
BS 6708 Type 621 Mining Cable
Comprehensive guide to BS 6708 Type 621 mining cables covering electrical specifications, construction details, application scenarios, and frequently asked questions for British mining operations.
5/30/202517 min read
BS 6708 Type 621 Mining Cable
Introduction
The BS 6708 Type 621 mining cable represents a pinnacle of electrical engineering designed specifically for the demanding conditions found in mining operations across the United Kingdom and beyond. This specialised power cable serves as the vital lifeline that delivers electrical energy to heavy-duty mining equipment operating in some of the world's most challenging environments.
To understand why this particular cable specification exists, we must first appreciate the unique challenges that mining operations present. Underground mines are harsh environments where explosive gases and combustible dust particles create constant safety hazards. The equipment used in these settings requires robust electrical connections that can withstand not only the mechanical stresses of continuous operation but also the corrosive effects of moisture, chemicals, and abrasive materials found in mining environments.
The British Standard BS 6708 establishes comprehensive requirements for flexible power cables used in mining applications. This standard ensures that cables meet stringent safety requirements whilst maintaining the reliability necessary for critical mining operations. The Type 621 designation specifically refers to cables designed for powering mobile mining equipment in potentially explosive atmospheres.
What sets the BS 6708 Type 621 apart from conventional industrial cables is its multi-layered construction approach, which provides exceptional protection against mechanical damage, chemical attack, and electrical hazards. Each component of the cable, from the conductor core to the outer protective sheath, has been carefully engineered to address specific challenges encountered in mining environments.
The importance of reliable electrical connections in mining cannot be overstated. Equipment failures due to cable problems can result in costly production delays, safety hazards for personnel, and potential environmental incidents. By adhering to the BS 6708 Type 621 specification, mining operations ensure they are using cables that have been rigorously tested and proven capable of maintaining safe, reliable operation under extreme conditions.
Application Scenarios and Usage Environment
Understanding where and how BS 6708 Type 621 cables are deployed helps illustrate why their robust construction is so essential. These cables find their primary application in three distinct but interconnected mining environments, each presenting unique challenges that influence the cable's design requirements.
Deep Underground Mining Operations
In deep underground mines, cables must navigate through confined spaces whilst maintaining their structural integrity under significant mechanical stress. The environment deep below ground presents multiple challenges that would quickly destroy conventional electrical cables. High humidity levels, often approaching saturation, create ideal conditions for corrosion and electrical tracking. Temperature variations can be extreme, with some deep mines experiencing temperatures that fluctuate dramatically based on depth and geological conditions.
The presence of explosive gases, particularly methane in coal mines, creates an environment where any electrical fault could trigger a catastrophic explosion. BS 6708 Type 621 cables address this concern through their specialised construction that minimises the risk of electrical arcing or hot spots that could serve as ignition sources. The cable's robust armoured construction also provides essential protection against falling rocks, shifting equipment, and the constant vibration generated by mining machinery.
Underground mining operations require cables that can be repeatedly moved and repositioned as mining faces advance. This necessitates exceptional flexibility whilst maintaining structural integrity. The cables must also resist the effects of mine water, which often contains high concentrations of corrosive minerals and chemicals used in ore processing.
Surface Mining Operations
Surface mining presents a different set of challenges that BS 6708 Type 621 cables are equally well-equipped to handle. Exposure to ultraviolet radiation from sunlight, extreme temperature variations between day and night, and weather conditions including rain, snow, and ice all place demands on the cable's outer protective layers.
Large-scale surface mining equipment, such as draglines, electric shovels, and conveyor systems, require flexible power connections that can accommodate the constant movement and repositioning inherent in these operations. The cables must maintain their electrical and mechanical properties across a wide temperature range, from freezing winter conditions to the intense heat generated by powerful mining equipment operating under direct sunlight.
Surface mining operations also present unique challenges related to dust and particulate matter. Fine mineral dust can be highly abrasive and may contain corrosive elements that can degrade conventional cable materials over time. The chloroprene outer sheath of BS 6708 Type 621 cables provides excellent resistance to these environmental factors.
Equipment Connections and Power Distribution
The specific equipment that BS 6708 Type 621 cables are designed to power represents some of the most demanding electrical loads found in industrial applications. Excavators and draglines require enormous amounts of electrical power delivered reliably despite constant movement and positional changes. These machines operate continuously, often for extended shifts, placing sustained electrical and mechanical stress on their power connections.
Crushing equipment presents another category of demanding applications. The massive forces involved in breaking down ore and rock create significant vibration and mechanical shock that must be absorbed by the electrical connections without compromising power delivery. The intermittent but extremely high current demands of crushers also place unique electrical stresses on the cable conductors and insulation systems.
Drilling equipment, whether used for exploration, blasting preparation, or production drilling, requires power connections that can accommodate both the rotational movement of drilling operations and the linear movement as drilling progresses. The combination of mechanical flexibility and electrical reliability required for these applications exemplifies why standard industrial cables are inadequate for mining operations.
Cutting machines, particularly those used in coal mining and tunnel construction, present perhaps the most challenging application environment. These machines operate in confined spaces where cable routing options are limited, whilst generating significant amounts of dust and debris that can compromise electrical connections. The potential for explosive atmospheres in these applications makes the safety features of BS 6708 Type 621 cables absolutely critical.


Cable Construction and Engineering Excellence
The construction of BS 6708 Type 621 mining cables represents a masterpiece of electrical engineering, where each component serves multiple functions whilst contributing to the overall performance and safety of the complete assembly. Understanding this construction helps explain why these cables can perform reliably in environments that would quickly destroy conventional electrical cables.
Conductor Design and Performance
At the heart of every BS 6708 Type 621 cable lies the conductor system, which must deliver electrical power efficiently whilst maintaining flexibility and durability. The conductors are manufactured from electrolytic copper, which provides the highest level of electrical conductivity available in practical conductor materials. This high-purity copper ensures minimal power losses during transmission, which is particularly important in mining applications where cable runs can be extensive.
The copper conductors are tinned to provide additional protection against corrosion. This tinning process involves coating each individual copper strand with a thin layer of tin, which serves as a barrier against oxidation and chemical attack. In mining environments where moisture and corrosive gases are common, this protection is essential for maintaining long-term electrical performance.
The stranding configuration follows IEC 60228 Class 5 specifications, which defines a high-flexibility stranding pattern. This means the conductor consists of many fine copper wires twisted together in a specific pattern that maximises flexibility whilst maintaining excellent electrical characteristics. The fine stranding allows the cable to bend repeatedly without work-hardening the conductor, which could lead to breakage under the constant flexing experienced in mining applications.
Insulation System Design
The insulation system of BS 6708 Type 621 cables utilises Ethylene Propylene Rubber (EPR), a material specifically chosen for its exceptional performance under extreme conditions. EPR provides outstanding thermal resistance, allowing the cable to operate safely at elevated temperatures that would degrade other insulation materials. This thermal stability is crucial in mining applications where cables may be exposed to heat from mining equipment or elevated ambient temperatures found in deep mines.
EPR insulation also exhibits excellent electrical properties, maintaining its dielectric strength across a wide range of environmental conditions. The material resists tracking and corona formation, both of which could create safety hazards in explosive atmospheres. The insulation thickness is carefully calculated to provide adequate voltage withstand capability whilst maintaining cable flexibility.
The chemical resistance of EPR insulation is particularly valuable in mining environments where cables may be exposed to hydraulic fluids, lubricating oils, and various chemicals used in ore processing. Unlike some insulation materials that can be degraded by chemical exposure, EPR maintains its protective properties even after prolonged contact with most industrial chemicals commonly found in mining operations.
Cable Core Assembly and Mechanical Protection
The cable cores are assembled using a specific lay-up pattern where individual insulated conductors are twisted together to form the complete cable core. This twisting serves multiple purposes: it helps maintain the cable's round cross-section during bending, distributes mechanical stresses evenly amongst all conductors, and helps minimise electromagnetic interference between conductors.
The bedding layer that surrounds the assembled cores consists of a rubber-based compound that fills the spaces between cores and provides a smooth foundation for the armour layer. This bedding material also serves as an additional barrier against moisture penetration and provides cushioning that helps protect the individual cores from mechanical damage.
Armour System Engineering
The armour layer represents one of the most critical components in the BS 6708 Type 621 construction. Galvanised steel wires are wound around the cable core in a helical pattern that provides exceptional mechanical protection whilst maintaining flexibility. The galvanising process coats each steel wire with zinc, providing excellent corrosion resistance even in the harsh chemical environments found in mining operations.
The armour serves multiple functions beyond simple mechanical protection. It provides an earth continuity path that enhances electrical safety, helps maintain the cable's structural integrity under mechanical stress, and contributes to the cable's resistance to crushing forces. The pliable nature of the armour construction allows the cable to bend whilst maintaining its protective characteristics.
The specific design of the armour winding ensures that mechanical forces are distributed across the entire cable structure rather than concentrated at specific points. This distribution of stress helps prevent localised failures that could compromise the cable's integrity.
Outer Sheath Protection
The outer sheath of BS 6708 Type 621 cables utilises chloroprene rubber, a material renowned for its exceptional resistance to environmental degradation. Chloroprene provides outstanding resistance to ozone, ultraviolet radiation, and chemical attack, making it ideal for cables that may be exposed to surface conditions or stored outdoors.
The heavy-duty nature of the chloroprene sheath means it can withstand significant abrasion without compromising the cable's internal components. This abrasion resistance is particularly important in mining applications where cables may be dragged across rough surfaces or subjected to contact with moving equipment.
Oil resistance is another critical property of the chloroprene sheath. Mining equipment utilises various hydraulic fluids and lubricating oils that can degrade conventional cable materials. The chloroprene outer sheath maintains its protective properties even after prolonged exposure to these substances.
Electrical Specifications and Performance Parameters
The electrical performance of BS 6708 Type 621 mining cables reflects the demanding requirements of mining applications, where reliable power delivery under extreme conditions is essential for both operational efficiency and safety. Understanding these specifications helps engineers select the appropriate cable size and configuration for specific applications.
Voltage Ratings and Electrical Safety
The rated voltage of 3800/6600 volts represents the standard medium-voltage level used for powering large mining equipment. This voltage rating indicates that the cable is designed to operate safely with a line-to-line voltage of 6600 volts and a line-to-neutral voltage of 3800 volts. These voltage levels are commonly used in mining operations because they allow efficient power transmission over the relatively long distances typical in mining applications whilst maintaining manageable conductor sizes.
The test voltage of 15 kilovolts demonstrates the cable's ability to withstand electrical stresses well beyond normal operating conditions. This high test voltage ensures that the cable maintains its electrical integrity even under transient overvoltage conditions that can occur due to switching operations, lightning strikes, or equipment faults. The substantial margin between operating voltage and test voltage provides confidence in the cable's long-term electrical reliability.
Current Carrying Capacity and Thermal Performance
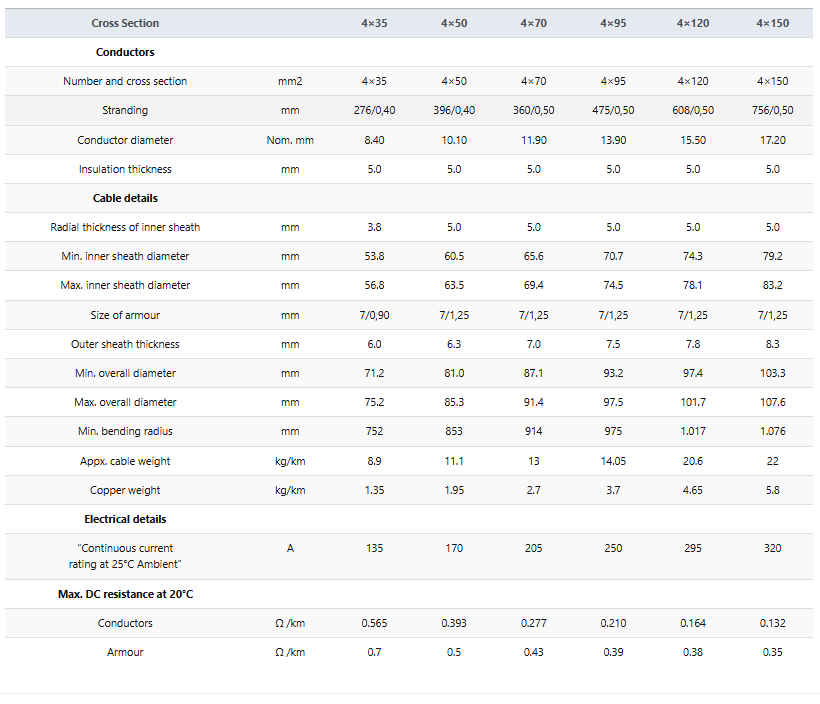
The current carrying capacity of BS 6708 Type 621 cables varies with conductor size, ranging from 135 amperes for the smallest 4x35 mm² configuration to 320 amperes for the largest 4x150 mm² size. These ratings are based on operation at an ambient temperature of 25°C, which represents typical underground mining conditions.
Understanding current carrying capacity requires consideration of how electrical current generates heat within the conductor and how this heat is dissipated through the cable's construction. The EPR insulation and surrounding cable components must be able to conduct this heat away from the conductor without exceeding temperature limits that could degrade the insulation material.
The relationship between conductor size and current carrying capacity is not linear due to the complex heat transfer mechanisms involved. Larger conductors not only have lower electrical resistance but also provide more surface area for heat dissipation. However, the thicker insulation and larger overall cable diameter can actually impede heat transfer, requiring careful thermal analysis to determine optimal current ratings.
Resistance Characteristics and Power Loss
The DC resistance values specified for BS 6708 Type 621 cables directly impact power transmission efficiency and voltage regulation. Conductor resistance ranges from 0.565 ohms per kilometre for the smallest size to 0.132 ohms per kilometre for the largest, demonstrating the significant improvement in efficiency available with larger conductor sizes.
These resistance values are measured at 20°C and will increase with temperature as the cable carries load current. For accurate power system analysis, engineers must account for the temperature coefficient of resistance, which causes conductor resistance to increase by approximately 0.4% per degree Celsius for copper conductors.
The armour resistance, ranging from 0.7 to 0.35 ohms per kilometre, is important for earthing system design and fault current calculations. In many mining installations, the cable armour serves as part of the earthing system, and its resistance characteristics must be considered when designing protection systems.
Voltage Drop Considerations
In mining applications, cable runs can be substantial, making voltage drop calculations critical for proper system design. The combination of conductor resistance and load current determines the voltage drop across each cable run. Excessive voltage drop can cause equipment to operate inefficiently or even fail to start under load conditions.
For three-phase systems typical in mining applications, the voltage drop calculation must consider both the resistance and reactance of the cable. While DC resistance dominates in most practical applications, the inductive reactance becomes more significant in longer cable runs or higher frequency applications.
Mining engineers must balance conductor size selection between initial cable cost and the long-term costs associated with power losses. Larger conductors reduce voltage drop and power losses but increase initial investment costs. This economic optimisation requires careful analysis of load patterns, energy costs, and expected cable life.
Physical Specifications and Installation Considerations
The physical characteristics of BS 6708 Type 621 cables directly impact their installation, handling, and long-term performance in mining applications. Understanding these specifications helps ensure proper cable selection, installation practices, and maintenance procedures.
Cable Dimensions and Weight Implications
The progression of cable dimensions with increasing conductor size illustrates the engineering compromises involved in cable design. The smallest configuration, 4x35 mm², has a maximum overall diameter of 75.2 mm and weighs approximately 8,900 kg per kilometre. The largest standard size, 4x150 mm², increases to 107.6 mm diameter and 22,000 kg per kilometre.
These weight figures have significant implications for cable handling and installation. A typical 100-metre length of the largest cable would weigh over 2,200 kilograms, requiring substantial lifting equipment and careful planning for installation. The weight also affects cable support requirements, with heavier cables requiring more frequent support points to prevent excessive mechanical stress on the cable structure.
The relationship between conductor size and overall cable diameter is not linear due to the various protective layers that must accommodate the larger conductors. As conductor size increases, not only does the conductor itself become larger, but the insulation thickness, bedding requirements, and armour specifications must also be adjusted to maintain proper electrical and mechanical performance.
Bending Radius Requirements and Mechanical Flexibility
The minimum bending radius specifications, ranging from 752 mm for the smallest cable to 1,076 mm for the largest, represent critical installation parameters that must be observed to prevent cable damage. These radius limitations are based on the mechanical properties of all cable components, with the armour layer typically being the limiting factor.
When a cable is bent beyond its minimum radius, several types of damage can occur. The armour wires may be overstressed, leading to breakage that compromises mechanical protection. The insulation system may be compressed or stretched beyond its elastic limits, creating weak points that could lead to electrical failure. The conductor strands may be subject to excessive mechanical stress that could cause breakage over time.
In mining applications, cable routing often presents challenges in meeting minimum bending radius requirements. Equipment connections may require tight radius bends that exceed cable limitations, necessitating the use of cable boots, strain reliefs, or special routing techniques to achieve the necessary flexibility whilst protecting the cable integrity.
Copper Content and Economic Considerations
The copper content of BS 6708 Type 621 cables represents a significant portion of their material cost and economic value. Copper weights range from 1,350 kg per kilometre for the smallest size to 5,800 kg per kilometre for the largest configuration. At current copper prices, this represents a substantial material investment that must be considered in project economics.
The high copper content also makes these cables attractive targets for theft, particularly in remote mining locations where security may be limited. Many mining operations implement specific security measures to protect valuable cable assets, including secure storage areas, tracking systems, and rapid installation procedures to minimise exposure time.
When cables reach the end of their service life, the copper content provides significant salvage value that can offset replacement costs. However, proper cable disposal requires consideration of other materials in the cable construction, including potential environmental concerns related to rubber and metal components.
Frequently Asked Questions and Expert Solutions
The complexity of BS 6708 Type 621 mining cables and their demanding applications generate numerous questions from engineers, maintenance personnel, and procurement specialists. Addressing these common concerns helps ensure proper cable selection, installation, and maintenance practices.
Explosive Environment Suitability and Safety Considerations
The question of why Type 621 cables are suitable for explosive environments requires understanding the multiple layers of protection built into their design. The combination of robust chloroprene outer sheath and galvanised steel wire armour creates a barrier system that prevents internal electrical faults from becoming external ignition sources.
The electrical design of these cables minimises the risk of arcing or sparking under normal operating conditions. The high-quality EPR insulation provides excellent dielectric strength that prevents breakdown under normal voltage stresses. The conductor design using fine-stranded, tinned copper reduces the likelihood of hot spots that could serve as ignition sources.
However, it is crucial to understand that cable suitability for explosive environments depends not only on the cable construction but also on proper installation practices, appropriate termination techniques, and regular maintenance procedures. The cable must be installed with proper earthing connections, appropriate strain relief, and protection against mechanical damage that could compromise its safety features.
Mining operations in explosive environments typically require certification that cables meet specific safety standards beyond the basic BS 6708 requirements. This may include ATEX certification in European applications or similar explosion-proof certifications in other jurisdictions. Engineers must verify that their specific cable configuration meets all applicable safety requirements for their particular mining environment.
Outdoor Application Performance and Weather Resistance
The use of BS 6708 Type 621 cables in outdoor applications leverages the exceptional weather resistance properties of the chloroprene outer sheath. This material provides outstanding resistance to ultraviolet radiation, which is the primary cause of degradation in outdoor cable applications. Unlike conventional rubber materials that can become brittle and crack when exposed to sunlight, chloroprene maintains its flexibility and protective properties over extended periods of UV exposure.
Temperature cycling represents another significant challenge in outdoor mining applications. Daily temperature variations can cause cable materials to expand and contract repeatedly, potentially leading to fatigue failure in inferior materials. The chloroprene sheath and EPR insulation system are specifically formulated to withstand these thermal cycles without degradation.
Moisture resistance is particularly important in outdoor applications where cables may be subjected to rain, snow, and standing water. The multi-layer construction of Type 621 cables provides multiple barriers against moisture penetration. However, proper installation practices, including appropriate cable entry seals and drainage provisions, remain essential for long-term performance.
Chemical resistance becomes important in surface mining operations where cables may be exposed to various chemicals used in ore processing, equipment maintenance, or environmental control. The chloroprene outer sheath provides excellent resistance to most industrial chemicals, oils, and hydraulic fluids commonly encountered in mining operations.
Bending Damage Prevention and Installation Best Practices
Sharp bending represents one of the most common causes of premature cable failure in mining applications. When cables are bent beyond their minimum radius specifications, multiple types of damage can occur, often leading to failures that may not become apparent until weeks or months after the damaging event.
Armour wire breakage is typically the first consequence of excessive bending. The galvanised steel wires that provide mechanical protection are subject to high stress concentrations when the cable is bent too sharply. Broken armour wires not only reduce mechanical protection but can also create sharp edges that may damage other cable components during subsequent handling or movement.
Insulation damage from excessive bending may not be immediately apparent but can lead to electrical failure over time. The EPR insulation may develop stress concentrations or micro-cracks that gradually propagate under electrical stress and environmental exposure. These insulation weaknesses can eventually lead to electrical breakdown and cable failure.
Conductor damage from sharp bending typically manifests as individual wire breakage within the stranded conductor. This breakage increases conductor resistance, leading to higher operating temperatures and reduced current carrying capacity. In severe cases, sufficient conductor wires may break to cause complete circuit failure.
Prevention of bending damage requires careful attention to cable routing design and installation procedures. Cable routes should be planned to avoid sharp corners and provide adequate space for the cable's minimum bending radius. Where tight routing is unavoidable, special techniques such as cable guides, protective conduits, or flexible connections may be necessary.
Cable Size Selection and Engineering Analysis
Selecting the appropriate cable size for mining applications requires consideration of multiple technical and economic factors that must be balanced to achieve optimal system performance. The process begins with determining the electrical load requirements, including both steady-state current demands and any transient conditions that may occur during equipment startup or operation.
Current carrying capacity must be evaluated considering the specific installation conditions, including ambient temperature, cable grouping, and thermal environment. The standard ratings provided in cable specifications assume specific installation conditions that may not match actual field conditions. Engineering analysis may be required to determine appropriate derating factors for specific installations.
Voltage drop calculations become particularly important in mining applications where cable runs may be substantial. Excessive voltage drop can cause equipment to operate inefficiently, fail to start under load conditions, or experience reduced service life due to abnormal operating conditions. The calculation must consider both steady-state and starting current conditions for the connected equipment.
Short-circuit considerations require analysis of the cable's ability to withstand fault currents without damage. The cable must be able to carry fault currents for the time required by the protection system to operate and clear the fault. This analysis involves both thermal and mechanical considerations, as fault currents can generate substantial electromagnetic forces within the cable.
Economic analysis should include not only the initial cable cost but also installation costs, power loss costs over the cable's service life, and maintenance considerations. Larger cables have higher initial costs but lower power losses and may provide better long-term economic performance despite the higher upfront investment.

Service Life Expectations and Maintenance Requirements
The expected service life of BS 6708 Type 621 cables depends heavily on installation quality, operating conditions, and maintenance practices. Under ideal conditions with proper installation and no mechanical damage, these cables can provide reliable service for decades. However, the harsh conditions typical in mining operations can significantly impact cable life if proper precautions are not observed.
Mechanical damage represents the primary threat to cable service life in mining applications. Cables subjected to excessive mechanical stress, sharp bending, crushing forces, or abrasion may experience significantly reduced service life. Regular inspection procedures should focus on identifying signs of mechanical damage before they progress to cable failure.
Environmental factors can also impact cable longevity. Exposure to corrosive chemicals, extreme temperatures, or excessive moisture can degrade cable materials over time. However, the robust construction of Type 621 cables provides excellent resistance to these environmental factors when properly installed and maintained.
Electrical stress from overvoltage conditions, overcurrent operation, or poor electrical connections can cause insulation degradation that reduces cable life. Regular electrical testing, including insulation resistance measurements and partial discharge testing, can help identify developing problems before they result in cable failure.
Preventive maintenance programs should include regular visual inspections, electrical testing at appropriate intervals, and prompt repair of any identified defects. The investment in proper maintenance procedures typically provides excellent returns through extended cable life and reduced unexpected failures that can disrupt mining operations.
Conclusion and Industry Perspective
The BS 6708 Type 621 mining cable represents the culmination of decades of engineering development focused on meeting the unique challenges of mining industry electrical distribution. Its sophisticated multi-layer construction addresses the simultaneous requirements for electrical performance, mechanical durability, and safety in explosive environments that characterise modern mining operations.
The critical role these cables play in mining safety cannot be overstated. By providing reliable electrical connections that maintain their integrity under extreme conditions, Type 621 cables help prevent electrical accidents that could endanger personnel or trigger explosive incidents in hazardous mining environments. The investment in proper cable specification and installation represents a fundamental commitment to operational safety that extends far beyond simple power distribution.
From an operational perspective, the reliability provided by BS 6708 Type 621 cables directly contributes to mining productivity and profitability. Equipment downtime due to cable failures can cost mining operations thousands of pounds per hour in lost production, not including the costs of emergency repairs and replacement equipment. The robust construction and proven performance of Type 621 cables help minimise these costly disruptions.
The engineering excellence embodied in these cables also represents the broader commitment of the mining industry to continuous improvement in safety, reliability, and environmental responsibility. As mining operations continue to evolve with advancing technology and increasing demands for operational efficiency, the electrical infrastructure supporting these operations must maintain the same high standards of performance and reliability.
Looking towards the future, the principles underlying BS 6708 Type 621 cable design continue to influence the development of next-generation mining electrical systems. While new materials and construction techniques may enhance performance characteristics, the fundamental requirements for mechanical durability, electrical reliability, and safety in explosive environments remain constant drivers for cable design innovation.
The success of BS 6708 Type 621 cables in mining applications demonstrates the value of industry-specific standards that address the unique requirements of specialised applications. By establishing comprehensive requirements for construction, testing, and performance, these standards ensure that critical infrastructure components meet the demanding requirements of their intended applications whilst providing the consistency and reliability that modern industrial operations require.

