
BS 6708 Type 830 Mining Cable
Discover the BS 6708 Type 830 mining cable specifications, applications, and electrical parameters. Learn about this heavy-duty trailing cable designed for explosive mining environments with detailed FAQ section.
6/3/202510 min read
BS 6708 Type 830 Mining Cable
Introduction: The Critical Role of Mining Cables in Industrial Operations
In the demanding world of mining operations, where tonnes of earth are moved daily and massive machinery operates in some of the most challenging environments on Earth, the humble cable becomes a lifeline that connects power to productivity. Mining cables represent far more than simple electrical conduits; they are engineered marvels designed to withstand conditions that would destroy conventional electrical infrastructure within hours.
Consider the environment where these cables must perform: underground tunnels filled with explosive gases, surface operations exposed to extreme weather, and mobile machinery that drags cables across rough terrain for kilometres at a time. The consequences of cable failure in such environments extend far beyond inconvenience—they can result in production shutdowns costing millions, equipment damage, and most critically, threats to worker safety in already hazardous conditions.
The BS 6708 Type 830 mining cable stands as a prime example of how engineering expertise addresses these extraordinary challenges. This specialised trailing cable has been meticulously designed to serve as the electrical backbone for heavy mining machinery operating in explosive atmospheres, where the margin for error approaches zero. Understanding this cable's construction and capabilities provides insight into the sophisticated engineering that keeps modern mining operations running safely and efficiently.
Application Scenarios: Where Engineering Meets Extreme Conditions
The primary application of BS 6708 Type 830 cables centres on powering the massive machinery that forms the heart of modern mining operations. Picture a continuous miner—a machine weighing dozens of tonnes that cuts through coal seams with rotating drums studded with carbide teeth. This machine requires substantial electrical power to operate its cutting heads, conveyor systems, and hydraulic controls, all while moving through confined underground spaces where every component must be explosion-proof.
Similarly, shuttle cars that transport extracted material through mine tunnels represent another critical application. These vehicles must navigate narrow passages whilst towing their power cables behind them, subjecting the cables to constant flexing, twisting, and mechanical stress. The cable must maintain electrical integrity whilst being dragged over rough surfaces, around corners, and through areas where sharp rocks or metal debris could cause damage.
The operating environment for these cables presents a unique combination of challenges that few other electrical applications can match. Underground mines create atmospheres where methane gas can accumulate, creating explosive conditions that demand the highest safety standards. Coal dust, which is inherently combustible, settles on every surface and can be stirred into suspension by air currents or machinery movement. In such environments, any electrical fault that creates sparks or excessive heat can trigger catastrophic explosions.
Surface mining operations, whilst avoiding the gas accumulation issues of underground mines, present their own set of challenges. Open-pit mines expose cables to extreme temperature variations, from freezing conditions that make materials brittle to scorching heat that can degrade insulation. Weather exposure includes not only temperature extremes but also UV radiation, chemical exposure from processing operations, and mechanical stress from high winds and debris.
The mechanical stress profile for trailing cables differs significantly from fixed installation cables. Rather than remaining stationary, these cables experience constant movement as they follow mobile machinery. This creates repetitive flexing at stress points, particularly where cables curve around obstacles or enter equipment enclosures. The cable construction must accommodate millions of flex cycles without developing fatigue cracks that could lead to electrical failure or safety hazards.
Temperature considerations extend beyond ambient conditions to include heat generated by high current loads and poor heat dissipation in confined spaces. Underground environments often lack adequate ventilation, causing cables to operate at elevated temperatures that accelerate insulation ageing. The cable design must account for these thermal challenges whilst maintaining current-carrying capacity and safety margins.


Electrical and Mechanical Specifications: Engineering Excellence in Detail
The electrical specifications of BS 6708 Type 830 cables reflect the demanding requirements of mining applications, starting with the fundamental voltage ratings that define the cable's operational envelope. The rated voltage of 6350/11000 volts represents a carefully chosen compromise between power transmission efficiency and safety considerations. This voltage level provides sufficient power for large mining machinery whilst remaining within safety limits that mining electrical systems can manage reliably.
The test voltage specification of 25 kilovolts demonstrates the substantial safety margin built into the cable design. This test voltage, nearly four times the operating voltage, ensures that the cable can withstand electrical stress far beyond normal operating conditions. Such margins are essential in mining environments where voltage transients, switching surges, and other electrical disturbances are common due to the switching of large motors and the presence of variable frequency drives.
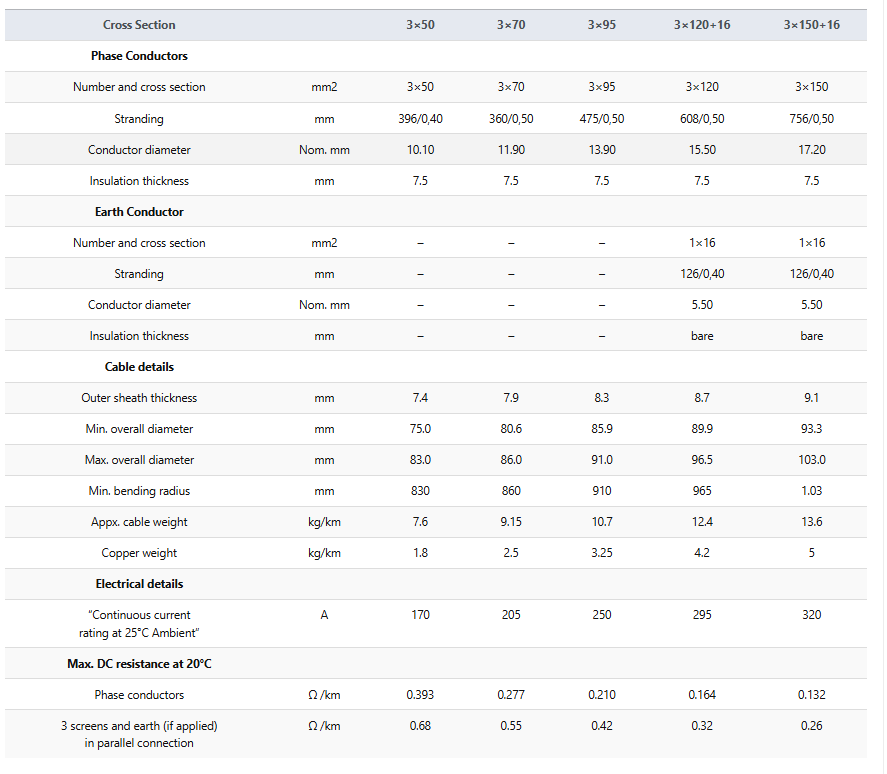
Current carrying capacity represents another critical specification that directly impacts the cable's utility in mining operations. The range from 170 amperes for the smallest configuration (3x50 mm²) to 320 amperes for the largest (3x150+16 mm²) reflects the diverse power requirements of mining equipment. Smaller shuttle cars and auxiliary equipment might operate effectively with lower current cables, whilst massive continuous miners and draglines require the full current capacity of the largest configurations.
Understanding conductor resistance helps explain why larger cross-sectional areas become necessary for high-power applications. The resistance values, ranging from 0.393 ohms per kilometre for 50 mm² conductors to 0.132 ohms per kilometre for 150 mm² conductors, demonstrate the significant impact of conductor size on electrical efficiency. Lower resistance translates directly to reduced power losses and less heat generation, both critical factors in confined mining environments where heat dissipation is limited.
The cable structure represents a masterpiece of materials engineering, beginning with the conductor design. Tinned, stranded copper conductors meeting IEC 60228 Class 5 specifications provide the optimal combination of conductivity, flexibility, and corrosion resistance. The tinning process, which coats each copper strand with a thin layer of tin, prevents oxidation that would increase resistance and potentially create hot spots during operation.
The stranding pattern deserves particular attention because it directly affects the cable's ability to withstand repeated flexing. Class 5 stranding uses many small strands rather than fewer large ones, creating a conductor that maintains its electrical properties even after millions of flex cycles. This construction prevents strand breakage that would increase resistance and generate dangerous hot spots.
EPR (Ethylene Propylene Rubber) insulation provides thermal stability that conventional PVC insulation cannot match. EPR maintains its dielectric properties and mechanical strength at elevated temperatures, making it ideal for mining applications where ambient temperatures and current loading create challenging thermal conditions. The material's resistance to ozone and chemical degradation further enhances its suitability for harsh mining environments.
The screening system employs braided tinned copper and nylon to provide both electromagnetic interference protection and mechanical strength. This dual-purpose design reflects the space and weight constraints of mining cables, where every component must serve multiple functions. The EMI protection prevents interference with sensitive mining equipment, whilst the mechanical reinforcement helps prevent damage from external forces.
The outer sheath material, heavy-duty chloroprene, represents the cable's first line of defence against the hostile mining environment. Chloroprene rubber exhibits exceptional resistance to abrasion, oils, chemicals, and flames—all common threats in mining operations. The material maintains flexibility across a wide temperature range whilst providing the mechanical protection necessary for trailing cable applications.
Physical characteristics such as bending radius and cable weight have profound implications for mining operations. The minimum bending radius of 830 millimetres for the smallest cable size might seem large, but it prevents stress concentrations that could cause premature failure. Mining equipment must be designed to accommodate these bending requirements, influencing everything from cable routing to reel design.
Cable weights ranging up to 13,600 kilograms per kilometre for the largest configuration create significant handling challenges. Mining operations must invest in appropriate cable handling equipment and consider the additional load these cables place on mobile machinery. The copper content, representing up to 5,000 kilograms per kilometre in the largest cables, also represents substantial material value that influences both initial cost and end-of-life recycling considerations.

Frequently Asked Questions: Addressing Common Mining Cable Concerns
Question 1: Why is this cable designed with such a heavy-duty sheath when it adds considerable weight and cost?
The chloroprene sheath represents an essential investment in operational reliability rather than an optional enhancement. Consider the alternative: a lighter, less robust sheath might reduce initial costs but would likely fail within months when subjected to the mechanical abuse common in mining operations. Cable replacement in underground mines requires shutting down production, deploying specialised equipment, and often involves dangerous work in confined spaces. The cost of a single unplanned cable replacement, including lost production time, typically exceeds the price premium for heavy-duty construction by orders of magnitude.
Furthermore, the chloroprene material provides flame resistance that becomes critical in mining environments where ignition sources and combustible materials coexist. The material's self-extinguishing properties can prevent a minor electrical fault from escalating into a catastrophic fire that could trap miners underground or destroy expensive equipment.
Question 2: What does the "trailing" designation in trailing cable actually mean in practical terms?
The trailing cable designation indicates that the cable has been specifically engineered to follow mobile equipment whilst maintaining electrical and mechanical integrity. This might seem straightforward, but the engineering challenges are substantial. Unlike fixed installation cables that remain stationary throughout their service life, trailing cables experience constant movement that creates unique stress patterns.
The cable must accommodate the dynamic loads created when heavy machinery accelerates, decelerates, and changes direction whilst dragging the cable behind it. Sharp turns can create point loads that exceed the cable's design limits if not properly managed. The cable construction must distribute these loads across its structure to prevent localised failures that could interrupt power or create safety hazards.
Additionally, trailing cables must maintain electrical contact even when subjected to mechanical stress. The conductor stranding and connection methods must prevent intermittent connections that could create arcing or voltage fluctuations affecting sensitive electronic equipment on modern mining machinery.
Question 3: Why is tinned copper used instead of plain copper, and what are the long-term implications?
Tinning copper conductors represents a proactive approach to corrosion prevention that becomes increasingly important as cables age. Mining environments expose cables to moisture, salt, acids, and other corrosive substances that attack copper conductors. Whilst copper is naturally resistant to many forms of corrosion, the presence of oxygen and moisture can create copper oxide layers that increase electrical resistance.
The tin coating prevents this oxidation process, maintaining low resistance throughout the cable's service life. More importantly, tin prevents galvanic corrosion that can occur when dissimilar metals come into contact in the presence of an electrolyte. Mining cables often interface with equipment containing steel, aluminium, and other metals, creating potential galvanic couples that would accelerate corrosion without the tin barrier.
From a long-term perspective, tinned conductors maintain their electrical properties more consistently than bare copper, resulting in more predictable performance and longer service life. The tinning process adds minimal cost during manufacturing but can prevent expensive failures and extend cable life by years in harsh mining environments.
Question 4: What makes BS 6708 Type 830 cables suitable for explosive environments, and how do they prevent ignition?
The cable's suitability for explosive environments stems from multiple design features working together to prevent ignition sources. The robust insulation system prevents electrical faults that could create sparks or dangerous surface temperatures. EPR insulation maintains its dielectric properties even when subjected to mechanical stress, preventing the insulation breakdown that could cause arcing between conductors or to ground.
The screening system plays a crucial role by providing a controlled path for fault currents and electromagnetic energy. In the event of an insulation failure, the screen conducts fault current safely to ground rather than allowing it to arc through the surrounding atmosphere. This controlled fault clearing prevents the high-energy arcs that could ignite explosive gas mixtures.
The grounding conductor provides an additional safety layer by ensuring that equipment frames and cable screens remain at earth potential. This prevents the buildup of static charges that could create spark discharges, and it ensures rapid fault clearing when ground faults occur. The bare copper earth conductor specified in larger cable configurations provides a low-resistance path that enables protective devices to operate quickly and safely.
Temperature control represents another critical aspect of explosion prevention. The cable's current ratings ensure that conductor temperatures remain well below the ignition temperature of methane or coal dust. The thermal design includes margins that account for poor heat dissipation in confined spaces and the additional heating effects of harmonic currents from variable frequency drives.
Question 5: Can this cable be used above ground, and what additional considerations apply to surface applications?
BS 6708 Type 830 cables are indeed rated for surface use, but surface applications introduce different challenges that require careful consideration. UV radiation from sunlight can degrade many cable materials over time, though the chloroprene sheath provides reasonable UV resistance. However, prolonged exposure to intense sunlight, particularly at high altitudes or in desert mining operations, may require additional protection such as cable trays or burial.
Temperature cycling in surface applications can be more severe than underground conditions. Daily temperature swings from freezing to extreme heat stress cable materials differently than the relatively stable temperatures found underground. The expansion and contraction cycles can create mechanical stress at terminations and joints that require special attention during installation and maintenance.
Surface operations also expose cables to weather conditions including rain, snow, ice, and wind-borne debris. Whilst the cable construction handles these conditions well, installation practices must account for drainage, ice loading, and wind-induced movement that could stress cable supports or terminations.
The electromagnetic environment on the surface may include radio frequency interference from communications equipment that doesn't exist underground. The cable's screening provides some protection, but sensitive electronic equipment may require additional filtering or shielding in high-RF environments.
Conclusion: Engineering Excellence Enabling Safe Mining Operations
The BS 6708 Type 830 mining cable represents far more than a simple electrical component; it embodies the engineering principle that reliability and safety cannot be compromised in critical applications. Every aspect of its design, from the tinned copper stranding to the heavy-duty chloroprene sheath, reflects decades of experience in understanding how cables fail in mining environments and how those failures can be prevented.
The cable's advantages extend beyond mere technical specifications to encompass the operational benefits that reliable power distribution brings to mining operations. Unplanned downtime in mining represents enormous costs, not only in lost production but in the complex logistics of mobilising repair crews and replacement equipment in remote locations. The robust construction of BS 6708 Type 830 cables minimises these risks by providing electrical infrastructure that matches the durability expectations of mining equipment itself.
Safety considerations elevate the importance of cable reliability beyond economic factors to encompass human welfare. Mining operations inherently involve risks, and electrical system failures can transform routine operations into emergency situations. The explosion-resistant design features and robust fault protection capabilities of these cables contribute to the multiple layers of safety systems that protect mining personnel.
The performance characteristics of BS 6708 Type 830 cables enable mining operations to utilise increasingly sophisticated equipment that depends on reliable electrical power. Modern mining machinery incorporates electronic controls, computer systems, and precision sensors that require clean, stable power to function correctly. The cable's screening and grounding systems help ensure that power quality meets the requirements of this advanced equipment.
Looking toward the future of mining operations, the electrical demands continue to increase as operations become more automated and energy-intensive. The substantial current carrying capacity and voltage ratings of BS 6708 Type 830 cables position them well to support this evolution, providing the electrical infrastructure foundation upon which modern mining efficiency depends.
In the broader context of industrial operations, mining cables like the BS 6708 Type 830 demonstrate how specialised engineering solutions address the unique challenges of extreme environments. The lessons learned in developing these cables often find application in other demanding industries, from offshore oil platforms to arctic construction projects, where reliable electrical infrastructure under harsh conditions becomes paramount to operational success and human safety.

