performance whilst maintaining the flexibility needed for practical installation and service.
Understanding the technical specifications and application requirements enables proper cable selection and installation practices that maximise service life whilst maintaining safety standards. The relationship between conductor size, current capacity, mechanical protection, and installation requirements must be carefully considered to ensure optimal performance in specific applications.
Future developments in mining technology will continue to demand reliable electrical infrastructure, and the BS 6708 TYPE 201 cable standard provides a proven foundation for these evolving requirements. As mining operations become increasingly automated and dependent on electronic systems, the importance of reliable cable installations will only continue to grow.
For engineers and technicians involved in mining electrical systems, thorough understanding of cable specifications, installation requirements, and maintenance practices remains essential for safe and reliable operations. Consultation with cable manufacturers and adherence to established installation standards ensures that these sophisticated cables provide the reliable service that modern mining operations demand whilst maintaining the safety standards that protect both equipment and personnel in these challenging environments.

