
BS 6708 Type 506, 512, 518, and 524 Mining Cables
Discover BS 6708 mining cables Types 506, 512, 518, and 524 specifications, applications, electrical parameters, and safety standards for underground mining operations in the UK.
5/30/202511 min read
BS 6708 Type 506, 512, 518, and 524 Mining Cables
Introduction to BS 6708 Mining Cable Standards
The mining industry operates under some of the most challenging conditions imaginable, where equipment must withstand extreme temperatures, corrosive environments, explosive atmospheres, and constant mechanical stress. In such demanding circumstances, the reliability of electrical infrastructure becomes absolutely critical for both operational efficiency and worker safety. This is precisely where the BS 6708 standard comes into play, serving as the cornerstone of cable safety and performance in British mining operations.
BS 6708:1998 represents a comprehensive specification that governs flexible cables used throughout mining and quarrying operations across the United Kingdom. This standard was developed through extensive collaboration between mining engineers, electrical specialists, and safety experts who understood that conventional cables simply could not meet the unique demands of underground environments. The standard addresses everything from conductor materials and insulation properties to sheathing requirements and testing protocols, ensuring that every cable component can withstand the harsh realities of mining work.
Within this comprehensive standard, Types 506, 512, 518, and 524 occupy a particularly important position as auxiliary cables specifically engineered for interconnecting large mining machinery and their associated equipment. These cables represent years of engineering refinement, incorporating lessons learned from decades of mining operations. They bridge the gap between the massive power requirements of primary mining equipment and the precise control needs of auxiliary systems, making them indispensable components in modern mining operations.
The significance of these particular cable types extends beyond their technical specifications. They embody a philosophy of robust engineering that prioritises safety, reliability, and longevity over cost-cutting measures. In an industry where equipment failure can result in production losses measured in millions of pounds, not to mention potential safety hazards, the investment in properly specified cables represents both sound business practice and ethical responsibility toward mining personnel.
Application Scenarios and Operational Environments
Understanding where and how BS 6708 Types 506, 512, 518, and 524 cables are deployed requires appreciating the complex ecosystem of modern mining operations. These cables serve as the nervous system of large mining machinery, carrying control signals that coordinate the intricate dance of mechanical components working in perfect synchronisation.
In underground coal mines, these cables typically connect the main control panels of continuous miners to their cutting heads, conveyor systems, and dust suppression equipment. The cables must navigate through confined spaces, around sharp corners, and past moving machinery whilst maintaining signal integrity and electrical safety. Consider a longwall mining operation where a massive shearer moves back and forth across a coal face. The control cables following this equipment must flex thousands of times per shift whilst remaining completely reliable, as any failure could halt production across an entire section of the mine.
Surface mining operations present their own unique challenges for these cables. Open-pit mines subject equipment to extreme temperature variations, from scorching summer heat to bitter winter cold. Draglines, bucket-wheel excavators, and massive haul trucks all rely on these auxiliary cables to coordinate their operations. The cables might run from operator cabins to hydraulic control systems, connecting sensors that monitor equipment performance or linking safety systems that can immediately shut down operations if dangerous conditions are detected.
The environments where these cables operate are truly extraordinary. Deep underground, they encounter humidity levels that would destroy conventional cables within weeks. Corrosive gases seep through rock formations, whilst coal dust creates an ever-present risk of explosion. Surface operations expose cables to ultraviolet radiation, temperature extremes, and mechanical abuse from heavy machinery traffic. Throughout all these conditions, the cables must maintain their electrical properties and mechanical integrity.
What makes the operational environment particularly challenging is the combination of factors that cables must withstand simultaneously. A single cable might need to resist chemical corrosion from mine water whilst flexing repeatedly as machinery moves, all whilst maintaining precise electrical characteristics in an atmosphere that could explode if proper safety protocols are not followed. This multi-faceted challenge explains why standard industrial cables are simply inadequate for mining applications and why specialised standards like BS 6708 are essential.
The auxiliary nature of these particular cable types means they often work in conjunction with much larger power cables, creating complex cable management scenarios. In a typical mining installation, you might find these control cables running alongside high-voltage power feeds, communication lines, and hydraulic hoses, all whilst being subjected to the same harsh environmental conditions. The engineering challenge lies not just in making each cable robust individually, but in ensuring they can coexist without interference or mutual degradation.


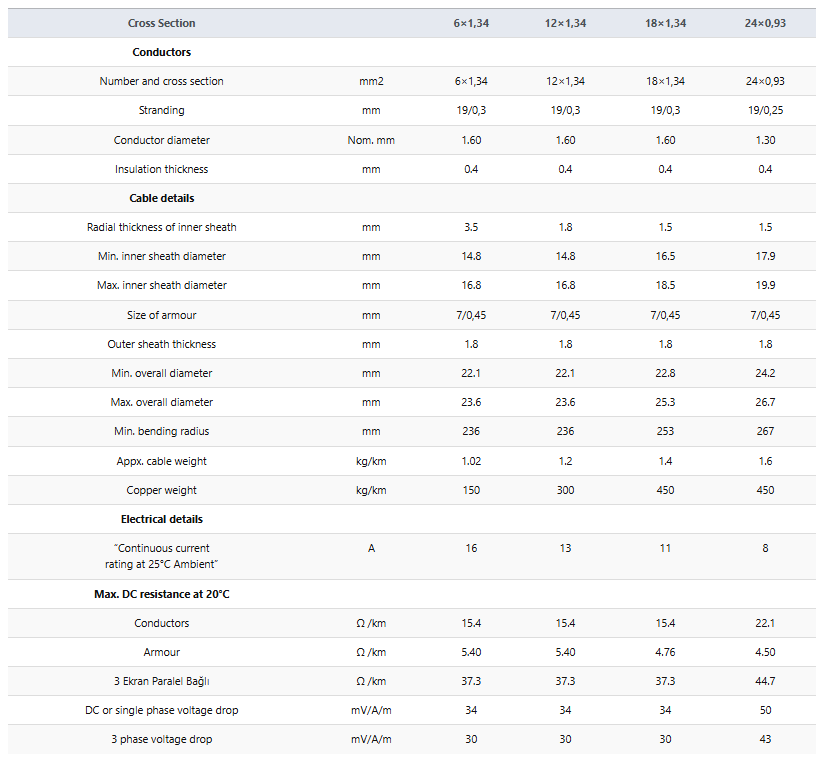
Detailed Electrical Specifications and Technical Parameters
The electrical characteristics of BS 6708 Types 506, 512, 518, and 524 cables reflect decades of engineering experience in mining applications. The voltage rating of 320/550 volts might seem modest compared to transmission cables, but this specification represents a careful balance between power delivery capability and safety considerations in potentially explosive atmospheres.
The rated voltage of 320/550 volts follows the European convention where the first figure represents the voltage between any conductor and earth, whilst the second figure represents the voltage between conductors. This dual rating system ensures clarity in applications where cables might be used in different earthing configurations. The choice of this voltage level reflects the practical reality that most mining control systems operate at these levels, providing sufficient power for actuators, sensors, and control circuits whilst remaining within safety margins established for hazardous locations.
Testing voltage requirements demonstrate the safety margins built into these cables. At 1.5 kilovolts, the test voltage represents more than four times the rated voltage, ensuring that cables can withstand electrical stress well beyond normal operating conditions. This testing regime accounts for the reality that mining environments can subject cables to unexpected electrical stresses, perhaps from nearby lightning strikes, electrical faults in other equipment, or the challenging earthing conditions often found in mining operations.
Temperature ratings reveal the sophisticated materials engineering that goes into these cables. The maximum operating temperature of 90°C acknowledges that mining equipment often operates in confined spaces with limited ventilation, where ambient temperatures can be significantly elevated. The short-circuit temperature rating of 200°C for five seconds provides crucial safety margin during fault conditions, ensuring that cables can withstand brief overcurrent events without catastrophic failure that might create fire hazards or release toxic gases.
The mechanical properties specification of 15 N/mm² permanent tensile force addresses one of the most challenging aspects of mining cable applications. Mining equipment frequently moves, creating tension in cables that would quickly destroy conventional designs. This tensile strength specification ensures that cables can withstand the mechanical stresses of normal operation whilst maintaining their electrical integrity. The permanent nature of this specification means the cables retain this strength throughout their operational life, not just when new.
Construction details reveal the sophisticated engineering approach taken with these cables. The conductor specification calling for electrolytic, stranded, tinned copper wire meeting IEC 60228 Class 5 requirements ensures maximum conductivity and flexibility. The tinning process provides corrosion resistance crucial in mining environments, whilst the Class 5 stranding provides the flexibility needed for cables that must bend repeatedly during normal operation.
Insulation materials of EPR (Ethylene Propylene Rubber) or TPE (Thermoplastic Elastomer) represent carefully chosen compounds that balance electrical properties, chemical resistance, and mechanical durability. EPR provides excellent electrical characteristics and temperature resistance, whilst TPE offers superior mechanical properties and processing advantages. The choice between these materials often depends on specific application requirements and environmental conditions.
The screening system using tinned copper and nylon braided screens over individual cores addresses electromagnetic interference concerns that are particularly critical in mining environments. Mining operations generate significant electrical noise from variable frequency drives, switching equipment, and radio communications. The individual screening of cores ensures that control signals remain clean and reliable even in this electrically noisy environment.

Frequently Asked Questions: Addressing Common Mining Cable Concerns
What distinguishes Types 506, 512, 518, and 524 from other BS 6708 cables, and why does this matter for mining operations?
These specific types represent auxiliary cables engineered with galvanised steel pliable wire armouring and featuring up to 24 individually metallic screened cores. This combination makes them uniquely suited for interconnecting large mining machines and their auxiliary equipment. The distinction matters because mining operations require different cable types for different functions. Whilst some cables might carry high power to drive motors, these auxiliary cables carry the control signals that coordinate complex mining operations. The individual screening of up to 24 cores means that multiple control circuits can be bundled into a single cable without signal interference, simplifying installation and maintenance whilst ensuring reliability.
Think of these cables as the difference between the main power supply to a building and the telephone wiring within it. Both are essential, but they serve completely different functions and require different engineering approaches. The auxiliary nature of these cables means they must be extraordinarily reliable because failure of a control circuit can shut down equipment that might be powered by cables carrying hundreds of times more current.
Can these cables safely operate in explosive environments, and what specific safety features enable this capability?
These cables are specifically designed for use in underground mines where explosive gases and dust may accumulate, as well as in surface operations where similar hazards might exist. The safety features that enable this capability are built into every aspect of the cable design. The galvanised steel armouring provides earthing continuity that helps prevent static electricity buildup, whilst the heavy-duty chloroprene outer sheath resists degradation from chemicals that might create explosive atmospheres.
The individual screening of cores serves a dual safety purpose: it prevents electromagnetic interference that might disrupt safety systems, and it provides additional earthing paths that help dissipate dangerous electrical energy. The voltage rating of 320/550 volts is deliberately chosen to remain well below levels that might create dangerous sparking in explosive atmospheres, whilst the robust construction ensures that mechanical damage is unlikely to create fault conditions that could ignite explosive mixtures.
What are the critical installation temperature limits, and how do these relate to cable performance throughout its operational life?
Installation temperature limits of -40°C to +80°C reflect the extreme conditions that mining operations might encounter, from Arctic surface mines to deep underground operations where geothermal heating raises ambient temperatures. These limits are not arbitrary but relate directly to the physical properties of the cable materials at these temperatures.
Below -40°C, the outer sheath materials become brittle and susceptible to cracking during installation handling. Above 80°C, the materials become too soft, making it difficult to achieve proper cable routing and support. However, once installed, the cables can operate at temperatures up to 90°C because they are no longer being bent and manipulated during normal operation.
Understanding these temperature relationships is crucial for mining engineers because improper installation in extreme temperatures can compromise cable integrity throughout its operational life. A cable damaged during cold-weather installation might develop water ingress problems months later, whilst a cable installed in excessive heat might have insufficient mechanical support that leads to premature failure.
How are individual cores identified within these complex multi-core cables, and why is this identification system important?
Core identification within these cables can be customised according to international standards or specific customer requirements, reflecting the reality that different mining operations have different control system architectures. The identification system typically involves colour coding of the insulation, often supplemented by printed numbers or letters on the individual cores.
This identification system is absolutely critical in mining applications because control cable connections must be made quickly and accurately, often in challenging conditions with limited visibility. A misconnected control circuit might cause a conveyor to run in the wrong direction, a cutting head to operate when it should be stopped, or a safety system to fail when needed most. The customisable nature of the identification system allows mining operations to standardise their electrical installations, reducing the likelihood of connection errors and simplifying maintenance procedures.
What is the engineering significance of the galvanised steel pliable armouring, and how does it contribute to cable reliability?
The galvanised steel pliable armour represents one of the most important engineering features of these cables, serving multiple critical functions simultaneously. Mechanically, it provides protection against crushing forces, sharp objects, and abrasion that are constant threats in mining environments. The pliable nature means the armour can flex with the cable whilst maintaining its protective function, essential for cables that must move with mining equipment.
Electrically, the galvanised steel armour provides an earthing path that is crucial for safety in potentially explosive atmospheres. It also acts as electromagnetic shielding, protecting the internal control circuits from electrical interference generated by nearby power cables and mining equipment. The galvanising process provides corrosion resistance that ensures the armour maintains its protective and electrical functions throughout the cable's operational life.
The engineering significance extends to installation and maintenance as well. The armour provides mechanical strength that allows these cables to be pulled through conduits and around corners during installation, whilst its visibility makes it easy for maintenance personnel to identify proper cable types during service work. In emergency situations, the robust nature of the armoured construction means these cables are likely to survive incidents that would destroy lighter constructions, potentially maintaining critical control functions when they are needed most.
How do the electrical characteristics of these cables change over their operational life, and what maintenance considerations does this create?
The electrical characteristics of properly installed and maintained BS 6708 cables remain remarkably stable throughout their operational life, but understanding the gradual changes that do occur is important for maintaining mining operations. Conductor resistance typically increases slightly over time due to corrosion of connection points and gradual oxidation of conductor surfaces, particularly at terminations where moisture might penetrate.
Insulation resistance generally decreases gradually as the insulation materials absorb moisture and are exposed to chemical contaminants common in mining environments. However, the robust insulation systems used in these cables are designed to maintain adequate insulation levels well beyond the minimum service life of the cable.
The screening effectiveness may degrade if the cable experiences repeated mechanical stress that damages the braided screens, or if moisture penetration causes corrosion of the screening conductors. Regular testing of screen continuity and effectiveness is therefore an important maintenance consideration.
These gradual changes create several maintenance requirements. Regular electrical testing should include insulation resistance measurements, conductor resistance checks, and screen continuity verification. Physical inspection for mechanical damage, particularly at terminations and points where cables are subjected to movement, should be performed regularly. Most importantly, connection points should be inspected and maintained because these are typically where electrical degradation occurs most rapidly.
Conclusion: The Critical Role of Proper Cable Selection in Mining Safety and Efficiency
BS 6708 Types 506, 512, 518, and 524 cables represent far more than simple electrical conductors; they embody a comprehensive approach to engineering safety and reliability into the most challenging industrial applications. These cables serve as the critical communication links that enable modern mining operations to function safely and efficiently, carrying the control signals that coordinate complex machinery whilst operating in environments that would quickly destroy conventional cable designs.
The sophisticated engineering that goes into these cables reflects decades of experience in mining applications, incorporating lessons learned from both successful operations and costly failures. Every aspect of their design, from the choice of conductor materials to the configuration of the outer sheath, has been optimised for the unique demands of mining environments. The result is a cable system that provides the reliability foundation upon which safe and productive mining operations depend.
Understanding these cables properly requires appreciating the interconnected nature of their design elements. The electrical specifications cannot be considered in isolation from the mechanical properties, nor can the environmental resistance be separated from the installation requirements. This holistic approach to cable engineering ensures that these cables can deliver dependable performance throughout their operational life, even when subjected to the extraordinary stresses of mining applications.
For mining engineers and electrical professionals, proper selection and application of these cables represents both a technical challenge and a professional responsibility. The safety of mining personnel and the economic viability of mining operations both depend on making informed decisions about cable specifications, installation practices, and maintenance procedures. The investment in properly specified BS 6708 cables pays dividends not just in reduced maintenance costs and improved reliability, but in the peace of mind that comes from knowing that critical control systems are supported by cables engineered to meet the unique demands of mining applications.
As mining operations continue to evolve with advancing technology and increasing automation, the role of auxiliary control cables becomes ever more critical. The data acquisition systems, automated safety circuits, and remote monitoring capabilities that characterise modern mining all depend on reliable cable connections that can maintain signal integrity in challenging environments. BS 6708 Types 506, 512, 518, and 524 cables provide the proven foundation for these advanced systems, ensuring that technological progress in mining continues to be built upon a solid foundation of electrical reliability and safety.

