
Paper Insulated 11/11 kV Mining Cables for Australian Underground Mines
Discover everything about AS/NZS 1972:2006 paper insulated 11/11 kV mining cables for Australian underground mines. Learn about applications, electrical parameters, major mining sites, and solutions to common problems in this comprehensive guide.
7/2/202516 min read
Paper Insulated 11/11 kV Mining Cables for Australian Underground Mines
Introduction
Australia's mining industry represents one of the most demanding environments for electrical infrastructure, where reliable power transmission can mean the difference between operational success and costly downtime. At the heart of this underground electrical network lies the paper insulated 11/11 kV mining cable, manufactured to the stringent AS/NZS 1972:2006 standard. These specialised cables serve as the backbone of high-voltage power distribution systems in some of the world's deepest and most challenging mining operations.
Understanding the critical role these cables play requires us to first appreciate the unique challenges of underground mining environments. Deep beneath the surface, electrical equipment must contend with extreme humidity, temperature variations, mechanical stress from ground movement, and the constant threat of moisture ingress. Traditional cable designs simply cannot withstand these harsh conditions over the extended periods required for profitable mining operations.
Paper insulated cables represent a time-tested solution that has evolved specifically to meet these challenges. Unlike their polymer-insulated counterparts, paper insulated cables offer superior performance in fixed installations where reliability trumps flexibility. The AS/NZS 1972:2006 standard ensures these cables meet the rigorous safety and performance requirements essential for protecting both equipment and human life in underground mining environments.
The significance of proper cable selection cannot be overstated. A single cable failure hundreds of metres underground can shut down entire mining sections, resulting in production losses that can reach millions of dollars per day. Moreover, the safety implications of electrical failures in confined underground spaces make the choice of appropriate cable systems a matter of paramount importance for mining operators across Australia.
Major Underground Mining Operations Across Australia
Australia's underground mining landscape encompasses some of the world's most technically challenging and economically significant operations. Understanding these major sites helps illustrate the diverse applications and demanding conditions that paper insulated mining cables must withstand.
The Cadia Valley operations in New South Wales represent one of Australia's most ambitious mining projects, combining both underground and open-cut techniques to extract copper and gold from depths exceeding 1,000 metres. The underground component of this operation requires extensive electrical infrastructure to power everything from massive extraction equipment to critical ventilation systems. The complex geology and varying ground conditions at Cadia present unique challenges for cable installation and maintenance, making the robust construction of paper insulated cables particularly valuable.
In South Australia, the Olympic Dam mine stands as perhaps the most technically demanding underground operation in the country. This poly-metallic mine extracts copper, uranium, silver, and gold from depths approaching 1,200 metres, creating an environment where electrical reliability is absolutely critical. The mine's remote location and the complexity of its operations mean that cable failures can have particularly severe consequences. The harsh conditions at Olympic Dam, including high temperatures and corrosive environments, demonstrate why the multiple protective layers of paper insulated cables are essential for long-term reliability.
Queensland's Mount Isa complex represents Australia's deepest copper underground operation, with some workings extending beyond 1,900 metres below surface. The extreme depth creates unique challenges for electrical systems, including increased ground pressure and elevated temperatures. The paper insulated cables serving these depths must maintain their electrical integrity while withstanding the mechanical stresses associated with such extreme mining conditions. The longevity of installations at Mount Isa has proven the effectiveness of paper insulated cable technology in these demanding applications.
Western Australia's Gwalia mine holds the distinction of being Australia's deepest gold trucking operation, with workings reaching approximately 1,600 metres below surface. The narrow vein mining methods employed at Gwalia require electrical systems that can navigate tight spaces while maintaining full functionality. The paper insulated cables used in these applications must be robust enough to withstand the mechanical stresses of installation in confined spaces while providing reliable power transmission over extended periods.
The Ernest Henry operation in Queensland represents another significant copper and gold underground mine where paper insulated cables play a crucial role. The mine's automated systems and remote operation capabilities depend heavily on reliable electrical infrastructure. The cables must support not only primary mining equipment but also the sophisticated monitoring and control systems that enable efficient operation in this challenging environment.
The Bowen Basin coal mining operations, including Moranbah North and Curragh, present different but equally demanding challenges for electrical infrastructure. Coal mining environments introduce additional safety considerations, including the need for intrinsically safe electrical systems and enhanced protection against explosive atmospheres. Paper insulated cables in these applications must meet stringent safety standards while providing the reliable power transmission essential for continuous coal extraction operations.
Application Scenarios and Installation Requirements
The application of paper insulated 11/11 kV mining cables extends across virtually every aspect of underground mining operations, from primary power distribution to specialised equipment supply. Understanding these applications helps illustrate why the robust construction of paper insulated cables makes them the preferred choice for fixed high-voltage installations in Australian mines.
Primary feeder applications represent the most critical use of these cables, where they serve as the main arteries distributing power from surface substations to underground distribution points. These installations typically run through decline tunnels and vertical shafts, environments where cables must withstand significant mechanical stress during installation and operation. The paper insulated design provides the necessary durability to maintain electrical integrity even when subjected to the ground movement and settling that occurs in active mining environments.
Underground substation applications require cables that can operate reliably in confined spaces with limited ventilation and potential exposure to moisture. Paper insulated cables excel in these environments because their construction provides excellent moisture resistance while maintaining the electrical properties necessary for high-voltage operation. The lead sheath construction creates an effective barrier against moisture ingress, while the paper insulation system provides superior electrical performance compared to many alternatives.
Ventilation system applications represent another critical area where paper insulated cables prove their worth. Mining ventilation systems operate continuously and require absolutely reliable power to maintain safe working conditions underground. The failure of ventilation power can quickly create life-threatening situations, making the proven reliability of paper insulated cables essential for these applications. The cables must withstand the constant vibration from ventilation equipment while maintaining their electrical integrity over extended periods.
Equipment supply applications encompass the wide range of mining machinery that depends on reliable electrical power. From conveyor systems to processing equipment, these applications require cables that can withstand the mechanical stresses associated with heavy industrial operation. Paper insulated cables provide the necessary durability to maintain reliable power transmission even in the presence of significant mechanical vibration and thermal cycling.
The installation environment for these cables presents unique challenges that influence both design and application methods. Underground installations must account for limited access, confined working spaces, and the need to minimise disruption to ongoing mining operations. Paper insulated cables are particularly well-suited to these conditions because their robust construction allows for installation in challenging environments while maintaining long-term reliability.
Thermal management represents another critical consideration in underground cable applications. The enclosed nature of underground workings can lead to elevated ambient temperatures, particularly in deeper mines. Paper insulated cables are designed to operate effectively in these elevated temperature environments, with insulation systems that maintain their electrical properties even under thermal stress. The thermal stability of paper insulation, combined with the heat dissipation properties of the lead sheath, provides excellent performance in these demanding thermal environments.
Cable Standards and Construction Details
The AS/NZS 1972:2006 standard represents the culmination of decades of experience in mining cable design and application. This standard, working in conjunction with complementary standards such as AS/NZS 1125, AS/NZS 3808, and AS/NZS 1026, establishes the comprehensive requirements that ensure paper insulated mining cables can meet the demanding performance expectations of Australian underground mining operations.
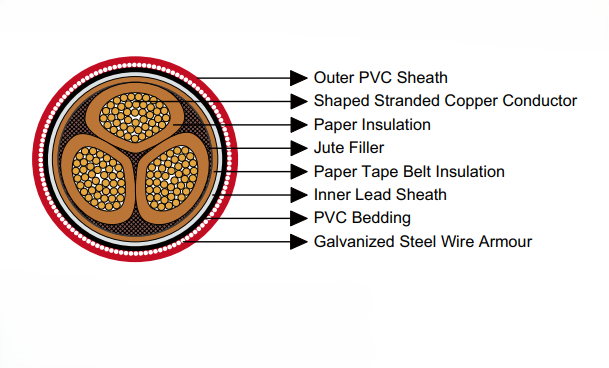
Understanding the construction of these cables requires examining each layer and its specific contribution to overall performance. The foundation of any paper insulated cable lies in its conductor design. The sector-shaped stranded copper conductor represents an optimised approach to current carrying capacity while maintaining flexibility during installation. The sector shape maximises the copper cross-sectional area within the cable diameter, improving current carrying capacity while reducing overall cable size. This design consideration becomes particularly important in underground applications where space constraints often limit the maximum cable diameter that can be practically installed.
The primary paper tape insulation system forms the heart of the cable's electrical performance. Unlike solid insulation materials, paper tape insulation is applied in multiple layers, creating a system that can be precisely controlled for thickness and electrical properties. The paper used in these applications is specially manufactured to provide excellent dielectric properties while maintaining mechanical strength. The tape application process allows for precise control of insulation thickness, ensuring consistent electrical performance across the entire cable length.
Jute fillers play a crucial role in maintaining the cable's structural integrity and electrical performance. These natural fibres fill the spaces between conductor sectors, creating a uniform circular cross-section that supports the insulation system. The jute also provides a degree of flexibility that helps the cable withstand the mechanical stresses associated with installation and operation. The choice of jute as a filler material reflects the long experience of cable manufacturers in balancing electrical performance with mechanical requirements.
The secondary paper tape belt insulation provides additional electrical protection and helps create a smooth, uniform surface for the application of subsequent layers. This belt insulation system works in conjunction with the primary insulation to provide the high dielectric strength necessary for 11 kV operation. The paper tape system allows for precise control of insulation thickness and provides excellent electrical performance characteristics that have been proven in decades of mining applications.
The inner lead sheath represents one of the most critical components of the paper insulated cable system. Lead provides excellent moisture resistance, effectively preventing water ingress that could compromise the paper insulation system. The lead sheath also provides a degree of mechanical protection and helps maintain the integrity of the insulation system under mechanical stress. The thickness of the lead sheath is carefully calculated to provide adequate protection while minimising overall cable weight and cost.
PVC bedding serves multiple important functions in the cable construction. It provides additional moisture protection, helps protect the lead sheath from mechanical damage, and creates a smooth surface for the application of the armour system. The PVC bedding also helps distribute mechanical loads across the cable cross-section, reducing stress concentrations that could lead to long-term reliability problems.
The galvanised steel wire armour provides the mechanical protection essential for underground mining applications. The armour system must withstand significant installation stresses while providing long-term protection against mechanical damage during operation. The galvanised coating provides corrosion resistance in the harsh underground environment, ensuring that the armour maintains its protective function throughout the cable's operational life.
The outer PVC sheath, manufactured to AS/NZS 1026 standards, provides the final layer of protection against environmental factors. This sheath must resist moisture, chemicals, and mechanical abrasion while maintaining its protective properties over the cable's operational life. The PVC formulation is specifically designed for mining applications, providing resistance to the various chemicals and environmental conditions encountered in underground mining operations.
Electrical Parameters and Technical Specifications
The electrical performance of paper insulated 11/11 kV mining cables represents the culmination of careful engineering design and materials selection. Understanding these parameters helps mining engineers and electrical professionals make informed decisions about cable selection and application in their specific underground environments.
The voltage rating of 11/11 kV indicates the cable's ability to operate safely at 11 kilovolts between conductors and between conductors and earth. This voltage level represents a careful balance between power transmission efficiency and safety considerations in underground mining applications. The 11 kV rating provides sufficient voltage to efficiently transmit power over the extended distances common in underground mining while remaining within voltage levels that can be safely managed with appropriate safety procedures and equipment.
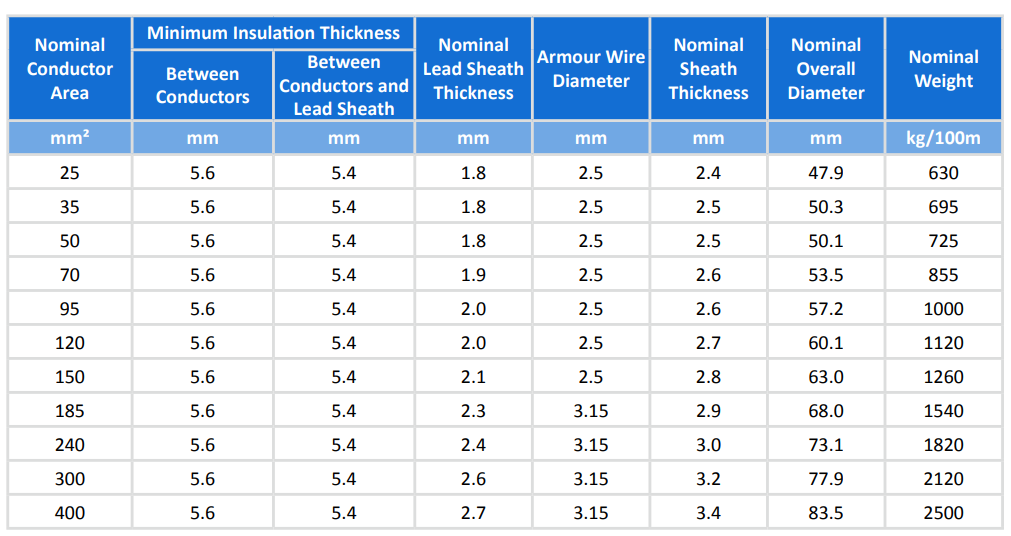
Conductor sizing options ranging from 25 mm² to 400 mm² provide flexibility to match cable capacity to specific application requirements. The smaller conductor sizes are typically used for secondary distribution and equipment supply applications, while larger conductors serve primary feeder roles where high current carrying capacity is essential. The sector-shaped conductor design maximises current carrying capacity while maintaining reasonable overall cable dimensions.
The insulation system thickness of 5.6 mm between conductors and 5.4 mm between conductors and the lead sheath represents a carefully calculated balance between electrical performance and overall cable size. This insulation thickness provides adequate dielectric strength for 11 kV operation while maintaining reasonable cable dimensions for underground installation. The paper tape insulation system allows for precise control of these thicknesses, ensuring consistent electrical performance across all cable sizes.
Lead sheath thickness varies from 1.8 mm to 2.7 mm depending on conductor size, with larger conductors requiring thicker lead sheaths to provide adequate mechanical protection and moisture resistance. The lead thickness is calculated to provide long-term reliability while minimising overall cable weight and cost. The lead sheath must maintain its integrity under the mechanical stresses associated with installation and operation in underground mining environments.
Armour wire diameter ranges from 2.4 mm to 3.4 mm, again varying with conductor size to provide appropriate mechanical protection. The armour system must withstand installation stresses while providing long-term protection against mechanical damage. The galvanised steel wire construction provides excellent mechanical strength while offering corrosion resistance in the underground environment.
Overall cable diameter ranges from approximately 48 mm to 84 mm, depending on conductor size and construction details. These dimensions reflect the robust construction necessary for underground mining applications while remaining within practical limits for installation in underground workings. The cable diameter must be considered in relation to conduit sizes, pulling tensions, and bending radius requirements during installation planning.
Cable weight varies significantly with conductor size, ranging from 630 kg per 100 metres for the smallest conductor to 2,500 kg per 100 metres for the largest. These weights reflect the robust construction necessary for underground mining applications but also present logistical challenges for transportation and installation. Installation planning must account for these weights when designing cable routes and installation procedures.
Current carrying capacity varies with conductor size, installation conditions, and ambient temperature. The paper insulation system provides excellent thermal properties that allow for efficient heat dissipation, supporting higher current carrying capacities than might be achieved with alternative insulation systems. The current rating must be carefully matched to the specific installation conditions and load requirements of each application.
Fault current capability represents a critical parameter for underground mining applications where electrical faults can have serious safety implications. Paper insulated cables are designed to withstand the thermal and mechanical stresses associated with fault currents, providing time for protective systems to operate and clear faults safely. The fault current capability must be coordinated with protective device settings to ensure safe operation under all conditions.
Common Problems and Practical Solutions
Understanding the challenges that can arise with paper insulated mining cables helps mining operators develop effective maintenance strategies and troubleshooting approaches. The unique underground environment presents specific problems that require targeted solutions based on decades of mining industry experience.
The question of insulation material selection frequently arises when comparing paper insulated cables to modern alternatives such as XLPE (cross-linked polyethylene) insulated cables. Paper insulation offers distinct advantages in fixed underground installations, particularly in terms of track resistance when exposed to moisture and oil contamination. The paper insulation system has proven its reliability over many decades of underground mining applications, demonstrating consistent performance in environments where other insulation systems might fail. While XLPE cables offer advantages in portable applications due to their flexibility and lighter weight, paper insulated cables remain the preferred choice for permanent underground installations where reliability is paramount.
Moisture ingress represents one of the most significant threats to underground cable systems, and paper insulated cables are specifically designed to address this challenge. The lead sheath provides an excellent moisture barrier, effectively preventing water from reaching the paper insulation system. The PVC bedding and outer sheath provide additional moisture protection while the galvanised steel wire armour adds mechanical protection against damage that could compromise the moisture barrier. Regular inspection of the outer sheath for signs of damage or degradation is essential to maintain the integrity of the moisture protection system. When moisture ingress does occur, it typically results from mechanical damage to the sheath system, emphasising the importance of careful installation and protection of cables from mechanical damage.
Armour corrosion in the underground environment can compromise the mechanical protection provided by the steel wire armour system. The galvanised coating on the armour wire provides excellent corrosion resistance, but this protection can be compromised by damage to the outer PVC sheath that allows moisture and corrosive substances to reach the armour. Regular inspection of the outer sheath for signs of damage, combined with prompt repair of any damage found, is essential to prevent armour corrosion. When corrosion does occur, it typically manifests as a reduction in the mechanical strength of the armour system, potentially leading to cable failure under mechanical stress.
Mechanical stress from ground movement and settling represents a constant challenge in underground mining environments. Paper insulated cables are designed to withstand significant mechanical stress through their robust construction, but excessive stress can still lead to cable failure. The copper conductor provides excellent mechanical strength while the armour system distributes mechanical loads across the cable cross-section. Proper installation techniques, including adequate support and protection from sharp edges, are essential to minimise mechanical stress on the cable system. When mechanical damage does occur, it often manifests as conductor breakage or damage to the lead sheath, both of which can lead to cable failure.
High ambient temperatures in deeper mines can challenge the thermal performance of cable systems. Paper insulated cables are designed to operate effectively in elevated temperature environments, with insulation systems that maintain their electrical properties under thermal stress. The thermal stability of paper insulation, combined with the heat dissipation properties of the lead sheath, provides excellent performance in high-temperature environments. However, installation planning must account for the specific thermal conditions of each application, including ambient temperature, thermal impedance of the installation environment, and heat generation from adjacent equipment.
Installation depth limitations are frequently questioned for underground mining applications. Paper insulated cables are suitable for installation at depths of several thousand metres, as demonstrated by their use in operations such as Mount Isa and Gwalia. The cable construction provides adequate mechanical strength to withstand the pressures associated with deep installation, while the electrical design maintains performance characteristics at depth. However, specific applications should be evaluated considering factors such as earth fault current levels, thermal conditions, and mechanical stress requirements.
Fault handling capability represents a critical performance parameter for underground mining applications. Paper insulated cables are designed to withstand the thermal and mechanical stresses associated with high fault currents, providing time for protective systems to operate and clear faults safely. The fault current capability must be coordinated with protective device settings and earthing system design to ensure safe operation under all fault conditions. Regular testing of protective systems and coordination studies help ensure that fault handling capability is maintained throughout the cable's operational life.
Maintenance life expectancy is an important economic consideration for mining operators. Paper insulated cables typically provide service lives of several decades under normal operating conditions, making them an economical choice for permanent underground installations. However, achieving this service life requires regular inspection and maintenance, including monitoring of insulation resistance, checking for mechanical damage, and ensuring that moisture protection systems remain intact. Preventive maintenance programs that include regular inspection and testing can significantly extend cable life and prevent costly unplanned failures.
The importance of proper joint and termination techniques cannot be overstated for paper insulated cable systems. The paper insulation system requires specialised jointing techniques to maintain electrical and moisture integrity across joints and terminations. Poor jointing techniques can create weak points that lead to premature cable failure, emphasising the importance of using qualified personnel and appropriate materials for all cable jointing work. Regular inspection of joints and terminations should be included in maintenance programs to identify potential problems before they lead to cable failure.
Environmental factors such as chemical exposure, vibration, and thermal cycling can affect cable performance over time. Paper insulated cables are designed to withstand the various environmental challenges encountered in underground mining, but specific applications may present unique challenges that require special consideration. Regular monitoring of environmental conditions and their effects on cable performance helps identify potential problems and implement appropriate mitigation measures.
Summary and Professional Recommendations
The application of paper insulated 11/11 kV mining cables in Australian underground mining operations represents a proven approach to addressing the unique challenges of underground electrical infrastructure. The robust construction of these cables, combined with their compliance with stringent Australian and New Zealand standards, provides the reliability essential for safe and efficient mining operations.
The comprehensive examination of major Australian underground mining operations demonstrates the diverse and demanding applications where these cables must perform. From the extreme depths of Mount Isa to the complex polymetallic operations at Olympic Dam, paper insulated cables have proven their ability to provide reliable power transmission under the most challenging conditions. The long service history of these cables in Australian mining operations provides confidence in their continued suitability for future applications.
The technical specifications and construction details of paper insulated cables reflect decades of engineering experience and continuous improvement in mining cable design. Each component of the cable construction serves specific functions that contribute to overall performance and reliability. The sector-shaped conductor design maximises current carrying capacity while maintaining reasonable cable dimensions. The paper insulation system provides excellent electrical performance and long-term reliability. The lead sheath system provides essential moisture protection, while the armour system offers mechanical protection against the harsh underground environment.
The electrical parameters of these cables provide the flexibility necessary to match cable performance to specific application requirements. The range of conductor sizes available allows for optimisation of cable selection based on current carrying requirements, installation constraints, and economic considerations. The voltage rating of 11 kV provides an excellent balance between power transmission efficiency and safety considerations for underground mining applications.
The practical solutions to common problems encountered with paper insulated cables demonstrate the importance of proper installation, maintenance, and operation procedures. Understanding these potential issues and their solutions helps mining operators develop effective maintenance strategies that maximise cable life and reliability while minimising unplanned downtime. The emphasis on moisture protection, mechanical stress management, and thermal considerations reflects the unique challenges of the underground mining environment.
Professional recommendations for mining operators considering paper insulated cable applications should emphasise the importance of comprehensive planning and professional installation. The selection of appropriate cable specifications should consider not only immediate requirements but also long-term operational needs and maintenance capabilities. Installation procedures should be developed with careful attention to mechanical stress management, moisture protection, and thermal considerations.
Regular inspection and maintenance programs are essential to achieving the full service life potential of paper insulated cable systems. These programs should include regular testing of insulation resistance, visual inspection for signs of mechanical damage or deterioration, and monitoring of environmental conditions that could affect cable performance. The development of comprehensive maintenance records helps identify trends and potential problems before they lead to cable failure.
The training of maintenance personnel in proper inspection and testing techniques is essential for effective cable maintenance programs. Understanding the specific characteristics and requirements of paper insulated cables helps maintenance personnel identify potential problems and implement appropriate corrective measures. Regular training updates ensure that maintenance personnel remain current with evolving best practices and new technologies.
Future developments in paper insulated cable technology are likely to focus on further improvements in materials and construction techniques while maintaining the proven reliability that has made these cables the preferred choice for underground mining applications. Advances in paper insulation technology, improved moisture protection systems, and enhanced mechanical protection may further extend the service life and performance capabilities of these cables.
The economic benefits of paper insulated cables in underground mining applications stem from their proven reliability, long service life, and low maintenance requirements. While the initial cost of these cables may be higher than some alternatives, their superior performance in the underground environment and extended service life make them an economical choice for permanent underground installations. The cost of unplanned downtime in underground mining operations makes reliability the primary consideration in cable selection, favouring the proven performance of paper insulated cables.
The safety implications of cable selection in underground mining cannot be overlooked. The robust construction and proven reliability of paper insulated cables contribute to safer underground operations by reducing the risk of electrical failures that could create hazardous conditions. The comprehensive testing and quality assurance requirements of the AS/NZS standards ensure that these cables meet the stringent safety requirements essential for underground mining applications.
Environmental considerations in underground mining operations favour the use of paper insulated cables due to their long service life and recyclable materials. The lead sheath and copper conductor are readily recyclable, while the paper insulation system uses renewable materials. The extended service life of these cables reduces the frequency of cable replacement, minimising the environmental impact of mining operations.
The continuing evolution of underground mining technology and techniques may present new challenges and opportunities for paper insulated cable applications. Deeper mining operations, automated equipment, and remote monitoring systems may require enhanced cable performance or modified installation techniques. The proven adaptability of paper insulated cable technology suggests that these cables will continue to play a crucial role in future underground mining operations.
In conclusion, paper insulated 11/11 kV mining cables manufactured to AS/NZS 1972:2006 standards represent a mature and reliable technology that has proven its worth in the demanding environment of Australian underground mining. Their robust construction, excellent electrical performance, and long service life make them the preferred choice for permanent underground electrical installations. Mining operators who invest in proper cable selection, installation, and maintenance can expect decades of reliable service from these proven cable systems, contributing to safe, efficient, and profitable underground mining operations across Australia's diverse mining landscape.
