
(N)TSCGEWÖU – FO (LWL) Tunneling Cable
Comprehensive guide to (N)TSCGEWÖU – FO (LWL) tunneling cables for mining applications, covering electrical parameters, cable structure, installation requirements, and troubleshooting for German engineering professionals.
6/6/202514 min read
(N)TSCGEWÖU – FO (LWL) Tunneling Cable
Introduction
The modern mining and tunneling industry demands electrical solutions that can withstand extraordinary mechanical stresses while maintaining reliable power transmission and high-speed data communication. The (N)TSCGEWÖU – FO (LWL) cable represents a sophisticated engineering solution that addresses these dual requirements through its innovative design combining medium-voltage power transmission with integrated fiber optic technology.
This specialized flexible cable system has been engineered specifically for the harsh operational environments encountered in underground mining operations, tunnel construction projects, and heavy industrial applications where equipment mobility and data transmission reliability are paramount. The cable's designation itself reflects its comprehensive functionality: the "FO (LWL)" designation indicates the integrated fiber optic component (Lichtwellenleiter in German), while the complex alphanumeric prefix denotes its specific construction standards and performance characteristics according to German engineering specifications.
Understanding the technical intricacies of this cable system becomes essential for engineering professionals responsible for electrical infrastructure in mining operations, as the proper selection, installation, and maintenance of these cables directly impacts both operational efficiency and workplace safety. The integration of power and data transmission capabilities within a single cable assembly represents a significant advancement in mining electrical technology, reducing installation complexity while improving system reliability.
Application Scenarios and Operational Environments
The primary application domain for (N)TSCGEWÖU – FO (LWL) cables encompasses the connection of heavy electrical equipment within mining and tunneling environments, where traditional cable systems often fail due to the extreme mechanical demands placed upon them. These cables serve as the electrical lifeline for large material handling machines including hydraulic excavators, mobile cranes, dump trucks, conveyor systems, and specialized tunneling equipment such as tunnel boring machines (TBMs).
The operational versatility of these cables extends across both surface mining operations and deep underground installations. In surface mining applications, the cables must withstand constant exposure to weather variations, dust, mechanical abrasion from heavy machinery movement, and the chemical exposure common in mining environments. The cable construction addresses these challenges through specialized compound formulations in both the insulation and sheathing materials.
Underground mining applications present even more demanding conditions, where the cables must function reliably in confined spaces with limited ventilation, potential exposure to groundwater, and the constant mechanical stress associated with equipment movement through narrow tunnels and shafts. The cable's design specifically accommodates the high-speed movement requirements of modern mining equipment, with tested performance capabilities up to 30 meters per minute travel speed, making it suitable for rapid equipment deployment and repositioning operations.
The cable system demonstrates particular excellence in festoon applications, where the cable must support its own weight while spanning significant distances between support points. The embedded anti-torsion braid construction prevents the spiral deformation that commonly affects conventional cables in such installations. Additionally, the cable's suitability for reeling applications makes it indispensable for mobile mining equipment that requires continuous cable management during operation.
Mining operations increasingly rely on real-time data collection and equipment monitoring systems, making the integrated fiber optic capability essential for modern operations. The fiber optic components enable high-bandwidth communication between mobile equipment and central control systems, supporting applications including equipment telemetry, video surveillance, environmental monitoring, and automated control systems that are becoming standard in modern mining operations.


Detailed Electrical Parameters and Performance Specifications
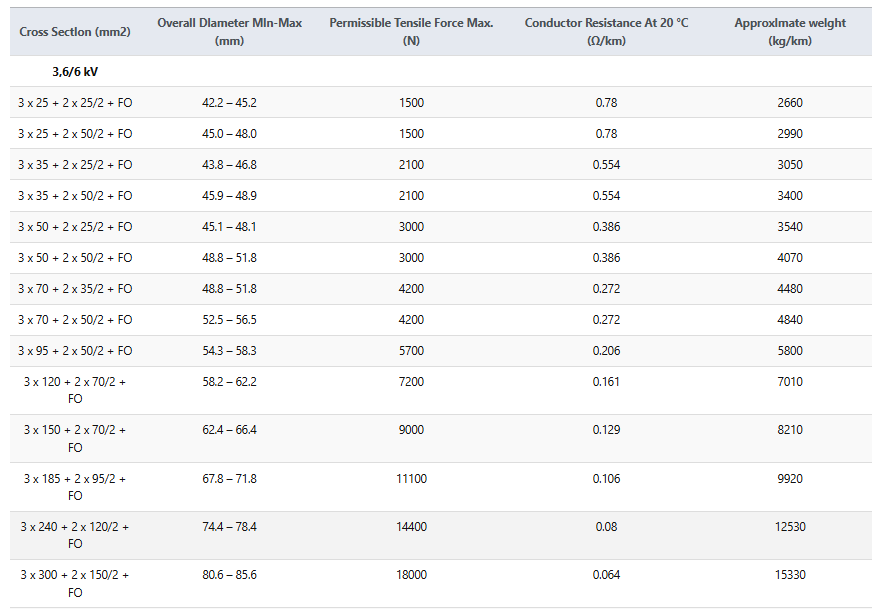
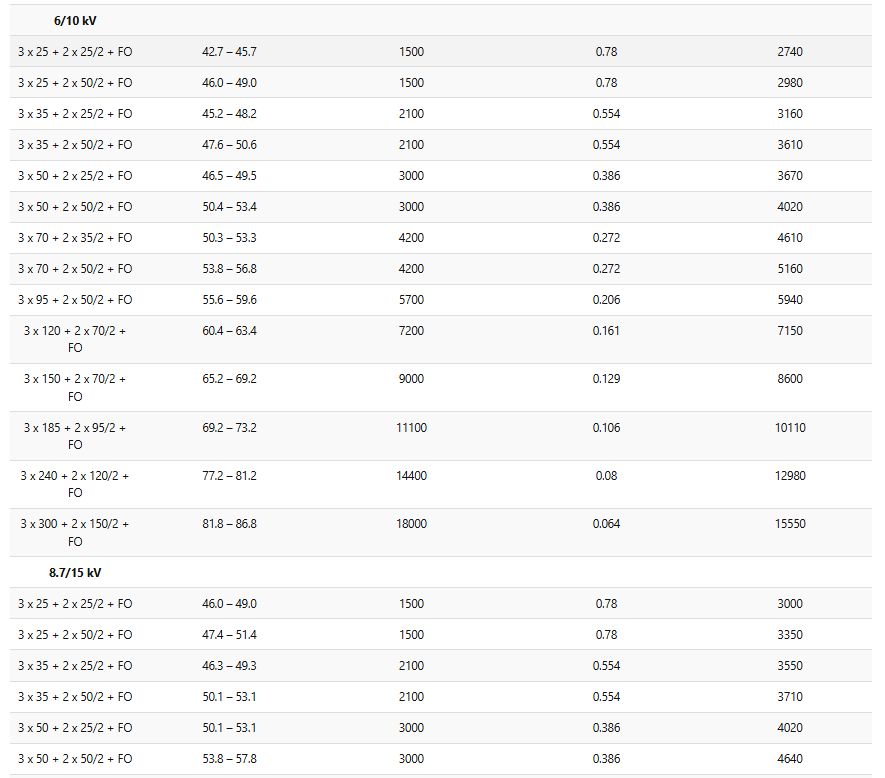
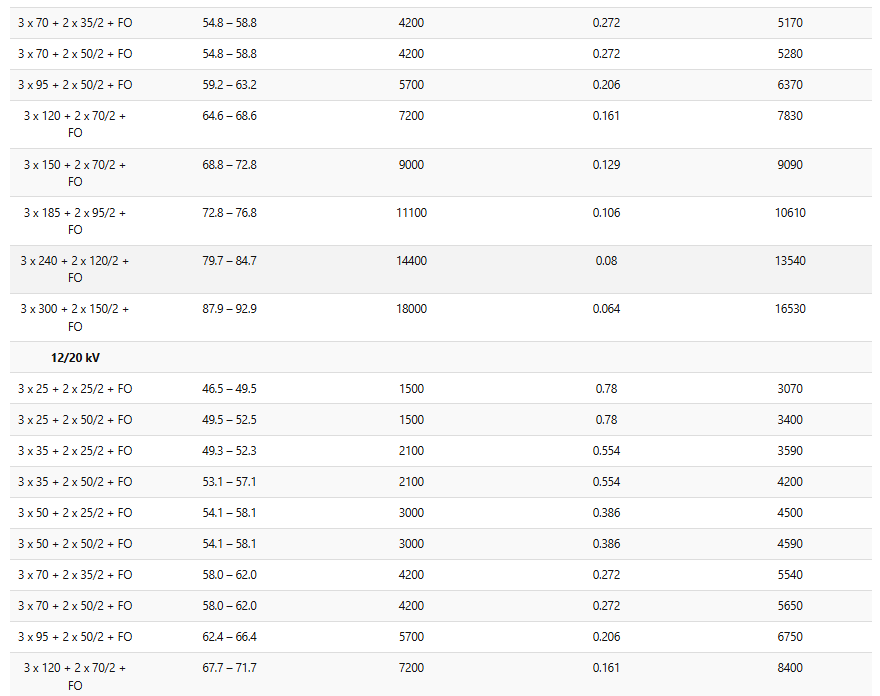
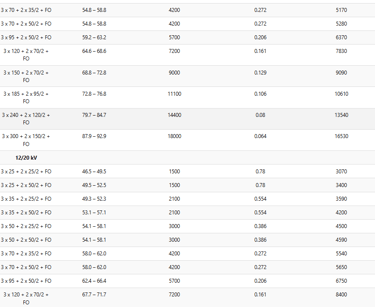
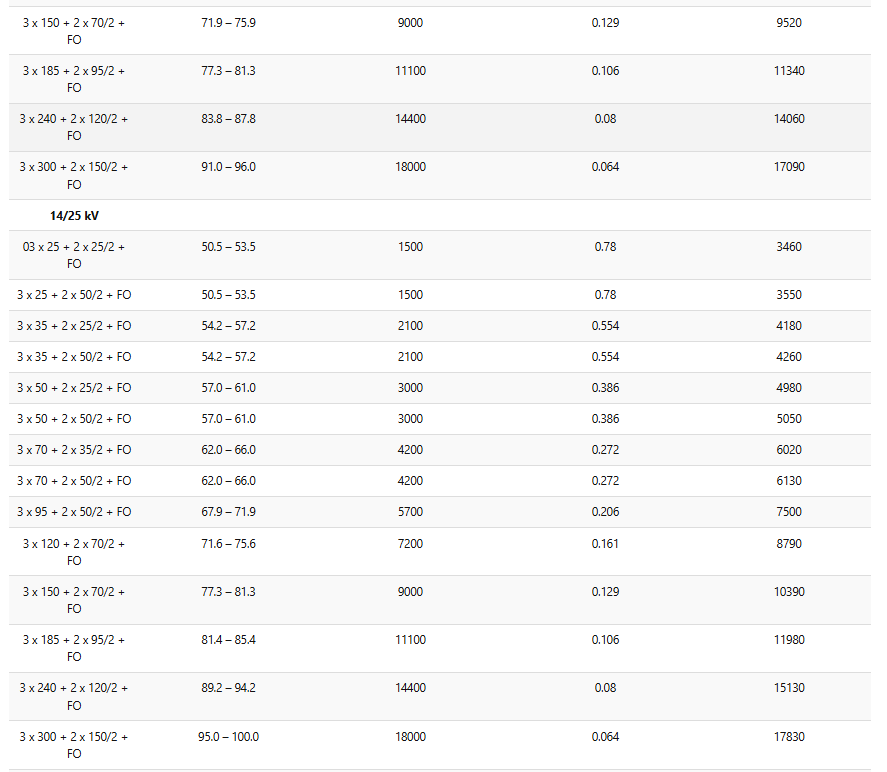
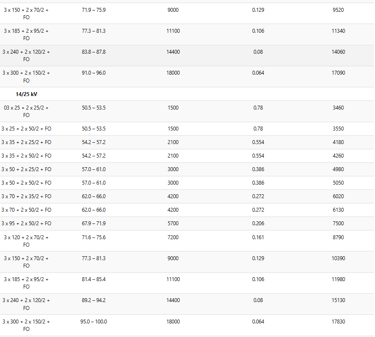
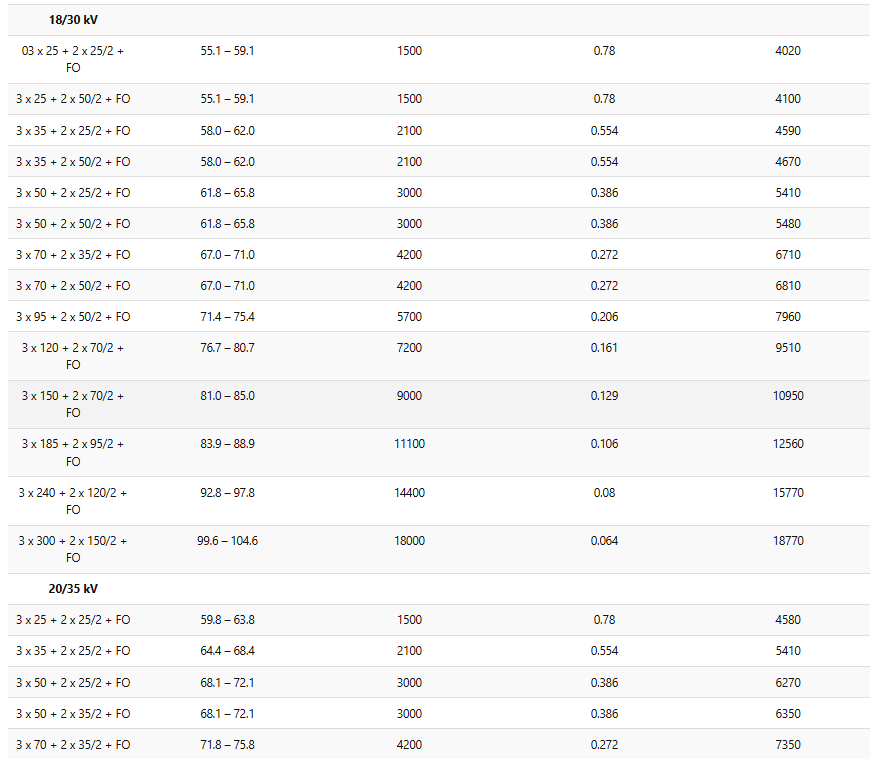
The electrical performance characteristics of (N)TSCGEWÖU – FO (LWL) cables reflect the demanding requirements of medium-voltage mining applications, with multiple voltage rating options designed to accommodate various equipment specifications and installation requirements. The cable system offers five distinct voltage ratings: 3.6/6 kV, 6/10 kV, 8.7/15 kV, 12/20 kV, and 18/30 kV, providing flexibility for different mining equipment voltage requirements while maintaining consistent construction quality across all variants.
The AC test voltage specifications demonstrate the cable's electrical integrity under stress conditions, with test voltages ranging from 11 kV for the lowest voltage rating up to 43 kV for the highest rated cables. These test voltages significantly exceed the operational voltages, providing substantial safety margins that are essential in mining environments where equipment reliability directly impacts worker safety. The maximum permissible operating voltages for AC applications extend up to 20.8/36 kV, while DC applications can operate at voltages up to 27/54 kV, accommodating both traditional AC mining equipment and modern DC drive systems.
The thermal performance specifications reflect careful consideration of mining environment temperature variations. For fixed installations, the cable maintains operational integrity across a temperature range from -40°C to +80°C, addressing the extreme temperature variations encountered in different mining environments, from arctic surface operations to deep underground installations where geothermal effects may elevate ambient temperatures. Mobile installations, which experience additional thermal stresses from equipment movement and flexing, operate reliably within a temperature range of -25°C to +80°C.
The mechanical properties of the cable system represent perhaps its most critical performance characteristics for mining applications. The maximum tensile load specification of 15 N/mm² ensures that the cable can withstand the pulling forces encountered during installation and operation without compromising electrical integrity. The maximum torsion specification of 25°/m accommodates the twisting forces that occur when equipment changes direction or when cables are subject to complex routing paths around mining equipment.
Current carrying capacity calculations follow DIN VDE 0298 Part 4 standards, ensuring that the cable can safely handle the electrical loads imposed by heavy mining equipment while maintaining temperature limits that preserve insulation integrity. The minimum bending radius specifications, determined according to DIN VDE 0298 Part 3, ensure that installation practices do not compromise cable performance through excessive mechanical stress during routing around obstacles or equipment mounting points.
Cable Structure and Engineering Design
The conductor system forms the foundation of the cable's electrical performance, utilizing electrolytic, stranded, tinned copper wire manufactured to DIN VDE 0295 Class 5 specifications. This conductor construction provides the flexibility necessary for mobile applications while maintaining excellent electrical conductivity and resistance to corrosion in mining environments. The tinning process adds an additional layer of protection against oxidation, which is particularly important in mining environments where moisture and chemical exposure can accelerate conductor degradation.
The insulation system employs 3GI3 Type EPR (Ethylene Propylene Rubber) compound, selected for its superior electrical properties and mechanical durability. EPR insulation offers excellent resistance to thermal aging, ozone exposure, and mechanical stress, making it ideal for the demanding conditions encountered in mining applications. The insulation system works in conjunction with inner and outer semiconductive layers that provide electrical field control, ensuring uniform voltage distribution and preventing the formation of electrical stress concentrations that could lead to insulation failure.
The protective earth conductor system incorporates a tinned copper conductor surrounded by a semiconductive layer, providing both mechanical protection and electrical safety functions. This design ensures reliable ground fault protection, which is critical for mining equipment safety systems. The semiconductive layer around the protective earth conductor helps maintain uniform electrical field distribution and provides additional protection against electrical stress concentrations.
The integrated optical fiber system represents a sophisticated engineering achievement, combining multiple fiber types within a single cable assembly. Fiber core diameters of 9 μm (single-mode), 62.5 μm (multimode), or 50 μm (multimode) accommodate different data transmission requirements, from high-speed, long-distance single-mode applications to shorter-distance multimode applications requiring higher bandwidth. The standardized cladding diameter of 125 μm and coating diameter of 250 μm ensure compatibility with standard fiber optic connectors and testing equipment.
The fiber arrangement system places up to 24 individual fibers within color-coded buffering tubes for easy identification during installation and maintenance. The hollow core design with ETFE (Ethylene Tetrafluoroethylene) filling compound provides protection against moisture ingress while allowing for thermal expansion and contraction without stressing the optical fibers. The arrangement of six fiber cores in a single layer around a central support element optimizes space utilization while maintaining fiber separation to prevent cross-talk and mechanical interaction.
The mechanical reinforcement system incorporates an embedded braid constructed from anti-torsion synthetic threads, providing the cable with exceptional resistance to twisting forces that commonly affect cables in mobile mining applications. This reinforcement system works in conjunction with the cable's lay-up design, where three main conductors are arranged with control cores and the fiber optic element to create a balanced construction that minimizes mechanical stress concentrations.
The sheathing system employs a dual-layer approach with an inner sheath of GM1b type EPR compound providing mechanical protection and chemical resistance, while the outer sheath utilizes 5GM5 type elastomer compound in a distinctive red color for easy identification. The elastomer outer sheath provides superior resistance to oil, flames, and mechanical abrasion, addressing the primary environmental hazards encountered in mining operations.
Production Standards and Quality Assurance
The manufacturing process for (N)TSCGEWÖU – FO (LWL) cables adheres to comprehensive German and international standards that ensure consistent quality and performance. The construction foundation follows DIN VDE 0250-812 specifications, which establish the fundamental requirements for medium-voltage flexible cables in industrial applications. This standard addresses critical aspects including conductor specifications, insulation requirements, and mechanical performance criteria.
General cable requirements compliance with DIN VDE 0250-1 ensures that the cable meets basic safety and performance standards applicable to all medium-voltage cable applications. The guide to use specifications under DIN VDE 0298-3 provide detailed installation and application guidelines that are essential for proper cable performance in mining environments.
Electrical testing protocols follow multiple DIN VDE 0472 series standards, including sections 501, 503, and 508, which address various aspects of electrical performance testing. These tests verify insulation integrity, voltage withstand capability, and electrical stress performance under operational conditions. The comprehensive electrical testing regime ensures that each cable meets its specified electrical performance parameters before delivery.
Non-electrical testing requirements under DIN VDE 0472 sections 401, 402, 602, 303, and 615 address mechanical properties, environmental resistance, and physical durability characteristics. These tests include tensile strength verification, bending radius confirmation, torsion resistance testing, and environmental exposure simulation to ensure long-term reliability in mining applications.
Fire performance testing under DIN VDE 0472 sections 803 and 804 verifies the cable's behavior under fire conditions, ensuring that the cable construction minimizes fire propagation and toxic gas emission in the event of a fire emergency. Flame retardant properties are verified according to VDE 0482-332-1-2, DIN EN 60332-1-2, and IEC 60332-1 standards, providing multiple verification methods for fire safety performance.
Oil resistance testing according to HD/EN/IEC 60811-2-1 and DIN VDE 0473-811-2-1 standards ensures that the cable sheathing materials maintain their integrity when exposed to the hydraulic fluids, lubricants, and fuel products commonly encountered in mining equipment operations.
Frequently Asked Questions and Technical Solutions
Question 1: What specific characteristics make the (N)TSCGEWÖU – FO (LWL) cable particularly suitable for mining and tunneling applications compared to standard industrial cables?
The cable's suitability for mining and tunneling applications stems from its integrated design approach that addresses multiple challenges simultaneously. The robust construction combines high-quality EPR insulation with mechanical reinforcement through anti-torsion synthetic thread braiding, enabling the cable to withstand the extreme mechanical stresses characteristic of mining environments. The integration of fiber optic technology within the same cable assembly eliminates the need for separate data transmission cables, reducing installation complexity and potential failure points. The specialized elastomer outer sheath provides exceptional resistance to oil, chemicals, and mechanical abrasion, while the flame-retardant properties ensure safety compliance in underground installations. Additionally, the cable's tested performance at travel speeds up to 30 m/min and torsion resistance up to 25°/m specifically addresses the dynamic requirements of mobile mining equipment.
Question 2: How does the cable handle high torsional stress environments, and what are the limitations of its anti-torsion capabilities?
The cable's anti-torsion design incorporates multiple engineering elements working in synergy to manage torsional stress. The embedded braid of anti-torsion synthetic threads provides the primary torsional resistance, distributing twisting forces throughout the cable structure rather than concentrating stress at specific points. The cable's lay-up design, with three main conductors arranged around control cores and the fiber optic element, creates a balanced construction that naturally resists torsional deformation. The cable can reliably handle torsional stress up to 25°/m, which accommodates most mining equipment movement patterns. However, applications requiring extreme torsional movement or installations where the cable experiences continuous rotation should be carefully evaluated, as exceeding the specified torsion limits can lead to internal conductor stress, fiber optic performance degradation, and eventual cable failure. Proper cable management systems, including torsion-limiting devices and guided cable tracks, should be implemented in applications approaching the torsional stress limits.
Question 3: What advantages does the integrated fiber optic component provide for mining operations, and how does it compare to separate fiber optic installations?
The integrated fiber optic system provides significant operational and economic advantages for modern mining operations. The fiber optics enable high-speed bidirectional data transmission, supporting real-time equipment monitoring, video surveillance, environmental sensor networks, and automated control systems that are essential for efficient and safe mining operations. Compared to separate fiber optic installations, the integrated approach eliminates the need for additional cable routing, reduces installation labor costs, and minimizes the number of potential failure points in the electrical system. The shared protective sheathing ensures that both power and data transmission components experience identical environmental protection, reducing the likelihood of communication system failures due to environmental exposure. The integrated design also simplifies cable management for mobile equipment, as a single cable assembly provides both power and high-bandwidth communication. The fiber optic system supports various transmission protocols and can accommodate both single-mode and multimode applications, providing flexibility for different mining operation requirements. Additionally, the integrated approach reduces the overall cable weight and volume compared to separate power and fiber optic cables, which is particularly important in space-constrained mining equipment installations.
Question 4: How does the cable perform in environments with significant oil exposure and fire risk, and what maintenance considerations apply?
The cable's performance in oil-rich and fire-risk environments reflects careful materials engineering and testing validation. The outer sheath construction uses 5GM5 type elastomer compound specifically formulated for oil resistance, maintaining structural integrity and electrical insulation properties when exposed to hydraulic fluids, lubricants, and fuel products commonly found in mining operations. Testing according to multiple oil resistance standards (HD/EN/IEC 60811-2-1, DIN VDE 0473-811-2-1) validates long-term performance under oil exposure conditions. The flame-retardant properties, verified through comprehensive testing (VDE 0482-332-1-2, DIN EN 60332-1-2, IEC 60332-1), ensure that the cable does not contribute to fire propagation and minimizes toxic gas emission during fire events. Maintenance considerations for oil-exposed installations include regular visual inspection of the outer sheath for signs of chemical attack or mechanical damage, periodic cleaning to remove accumulated contaminants that might mask damage indicators, and electrical testing to verify insulation integrity. In high fire-risk environments, additional protection measures such as fire-resistant cable trays or conduit systems may be necessary, and emergency response procedures should account for the cable's fire performance characteristics.
Question 5: What compliance standards does the cable meet, and how do these standards ensure reliability in international mining operations?
The cable meets comprehensive German and international standards that ensure consistent performance and safety across diverse mining operations worldwide. The construction basis of DIN VDE 0250-812 provides fundamental requirements for medium-voltage flexible cables, while DIN VDE 0250-1 establishes general safety and performance criteria. Installation guidance through DIN VDE 0298-3 ensures proper application practices, and current carrying capacity calculations according to DIN VDE 0298 Part 4 provide reliable electrical performance predictions. Electrical testing compliance with multiple DIN VDE 0472 series standards (501, 503, 508) verifies performance under various electrical stress conditions. Non-electrical testing according to DIN VDE 0472 standards (401, 402, 602, 303, 615) validates mechanical and environmental performance characteristics. Fire safety compliance through multiple standards (DIN VDE 0472-803/804, VDE 0482-332-1-2, DIN EN 60332-1-2, IEC 60332-1) ensures consistent fire performance evaluation. These standards provide mining operations with confidence in cable performance regardless of geographic location, enable equipment standardization across international mining companies, facilitate insurance and regulatory compliance, and ensure compatibility with international electrical installation practices. The comprehensive standards compliance also supports troubleshooting and maintenance procedures through standardized testing protocols and performance expectations.
Advanced Installation Considerations and Best Practices
Proper installation of (N)TSCGEWÖU – FO (LWL) cables requires careful attention to both electrical and mechanical considerations to ensure optimal performance throughout the cable's service life. The installation process begins with thorough planning that considers the cable's minimum bending radius requirements according to DIN VDE 0298 Part 3, which must be maintained throughout all installation routing to prevent damage to both the electrical conductors and integrated fiber optic components.
Cable routing in mining environments requires special consideration of the dynamic forces that will be encountered during operation. The cable's maximum tensile load rating of 15 N/mm² provides guidance for installation pulling forces, but installers must also consider the additional stresses that will be imposed during equipment operation. Proper cable support systems, including cable trays, guides, and strain relief devices, must be designed to accommodate the cable's movement requirements while preventing excessive mechanical stress.
The integration of fiber optic components requires additional installation precautions beyond those typically associated with power cables. Fiber optic performance can be significantly degraded by excessive bending, twisting, or crushing forces during installation. Installation crews must be trained in fiber optic handling procedures, and specialized tools may be required to maintain proper fiber protection throughout the installation process.
Temperature considerations during installation are critical, as the cable's flexibility and handling characteristics change significantly with temperature variations. Cold weather installations may require pre-heating of cables to prevent damage during handling, while hot weather installations must account for thermal expansion that will occur as the installation cools to operating temperature.
Troubleshooting and Maintenance Protocols
Effective maintenance of (N)TSCGEWÖU – FO (LWL) cables requires a comprehensive approach that addresses both the electrical power transmission components and the integrated fiber optic systems. Regular inspection protocols should include visual examination of the outer sheath for signs of mechanical damage, chemical attack, or thermal stress, with particular attention to areas where the cable experiences frequent movement or contact with mining equipment.
Electrical testing procedures should follow established protocols for medium-voltage cables, including insulation resistance testing, high-voltage testing, and conductor continuity verification. The presence of integrated fiber optics requires additional testing equipment and procedures to verify optical transmission performance. Optical time domain reflectometry (OTDR) testing can identify fiber breaks, excessive bending losses, or connector problems that might affect data transmission performance.
Preventive maintenance programs should address the unique requirements of mining environments, including regular cleaning to remove accumulated dust and contaminants, lubrication of cable management systems, and inspection of support hardware for signs of wear or corrosion. The integrated nature of power and fiber optic components means that failure of either system can impact overall mining operation efficiency, making comprehensive maintenance critical for operational continuity.
Future Developments and Technology Trends
The evolution of mining technology continues to drive requirements for more sophisticated cable systems that can support higher data transmission rates, increased power densities, and improved environmental resistance. Future developments in (N)TSCGEWÖU – FO (LWL) cable technology may include enhanced fiber optic capabilities supporting higher bandwidth applications, improved materials technology for extended service life in extreme environments, and integration with smart monitoring systems that can provide real-time cable condition assessment.
The increasing automation of mining operations places greater demands on communication systems, potentially requiring cables with higher fiber counts and improved electromagnetic compatibility. Environmental considerations may drive the development of more sustainable materials and manufacturing processes while maintaining the performance characteristics essential for mining applications.
Conclusion
The (N)TSCGEWÖU – FO (LWL) tunneling cable represents a sophisticated engineering solution that addresses the complex requirements of modern mining and tunneling operations through its innovative integration of power transmission and fiber optic communication capabilities. The cable's comprehensive design, from its anti-torsion mechanical construction to its advanced materials engineering, demonstrates the careful consideration of real-world mining environment challenges.
The extensive compliance with German and international standards provides mining operations with confidence in the cable's performance and safety characteristics, while the detailed electrical and mechanical specifications enable precise application engineering for specific mining equipment requirements. The integration of high-performance fiber optic components within a ruggedized power cable assembly represents a significant advancement in mining electrical infrastructure technology.
For engineering professionals responsible for mining electrical systems, understanding the capabilities and limitations of (N)TSCGEWÖU – FO (LWL) cables is essential for designing reliable, efficient, and safe electrical installations. The cable's proven performance in demanding mining environments, combined with its comprehensive standards compliance and integrated functionality, makes it an ideal choice for modern mining operations seeking to optimize both power distribution and data communication infrastructure.
The future of mining operations will continue to demand increasingly sophisticated electrical solutions, and the (N)TSCGEWÖU – FO (LWL) cable system provides a solid foundation for meeting these evolving requirements while maintaining the reliability and safety standards essential for mining industry applications.
