
BS 6708 Type 70 and Type 71 Mining Cables
Comprehensive guide to BS 6708 Type 70 and Type 71 mining cables covering electrical parameters, application scenarios, and frequently asked questions for safe mining operations.
5/29/202517 min read
BS 6708 Type 70 and Type 71 Mining Cables
Introduction
The world of mining operations presents some of the most challenging environments for electrical equipment, where safety and reliability are not merely important considerations but absolute necessities. In these demanding underground and surface mining environments, the electrical cables that power essential machinery and provide crucial lighting must withstand extreme conditions whilst maintaining unwavering performance. This is where BS 6708 Type 70 and Type 71 mining cables demonstrate their critical importance.
These specialised cables serve as the electrical lifelines of mining operations, carrying power to the heavy machinery that extracts valuable resources from the earth and providing the illumination that ensures worker safety in the depths of mines. Understanding their construction, capabilities, and proper application is essential for mining engineers, electrical contractors, and safety personnel who work to maintain the delicate balance between operational efficiency and worker protection.
The significance of these cables extends far beyond their basic function of conducting electricity. In mining environments where explosive gases may accumulate and mechanical stresses are extreme, the choice of appropriate cabling can mean the difference between safe, continuous operation and potentially catastrophic failure. BS 6708 Type 70 and Type 71 cables have been specifically engineered to meet these extraordinary demands, incorporating advanced materials and construction techniques that provide reliable service in conditions that would quickly destroy conventional electrical cables.
The British Standard 6708 represents decades of accumulated knowledge about the unique requirements of mining applications. This standard ensures that cables used in mines and quarries meet stringent safety and performance criteria, addressing everything from the flexibility needed for mobile equipment to the chemical resistance required in corrosive underground environments. By examining these cables in detail, we can better appreciate how modern engineering addresses the fundamental challenges of bringing electrical power safely into some of the world's most hazardous working environments.
Application Scenarios and Operational Environments
To truly understand the importance of BS 6708 Type 70 and Type 71 mining cables, one must first appreciate the extraordinary environments in which they operate. Think of these cables as the electrical nervous system of mining operations, carrying vital power through conditions that would challenge even the most robust engineering solutions.
The primary applications of these cables centre around two critical functions that form the backbone of mining operations: powering heavy machinery and providing essential lighting. When we consider the machinery involved in mining operations, we're discussing equipment that operates under tremendous mechanical stress. Excavating machines must cut through rock and earth with enormous force, whilst crushing equipment processes tons of material hourly. These machines require electrical power that remains consistent and reliable, regardless of the challenging conditions in which they operate.
The power supply requirements for such equipment are substantial, often involving high currents and voltages that must be delivered through cables that may be subjected to physical stress, chemical exposure, and extreme temperature variations. BS 6708 Type 70 and Type 71 cables meet these demands through their robust construction, which includes heavy-duty insulation and mechanical protection systems designed specifically for these applications.
Equally important is the role these cables play in coalface lighting systems. In the depths of mines where natural light never penetrates, artificial illumination becomes a critical safety requirement. The lighting systems powered by these cables must provide consistent, reliable illumination that allows workers to perform their tasks safely whilst being able to quickly identify potential hazards. The failure of lighting systems in underground environments can create immediate safety risks, making the reliability of the cables that power them absolutely crucial.
The operational environments where these cables perform present a unique combination of challenges that few other electrical applications must address. Deep underground mines create conditions where explosive gases, particularly methane, can accumulate to dangerous levels. Simultaneously, coal dust and other particulate matter create additional explosion risks that require all electrical equipment to meet stringent safety standards. These cables must operate safely in such environments, with their construction designed to minimise any risk of creating ignition sources.
Surface mining operations, whilst not presenting the same gas accumulation risks, introduce their own set of challenges. Equipment mobility, exposure to weather conditions, and the abrasive nature of mining operations create demands for cables that can withstand repeated flexing, exposure to moisture and chemicals, and resistance to mechanical damage from rocks and debris.
The compliance with BS 6708 standards ensures that these cables meet the specific requirements for flexible cables used in mines and quarries. This standard addresses not only the electrical performance of the cables but also their mechanical properties, chemical resistance, and safety characteristics. The standard recognises that mining applications require cables that can maintain their performance whilst being subjected to conditions that would quickly degrade conventional electrical cables.
Understanding these application scenarios helps explain why BS 6708 Type 70 and Type 71 cables incorporate such sophisticated construction techniques and materials. Each element of their design responds to specific challenges presented by mining environments, creating cables that can reliably deliver power and maintain safety in some of the most demanding conditions imaginable.


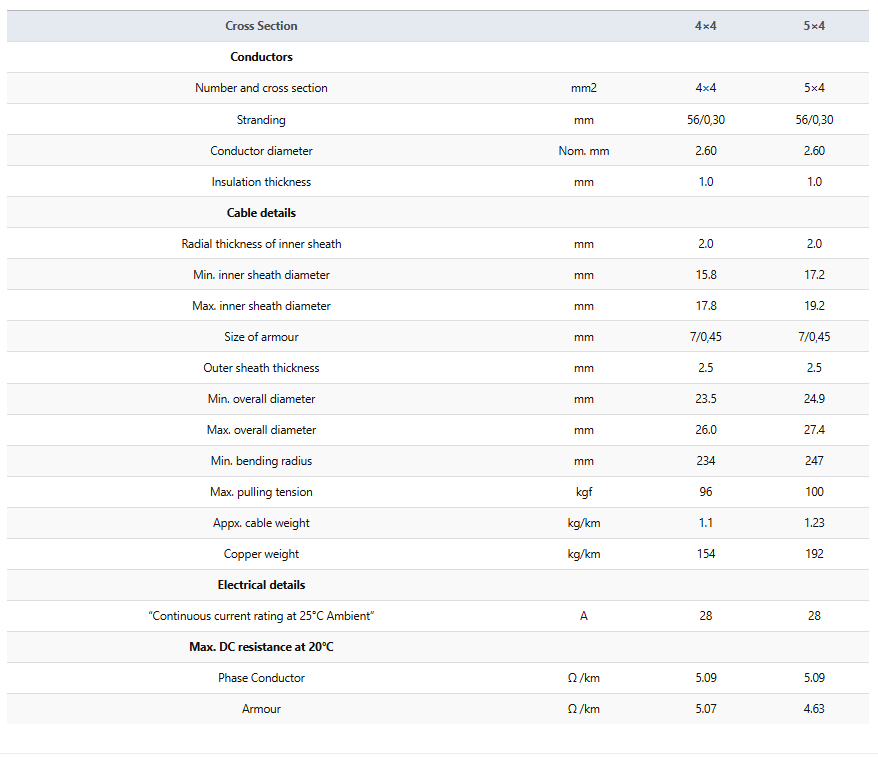
Electrical Parameters and Technical Specifications
The electrical characteristics of BS 6708 Type 70 and Type 71 mining cables reflect the demanding nature of their intended applications, with each parameter carefully specified to ensure reliable performance in challenging mining environments. Understanding these specifications requires examining not just the numbers themselves, but the reasoning behind their selection and their practical implications for mining operations.
The rated voltage specification of 640/1100 V represents a critical design parameter that balances safety with operational requirements. This voltage rating indicates that the cables can safely operate with 640 volts between any conductor and earth, whilst withstanding 1100 volts between conductors. This specification acknowledges the reality of mining electrical systems, where higher voltages are often necessary to efficiently transmit power over the considerable distances common in mining operations whilst minimising power losses.
To ensure these voltage ratings represent genuine safety margins rather than theoretical limits, the cables undergo rigorous testing at 2.5 kV, which is significantly higher than their operational voltage. This test voltage serves multiple purposes: it verifies the integrity of the insulation system, identifies any potential weak points in the cable construction, and provides confidence that the cables will maintain their insulation properties even under the stress conditions common in mining environments.
The conductor specifications reveal the sophisticated engineering that underlies these cables' performance. The use of electrolytic, stranded, tinned copper wire conforming to IEC 60228 Class 5 represents several important design decisions. Electrolytic copper provides the highest conductivity, ensuring minimal power losses during transmission. The stranded construction, as opposed to solid conductors, provides the flexibility essential for cables that may need to bend and flex during installation and operation.
The tinning of the copper conductors serves as protection against corrosion, which can be particularly problematic in mining environments where moisture and various chemicals may be present. The IEC 60228 Class 5 specification ensures that the stranding meets international standards for flexibility, with the fine stranding pattern allowing the cable to bend without stressing individual conductor strands.
The insulation material choice of Ethylene Propylene Rubber (EPR) represents a careful balance of electrical and mechanical properties. EPR provides excellent electrical insulation characteristics whilst offering superior resistance to heat, ozone, and various chemicals commonly encountered in mining environments. Unlike some insulation materials that become brittle at low temperatures or soften excessively at high temperatures, EPR maintains its properties across a wide temperature range, ensuring consistent performance regardless of environmental conditions.
The mechanical protection provided by galvanised steel pliable wire armouring addresses one of the most significant challenges in mining applications: mechanical damage. Mining environments subject cables to impacts, crushing forces, and abrasion that would quickly destroy unprotected cables. The galvanised steel armouring provides a protective barrier that can withstand significant mechanical stress whilst remaining flexible enough to allow cable installation and movement.
The galvanisation process provides corrosion protection for the steel armouring, ensuring that the mechanical protection remains effective even in the presence of moisture and various chemicals. The pliable design of the armouring allows the cable to bend and flex without creating stress concentrations that could lead to armour failure.
The outer sheath construction using heavy-duty chloroprene represents the cable's final defence against environmental hazards. Chloroprene, also known as neoprene, offers exceptional resistance to oils, chemicals, abrasion, and weather exposure. In mining applications, cables may be exposed to hydraulic fluids, lubricants, cleaning solvents, and various other chemicals, making this chemical resistance crucial for long-term reliability.
The "heavy-duty" designation indicates that the chloroprene sheath is substantially thicker than might be found on general-purpose cables, providing enhanced protection against mechanical damage and extending the cable's service life in demanding applications. This robust outer sheath also provides additional protection against moisture ingress, which could compromise the cable's electrical performance or lead to corrosion of internal components.
These electrical parameters work together to create cables that can reliably deliver power in mining environments whilst maintaining safety margins that account for the unique stresses and hazards present in such applications. The specifications represent not arbitrary numbers, but carefully considered values that reflect decades of experience with mining electrical systems and the ongoing evolution of safety and performance standards.
Cable Construction Details and Engineering Excellence
The construction of BS 6708 Type 70 and Type 71 mining cables represents a masterpiece of electrical engineering, where every layer and component has been carefully designed to address specific challenges encountered in mining environments. To truly appreciate these cables, we must examine their construction like an archaeologist studying layers of history, understanding how each element contributes to the overall performance and reliability.
Beginning at the heart of the cable, the core configuration demonstrates sophisticated design thinking. All cores are laid up in contact with each other, a specification that might seem simple but actually addresses several critical performance requirements. This configuration ensures uniform flexibility throughout the cable, preventing the formation of voids or irregular shapes that could create stress concentrations during bending or flexing. In mining applications, where cables may be repeatedly coiled, uncoiled, and routed through complex pathways, this uniform flexibility prevents premature failure due to mechanical fatigue.
The contact arrangement also optimises the cable's cross-sectional efficiency, allowing the maximum amount of conductor material to be packed into the smallest possible space whilst maintaining the necessary insulation clearances. This efficient use of space is particularly important in mining applications, where cable routing space may be limited and the weight of electrical installations must be carefully managed.
Surrounding the conductor cores, the bedding compound serves multiple critical functions that extend far beyond simple space filling. This rubber-based material provides additional electrical insulation, creating multiple barriers against electrical breakdown. More importantly, the bedding compound serves as a mechanical buffer, distributing forces that might otherwise concentrate on individual cores during cable flexing or external loading.
The selection of a rubber-based compound for the bedding reflects careful consideration of the cable's operating environment. Rubber maintains its flexibility across a wide range of temperatures and continues to provide effective cushioning even after extended exposure to the oils and chemicals commonly found in mining environments. This bedding compound also helps maintain the cable's round cross-section during installation and operation, preventing the development of flat spots or irregular shapes that could compromise performance.
The galvanised steel pliable armour represents perhaps the most visible evidence of these cables' specialised nature. Unlike the rigid conduit or simple wire braid found in many industrial cables, this armouring system provides substantial mechanical protection whilst maintaining the flexibility essential for mining applications. The steel wires are arranged in a helical pattern that allows the cable to bend and twist without creating excessive stress on individual armour wires.
The galvanisation process applies a zinc coating to the steel wires, providing corrosion protection that significantly extends the armour's effective life in mining environments where moisture and various chemicals are commonly present. This corrosion protection ensures that the mechanical protection provided by the armour remains effective throughout the cable's service life, rather than degrading over time due to rust and corrosion.
The pliable nature of this armouring system allows it to conform to bends and curves without creating rigid points that could lead to stress concentrations. This flexibility is crucial in mining applications, where cables may need to follow complex routing paths and may be subject to movement during equipment operation.
The outer sheath construction using heavy-duty chloroprene represents the final layer of protection in this sophisticated system. Chloroprene was specifically chosen for its exceptional combination of properties that address the unique challenges of mining environments. Its resistance to oils ensures that hydraulic fluid leaks or lubricant spills will not degrade the cable's outer protection. Its abrasion resistance allows the cable to withstand contact with rough surfaces and sharp edges commonly encountered in mining operations.
The chemical resistance of chloroprene protects against the various cleaning solvents, maintenance chemicals, and industrial compounds that may be encountered in mining operations. Its weather resistance ensures reliable performance in surface mining applications where cables may be exposed to sunlight, rain, and temperature extremes.
The "heavy-duty" specification indicates that this outer sheath is substantially thicker than might be found on general-purpose cables. This additional thickness provides enhanced protection against puncture and cutting damage, whilst also providing additional insulation against electrical faults and enhanced protection against moisture ingress.
The integration of all these construction elements creates a cable system where each component supports and enhances the performance of the others. The flexible conductor stranding works with the rubber bedding to provide mechanical flexibility. The steel armouring provides mechanical protection whilst the chloroprene sheath protects the armour from corrosion. The result is a cable that can reliably operate in conditions that would quickly destroy conventional electrical cables, providing the safety and reliability essential for mining operations.

Frequently Asked Questions: Addressing Common Concerns
Q1: What differentiates Type 70 from Type 71 cables, and how should I choose between them for my specific mining application?
Understanding the distinction between Type 70 and Type 71 cables requires examining their design intent and specific construction characteristics. Both cables share the fundamental design philosophy of providing reliable power transmission in demanding mining environments, but they incorporate subtle differences that make each more suitable for particular applications.
The differentiation often lies in their core configurations and specific construction details that have been optimised for different types of equipment or operational requirements. Type 70 cables typically feature configurations that make them particularly well-suited for supplying power to heavy excavating and crushing machinery, where high current capacity and exceptional mechanical durability are paramount. The core arrangement and insulation thickness in Type 70 cables are often optimised for applications where continuous high-power transmission is required.
Type 71 cables, whilst sharing the same basic construction principles, may incorporate variations in core configuration or sheath specifications that make them more appropriate for applications requiring enhanced flexibility or specific environmental resistance characteristics. These might include applications where cables must be frequently repositioned or where exposure to particular chemicals or environmental conditions requires specialised outer sheath properties.
When selecting between these cable types, consider the specific machinery being powered, the installation environment, and any unique operational requirements of your application. Consult with cable manufacturers or electrical engineers familiar with your specific mining operations to ensure optimal cable selection, as the subtle differences between these types can significantly impact long-term performance and reliability.
Q2: Are these cables genuinely suitable for environments with explosive gases and dust, and what specific safety features address these hazards?
The safety of BS 6708 Type 70 and Type 71 cables in explosive atmospheres represents one of their most critical design achievements. These cables have been specifically engineered to operate safely in deep mines where methane and other explosive gases can accumulate alongside combustible coal dust, creating environments where any electrical equipment must meet the highest safety standards.
The safety features begin with the cable's construction materials and techniques. The EPR insulation system provides exceptional electrical integrity, minimising the risk of electrical breakdown that could create sparks or arcing. The multiple layers of protection, including the rubber bedding compound and heavy-duty outer sheath, create redundant barriers against electrical faults that could potentially ignite explosive atmospheres.
The galvanised steel armouring serves a dual safety function. Mechanically, it protects the cable from damage that could expose live conductors or create fault conditions. Electrically, it provides an effective earthing path that helps ensure rapid fault clearance in the event of insulation failure, minimising the duration and intensity of any electrical fault that might occur.
The cables' compliance with BS 6708 standards means they have been tested and certified for use in mining environments where explosive gases and dust are present. This certification process includes rigorous testing of the cables' ability to contain electrical faults without creating external ignition sources, even under mechanical stress conditions.
However, it's crucial to understand that cable safety in explosive atmospheres depends not only on the cable itself but also on proper installation, termination, and maintenance practices. Appropriate explosion-proof termination equipment, proper earthing systems, and regular inspection and testing are essential components of a complete safety system.
Q3: What is the significance of the galvanised steel pliable armour, and how does it contribute to the cable's overall performance and longevity?
The galvanised steel pliable armour represents one of the most sophisticated aspects of these cables' construction, serving multiple critical functions that directly address the unique challenges of mining environments. Understanding its significance requires examining both its immediate protective functions and its long-term contribution to cable reliability.
Mechanically, the steel armouring provides exceptional protection against the physical hazards common in mining operations. Mining environments subject cables to impacts from falling rocks, crushing forces from heavy equipment, and abrasion from contact with rough surfaces. The steel armouring creates a protective barrier that can absorb and distribute these forces, preventing damage to the internal cable components.
The pliable design of the armouring is crucial for mining applications where cables must maintain flexibility. Unlike rigid conduit systems, this armouring allows the cable to bend and flex during installation and operation without creating stress concentrations that could lead to premature failure. The helical arrangement of the armour wires distributes bending stresses evenly, allowing the cable to withstand repeated flexing cycles without armour fatigue.
The galvanisation process provides long-term corrosion protection that is essential in mining environments where moisture, humidity, and various chemicals are commonly present. The zinc coating applied during galvanisation creates a sacrificial barrier that protects the underlying steel from corrosion, ensuring that the mechanical protection remains effective throughout the cable's service life.
Electrically, the steel armouring serves as an effective earthing conductor, providing a low-impedance path for fault currents that ensures rapid operation of protective devices in the event of insulation failure. This electrical function is crucial for safety in mining environments, as it helps ensure rapid fault clearance and minimises the risk of sustained electrical faults that could create ignition sources.
The armouring also provides electromagnetic shielding that can help reduce electrical interference, although this is typically a secondary benefit in most mining applications. The overall contribution of the galvanised steel pliable armour to cable performance cannot be overstated - it transforms what would otherwise be a relatively fragile electrical component into a robust system capable of reliable operation in demanding mining environments.
Q4: How does the EPR insulation benefit the cable's performance, and what advantages does it offer over alternative insulation materials?
Ethylene Propylene Rubber (EPR) insulation represents a carefully considered material choice that addresses multiple performance requirements specific to mining applications. Understanding its benefits requires examining both its inherent properties and how these properties translate into practical advantages in demanding operational environments.
EPR offers exceptional thermal stability across a wide temperature range, maintaining its electrical and mechanical properties from low temperatures that might be encountered in some mining operations to the elevated temperatures that can result from high current loading or warm underground environments. This thermal stability ensures consistent cable performance regardless of environmental temperature variations or operational loading conditions.
The electrical properties of EPR provide excellent insulation resistance and dielectric strength, ensuring reliable electrical performance whilst maintaining safety margins appropriate for mining applications. Unlike some insulation materials that may degrade when exposed to moisture, EPR maintains its electrical properties even in humid conditions, which is crucial in underground mining environments where moisture control can be challenging.
The mechanical properties of EPR contribute significantly to the cable's overall flexibility and durability. The rubber maintains its flexibility over time, resisting the hardening or cracking that can affect other insulation materials when subjected to repeated flexing or environmental stress. This long-term flexibility is essential in mining applications where cables may be subjected to movement during equipment operation or repositioning.
EPR also offers excellent resistance to ozone and various chemicals commonly encountered in mining operations. This chemical resistance helps ensure that accidental exposure to hydraulic fluids, lubricants, or cleaning compounds will not degrade the insulation system, maintaining both electrical performance and safety throughout the cable's service life.
Compared to alternative insulation materials such as PVC or cross-linked polyethylene, EPR offers superior performance in mining applications due to its combination of flexibility, chemical resistance, and thermal stability. Whilst PVC might offer cost advantages, it lacks the temperature performance and flexibility of EPR. Cross-linked polyethylene might offer excellent electrical properties but lacks the flexibility and chemical resistance that make EPR ideal for mining applications.
Q5: Can these cables be used for both power supply and lighting applications, and are there any limitations or special considerations for different applications?
The versatility of BS 6708 Type 70 and Type 71 cables in handling both power supply and lighting applications represents one of their significant advantages in mining operations, though understanding their optimal application requires examining the specific requirements of each use case.
For power supply applications involving heavy machinery such as excavating and crushing equipment, these cables excel due to their high current carrying capacity and robust mechanical construction. The substantial conductor sizes and excellent thermal properties of the EPR insulation allow them to handle the high currents required by large motors and other power equipment. The mechanical protection provided by the steel armouring ensures reliable operation even when subjected to the vibration and physical stress associated with heavy machinery operation.
In lighting applications, particularly coalface lighting systems, these cables provide the reliability and safety essential for maintaining illumination in critical work areas. The excellent electrical properties ensure consistent voltage delivery to lighting systems, whilst the robust construction protects against the mechanical damage that could interrupt lighting in areas where continuous illumination is essential for worker safety.
However, there are important considerations when applying these cables to different uses. For lighting circuits, the cable capacity may be substantially higher than required for the electrical load, which represents both an advantage in terms of safety margins and a potential cost consideration. The robust construction that makes these cables ideal for heavy machinery applications also makes them larger and more expensive than might be strictly necessary for lighting circuits with lower current requirements.
For mobile equipment applications, the flexibility provided by the pliable armouring and EPR insulation makes these cables well-suited for applications where cables must flex during equipment movement. However, for fixed installations where flexibility is less critical, the additional cost of the sophisticated construction might not provide proportional benefits.
Installation considerations also vary between applications. Power supply installations typically require careful attention to termination techniques and earthing systems to handle the higher currents involved. Lighting installations may require different termination approaches and may benefit from different protection and switching arrangements.
The key to optimal application lies in understanding that whilst these cables can successfully handle both power and lighting applications, the specific installation requirements, protection systems, and termination techniques should be tailored to the particular application to ensure optimal performance and safety.
Conclusion
BS 6708 Type 70 and Type 71 mining cables represent remarkable achievements in electrical engineering, demonstrating how sophisticated design and materials science can address the extraordinary challenges presented by mining environments. These cables serve as crucial infrastructure components that enable the safe and efficient operation of mining equipment whilst protecting workers through reliable power delivery in some of the world's most demanding industrial environments.
The comprehensive examination of these cables reveals that their value extends far beyond their basic function of conducting electricity. Every aspect of their construction, from the electrolytic copper conductors to the heavy-duty chloroprene outer sheath, has been carefully engineered to address specific challenges encountered in mining operations. The result is a cable system that provides exceptional reliability, safety, and longevity in applications where failure is not merely inconvenient but potentially catastrophic.
Understanding the technical specifications and construction details of these cables enables mining professionals to make informed decisions about their electrical infrastructure, ensuring that power distribution systems can support operational requirements whilst maintaining the highest safety standards. The versatility of these cables in handling both heavy machinery power supply and critical lighting applications makes them valuable assets in the complex electrical systems that support modern mining operations.
The frequently asked questions addressed in this overview highlight the practical considerations that arise when selecting and applying these cables in real-world mining situations. From understanding the differences between cable types to ensuring safe operation in explosive atmospheres, these considerations demonstrate the importance of comprehensive technical knowledge in achieving optimal cable performance.
As mining operations continue to evolve, with increasing emphasis on safety, efficiency, and environmental responsibility, the role of reliable electrical infrastructure becomes ever more critical. BS 6708 Type 70 and Type 71 mining cables provide the foundation for electrical systems that can support these evolving requirements whilst maintaining the robust performance characteristics essential for mining applications.
The investment in understanding these cables and their proper application pays dividends through reduced maintenance requirements, improved operational reliability, and enhanced safety performance. In an industry where downtime can be extremely costly and safety is paramount, the selection of appropriate electrical cables represents a fundamental decision that influences both operational success and worker protection.
For mining professionals, electrical contractors, and safety personnel working in this demanding industry, comprehensive knowledge of BS 6708 Type 70 and Type 71 mining cables provides the foundation for making informed decisions that support safe, efficient, and reliable mining operations. These cables represent not just electrical components, but critical infrastructure elements that enable the extraction of valuable resources whilst protecting the people who make such operations possible.

