
BS 6708 TYPE 730 Mining Cable
Discover the BS 6708 TYPE 730 mining cable specifications, electrical parameters, construction details, and applications in underground mining operations. Learn about EPR insulation, trailing cable requirements, and safety considerations for explosive environments.
6/3/202517 min read
BS 6708 TYPE 730 Mining Cable
Introduction: The Lifeline of Modern Mining Operations
Picture the massive draglines and continuous miners operating deep underground or in open-pit mines. These industrial giants require enormous amounts of electrical power to function, yet they must remain mobile to extract resources efficiently. This presents a unique engineering challenge: how do you deliver thousands of volts of electricity to equipment that constantly moves through some of the harshest environments on Earth?
The answer lies in specialised trailing cables, and among these, the BS 6708 TYPE 730 mining cable represents the pinnacle of electrical engineering designed specifically for the demanding world of mining operations. Unlike standard industrial cables that remain stationary, trailing cables must endure continuous flexing, dragging across rough surfaces, exposure to moisture and chemicals, and operation in potentially explosive atmospheres.
Mining cables serve as the electrical lifeline connecting massive mobile equipment to power sources, ensuring uninterrupted operation whilst maintaining the highest safety standards. The BS 6708 TYPE 730 standard represents decades of engineering expertise distilled into a comprehensive specification that addresses every aspect of mining cable performance, from mechanical durability to electrical safety in hazardous environments.
Understanding these cables is crucial for mining engineers, electrical technicians, and safety professionals who must ensure reliable power delivery whilst protecting both equipment and personnel. The consequences of cable failure in mining operations extend far beyond simple downtime – they can result in production losses measured in millions of pounds, equipment damage, and most critically, serious safety hazards in environments where explosive gases may be present.
Application Scenarios: Where Robust Engineering Meets Extreme Demands
The BS 6708 TYPE 730 mining cable serves as the primary power transmission solution for large-scale mining machinery operating under the most challenging conditions imaginable. Think of it as the electrical umbilical cord that keeps massive mining equipment alive and productive whilst they traverse hostile environments that would destroy conventional cables within hours.
Primary Applications in Mobile Mining Equipment
Large mining machines such as continuous miners, longwall shearers, draglines, and mobile crushers represent the primary applications for these specialised cables. These machines consume enormous amounts of electrical power – often drawing hundreds of amperes at voltages exceeding 6,000 volts – whilst simultaneously requiring the freedom to move across mining sites or through underground workings.
Consider a continuous miner operating in an underground coal seam. This machine must cut through solid rock and coal whilst simultaneously loading material onto conveyors, all whilst moving forward through the mine workings. The trailing cable must follow this machine's every movement, bending and flexing thousands of times per day whilst maintaining perfect electrical integrity and safety standards.
Similarly, in surface mining operations, massive draglines with booms extending over 100 metres require trailing cables that can withstand the mechanical stress of supporting their own considerable weight whilst being dragged across rough terrain, exposed to weather extremes, and subjected to the constant vibration and movement of heavy machinery.
Underground Mining Environments: Engineering for Explosive Atmospheres
Underground mining presents perhaps the most challenging environment for electrical equipment. The presence of methane gas, coal dust, and other potentially explosive substances creates an atmosphere where the slightest electrical fault could trigger catastrophic explosions. BS 6708 TYPE 730 cables are specifically engineered to operate safely in these hazardous environments.
The cable's construction incorporates multiple safety features designed to prevent spark generation and contain any potential electrical faults. The comprehensive screening system not only provides electromagnetic interference protection but also ensures that any electrical fault is immediately contained and safely conducted to earth through the cable's robust earthing system.
Ventilation in underground mines, whilst essential for safety, creates additional challenges for trailing cables. The constant airflow carries abrasive particles that gradually wear away cable sheaths, whilst the humid atmosphere promotes corrosion of metallic components. The BS 6708 TYPE 730 specification addresses these challenges through materials selection and construction techniques that have been proven over decades of underground service.
Surface Mining Operations: Battling the Elements
Surface mining operations subject trailing cables to different but equally demanding conditions. Exposure to ultraviolet radiation from sunlight, temperature extremes ranging from arctic cold to desert heat, and mechanical abuse from heavy equipment create a hostile environment that demands exceptional cable performance.
In open-pit mining operations, cables may be required to span considerable distances as equipment moves across multi-level benches. The cable must support its own weight whilst maintaining electrical integrity, even when suspended across gaps or dragged up steep inclines. The heavy-duty chloroprene outer sheath specified in BS 6708 TYPE 730 provides exceptional resistance to these environmental challenges whilst maintaining flexibility essential for mobile applications.


Cable Construction: Engineering Excellence Layer by Layer
Understanding the construction of BS 6708 TYPE 730 mining cables requires examining each component layer and appreciating how they work together to create a system capable of reliable operation under extreme conditions. Like the layers of an onion, each component serves specific functions whilst contributing to the overall performance of the complete cable assembly.
The Foundation: Electrolytic Tinned Copper Conductors
At the heart of every BS 6708 TYPE 730 cable lies the conductor system, constructed from electrolytic tinned copper conforming to IEC 60228 Class 5 specifications. This choice of conductor material and construction represents careful engineering optimisation for the specific demands of mining applications.
Electrolytic copper provides the highest possible conductivity, ensuring minimum power losses and heat generation during current transmission. The Class 5 stranding specification requires fine individual wires that create exceptional flexibility – essential for cables that must bend and flex continuously throughout their service life. Unlike solid conductors that would quickly fatigue and break under repeated flexing, the stranded construction distributes mechanical stress across hundreds of individual wire strands.
The tinning process, where each copper strand is coated with a thin layer of tin, provides crucial corrosion protection. In the humid, chemically aggressive environment of mining operations, untreated copper would gradually oxidise, increasing resistance and generating heat. The tin coating acts as a barrier, preserving the conductor's electrical properties throughout the cable's service life.
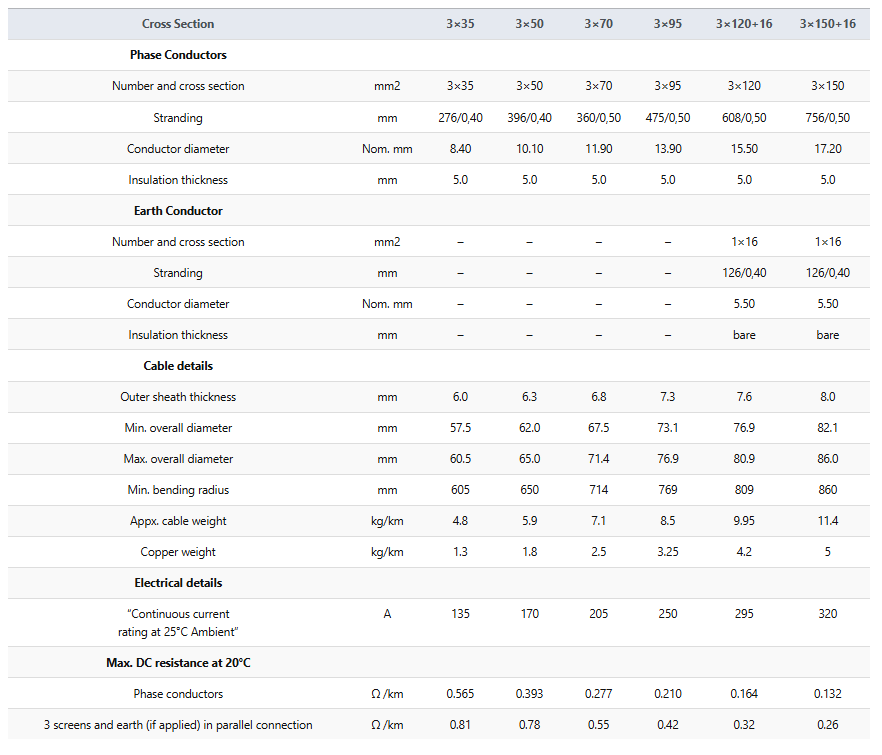
Understanding the significance of conductor sizing requires appreciating the relationship between cross-sectional area, current-carrying capacity, and voltage drop. Mining equipment operates at high power levels, and excessive voltage drop can cause motors to overheat and fail. The conductor sizes specified in BS 6708 TYPE 730 – ranging from 35mm² to 150mm² for phase conductors – are carefully calculated to ensure adequate current capacity whilst maintaining acceptable voltage regulation.
Insulation System: EPR Technology for Extreme Performance
The insulation system surrounding each conductor consists of Ethylene Propylene Rubber (EPR), a material specifically chosen for its exceptional performance in demanding electrical applications. EPR represents a significant advancement over traditional rubber insulation systems, offering superior electrical, thermal, and mechanical properties essential for mining cable applications.
EPR's molecular structure provides excellent dielectric strength, meaning it can withstand high voltages without breakdown. This is crucial for 3.8/6.6kV applications where insulation failure could result in catastrophic equipment damage or safety hazards. The material maintains its electrical properties across a wide temperature range, from the freezing conditions that might occur in surface mining operations to the elevated temperatures generated by high current loads.
The mechanical properties of EPR are equally important. Unlike thermoplastic insulation that becomes brittle at low temperatures or soft at high temperatures, EPR maintains consistent flexibility and toughness across its entire operating temperature range. This characteristic is essential for trailing cables that must remain flexible and resistant to mechanical damage regardless of environmental conditions.
Thermal stability represents another crucial advantage of EPR insulation. Mining cables often operate near their maximum current ratings, generating significant heat within the conductor. Poor insulation materials might degrade under these thermal stresses, leading to premature failure. EPR maintains its integrity even under sustained high-temperature operation, ensuring long service life in demanding applications.
Screening System: Electromagnetic Protection and Safety
Each phase conductor in BS 6708 TYPE 730 cables incorporates individual screening consisting of tinned copper wire and textile braid. This screening system serves multiple critical functions that extend beyond simple electromagnetic interference (EMI) protection to encompass fundamental safety considerations.
The primary function of conductor screening is to provide a uniform electric field around each conductor. Without screening, the electric field distribution around high-voltage conductors becomes non-uniform, leading to corona discharge and eventual insulation breakdown. The conducting screen creates an equipotential surface that eliminates field concentrations and ensures reliable long-term operation.
Electromagnetic interference protection becomes increasingly important as mining operations incorporate sophisticated electronic control systems. Modern mining equipment relies on precise electronic controls, communication systems, and monitoring equipment that can be disrupted by electromagnetic emissions from high-current power cables. The comprehensive screening system specified in BS 6708 TYPE 730 effectively contains these emissions, ensuring compatible operation of all electrical systems.
The safety function of conductor screening cannot be overstated. In the event of insulation breakdown, the screen provides a low-impedance path to earth, ensuring rapid operation of protective devices and minimising the risk of electric shock or fire. This is particularly crucial in mining environments where personnel may come into contact with cables during normal operations.
Cable Lay-Up: Mechanical Engineering for Reliability
The arrangement of individual components within the cable – known as lay-up – represents sophisticated mechanical engineering designed to optimise performance under the unique stresses encountered in trailing cable applications. All phase conductors are laid up around a central bare copper earth conductor, with all cores in contact with each other.
This construction technique, whilst appearing simple, provides several crucial advantages. The central earth conductor provides mechanical strength and stability to the cable structure whilst simultaneously serving as the primary earth return path. Having all cores in contact ensures that mechanical stresses are distributed evenly throughout the cable cross-section, preventing individual conductors from bearing disproportionate loads that could lead to premature failure.
The geometric arrangement also contributes to the cable's flexibility characteristics. By avoiding rigid separation between conductors, the cable can bend and flex more easily whilst maintaining its structural integrity. This is essential for trailing applications where the cable must follow equipment movement without developing stress concentrations that could cause failure.
Bedding and Protection: The Unsung Heroes of Cable Reliability
Between the conductor assembly and the outer sheath lies the bedding layer – a rubber-based compound that serves multiple essential functions often overlooked in cable design discussions. This bedding material acts as mechanical cushioning, protecting the conductor cores from damage due to external impact or compression forces.
In mining applications, cables are subjected to considerable external forces as they are dragged across rough surfaces, run over by equipment, or compressed under heavy loads. Without adequate bedding protection, these forces would be transmitted directly to the conductor cores, potentially causing insulation damage or conductor breakage.
The bedding material also provides additional fire resistance, adding another layer of protection in environments where fire hazards may be present. Mining operations involve hot surfaces, potential fuel spills, and other fire risks that make flame resistance a crucial safety consideration.
Outer Sheath: The First Line of Defence
The outer sheath of BS 6708 TYPE 730 cables consists of heavy-duty chloroprene rubber specifically formulated for mining applications. This final protective layer must withstand all the environmental challenges that mining operations can present whilst maintaining its protective properties throughout the cable's service life.
Chloroprene rubber offers exceptional resistance to oils, fuels, and chemicals commonly encountered in mining operations. Unlike conventional rubber compounds that might swell or degrade when exposed to hydraulic fluids or fuel spills, chloroprene maintains its integrity and protective properties. This chemical resistance is crucial for cables operating in environments where such exposure is inevitable.
The abrasion resistance of the chloroprene sheath enables cables to withstand the constant wear that occurs as they are dragged across rough surfaces. Traditional cable sheaths would quickly wear through under such conditions, exposing internal components to moisture and mechanical damage. The heavy-duty formulation specified for BS 6708 TYPE 730 cables provides exceptional wear life even under severe abrasion conditions.
Flame retardancy represents another critical characteristic of the outer sheath. In the event of fire, the chloroprene compound resists ignition and limits flame spread, providing valuable time for fire suppression systems to operate and personnel to evacuate safely.
Electrical Parameters: The Numbers That Define Performance
Understanding the electrical characteristics of BS 6708 TYPE 730 mining cables requires examining the specific parameters that determine their performance in real-world applications. These numbers represent the culmination of extensive testing and engineering analysis designed to ensure reliable operation under the demanding conditions of mining operations.
Voltage Ratings: Designed for High-Voltage Applications
The voltage rating of 3800/6600V (3.8/6.6kV) places BS 6708 TYPE 730 cables firmly in the medium-voltage category, requiring sophisticated insulation systems and safety considerations that exceed those of low-voltage applications. Understanding these voltage ratings requires appreciating the notation system used in electrical engineering.
The dual voltage rating (3.8/6.6kV) indicates the cable's ability to operate in different electrical system configurations. The first figure (3.8kV) represents the voltage between any phase conductor and earth (phase-to-neutral voltage), whilst the second figure (6.6kV) represents the voltage between any two phase conductors (phase-to-phase voltage). This flexibility allows the same cable to be used in various electrical system configurations commonly found in mining operations.
The test voltage of 15kV represents the electrical stress level applied during manufacturing quality control and periodic testing. This figure, significantly higher than the operating voltage, ensures that the cable's insulation system maintains adequate safety margins throughout its service life. The test voltage is applied for specific durations under controlled conditions to verify insulation integrity without causing damage to properly manufactured cables.
These voltage levels require careful consideration of safety procedures and equipment specifications. Personnel working with such cables must use appropriate personal protective equipment and follow established safety protocols. The high voltage also necessitates sophisticated protective devices and earthing systems to ensure safe operation.
Current-Carrying Capacity: Balancing Power Delivery and Heat Management
The current-carrying capacity of electrical cables represents a complex balance between electrical efficiency and thermal management. Too small a conductor results in excessive voltage drop and power losses, whilst too large a conductor increases cable size, weight, and cost. The BS 6708 TYPE 730 specification provides optimised conductor sizes for various power requirements.
For the 3x35mm² configuration, the continuous current rating of 135 amperes at 25°C ambient temperature enables power transmission of approximately 1.5 megawatts at rated voltage. This power level suits medium-sized mining equipment such as smaller continuous miners or conveyor systems.
Moving to larger conductor sizes, the 3x70mm² configuration with its 205-ampere rating can deliver approximately 2.4 megawatts, suitable for larger mining machinery. The progression continues through to the largest standard size of 3x150mm² plus 16mm² earth conductor, capable of carrying 320 amperes and delivering over 3.6 megawatts of power.
These current ratings assume specific installation conditions and ambient temperatures. Higher ambient temperatures reduce current-carrying capacity, as the cable's ability to dissipate heat is compromised. This consideration is particularly important in underground mining operations where ventilation may be limited and ambient temperatures elevated.
The relationship between conductor temperature and current capacity follows well-established engineering principles. As current increases, conductor temperature rises due to I²R losses (where I represents current and R represents resistance). The conductor temperature must remain below limits that would damage the insulation system or create safety hazards.
Resistance Characteristics: Minimising Power Losses
The DC resistance values specified for BS 6708 TYPE 730 cables represent crucial parameters that directly impact system efficiency and voltage regulation. Lower resistance values mean reduced power losses and better voltage maintenance at the load end of the cable.
For the 3x35mm² conductor size, the maximum DC resistance of 0.565 ohms per kilometre might seem insignificant, but its impact becomes substantial over the cable lengths typically used in mining operations. A 500-metre cable run carrying 135 amperes would experience a voltage drop of approximately 38 volts per phase due to conductor resistance alone.
The resistance values decrease proportionally with increasing conductor cross-sectional area, following the fundamental relationship that resistance is inversely proportional to conductor area. The 3x150mm² conductor configuration, with its maximum resistance of 0.132 ohms per kilometre, provides significantly better voltage regulation for high-power applications.
Understanding these resistance characteristics helps engineers select appropriate cable sizes for specific applications. Voltage drop calculations must consider not only the conductor resistance but also the system power factor, cable length, and acceptable voltage regulation limits at the equipment being supplied.
Temperature coefficient effects also influence resistance values. Copper resistance increases with temperature, meaning that cables operating at higher temperatures will exhibit higher resistance and greater voltage drop than indicated by the 20°C reference values. This effect must be considered in applications where cables operate at elevated temperatures.
Screening and Earth Circuit Performance
The effectiveness of the screening system and earth conductor arrangement significantly impacts both electrical performance and safety. The parallel connection of the three phase screens with the earth conductor (where provided) creates a low-impedance return path that enhances system performance and safety.
The screen resistance values, typically much higher than the main conductor resistance, still play important roles in system performance. During normal operation, the screens carry minimal current, but their primary function becomes apparent during fault conditions when they must carry fault currents safely to earth.
The earth conductor, particularly in configurations such as 3x120+16 and 3x150+16, provides dedicated earth fault protection. The 16mm² earth conductor offers substantially lower resistance than the screen circuits alone, ensuring rapid and reliable operation of protective devices during earth fault conditions.

Frequently Asked Questions: Addressing Common Mining Cable Concerns
Through decades of experience in mining applications, certain questions and concerns arise repeatedly regarding BS 6708 TYPE 730 cables. Understanding these common issues helps ensure proper cable selection, installation, and maintenance practices that maximise both performance and safety.
Why Choose Tinned Copper Over Standard Copper Conductors?
The decision to specify tinned copper conductors rather than bare copper reflects careful consideration of the challenging environments in which mining cables operate. Copper, whilst offering excellent electrical conductivity, is susceptible to oxidation when exposed to moisture and certain chemicals commonly found in mining operations.
The tinning process involves coating each individual copper strand with a thin layer of tin, creating a barrier that prevents direct contact between the copper and potentially corrosive substances. This protection is particularly valuable in underground mining environments where high humidity levels and chemical exposure from rock formations, cleaning compounds, and equipment fluids create aggressive conditions for metal components.
Oxidised copper develops a higher resistance layer on its surface, increasing electrical losses and heat generation. Over time, this oxidation can progress to the point where individual conductor strands begin to fail, reducing the effective conductor cross-sectional area and potentially leading to catastrophic overheating. The tin coating prevents this degradation, maintaining consistent electrical performance throughout the cable's service life.
The additional cost of tinning is easily justified when considering the extended service life and improved reliability it provides. Cable replacement in mining operations involves not only the cost of the cable itself but also significant downtime for equipment while replacement work is carried out. In many cases, this downtime cost far exceeds the cable cost, making the modest premium for tinned conductors an excellent investment.
Understanding and Avoiding Bend Radius Violations
One of the most common causes of premature cable failure in mining applications results from excessive bending that violates the minimum bend radius specifications. The minimum bend radius represents the tightest curve that the cable can safely negotiate without causing internal damage to conductors, insulation, or screening systems.
For BS 6708 TYPE 730 cables, minimum bend radii range from 605mm for the smallest 3x35mm² configuration to 860mm for the largest 3x150+16mm² size. These specifications may seem overly conservative, but they are based on extensive testing and field experience that demonstrates the critical importance of proper bend radius management.
When a cable is bent too tightly, several types of damage can occur. The conductors on the inside of the bend experience compression forces that can cause individual strands to break or buckle. Simultaneously, conductors on the outside of the bend experience tension forces that can cause strand breakage or separation from the insulation system.
The insulation system also suffers when bend radius limits are exceeded. EPR insulation, whilst flexible, has limits to its elongation capability. Excessive bending can cause cracking or separation that creates paths for moisture ingress or electrical breakdown. These defects may not be immediately apparent but will progress over time, leading to eventual cable failure.
Prevention of bend radius violations requires careful planning during cable installation and routing. Cable supports and guides must be positioned to ensure gradual curves rather than sharp bends. Training for personnel involved in cable handling helps ensure that proper techniques are used during installation and maintenance activities.
Explosion Safety in Gaseous Mining Environments
The prevention of explosions in mining environments where combustible gases and dust may be present requires comprehensive engineering approaches that address every potential ignition source. BS 6708 TYPE 730 cables incorporate multiple design features specifically intended to minimise explosion risks.
The comprehensive screening system serves as the first line of defence against spark generation. By containing the electric field around each conductor and providing controlled paths for fault currents, the screening system prevents the types of electrical discharges that could ignite explosive atmospheres. The screens ensure that any electrical fault is immediately conducted to earth through predetermined paths rather than creating unpredictable arcing.
The robust outer sheath construction provides essential protection against mechanical damage that could expose internal electrical components. Even minor damage to cable sheaths can create potential ignition sources if electrical components become exposed to explosive atmospheres. The heavy-duty chloroprene sheath specified for BS 6708 TYPE 730 cables provides exceptional resistance to the types of mechanical damage commonly encountered in mining operations.
Proper earthing system design and installation play crucial roles in explosion prevention. The earth conductor and screening system must be properly connected to comprehensive earthing networks that ensure rapid fault clearance. Ground fault protection devices must be properly calibrated and maintained to ensure immediate disconnection of power in the event of insulation failures.
Regular inspection and testing programmes help identify potential problems before they can create explosion hazards. Insulation resistance testing, visual inspection of cable sheaths, and verification of earthing system integrity should be conducted according to established schedules and documented procedures.
The Advantages of EPR Insulation Technology
Ethylene Propylene Rubber (EPR) insulation represents a significant technological advancement over traditional rubber and thermoplastic insulation systems, offering superior performance characteristics particularly valuable in mining applications. Understanding these advantages helps explain why EPR has become the preferred insulation system for demanding electrical applications.
The thermal performance of EPR significantly exceeds that of traditional insulation materials. EPR maintains its electrical and mechanical properties across a wide temperature range, from very low ambient temperatures that might occur in surface mining operations to the elevated temperatures generated by high current loads. This thermal stability ensures consistent performance regardless of operating conditions.
The mechanical properties of EPR provide exceptional flexibility and toughness essential for trailing cable applications. Unlike thermoplastic materials that become brittle at low temperatures or excessively soft at high temperatures, EPR maintains consistent flexibility across its entire operating temperature range. This characteristic is crucial for cables that must remain flexible and resistant to mechanical damage regardless of environmental conditions.
EPR also offers superior resistance to various chemicals commonly encountered in mining operations. Hydraulic fluids, lubricating oils, cleaning compounds, and naturally occurring chemicals from rock formations can cause degradation of inferior insulation materials. EPR maintains its integrity even when exposed to these aggressive substances, ensuring long-term reliability.
The electrical properties of EPR, including high dielectric strength and low dielectric losses, ensure efficient power transmission with minimal energy waste. These characteristics become increasingly important as energy costs rise and environmental considerations demand maximum efficiency from electrical systems.
Common Maintenance Challenges and Solutions
Mining cables face unique maintenance challenges due to the harsh environments and demanding applications in which they operate. Understanding these challenges and implementing appropriate preventive measures significantly extends cable service life whilst maintaining safe operation.
Abrasion wear represents perhaps the most common maintenance challenge for mining trailing cables. As cables are dragged across rough surfaces, abraded by rocks and debris, and subjected to constant movement, the outer sheath gradually wears away. Regular inspection of cable sheaths helps identify wear patterns before they progress to the point where internal components become exposed.
Implementing proper cable handling procedures reduces abrasion wear significantly. Cable guides, drag chains, and protective coverings help minimise direct contact between cables and abrasive surfaces. Training personnel in proper cable handling techniques ensures that cables are not subjected to unnecessary abuse during routine operations.
Moisture ingress through damaged cable sheaths creates serious problems that can progress rapidly if not addressed promptly. Water penetration can cause insulation degradation, conductor corrosion, and eventual electrical failures. Regular insulation resistance testing helps identify moisture problems before they cause catastrophic failures.
Preventing moisture ingress requires maintaining sheath integrity through regular inspection and prompt repair of any damage. Cable glands and terminations must be properly installed and maintained to prevent water entry at these critical points. Environmental controls, where practical, help reduce moisture exposure.
Overheating issues typically result from operating cables above their rated current capacity or in poorly ventilated environments where heat dissipation is compromised. Temperature monitoring systems can provide early warning of overheating conditions, allowing corrective action before damage occurs.
Proper load management ensures that cables operate within their design parameters. Understanding the relationship between ambient temperature, installation conditions, and current-carrying capacity helps prevent overloading situations that could cause insulation damage or conductor failure.
Conclusion: Engineering Excellence for Mining's Most Demanding Applications
The BS 6708 TYPE 730 mining cable standard represents the culmination of decades of engineering experience and technological advancement specifically focused on the unique challenges of mining operations. Every aspect of these cables, from the tinned copper conductors to the heavy-duty chloroprene outer sheath, has been carefully engineered to provide reliable performance under conditions that would quickly destroy conventional electrical cables.
Understanding the sophisticated engineering embodied in these cables helps mining professionals make informed decisions about cable selection, installation, and maintenance practices. The multiple layers of protection, redundant safety systems, and robust construction techniques all work together to create electrical systems capable of reliable operation in some of the most challenging environments on Earth.
The electrical parameters specified in the BS 6708 TYPE 730 standard provide the foundation for safe and efficient power transmission to mobile mining equipment. The careful balance between conductor sizing, insulation capabilities, and mechanical construction ensures that these cables can deliver the enormous amounts of power required by modern mining machinery whilst maintaining the safety standards essential for hazardous environments.
Proper application of these cables requires understanding not only their electrical characteristics but also the installation, handling, and maintenance practices that ensure long-term reliability. The investment in quality mining cables pays dividends through reduced downtime, improved safety, and enhanced productivity of mining operations.
As mining operations continue to evolve with larger equipment, deeper workings, and more demanding environmental requirements, the engineering principles embodied in BS 6708 TYPE 730 cables provide a solid foundation for meeting these challenges. The combination of proven materials, sophisticated construction techniques, and comprehensive testing ensures that these cables will continue to serve as the reliable electrical lifelines that modern mining operations depend upon.
The future of mining depends on reliable electrical systems that can operate safely and efficiently under increasingly demanding conditions. BS 6708 TYPE 730 mining cables, with their sophisticated engineering and proven performance record, represent the standard against which all mining cable technologies should be measured. Understanding and properly applying these cables ensures that mining operations can continue to extract the resources our modern world requires whilst maintaining the highest standards of safety and environmental responsibility.

