
BS 6708 TYPE 62, TYPE 63, and TYPE 64 Mining Cables
Discover BS 6708 TYPE 62, TYPE 63, and TYPE 64 mining cables - essential power distribution solutions for excavating machines, coalface lighting, and hazardous mining environments with explosive gases and dust.
5/28/202517 min read
BS 6708 TYPE 62, TYPE 63, and TYPE 64 Mining Cables


Introduction
Mining operations present some of the most challenging environments for electrical equipment, where the combination of explosive gases, abrasive dust, mechanical stress, and extreme conditions demands the highest standards of safety and reliability. The British Standard BS 6708 represents a crucial framework that governs the design and manufacture of mining cables, ensuring they can withstand these demanding conditions whilst maintaining operational safety.
Understanding the intricacies of BS 6708 TYPE 62, TYPE 63, and TYPE 64 mining cables becomes essential for mining engineers, electrical contractors, and safety professionals who must navigate the complex requirements of underground power distribution. These cables form the electrical backbone of mining operations, powering everything from massive excavating equipment to critical safety lighting systems that miners depend upon for their daily work.
The significance of selecting appropriate cables extends far beyond mere electrical performance. In mining environments where a single electrical fault could trigger catastrophic explosions or leave workers in dangerous darkness, the choice of cable becomes a matter of life and death. This is why the BS 6708 standard exists - to provide a rigorous framework that ensures mining cables can perform reliably under the most extreme conditions whilst maintaining the highest safety standards.
The evolution of mining cable technology reflects decades of hard-learned lessons from the mining industry. Each component of these cables, from the tinned copper conductors to the heavy-duty chloroprene outer sheath, has been engineered to address specific challenges encountered in real-world mining applications. The standard recognises that mining cables must function not just as electrical conductors, but as robust mechanical components capable of withstanding crushing forces, chemical attack, and extreme temperature variations.
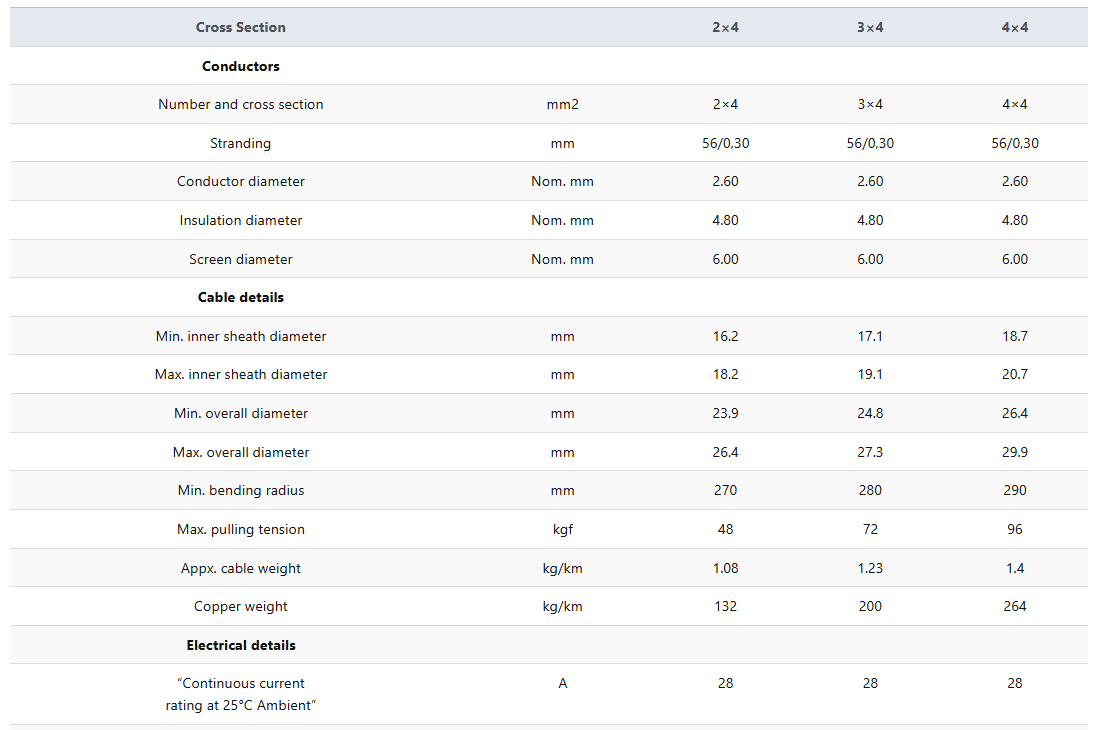
When we examine the three primary variants - TYPE 62, TYPE 63, and TYPE 64 - we see how the standard accommodates different operational requirements whilst maintaining consistent safety principles. These variations primarily differ in their conductor configurations, with TYPE 62 offering 2x4 mm² conductors, TYPE 63 providing 3x4 mm² conductors, and TYPE 64 featuring 4x4 mm² conductors. This systematic approach allows mining operations to select cables that precisely match their power distribution requirements without compromising on safety or reliability.
Application Scenarios: Where BS 6708 Mining Cables Excel
The application scenarios for BS 6708 mining cables encompass a remarkably diverse range of mining operations, each presenting unique challenges that these cables are specifically engineered to address. Understanding these applications helps explain why the standard demands such rigorous construction requirements and why these cables command premium pricing compared to standard industrial cables.
Primary Use Cases in Mining Operations
The most prominent application for these cables involves supplying power to excavating and crushing machines, which represent the heavy-duty workhorses of mining operations. These machines typically operate under extreme mechanical stress, generating significant vibrations and requiring substantial electrical power to function effectively. The cables must not only deliver this power reliably but also withstand the mechanical punishment that comes from being dragged through mine tunnels, subjected to impacts from falling debris, and exposed to the abrasive conditions that characterise mining environments.
Excavating machines, in particular, demand cables that can handle both high current loads and frequent flexing as the machines manoeuvre through confined spaces. The stranded copper construction specified in BS 6708, conforming to IEC 60228 Class 5, provides the necessary flexibility whilst maintaining excellent electrical conductivity. The galvanised steel pliable armour offers crucial protection against the crushing forces and impact damage that would quickly destroy conventional cables in these applications.
Coalface lighting represents another critical application where these cables prove indispensable. Unlike surface lighting installations where cable protection might be less critical, coalface lighting systems operate in environments where cable failure could leave miners in complete darkness - a potentially life-threatening situation. The reliability demanded in these applications explains why BS 6708 cables incorporate multiple layers of protection, including screens over phase and pilot cores, rubber-based bedding compounds, and heavy-duty outer sheaths.
The lighting applications also highlight the importance of the cable's electrical characteristics. The 640/1100V rating ensures adequate voltage levels reach lighting fixtures even over extended cable runs, whilst the specified voltage drop characteristics help maintain consistent illumination levels throughout the mining operation. The minimum insulation resistance of 590 MΩ/km provides an additional safety margin that proves crucial in the high-humidity conditions often found in underground mines.
Environmental Conditions and Challenges
The environmental conditions that BS 6708 cables must withstand extend far beyond what most industrial cables ever encounter. Deep mines present a unique combination of challenges that test every aspect of cable design and construction. The presence of explosive gases, particularly methane, creates an environment where any electrical fault could trigger a devastating explosion. This reality drives the stringent insulation requirements and the comprehensive screening systems that characterise these cables.
Dust accumulation represents another significant challenge, particularly in coal mining operations where fine coal dust can penetrate equipment and create additional explosion risks when combined with electrical sparks. The heavy-duty chloroprene outer sheath specified in BS 6708 provides excellent resistance to dust ingress whilst maintaining flexibility in low-temperature conditions that might be encountered in deep mines.
The cables must also function reliably on the surface, where they face different but equally challenging conditions. Surface mining operations expose cables to extreme temperature variations, UV radiation, and weather conditions that can rapidly degrade inferior materials. The ethylene propylene rubber (EPR) insulation chosen for these cables offers superior resistance to thermal cycling and maintains its electrical properties across a wide temperature range.
Water ingress presents a constant threat in many mining applications, whether from groundwater seepage in underground operations or from dust suppression systems and cleaning operations. The comprehensive sealing provided by the rubber-based bedding compound and chloroprene outer sheath creates multiple barriers against moisture penetration, ensuring continued safe operation even in wet conditions.
Compliance and Safety Considerations
The safety implications of using properly specified BS 6708 cables cannot be overstated. These cables form part of a comprehensive safety system that includes proper installation techniques, regular inspection protocols, and appropriate protective devices. The standard ensures that cables can withstand not just normal operating conditions but also the fault conditions that might occur during equipment failures or accident scenarios.
The compliance aspect extends beyond mere adherence to the standard's technical requirements. Mining operations must demonstrate that their electrical installations, including cable selections, meet the rigorous safety standards demanded by mining regulators. This typically involves detailed documentation of cable specifications, installation methods, and ongoing maintenance procedures. The traceable specifications provided by BS 6708 facilitate this compliance process by providing clear benchmarks against which installations can be evaluated.
Risk assessment procedures in mining operations must consider the potential consequences of cable failures, which can range from production disruptions to serious safety incidents. The robust construction of BS 6708 cables significantly reduces these risks, but proper application remains crucial. This includes selecting the appropriate cable type for each application, ensuring proper installation techniques, and implementing appropriate protection and monitoring systems.
Electrical Parameters: The Technical Foundation of Safety and Performance
The electrical parameters specified in BS 6708 for TYPE 62, TYPE 63, and TYPE 64 cables represent the culmination of extensive engineering analysis and real-world testing in mining environments. Each parameter serves a specific purpose in ensuring safe, reliable operation under the extreme conditions that characterise mining applications.
Cable Construction: Engineering for Extreme Conditions
The conductor design utilises electrolytic, stranded, tinned copper wire conforming to IEC 60228 Class 5 specifications. This choice reflects careful consideration of the competing demands for electrical performance, mechanical flexibility, and corrosion resistance. The stranding pattern, consisting of 56 individual wires each 0.30mm in diameter, provides excellent flexibility whilst maintaining low electrical resistance. The tinning process applies a thin layer of tin to each copper wire, providing crucial protection against corrosion in the humid, chemically aggressive environment typical of mining operations.
Understanding why Class 5 stranding is specified requires appreciating the mechanical demands placed on mining cables. Unlike fixed installations where cables remain stationary, mining cables often experience repeated flexing, dragging, and handling during equipment moves and maintenance operations. The fine stranding pattern distributes mechanical stress across multiple conductors, preventing the work-hardening and eventual failure that might occur with larger individual strands.
The ethylene propylene rubber (EPR) insulation system offers superior electrical and mechanical properties compared to alternatives like PVC or XLPE. EPR maintains excellent dielectric strength across a wide temperature range whilst providing outstanding flexibility and resistance to cracking under mechanical stress. The 4.80mm nominal insulation diameter provides adequate thickness to ensure reliable performance at the 640/1100V rating whilst keeping overall cable dimensions manageable for installation in confined mine spaces.
The screening system represents one of the most sophisticated aspects of these cables' design. Tinned copper wire combined with nylon braiding creates a screen over phase and pilot cores that serves multiple functions. Primarily, it provides electromagnetic interference (EMI) protection, crucial in mining environments where sensitive control and communication equipment must function reliably despite the presence of large motors and switching equipment. The screen also enhances safety by providing a low-impedance fault path that ensures rapid operation of protective devices in the event of insulation failures.
Voltage Ratings and Electrical Performance
The 640/1100V rating deserves careful explanation, as it reflects the specific voltage systems commonly used in mining operations. The dual rating indicates the cable's suitability for both 640V phase-to-earth and 1100V phase-to-phase applications, providing flexibility in system design whilst ensuring adequate safety margins. The 2.5kV test voltage provides a substantial safety margin, ensuring that cables can withstand the voltage surges and transients common in mining electrical systems.
Current-carrying capacity represents a critical parameter that directly affects cable sizing and installation costs. The 28A continuous rating at 25°C ambient temperature might seem modest compared to larger power cables, but it reflects the specific applications these cables serve. Many mining control and lighting circuits operate at relatively low currents, and the emphasis lies on reliability rather than maximum power transfer. The rating also accounts for the potentially elevated ambient temperatures found in deep mines and the thermal effects of cable bundling common in mining installations.
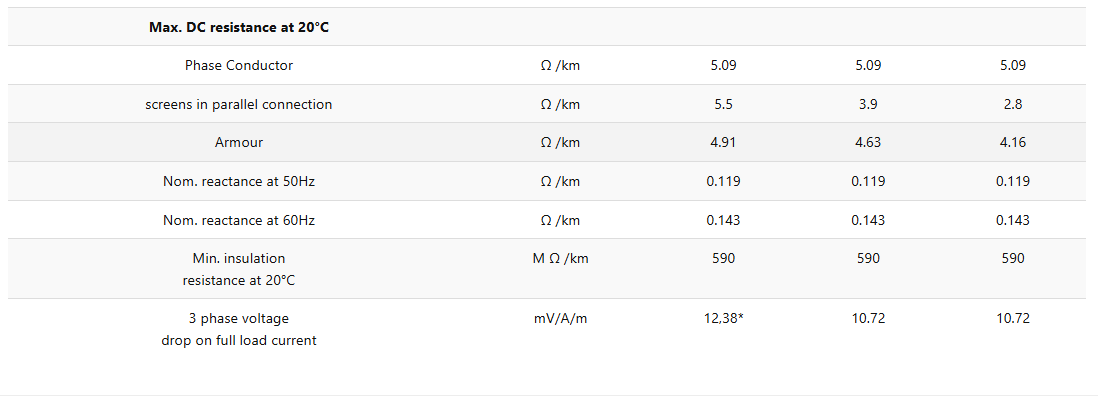
The resistance values specified for different cable configurations reveal important design considerations. Phase conductor resistance of 5.09 Ω/km remains constant across all three cable types, reflecting the identical 4mm² conductor cross-section. However, the screen resistance values vary significantly: 5.5 Ω/km for TYPE 62 (2x4), 3.9 Ω/km for TYPE 63 (3x4), and 2.8 Ω/km for TYPE 64 (4x4). This variation reflects the parallel connection of multiple screens, which effectively reduces overall resistance and improves fault-clearing capability.
Reactance and Impedance Characteristics
The nominal reactance values of 0.119 Ω/km at 50Hz and 0.143 Ω/km at 60Hz reflect the cable's inductive characteristics, which become increasingly important in longer cable runs common in mining operations. These values help electrical designers calculate voltage drops and power factor effects in complex mining distribution systems. The relatively low reactance values indicate good cable geometry that minimises inductive effects whilst maintaining adequate mechanical protection.
Understanding reactance becomes particularly important when designing systems with significant motor loads, common in mining applications. Motors present inductive loads that, combined with cable reactance, can create power factor issues and increase voltage drops beyond acceptable limits. The specified reactance values enable accurate system calculations that ensure adequate voltage reaches equipment even under full-load conditions.
The relationship between resistance and reactance also affects fault current calculations, crucial for protective device coordination in mining systems. The combination of low resistance screens and moderate reactance values ensures that fault currents reach levels adequate for rapid protective device operation whilst limiting the energy available to sustain dangerous arcs.
Insulation Performance and Safety Margins
The minimum insulation resistance specification of 590 MΩ/km provides an excellent indication of cable quality and condition. This value, measured at 20°C, represents the minimum acceptable performance for new cables, with actual values typically being significantly higher. Regular insulation resistance testing throughout the cable's service life helps identify developing problems before they progress to dangerous fault conditions.
Insulation resistance testing becomes particularly important in mining applications due to the harsh environmental conditions that can gradually degrade insulation performance. Moisture ingress, chemical attack, and mechanical damage can all reduce insulation resistance over time. The high initial specification provides a substantial margin that allows for some degradation whilst maintaining safe operation.
The voltage drop characteristics specified for each cable type directly affect system design and performance. The 12.38 mV/A/m figure for TYPE 62 cables compared to 10.72 mV/A/m for TYPE 63 and TYPE 64 reflects the additional parallel paths available in the multi-conductor configurations. These figures enable precise calculation of voltage drops in mining distribution systems, ensuring that equipment receives adequate voltage for proper operation even at the end of long cable runs.

Frequently Asked Questions: Addressing Common Mining Cable Concerns
The complexities of mining cable applications naturally generate numerous questions from engineers, maintenance personnel, and safety professionals. These frequently asked questions address the most common concerns and provide practical guidance for proper cable selection and application.
Question 1: What differentiates TYPE 62, TYPE 63, and TYPE 64 cables?
The fundamental differences between these three cable types lie in their conductor configurations and the resulting electrical and mechanical characteristics. TYPE 62 cables feature 2x4 mm² conductors, making them suitable for applications requiring two-phase power distribution or single-phase supplies with neutral conductors. This configuration proves ideal for smaller equipment, control circuits, and lighting applications where power requirements remain modest but reliability remains paramount.
TYPE 63 cables incorporate 3x4 mm² conductors, making them perfect for three-phase applications without neutral requirements. Many mining motors and three-phase lighting systems operate effectively with this configuration, which provides balanced three-phase power whilst keeping cable size and weight manageable. The three-conductor design also offers redundancy advantages in some applications, where one conductor might serve as a spare or where different voltage levels might be required.
TYPE 64 cables provide 4x4 mm² conductors, offering maximum flexibility for complex power distribution requirements. This configuration accommodates three-phase power with neutral, dual-voltage applications, or systems requiring spare conductors for redundancy. The additional conductor also provides options for incorporating earth monitoring systems or communication circuits within the same cable assembly.
The choice between these configurations depends heavily on the specific electrical requirements of the mining operation. However, the mechanical and environmental protection remains identical across all three types, ensuring consistent performance regardless of the electrical configuration selected. This standardisation simplifies inventory management and maintenance procedures whilst providing flexibility in electrical system design.
Understanding the implications of conductor count extends beyond simple electrical considerations. Additional conductors increase cable weight, diameter, and cost, but they also provide greater application flexibility and potential for future expansion. Mining operations often benefit from installing slightly larger cables initially to accommodate future modifications or additional circuits, avoiding the significant costs and disruption associated with cable replacement in operating mines.
Question 2: Can these cables be used in environments with explosive gases and dust?
The design of BS 6708 TYPE 62, 63, and 64 cables specifically addresses the requirements for operation in potentially explosive atmospheres, making them entirely suitable for use in deep mines where explosive gases and dust can accumulate. However, understanding the specific mechanisms by which these cables provide protection helps ensure proper application and installation.
The comprehensive screening system plays a crucial role in explosion prevention by containing any electrical faults within the cable structure and ensuring rapid fault clearance. Should insulation failure occur, the tinned copper/nylon braided screen provides a low-impedance path that allows protective devices to operate quickly, minimising the energy available to ignite explosive mixtures. This rapid fault clearance represents one of the most important safety features in potentially explosive environments.
The heavy-duty chloroprene outer sheath provides essential protection against mechanical damage that could expose internal components to explosive atmospheres. Unlike thermoplastic materials that might crack or split under mechanical stress, chloroprene maintains its integrity even under severe impact or crushing loads. This characteristic proves crucial in mining environments where cables might be subjected to equipment impacts, rock falls, or crushing forces.
Proper installation techniques become particularly important in explosive environments. This includes ensuring adequate mechanical protection, proper earthing of screens and armour, and appropriate routing to minimise mechanical stress. The cables must also be installed with appropriate protective devices calibrated to ensure rapid fault clearance, and regular inspection protocols must be established to identify potential problems before they develop into dangerous conditions.
The certification of these cables for use in explosive atmospheres represents only one aspect of overall system safety. The complete electrical installation must be designed, installed, and maintained according to relevant standards and regulations, with particular attention to protective device coordination, earthing systems, and ongoing condition monitoring.
Question 3: What is the significance of the heavy-duty chloroprene outer sheath?
The selection of chloroprene for the outer sheath reflects careful consideration of the multiple challenges these cables face in mining environments. Chloroprene, a synthetic rubber material, offers a unique combination of properties that make it particularly suitable for demanding mining applications, though understanding these properties helps explain why these cables command premium pricing compared to alternatives with simpler sheath materials.
Mechanical protection represents the most obvious benefit of the heavy-duty chloroprene sheath. Mining environments subject cables to impacts, abrasion, crushing forces, and repeated flexing that would quickly destroy cables with conventional outer coverings. Chloroprene maintains excellent tear resistance and impact strength even at low temperatures, ensuring continued protection throughout the cable's service life. The material also exhibits excellent cut-through resistance, important when cables might be dragged across sharp rock surfaces or subjected to damage from mining equipment.
Chemical resistance provides another crucial advantage in mining applications. Mine environments often contain aggressive chemicals from ore processing, cleaning operations, and natural groundwater conditions. Chloroprene offers excellent resistance to acids, alkalis, and many organic compounds that might attack other sheath materials. This chemical resistance helps ensure long service life even in chemically aggressive environments.
Temperature performance represents a often-overlooked but critical characteristic. Mining environments can present extreme temperature variations, from freezing conditions in some surface operations to elevated temperatures in deep mines. Chloroprene maintains flexibility and mechanical properties across a wide temperature range, ensuring that cables remain manageable during installation and continue to provide protection throughout their service life.
The flame resistance properties of chloroprene contribute to overall mining safety by reducing fire propagation risks. Should a fire occur in mining operations, the chloroprene sheath provides some resistance to flame spread whilst maintaining its protective properties longer than many alternative materials. This characteristic can provide valuable time for emergency response and evacuation procedures.
Environmental resistance extends the cable's service life and reduces maintenance requirements. Chloroprene provides excellent resistance to ozone, UV radiation, and weathering, making these cables suitable for both underground and surface applications. This versatility simplifies inventory management and allows mining operations to standardise on cable types that can serve multiple applications.
Question 4: How does the galvanised steel pliable armour benefit the cable?
The galvanised steel pliable armour represents one of the most sophisticated aspects of BS 6708 cable construction, providing multiple layers of protection that prove essential in mining applications. Understanding the specific benefits helps explain why this expensive construction method is justified in mining cable applications despite its impact on cable cost and installation complexity.
Mechanical protection against crushing forces represents the primary function of the steel armour. Mining environments routinely subject cables to loads that would destroy unarmoured cables, including equipment impacts, rock falls, and the crushing forces that occur when cables are trapped between moving machinery and mine structures. The galvanised steel wires distribute these forces across the cable circumference, preventing localised damage that could compromise internal components.
The pliable nature of the armour construction deserves particular attention, as it distinguishes these cables from alternatives with rigid metallic protection. The armour consists of helically wound galvanised steel wires that can flex and bend whilst maintaining protective properties. This flexibility proves crucial during cable installation in the confined spaces typical of mining operations, where cables must often be routed through complex paths with multiple bends and transitions.
Electromagnetic interference (EMI) protection represents an additional benefit of the steel armour construction. The metallic screen formed by the armour helps contain electromagnetic emissions from the cable whilst providing some protection against external electromagnetic interference. This characteristic becomes increasingly important in modern mining operations where sensitive electronic equipment must function reliably despite the presence of large motors, drives, and switching equipment.
Fault current carrying capability represents a critical safety feature often overlooked in cable selection. Should a fault occur within the cable, the steel armour can carry substantial fault currents back to the supply source, ensuring that protective devices operate quickly to clear the fault. The low resistance path provided by the armour helps ensure adequate fault current levels even in long cable runs where soil resistance might otherwise limit fault current magnitude.
The galvanisation process provides crucial corrosion protection that extends cable service life in the humid, chemically aggressive environment typical of mining operations. The zinc coating on the steel wires provides sacrificial protection that prevents rust formation even if the outer sheath suffers minor damage. This corrosion resistance helps ensure that the armour maintains its protective properties throughout the cable's service life.
Rodent protection, whilst perhaps seeming less critical in mining applications, can prove important in some installations where cables might be accessible to rodents during storage or in surface installations. The steel armour provides complete protection against rodent damage that could otherwise compromise cable integrity and create safety hazards.
Question 5: Are these cables compliant with international standards?
The compliance of BS 6708 TYPE 62, 63, and 64 cables with international standards represents a crucial consideration for mining operations, particularly those operating in multiple countries or those requiring equipment compatibility across international boundaries. Understanding the specific standards compliance helps ensure that cable selections meet both local regulatory requirements and broader industry expectations.
The incorporation of IEC 60228 Class 5 conductors ensures international compatibility for the most fundamental cable component. IEC 60228 represents the internationally recognised standard for conductor construction, and Class 5 specifically addresses flexible conductors suitable for applications requiring frequent movement or flexing. This compliance ensures that cable electrical characteristics meet international expectations whilst providing the mechanical performance required for mining applications.
British Standard BS 6708 itself represents one of the most rigorous mining cable standards internationally, often being referenced or adopted by mining operations in countries without their own comprehensive mining cable standards. The standard's requirements typically exceed those found in general industrial cable standards, providing an additional margin of safety and performance that proves valuable in the demanding conditions typical of mining operations.
However, compliance with international standards extends beyond mere technical specifications to encompass testing procedures, quality assurance requirements, and documentation standards. BS 6708 cables undergo comprehensive testing programs that validate not just basic electrical performance but also mechanical properties, environmental resistance, and safety characteristics specific to mining applications.
The recognition of BS 6708 cables by international mining companies and regulatory bodies reflects the standard's reputation for thoroughness and the proven performance of cables manufactured to these requirements. Many multinational mining operations specify BS 6708 cables for projects worldwide, even in countries where local standards might permit alternatives with less stringent requirements.
Certification and third-party testing represent crucial aspects of international compliance. Reputable manufacturers of BS 6708 cables typically maintain certifications from multiple international testing organisations, providing documented evidence of compliance with various national and international standards. This certification process includes regular audits and ongoing testing programs that ensure continued compliance throughout the manufacturing process.
Understanding the implications of standards compliance helps mining operations make informed decisions about cable procurement and installation. Whilst BS 6708 cables might command premium pricing compared to alternatives manufactured to less stringent standards, the enhanced safety, reliability, and performance characteristics often justify this investment in the context of mining operations where cable failures can have serious safety and economic consequences.
Conclusion: The Foundation of Safe Mining Operations
The comprehensive examination of BS 6708 TYPE 62, TYPE 63, and TYPE 64 mining cables reveals the sophisticated engineering and rigorous testing that underlies their design and manufacture. These cables represent far more than simple electrical conductors; they embody decades of accumulated knowledge about the unique challenges presented by mining environments and the engineering solutions required to address these challenges safely and effectively.
The distinction between standard industrial cables and mining cables becomes clear when considering the comprehensive protection systems incorporated into BS 6708 designs. From the tinned copper conductors that resist corrosion in humid mine atmospheres to the heavy-duty chloroprene outer sheath that withstands mechanical abuse, every component serves a specific purpose in ensuring reliable operation under extreme conditions. This level of engineering sophistication justifies the premium pricing of these cables whilst providing the reliability that mining operations depend upon for safe, productive operations.
The flexibility provided by the three cable variants allows mining operations to optimise their electrical systems for specific applications whilst maintaining consistent safety and performance standards. Whether powering massive excavating equipment with TYPE 64 cables or providing reliable coalface lighting with TYPE 62 cables, mining operations can be confident that their electrical infrastructure meets the highest standards for safety and reliability.
The ongoing relevance of BS 6708 standards in an era of rapidly evolving mining technology reflects the fundamental nature of the challenges these cables address. Whilst mining equipment becomes increasingly sophisticated and automation becomes more prevalent, the basic requirements for safe, reliable power distribution in potentially explosive atmospheres remain unchanged. The comprehensive protection systems specified in BS 6708 continue to provide the foundation upon which modern mining electrical systems can be built with confidence.
For mining professionals tasked with specifying, installing, or maintaining electrical systems, understanding the capabilities and proper application of BS 6708 cables provides the knowledge necessary to make informed decisions that prioritise both safety and operational effectiveness. These cables represent a proven solution to the challenging requirements of mining electrical systems, backed by rigorous standards and extensive real-world experience in the most demanding industrial environments.

