
High-Voltage XLPE Mining Cables: Powering Australia's Underground Mining Future
Comprehensive guide to AS/NZS 1972:2006 XLPE insulated 6.35/11kV and 12.7/22kV mining cables used in Australian underground mines, covering applications, specifications, and mining districts including Olympic Dam, Gwalia, and Bowen Basin operations.
7/2/202517 min read
High-Voltage XLPE Mining Cables: Powering Australia's Underground Mining Future
Introduction: The Backbone of Underground Mining Infrastructure
Deep beneath Australia's rugged landscapes, a sophisticated network of high-voltage cables forms the electrical backbone that keeps our nation's most productive underground mines operational around the clock. These aren't your typical electrical cables—they represent cutting-edge engineering designed to withstand the extreme conditions found hundreds or even thousands of metres below ground.
The AS/NZS 1972:2006 standard specifically governs underground fixed-installation high-voltage mining cables, establishing rigorous requirements for cables operating at 6.35/11kV and 12.7/22kV systems. This Australian and New Zealand standard ensures that mining operations across our continent can rely on consistent, safe, and durable electrical infrastructure that meets the unique demands of subterranean environments.
At the heart of these cables lies XLPE (cross-linked polyethylene) insulation technology, which represents a significant advancement over traditional paper-insulated cables. Think of XLPE as the cable's protective shield—it provides superior dielectric strength, exceptional moisture resistance, and remarkable mechanical durability that can withstand the punishing conditions of underground mining operations. Unlike conventional thermoplastic materials that soften under heat, XLPE maintains its structural integrity across a wide temperature range, making it ideal for the thermal stresses encountered in deep mining operations.
The significance of proper cable selection cannot be overstated in underground mining contexts. These cables must reliably deliver power to critical systems including main ventilation fans, water pumps, conveyor systems, and underground substations—any failure could result in production shutdowns, safety hazards, or worse. The AS/NZS 1972:2006 standard ensures that cables meet stringent performance criteria for electrical properties, mechanical strength, and environmental resistance.
Australia's Major Underground Mining Districts: Where Power Meets Production
Understanding the diverse landscape of Australian underground mining helps illustrate why specialised high-voltage cables are essential infrastructure investments. Each mining district presents unique challenges that demand robust electrical solutions.
New South Wales: Gold, Copper, and Coal Operations
New South Wales hosts some of Australia's most significant underground mining operations, each with distinct power requirements and operational challenges. The Cadia-Ridgeway operation near Orange represents one of the most impressive underground mining complexes in the Southern Hemisphere. This gold and copper mine extends to extraordinary depths, requiring massive electrical infrastructure to power hoisting systems, underground crushers, and primary ventilation equipment. The sheer scale of power distribution in such operations demands cables that can handle high voltages while maintaining reliability over extended cable runs that may stretch several kilometres underground.
The electrical demands at Cadia-Ridgeway are particularly intense due to the mine's block caving operations, which require continuous power for massive underground crushers and conveyor systems. These systems operate under extreme mechanical stress, with constant vibration and potential exposure to abrasive materials. The XLPE-insulated cables specified under AS/NZS 1972:2006 provide the necessary durability to maintain power delivery in these challenging conditions.
Helensburgh Coal Mine presents different but equally demanding electrical challenges. As an active underground coal mining operation, it requires specialised electrical infrastructure that meets strict safety standards for potentially explosive atmospheres. The mine's longwall operations demand reliable high-voltage power distribution to support shearer operations, armoured face conveyors, and stage loaders. The consistent power delivery enabled by properly specified mining cables directly impacts both productivity and worker safety in these operations.
Queensland: The Bowen Basin Powerhouse
Queensland's Bowen Basin represents one of the world's most significant coal mining regions, with underground operations that showcase the evolution of mining electrical infrastructure. The recently developed Curragh Mammoth Underground operation exemplifies modern underground coal mining, targeting production of 2 million tonnes annually when fully operational by 2025. This scale of production requires extraordinary electrical infrastructure, with high-voltage cables forming the arterial system that delivers power throughout the underground workings.
The electrical challenges in Bowen Basin operations are compounded by the region's geological conditions and the scale of modern longwall mining equipment. Modern longwall systems can extend over 300 metres in width and operate continuously, requiring massive electrical power for cutting, conveying, and support systems. The high-voltage cables must reliably deliver power across these extensive underground layouts while withstanding the mechanical stresses associated with longwall mining operations.
Moranbah North mine, operating at approximately 200 metres depth, demonstrates the importance of robust electrical infrastructure in supporting high-productivity longwall operations. The mine's electrical systems must power not only the primary production equipment but also critical safety systems including ventilation, drainage, and emergency power supplies. The reliability of these systems directly impacts both production efficiency and regulatory compliance, making proper cable specification and installation absolutely critical.
South Australia: Olympic Dam's Underground Excellence
Olympic Dam stands as perhaps Australia's most technically impressive underground mining operation, representing a world-class polymetallic operation extracting copper, uranium, gold, and silver from a single orebody. Since commencing underground operations in 1988, Olympic Dam has continually expanded and deepened its underground workings, creating increasingly complex electrical distribution challenges.
The mine's electrical infrastructure must support diverse operations including multiple shaft systems, underground crushers, extensive conveyor networks, and sophisticated ventilation systems required for the mine's unique geological and radiological considerations. The deep shaft operations at Olympic Dam create particular challenges for electrical infrastructure, as cables must withstand significant mechanical stresses during installation and operation while maintaining reliable power delivery over vertical distances exceeding 1,000 metres.
Olympic Dam's polymetallic nature requires specialised processing equipment underground, including primary crushers and sophisticated ore handling systems. These operations demand consistent high-voltage power delivery with minimal interruption, as any electrical failure can impact multiple commodity streams and complex metallurgical processes. The XLPE-insulated cables specified under AS/NZS 1972:2006 provide the reliability and durability necessary to support these complex operations.
Western Australia: Deep Gold Mining Challenges
Western Australia's underground gold mining operations present some of the most extreme electrical challenges in global mining, with operations extending to extraordinary depths that test the limits of mining technology and electrical infrastructure.
Gwalia mine near Leonora holds the distinction of being one of Australia's deepest underground gold mines, with operations extending beyond 1,600 metres below surface. At these depths, electrical infrastructure faces extreme challenges including high ground temperatures, significant mechanical stresses from rock movement, and the logistical complexities of maintaining electrical systems in remote underground locations. The mine's electrical demands include massive hoisting systems, underground refrigeration for worker comfort and equipment reliability, extensive pumping systems for water management, and comprehensive ventilation systems.
The electrical challenges at Gwalia are compounded by the mine's narrow vein mining methods, which require flexible electrical distribution systems that can adapt to changing mining layouts while maintaining reliable power delivery. The high-voltage cables must navigate complex underground geometries while providing consistent power to mobile and fixed equipment operating in confined spaces.
Forrestania's nickel operations represent another category of underground mining electrical challenges, with operations requiring specialised electrical infrastructure to support both mining and initial ore processing activities. The mine's electrical systems must reliably power underground drilling equipment, load-haul-dump vehicles charging stations, ventilation systems optimised for nickel mining conditions, and ore handling systems designed for the specific characteristics of nickel ore.
Application Scenarios: Where Performance Meets Purpose
Understanding the specific applications of AS/NZS 1972:2006 XLPE-insulated cables helps illustrate why these specialised products are essential infrastructure in underground mining operations. These cables serve as high-voltage feeders in fixed installations, forming the electrical backbone that connects surface power sources to underground distribution points.
The primary application involves powering underground substations that step down high voltage power for distribution to various mining systems. These substations represent critical nodes in the underground electrical network, requiring absolutely reliable power delivery as they serve multiple downstream systems. Any interruption in power supply to these substations can cascade throughout the underground operation, affecting production, safety systems, and worker welfare.
Hoisting systems represent perhaps the most critical application for these high-voltage cables, as they literally provide the lifeline connecting underground operations to the surface. Modern mine hoists are enormous electrical machines that may consume several megawatts of power during operation. The cables feeding these systems must reliably deliver massive amounts of electrical energy while maintaining precise voltage regulation necessary for safe and efficient hoist operation. The consequences of electrical failure in hoisting systems extend far beyond production impacts—they directly affect the safety and welfare of underground workers.
Conveyor systems throughout underground mines rely on these high-voltage cables for primary power distribution. Modern underground conveyor systems may extend several kilometres and handle thousands of tonnes of material hourly. These systems require consistent electrical power to maintain production schedules and prevent material handling bottlenecks that can shut down entire mining operations. The cables must reliably deliver power to drive stations located throughout the conveyor system while withstanding the mechanical vibrations and environmental conditions associated with continuous material handling operations.
Auxiliary systems including ventilation, pumping, and compressed air systems depend on these cables for reliable power delivery. Underground ventilation systems are particularly critical, as they ensure breathable air quality and temperature control for worker safety and equipment reliability. These systems operate continuously and require uninterrupted power supply to maintain safe working conditions. Any electrical failure affecting ventilation systems can require immediate evacuation of underground areas, resulting in significant production losses and potential safety hazards.
The fixed installation nature of these cable applications means they are typically installed in permanent or semi-permanent configurations with minimal flexing during operation. This allows for optimised cable designs that prioritise electrical performance and mechanical durability over flexibility. The cables are typically installed in cable trays, conduits, or buried installations that protect them from mechanical damage while providing organised routing throughout underground workings.
The harsh underground environment creates unique challenges that these cables must reliably overcome. Moisture exposure is virtually constant in most underground mining operations, with high humidity, occasional flooding, and exposure to process waters containing various chemicals and dissolved minerals. The XLPE insulation and PVC sheathing systems provide excellent moisture resistance, preventing electrical failures that could result from water ingress.
Mechanical stress represents another significant challenge, with cables potentially exposed to rock falls, equipment impact, vibration from blasting operations, and ground movement associated with mining activities. The galvanised steel wire armour specified in AS/NZS 1972:2006 provides essential mechanical protection, while proper installation practices ensure cables are routed and supported to minimise exposure to mechanical damage.
Thermal fluctuations in underground environments can be extreme, particularly in deep mines where geothermal heating may elevate ambient temperatures significantly above surface conditions. The XLPE insulation maintains its electrical and mechanical properties across wide temperature ranges, ensuring reliable performance regardless of thermal conditions encountered underground.
Electrical and Mechanical Parameters: Engineering Excellence in Detail
The technical specifications of AS/NZS 1972:2006 XLPE-insulated mining cables reflect decades of engineering refinement and operational experience in underground mining environments. Understanding these parameters helps appreciate why these cables represent such critical infrastructure investments.
Voltage Classification Systems
The standard specifies two distinct voltage classes designed to meet different underground power distribution requirements. The 6.35/11kV system represents the lower voltage classification, with 6.35kV representing the line-to-earth voltage and 11kV representing the line-to-line voltage in a three-phase system. This voltage class is typically employed for medium-distance power distribution within underground operations, providing an optimal balance between power delivery capability and electrical safety considerations.
The 12.7/22kV system represents the higher voltage classification, designed for long-distance power transmission and high-power applications within underground mining operations. The higher voltage enables more efficient power transmission over extended distances while reducing current requirements for a given power level. This voltage class is particularly important in large underground operations where power must be transmitted over several kilometres of underground workings.
The selection between these voltage classes depends on multiple factors including power requirements, transmission distances, fault level considerations, and integration with existing electrical infrastructure. Higher voltage systems generally provide better efficiency for long-distance transmission but require more sophisticated protection systems and safety procedures.

Cable Construction: Engineered for Extreme Conditions
The cable construction specified in AS/NZS 1972:2006 represents a carefully engineered system designed to provide reliable electrical performance while withstanding the mechanical and environmental challenges of underground mining operations.
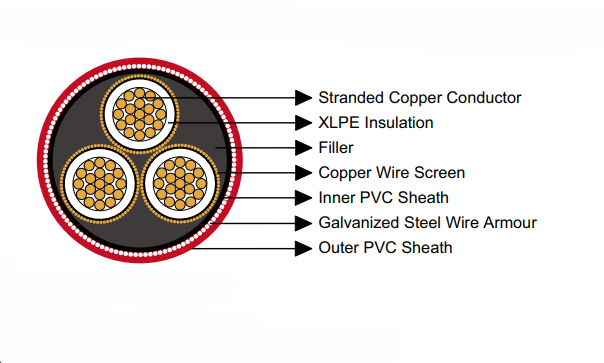
The conductor system utilises stranded plain copper construction conforming to AS/NZS 1125 standards. Copper provides excellent electrical conductivity while the stranded construction offers superior flexibility compared to solid conductors, reducing the risk of conductor fracture under mechanical stress. The conductor sizes range from 16mm² for smaller applications up to 400mm² for high-current applications, providing flexibility to match cable specifications to specific power requirements.
The XLPE insulation system represents the technological heart of these cables, providing superior electrical and mechanical performance compared to traditional insulation materials. XLPE offers excellent dielectric strength, allowing thinner insulation walls for equivalent voltage ratings compared to other insulation materials. This characteristic is particularly valuable in underground applications where cable diameter and weight considerations are important. The cross-linking process creates a three-dimensional molecular structure that maintains its properties under thermal and mechanical stress, providing long-term reliability in demanding applications.
The individual screen system consists of copper wire construction that provides several critical functions. The screen serves as an earth conductor, providing a low-impedance path for fault currents and enabling effective operation of protective relay systems. It also provides electrostatic screening that reduces electromagnetic interference and ensures consistent electrical performance. The copper wire construction offers excellent mechanical durability while maintaining good electrical conductivity.
The inner PVC sheath provides additional mechanical protection for the cable core while also serving as a moisture barrier. This dual function is particularly important in underground applications where cables may be exposed to moisture and mechanical stress simultaneously. The PVC material provides excellent chemical resistance to many substances encountered in mining environments.
The galvanised steel wire armour represents the primary mechanical protection system for these cables, conforming to AS/NZS 1026 specifications. The steel construction provides excellent resistance to crushing forces, impact damage, and abrasion that cables may encounter during installation and operation in underground environments. The galvanised coating provides corrosion resistance, ensuring long-term mechanical integrity even in humid underground conditions.
The outer PVC sheath conforming to AS/NZS 1429.1 provides the final protection layer, offering resistance to chemicals, moisture, and UV exposure while also providing additional mechanical protection. The outer sheath also provides identification marking and colour coding necessary for safe installation and maintenance practices.
Dimensional and Weight Considerations
The physical dimensions and weights of these cables reflect the engineering compromises necessary to provide required electrical performance while maintaining practical installation characteristics for underground applications.
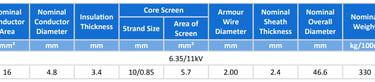
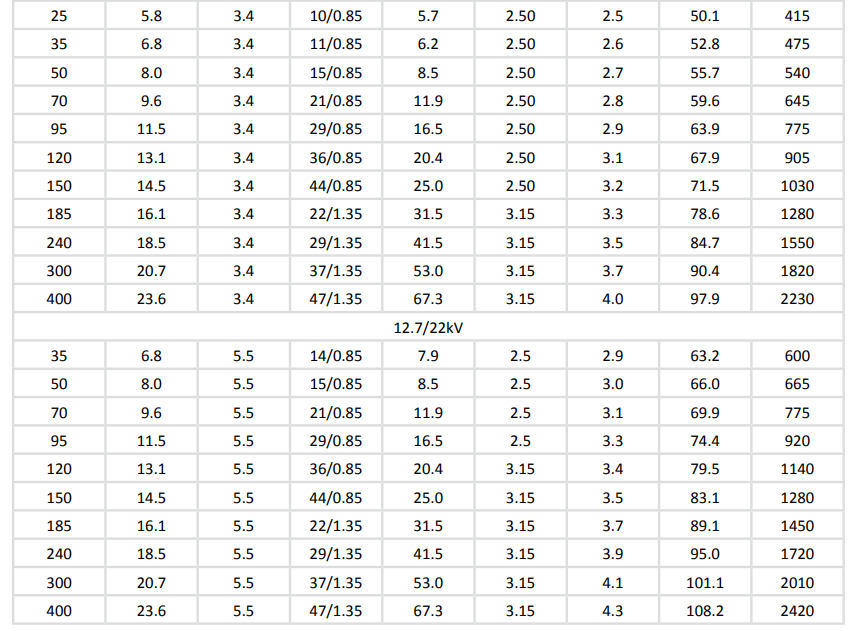
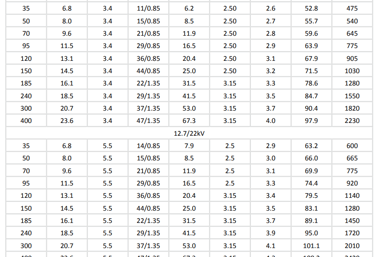
For 6.35/11kV applications, conductor areas range from 16mm² to 400mm², with corresponding outer diameters from approximately 46.6mm to 97.9mm. The cable weights range from 330kg per 100 metres for the smallest size to 2,230kg per 100 metres for the largest conductor size. These weights reflect the robust construction necessary for underground applications but also create significant logistical challenges for cable installation in confined underground spaces.
For 12.7/22kV applications, the higher voltage requirement necessitates thicker insulation, resulting in larger overall diameters and increased weights. The outer diameters range from 63.2mm to 108.2mm, with weights from 600kg per 100 metres to 2,420kg per 100 metres. The increased dimensions and weights reflect the additional insulation thickness required for higher voltage operation while maintaining equivalent electrical performance margins.
The insulation thickness varies significantly between voltage classes, with 6.35/11kV cables utilising approximately 3.4mm insulation thickness while 12.7/22kV cables require approximately 5.5mm insulation thickness. This difference reflects the higher electrical stress levels encountered at higher operating voltages and the need to maintain adequate electrical safety margins.
These dimensional and weight characteristics have significant implications for underground installation practices, requiring specialised cable handling equipment, carefully planned installation routes, and robust cable support systems. The installation process must account for the significant forces involved in handling heavy cables in confined spaces while ensuring installation practices do not compromise cable integrity.
Frequently Asked Questions: Addressing Common Mining Challenges
The complexity of underground mining electrical systems naturally generates numerous questions regarding cable selection, installation, and operation. Understanding these common concerns helps ensure successful implementation of electrical infrastructure projects.
Why Choose XLPE Over Traditional Paper Insulation?
The selection of XLPE insulation over traditional paper-insulated cables represents a fundamental advancement in mining cable technology that directly impacts operational reliability and maintenance requirements. XLPE offers substantially higher dielectric strength compared to paper insulation, allowing thinner insulation walls for equivalent voltage ratings. This characteristic provides significant advantages in underground applications where cable size and weight considerations directly impact installation costs and logistical complexity.
Moisture resistance represents perhaps the most critical advantage of XLPE in underground mining applications. Traditional paper insulation is highly susceptible to moisture absorption, which can rapidly degrade electrical performance and lead to premature cable failure. Underground mining environments virtually guarantee moisture exposure through high humidity, process water contact, and occasional flooding conditions. XLPE insulation is essentially non-hygroscopic, maintaining its electrical properties even under prolonged moisture exposure.
The longer service life provided by XLPE insulation translates directly into reduced maintenance costs and improved operational reliability. Paper-insulated cables typically require more frequent testing and maintenance to ensure continued safe operation, while XLPE cables can operate for decades with minimal maintenance requirements. In underground mining applications where cable replacement involves significant production disruption and safety considerations, the extended service life of XLPE cables provides substantial economic advantages.
Thermal performance represents another significant advantage of XLPE insulation, particularly relevant in deep underground operations where elevated temperatures are common. XLPE maintains its electrical and mechanical properties across wide temperature ranges, while paper insulation can be severely degraded by thermal exposure. This thermal stability is particularly important in applications near underground processing equipment or in geothermally active mining areas.
What Are the Minimum Bending Radius Requirements?
The minimum bending radius requirements for AS/NZS 1972:2006 cables reflect the need to prevent damage to the cable's internal components during installation while accommodating the routing requirements of underground installations. For fixed installation applications, the standard typically requires a minimum bending radius of approximately 18 times the cable's outer diameter.
Understanding the rationale behind bending radius requirements helps ensure proper installation practices. Excessive bending can damage the conductor by causing individual wire fractures that may not be immediately apparent but can lead to progressive failure under thermal cycling. The XLPE insulation can also be compromised by excessive bending, potentially creating stress concentrations that reduce the cable's electrical performance margins.
The armour system is particularly sensitive to bending radius limitations, as excessive bending can cause individual armour wires to fracture or lose tension. Damaged armour compromises the cable's mechanical protection and can create points of weakness that may lead to more serious failures under mechanical stress.
Proper planning of cable routes during design phases helps ensure adequate bending radius is maintained throughout the installation. This planning should account for not only the primary cable route but also any temporary configurations that may be required during installation procedures. The use of appropriate cable support systems and installation equipment helps ensure bending radius requirements are maintained throughout the installation process.
How Can Mechanical Damage Be Prevented Underground?
Preventing mechanical damage to underground mining cables requires a comprehensive approach that addresses both installation practices and ongoing operational considerations. The galvanised steel wire armour specified in AS/NZS 1972:2006 provides the primary defence against mechanical damage, offering excellent resistance to crushing forces, impact damage, and abrasion.
Proper installation procedures represent the foundation of mechanical damage prevention, with careful attention to cable routing, support systems, and protection measures. Cables should be routed away from areas where they may be exposed to equipment traffic, falling rock, or blasting operations. Where such exposure is unavoidable, additional mechanical protection such as cable trenches, protective covers, or structural barriers should be implemented.
Cable support systems must be designed to prevent excessive mechanical stress while accommodating the significant weights involved with these cables. Inadequate support can lead to excessive sag that creates stress concentrations at support points, while improper support spacing can result in cable damage from its own weight. The support system design should also account for potential ground movement or settling that may occur in underground mining environments.
Regular inspection programs help identify potential mechanical damage before it progresses to cable failure. These inspections should focus on areas where cables may be exposed to mechanical stress, including crossings of equipment travel ways, areas near blasting operations, and locations where ground movement has occurred. Early identification of minor mechanical damage allows for preventive maintenance that can prevent more serious failures.
How Do These Cables Perform in Moisture and Flooding Conditions?
The performance of XLPE-insulated cables in moisture and flooding conditions represents one of their key advantages for underground mining applications. Both the XLPE insulation and PVC sheathing materials are non-hygroscopic, meaning they do not absorb moisture that could degrade their electrical or mechanical properties.
However, successful performance in wet conditions requires proper attention to cable joints and terminations, which represent the most vulnerable points in any cable system. These connections must be properly sealed using appropriate weatherproofing materials and techniques to prevent moisture ingress. The sealing systems must be compatible with the chemical environment encountered in the specific mining operation, as some process waters may contain chemicals that can degrade certain sealing materials.
Periodic insulation testing becomes particularly important in operations where moisture exposure is significant. These tests can identify developing problems before they result in service failures, allowing for preventive maintenance that minimises production disruption. The testing programs should be tailored to the specific environmental conditions encountered in each mining operation.
Flooding conditions require special consideration, as submersion can create electrical safety hazards even when cables maintain their insulation integrity. Emergency procedures should address power isolation and system de-energisation in flood-prone areas, with consideration for the safety of personnel who may be involved in emergency response activities.
What About Electrical Faults and Overcurrent Protection?
The electrical protection of underground mining cable systems requires sophisticated protection schemes that account for the unique characteristics of mining electrical distribution systems. The copper wire screening system specified in AS/NZS 1972:2006 cables provides a low-impedance earth path that enables effective operation of earth fault protection systems.
Proper protective relay coordination is essential to ensure that electrical faults are cleared quickly while minimising the extent of power interruption. This coordination must account for the impedance characteristics of the cable system, the fault current contribution from various sources, and the operating characteristics of all protective devices in the system. The coordination study should also consider the effects of cable aging on system impedances and protection performance.
Earthing system design represents a critical aspect of electrical protection in underground mining applications. The earthing system must provide adequate fault current capacity while also ensuring safe step and touch potentials for personnel safety. The earthing system design must account for the specific ground conditions encountered in underground mining operations, which may differ significantly from surface installations.
Overcurrent protection must be carefully coordinated with cable thermal characteristics to ensure that cables are protected from damage while allowing for normal operational overloads that may occur in mining operations. The protection settings should account for the thermal capacity of the cable system while also considering the operational requirements of the mining equipment being served.
Are Standards Maintained and Updated?
The AS/NZS 1972:2006 standard underwent reconfirmation in 2020, indicating that the technical committee responsible for the standard reviewed it and determined that it remains current and appropriate for its intended applications. This reconfirmation process ensures that the standard continues to reflect current industry best practices and technological developments.
The standard operates as part of a comprehensive suite of related standards including AS/NZS 1429.1 for cable sheathing materials, AS/NZS 1125 for conductor specifications, AS/NZS 3808 for electrical installations in mines, and AS/NZS 1026 for armour wire specifications. This integrated approach ensures consistency across all aspects of mining cable systems and helps prevent compatibility issues between different system components.
Regular review and updating of standards helps ensure that they incorporate lessons learned from operational experience and technological developments. The standards development process involves input from manufacturers, users, regulators, and technical experts to ensure that standards remain relevant and practical for industry applications.
Compliance with current standards is essential not only for technical performance but also for regulatory compliance and insurance considerations. Mining operations must demonstrate compliance with applicable standards as part of their safety management systems and regulatory reporting requirements.
Conclusion: Powering the Future of Underground Mining
The AS/NZS 1972:2006 XLPE-insulated cables operating at 6.35/11kV and 12.7/22kV represent far more than simple electrical components—they form the critical infrastructure backbone that enables Australia's underground mining industry to operate safely and efficiently at unprecedented scales and depths. From the polymetallic complexities of Olympic Dam to the extreme depths of Gwalia gold mine, these cables provide the reliable power delivery that keeps Australia's mining industry competitive in global markets.
The technological superiority of XLPE insulation over traditional materials provides tangible benefits that directly impact mining operations through improved reliability, reduced maintenance requirements, and extended service life. These advantages translate into reduced operational costs, improved safety margins, and enhanced production reliability that supports the long-term viability of underground mining operations.
The comprehensive specification framework provided by AS/NZS 1972:2006 ensures that cables meet rigorous performance standards while providing flexibility to accommodate the diverse requirements of different mining operations. Whether supporting the massive longwall operations of the Bowen Basin or the sophisticated polymetallic processing systems at Olympic Dam, these cables provide the electrical infrastructure foundation necessary for modern mining operations.
Looking toward the future, ongoing advances in cable materials, installation techniques, and integrated testing methodologies continue to enhance the capabilities of underground mining electrical systems. These developments support the industry's drive toward deeper operations, longer mine life, and higher power density applications while maintaining the safety and reliability standards essential for underground mining operations.
The success of Australia's underground mining industry depends fundamentally on infrastructure investments that provide long-term reliability and operational flexibility. AS/NZS 1972:2006 XLPE-insulated mining cables represent exactly this type of critical infrastructure investment, providing the electrical backbone that will support decades of safe and productive underground mining operations across our continent.
As mining operations continue to evolve toward greater automation, higher production rates, and deeper working levels, the importance of reliable electrical infrastructure becomes even more critical. The proven performance of XLPE-insulated cables in demanding underground environments positions them as the preferred solution for powering Australia's underground mining future, ensuring that our mining industry remains globally competitive while maintaining the highest standards of operational safety and reliability.
