
Power Beneath the Earth: AS/NZS 1972:2006 Mining Cables in Australian Gold Mines
Comprehensive guide to AS/NZS 1972:2006 Type A & B 1.1/1.1 kV mining cables used in Australian gold mines, covering technical specifications, applications, and safety considerations for underground power distribution systems.
7/8/202516 min read


Power Beneath the Earth: AS/NZS 1972:2006 Type A & B 1.1/1.1KV Mining Cables in Australian Gold Mines
Introduction
Deep beneath the Australian landscape, where the earth yields its most precious treasures, an intricate network of power cables forms the electrical backbone of the nation's gold mining operations. These aren't your typical household cables – they're specially engineered systems designed to withstand the harsh, unforgiving conditions of underground mining environments whilst delivering reliable power to critical equipment.
The AS/NZS 1972:2006 standard represents the pinnacle of mining cable technology in Australia and New Zealand, establishing rigorous requirements for fixed power cables used in underground coal mines and, by extension, gold mining operations. This standard ensures that every cable installed in Australia's extensive underground mining network meets stringent safety, durability, and performance criteria that protect both miners and valuable equipment.
Understanding these cables is crucial because underground mining operations depend entirely on reliable electrical power distribution. From the massive conveyor systems that transport ore to the surface, to the ventilation fans that provide life-sustaining airflow, to the sophisticated drilling equipment that extends tunnels deeper into the earth – every piece of equipment relies on these specialised cables to function safely and efficiently.
The Type A and Type B variants of these 1.1/1.1 kV cables represent different approaches to the same fundamental challenge: how to deliver consistent, safe electrical power in environments characterised by extreme temperatures, moisture, chemical exposure, and mechanical stress. The distinction between these types lies primarily in their monitoring capabilities, with Type A cables featuring optional pilot cores that enable advanced remote monitoring and fault detection systems.
Australian Gold Mining Overview
Scale and Production
Australia stands as a global powerhouse in gold production, consistently ranking as the world's second-largest gold producer behind China. This remarkable achievement stems from the country's rich geological heritage and sophisticated mining infrastructure that has been developed over more than a century of continuous operation.
The scale of Australian gold mining becomes immediately apparent when examining recent production figures. In the 2023-24 financial year, Australia produced approximately 314 tonnes of gold, with Western Australia alone contributing around 210 tonnes to this total. This represents not just raw economic value – estimated at over $25 billion annually – but also demonstrates the massive industrial infrastructure required to extract, process, and refine this precious metal.
Currently, Australia operates approximately 66 active gold mines, with the vast majority concentrated in Western Australia. This geographical concentration reflects the state's exceptional geological conditions, where ancient rock formations have created some of the world's richest gold deposits. The diversity of these operations is remarkable, ranging from massive open-pit operations that move millions of tonnes of material annually to sophisticated underground mines that extend more than 1,600 metres below the surface.
Major Gold Mines
Understanding Australia's premier gold mining operations provides crucial context for appreciating the electrical infrastructure requirements that AS/NZS 1972:2006 cables must meet. Each of these operations represents a unique set of challenges and requirements that influence cable selection and installation practices.
Boddington Gold Mine stands as Australia's largest gold producer, located in Western Australia approximately 130 kilometres southeast of Perth. This massive open-pit operation produced roughly 590,000 ounces of gold in 2024, making it one of the most significant mining operations in the Southern Hemisphere. The scale of Boddington's operations requires extensive electrical infrastructure to power everything from the enormous excavators that move overburden to the sophisticated processing facilities that extract gold from ore.
Cadia Valley Operations in New South Wales represents a different approach to gold mining, combining both underground and open-cut mining techniques. With production reaching 464,000 ounces in 2024, Cadia demonstrates the electrical complexity of modern mining operations. The underground portions of this operation require extensive cable networks to power drilling equipment, ventilation systems, and material handling equipment in environments where reliability and safety are paramount.
Kalgoorlie Super Pit, officially known as the Kalgoorlie Consolidated Gold Mines, represents one of Australia's most iconic mining operations. This massive open-pit mine has produced over 50 million ounces of gold during its operational lifetime, making it one of the most significant gold deposits ever discovered. The electrical requirements for this operation are staggering, requiring power distribution networks capable of supporting some of the world's largest mining equipment.
Tropicana Gold Mine, located in Western Australia's Great Western Woodlands, demonstrates the challenges of operating in remote locations. This joint venture operation requires self-sufficient electrical infrastructure capable of operating reliably in harsh environmental conditions whilst maintaining the safety standards required for modern mining operations.
Tanami Gold Mine represents the challenges of operating in some of Australia's most remote locations, situated in the Tanami Desert region spanning Western Australia and the Northern Territory. The electrical infrastructure for this operation must withstand extreme temperature variations whilst providing reliable power for continuous operations.
St Ives Gold Mining Operations encompasses multiple underground and open-pit mines near Kambalda, Western Australia. The complexity of this multi-mine operation requires sophisticated electrical distribution networks that can adapt to changing operational requirements whilst maintaining consistent safety standards.
Jundee Gold Mine, another Western Australian operation, demonstrates the electrical challenges of underground mining in remote locations. The mine's electrical infrastructure must support deep underground operations whilst maintaining communication and monitoring capabilities essential for safe operations.
Gwalia Gold Mine presents perhaps the most challenging electrical requirements of any Australian gold mine. As one of the deepest underground operations in the country, extending over 1,600 metres below surface, Gwalia recently produced approximately 138,000 ounces of gold. The electrical infrastructure for this operation must function reliably at extraordinary depths whilst supporting the ventilation, pumping, and material handling systems essential for deep underground mining.
Applications and Deployment
The AS/NZS 1972:2006 Type A and Type B 1.1/1.1 kV cables serve as the electrical arteries of Australia's underground gold mining operations, providing the reliable power distribution essential for safe and efficient mining activities. These cables are specifically designed and manufactured to function as fixed power feeders in underground mine galleries and service areas, where they must withstand conditions that would quickly destroy conventional electrical cables.
Understanding the deployment of these cables requires appreciating the unique environment of underground mining operations. Unlike surface electrical installations, underground mining cables must function in conditions characterised by high humidity, temperature variations, chemical exposure from mining processes, and constant mechanical stress from mining activities. The cables must maintain their electrical integrity whilst being subjected to vibrations from blasting operations, potential water ingress from underground aquifers, and the corrosive effects of various mining chemicals.
Type A cables offer enhanced monitoring capabilities through their optional pilot cores, which can accommodate up to three additional conductors specifically designed for advanced monitoring and control functions. These pilot cores enable real-time monitoring of cable condition, early fault detection, and remote diagnostics that can prevent catastrophic failures before they occur. This monitoring capability is particularly valuable in deep underground operations where cable replacement or repair represents significant operational challenges and safety risks.
The typical deployment scenarios for these cables encompass the full spectrum of underground mining electrical requirements. Primary applications include powering tunnel lighting systems that provide essential illumination for safe worker movement and equipment operation. The cables also supply power to sophisticated pumping systems that manage water ingress – a critical function in many Australian gold mines where groundwater management represents a constant operational challenge.
Conveyor systems represent another crucial application, as these cables must provide reliable power to the material handling equipment that transports ore from extraction points to processing facilities. The electrical demands of modern conveyor systems are substantial, requiring cables capable of handling significant power loads whilst maintaining consistent performance over extended operational periods.
Underground drilling equipment presents unique electrical challenges, as these systems require both high-power capabilities for drilling operations and sophisticated control systems for precise operation. The cables must support both the primary power requirements and the control systems that enable modern automated drilling techniques.
Fixed equipment installations throughout underground operations rely on these cables for consistent power delivery. This includes ventilation fans that provide life-sustaining airflow, communication systems that enable coordination between surface and underground operations, and emergency systems that ensure worker safety during unexpected events.
The installation of these cables requires careful consideration of underground routing, support systems, and protection from mechanical damage. Underground mine galleries present unique installation challenges, as cables must be routed around existing infrastructure whilst maintaining accessibility for maintenance and inspection. The cables are typically installed using specialised mounting systems that provide both mechanical support and protection from mining equipment.
Electrical Design and Technical Specifications
The electrical design of AS/NZS 1972:2006 Type A and Type B cables represents a sophisticated engineering solution to the unique challenges of underground mining power distribution. Every aspect of these cables, from the conductor materials to the outer sheath composition, has been carefully selected and engineered to provide reliable performance in the demanding conditions characteristic of underground gold mining operations.
Cable Construction Fundamentals
The foundation of these cables lies in their conductor design, which utilises stranded tinned annealed copper conductors. This conductor configuration provides several critical advantages over solid conductors, particularly in applications where mechanical flexibility is essential. The stranded design allows the cable to flex during installation and operation without creating stress concentrations that could lead to conductor failure. The tinning process provides enhanced corrosion resistance, which is crucial in underground environments where moisture and chemical exposure are constant concerns.
The insulation system employs Ethylene Propylene Rubber (EPR), a material specifically selected for its exceptional performance characteristics in demanding electrical applications. EPR insulation offers superior heat resistance compared to traditional PVC insulation, enabling these cables to operate reliably in the elevated temperatures common in deep underground mining operations. The material also provides excellent electrical properties, including high dielectric strength and low dielectric loss, ensuring efficient power transmission with minimal losses.
The central filler system uses elastomer materials that provide structural integrity whilst accommodating thermal expansion and contraction. This filler system ensures that the cable maintains its round cross-section under various operating conditions, preventing the formation of air gaps that could lead to partial discharge and eventual insulation failure.
Type A cables incorporate optional pilot cores that consist of CPE (Chlorinated Polyethylene) composite insulated and covered conductors. These pilot cores are designed to carry low-level signals for monitoring and control applications, enabling sophisticated cable monitoring systems that can detect developing faults before they result in power interruptions or safety hazards.
The screening system employs copper wire earth conductors that provide both electrical screening and earth fault protection. This screening system ensures that electromagnetic interference from the power conductors does not affect sensitive control and communication systems, whilst simultaneously providing a low-impedance path for fault currents that enables rapid fault detection and clearing.
The outer sheath utilises heavy-duty PCP (Polychloroprene) materials specifically formulated for underground mining applications. This sheath material provides exceptional resistance to abrasion, chemicals, and environmental conditions whilst maintaining flexibility necessary for installation and operation.
Dimensional Parameters and Specifications
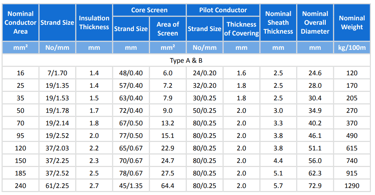
The dimensional characteristics of these cables reflect careful engineering optimisation to balance electrical performance, mechanical durability, and installation practicality. The cable range encompasses conductor areas from 16 mm² to 240 mm², providing flexibility to match specific application requirements whilst maintaining consistent construction principles throughout the range.
For the smallest cable in the range, the 16 mm² conductor configuration, the cable employs a 7/1.70 mm conductor strand configuration, providing a balance between flexibility and current-carrying capacity. The insulation thickness of 1.4 mm provides adequate electrical separation whilst minimising overall cable diameter. The screen configuration uses 48 strands of 0.40 mm copper wire, providing 6.0 mm² of screening conductor area. The overall diameter of 24.6 mm and weight of 120 kg per 100 metres reflect the substantial construction required for underground mining applications.
As conductor sizes increase, the cable construction adapts to maintain optimal electrical and mechanical performance. The 50 mm² configuration employs 19/1.78 mm conductor stranding with 1.7 mm insulation thickness, whilst the screening system uses 72 strands of 0.40 mm wire providing 9.0 mm² of screen area. The overall diameter increases to 34.9 mm with a weight of 270 kg per 100 metres.
The largest cable in the range, the 240 mm² configuration, demonstrates the substantial construction required for high-current applications. The conductor uses 61/2.25 mm stranding to provide the necessary current-carrying capacity whilst maintaining reasonable flexibility. The insulation thickness increases to 2.7 mm to accommodate the higher operating voltages associated with increased current levels. The screening system employs 45 strands of 1.35 mm wire, providing 64.4 mm² of screen area. The overall diameter reaches 72.9 mm with a weight of 1290 kg per 100 metres, reflecting the substantial construction required for these high-capacity applications.
Standards Compliance and Certification
The AS/NZS 1972:2006 standard represents the culmination of decades of experience in underground mining cable applications, incorporating lessons learned from mining operations throughout Australia and New Zealand. This standard establishes comprehensive requirements for fixed high-voltage feeders in underground mines, covering everything from conductor materials to installation practices.
Compliance with AS/NZS 1125 ensures that conductor materials meet the specific requirements for mining applications, including mechanical properties, electrical conductivity, and corrosion resistance. This standard recognition provides assurance that the conductor materials will perform reliably throughout the cable's operational lifetime.
The AS/NZS 3808 standard governs insulation and sheath materials, ensuring that these critical components meet the demanding requirements of underground mining applications. This standard addresses not only electrical properties but also environmental resistance, mechanical durability, and long-term aging characteristics essential for reliable underground service.

Frequently Asked Questions: Addressing Potential Mining Concerns
Why Choose EPR Insulation Over PVC?
The selection of Ethylene Propylene Rubber (EPR) insulation over traditional PVC represents a fundamental engineering decision that significantly impacts cable performance in underground mining applications. EPR insulation offers several critical advantages that make it the preferred choice for demanding mining environments.
Heat resistance represents perhaps the most significant advantage of EPR insulation. Underground mining operations frequently encounter elevated temperatures due to geothermal effects, equipment operation, and limited ventilation. EPR maintains its electrical and mechanical properties at temperatures that would cause PVC insulation to soften and degrade. This thermal stability ensures reliable operation in deep underground mines where temperatures can exceed 40°C.
Abrasion resistance is another crucial factor in underground mining applications. Mining equipment, material handling operations, and general mining activities create environments where cables may be subjected to mechanical stress and abrasion. EPR insulation provides superior resistance to physical damage compared to PVC, reducing the likelihood of insulation failure due to mechanical causes.
Arc resistance represents a critical safety consideration in underground mining operations. Electrical faults can generate significant arc energies that pose serious safety hazards to personnel and equipment. EPR insulation demonstrates superior arc resistance compared to PVC, providing enhanced protection against arc-related failures and improving overall system safety.
Chemical resistance is essential in underground mining environments where cables may be exposed to various chemicals used in mining processes, groundwater with dissolved minerals, and cleaning agents. EPR insulation maintains its properties when exposed to these chemicals, whilst PVC may experience degradation that compromises electrical performance and safety.
How Do Pilot Cores Enhance Safety?
The optional pilot cores available in Type A cables represent a sophisticated approach to cable monitoring and fault prevention that significantly enhances the safety and reliability of underground mining electrical systems. These additional conductors enable implementation of advanced monitoring systems that can detect developing problems before they result in power interruptions or safety hazards.
Early fault detection represents the primary safety benefit of pilot core systems. By continuously monitoring cable condition through the pilot cores, maintenance personnel can identify developing insulation problems, moisture ingress, or other issues that could lead to catastrophic failures. This early warning capability enables proactive maintenance that prevents unexpected power outages and reduces safety risks to underground personnel.
Remote monitoring capabilities provided by pilot cores enable surface-based monitoring of underground cable conditions. This capability is particularly valuable in deep underground operations where direct cable inspection is difficult and potentially hazardous. Remote monitoring systems can track cable condition continuously, alerting operators to developing problems that require attention.
Enhanced maintenance planning becomes possible when pilot core monitoring systems provide detailed information about cable condition throughout the underground network. This information enables maintenance personnel to prioritise activities, schedule repairs during planned outages, and optimise replacement schedules based on actual cable condition rather than arbitrary time-based schedules.
Fault location capabilities provided by pilot core systems enable rapid identification of fault locations when problems do occur. This capability significantly reduces the time required to locate and repair faults, minimising production disruptions and reducing safety risks associated with prolonged power outages.
Can These Cables Handle Mine Water and Chemicals?
The heavy-duty PCP (Polychloroprene) sheath used in AS/NZS 1972:2006 cables is specifically formulated to provide excellent resistance to the harsh chemical environments common in underground mining operations. However, understanding the limits of this chemical resistance and implementing appropriate monitoring procedures is essential for maintaining reliable operation.
The PCP sheath provides excellent resistance to most chemicals commonly encountered in gold mining operations, including the various processing chemicals, cleaning agents, and naturally occurring minerals found in groundwater. This chemical resistance ensures that the cable sheath maintains its protective function even when exposed to the aggressive chemical environments characteristic of underground mining.
However, it's important to recognise that no cable sheath is immune to all chemical exposure, particularly when combined with mechanical stress, elevated temperatures, and prolonged exposure periods. For this reason, implementing regular field integrity checks following chemical exposure represents a critical maintenance practice that ensures continued cable reliability.
Post-exposure inspection procedures should include visual examination of the cable sheath for signs of chemical attack, such as discoloration, softening, or surface degradation. Any signs of chemical damage should be documented and evaluated to determine whether cable replacement or additional protection measures are required.
Water ingress monitoring is particularly important in mining operations where groundwater management represents a constant challenge. Whilst the PCP sheath provides excellent water resistance, prolonged exposure to standing water or high-pressure water exposure can compromise cable integrity. Implementing drainage systems and monitoring water levels around cable installations helps prevent water-related cable problems.
What Are the Maximum Cable Length Limitations?
The maximum practical length for AS/NZS 1972:2006 cables depends on several interrelated factors that must be considered during system design. These limitations are primarily determined by electrical considerations rather than mechanical constraints, as the cables themselves can be manufactured in extended lengths suitable for most mining applications.
Voltage drop represents the primary limitation for cable length in most applications. As current flows through the cable conductor, the conductor resistance causes a voltage drop that reduces the voltage available at the load end of the cable. Australian electrical standards specify maximum allowable voltage drops for different types of electrical installations, and these limits effectively determine maximum cable lengths for given load conditions.
Load current directly impacts maximum cable length, as higher currents result in greater voltage drops for any given cable length. System designers must carefully balance cable conductor size against cable length to ensure that voltage drop limits are not exceeded whilst maintaining economic viability of the installation.
Conductor size selection becomes crucial for longer cable runs, as larger conductors provide lower resistance and enable longer cable lengths for given voltage drop limits. However, larger conductors also result in heavier, more expensive cables that may present installation challenges in underground mining environments.
Insulation coordination must also be considered for longer cable runs, as the distributed capacitance of longer cables can affect system performance and protection coordination. These effects are generally minor for the cable lengths typical in mining applications but should be evaluated for unusually long cable runs.
How Should These Cables Be Protected from Mechanical Damage?
The protection of AS/NZS 1972:2006 cables from mechanical damage represents a critical aspect of underground mining electrical installations. Whilst these cables are designed with heavy-duty construction specifically for mining applications, implementing appropriate installation practices and protection measures is essential for ensuring reliable long-term operation.
Installation methodology plays a crucial role in mechanical protection. Cables should be routed to minimise exposure to mining equipment and material handling operations whenever possible. This often requires careful coordination with mining operations to identify protected routing paths that do not interfere with current or planned mining activities.
Proper anchoring and support systems are essential for preventing mechanical stress on installed cables. Underground mining environments are subject to ground movement, blasting vibrations, and other mechanical disturbances that can impose significant stress on electrical installations. Implementing appropriate support systems that accommodate these movements whilst protecting the cables is crucial for reliable operation.
Bend radius requirements specified in AS/NZS 1972:2006 must be carefully observed during installation to prevent damage to the cable construction. Excessive bending during installation can damage the conductor strands, compromise the insulation system, or create stress concentrations that lead to premature failure.
Physical protection systems may be required in areas where cables cannot be routed away from potential mechanical damage. This might include protective conduits, barriers, or other physical protection measures that prevent damage from mining equipment or falling materials.
What Are the Fire and Explosion Risk Considerations?
Understanding the fire and explosion risk characteristics of AS/NZS 1972:2006 cables is essential for safe underground mining operations. These cables are designed as non-reeling, fixed installation cables and are not classified as intrinsically safe equipment. This classification has important implications for their use in underground mining environments.
The cables themselves are not intrinsically safe, meaning they are capable of generating sufficient electrical energy to ignite flammable atmospheres under fault conditions. This characteristic requires careful consideration of their installation and use in underground mining environments where flammable gases or dust may be present.
Explosion-proof fittings and enclosures are required when these cables are used in areas classified as having potential explosive atmospheres. The AS/NZS 60079 series of standards provides comprehensive guidance on the selection and installation of electrical equipment in potentially explosive atmospheres, including specific requirements for cable installations.
Gas detection and monitoring systems should be implemented in areas where flammable gases may be present, providing early warning of dangerous conditions that could interact with electrical installations. These systems enable proactive safety measures that prevent dangerous conditions from developing.
Additional protection measures may be required in specific mining operations where dust or gas hazards are present. This might include special ventilation requirements, gas monitoring systems, or restrictions on electrical installations in certain areas of the mine.
How Should These Cables Be Maintained?
Developing and implementing a comprehensive maintenance program for AS/NZS 1972:2006 cables is essential for ensuring reliable operation and maximising cable service life. The demanding conditions of underground mining operations make regular maintenance particularly important for preventing unexpected failures and maintaining safe operating conditions.
Regular visual inspections represent the foundation of any cable maintenance program. These inspections should examine the cable sheath for signs of physical damage, chemical attack, or environmental degradation. Any signs of damage should be documented and evaluated to determine whether immediate action is required or whether the condition can be monitored for further development.
Pilot core monitoring systems, where installed on Type A cables, provide valuable information about cable condition that can guide maintenance decisions. These systems can detect developing insulation problems, moisture ingress, or other issues that may not be apparent during visual inspection. Regular analysis of pilot core monitoring data enables proactive maintenance that prevents unexpected failures.
Insulation resistance testing should be performed on a regular schedule to verify that the cable insulation system maintains adequate electrical integrity. This testing can detect developing insulation problems before they result in failures, enabling planned maintenance rather than emergency repairs.
Sheath integrity checks are particularly important in underground mining environments where the cable sheath represents the primary protection against environmental hazards. These checks should verify that the sheath maintains its protective function and identify any areas where additional protection or repair may be required.
Documentation of maintenance activities, inspection results, and cable condition provides valuable information for optimising maintenance schedules and planning future cable replacements. This documentation also provides important information for investigating any cable failures that may occur.
Conclusion
The AS/NZS 1972:2006 Type A and Type B 1.1/1.1 kV cables represent a sophisticated engineering solution to the unique challenges of underground gold mining electrical power distribution. These cables serve as the electrical backbone of Australia's most important gold mining operations, from the massive scale of Boddington and the iconic Kalgoorlie Super Pit to the extreme depths of Gwalia and the remote locations of Tanami.
The technical sophistication of these cables, incorporating advanced materials like EPR insulation and heavy-duty PCP sheathing, reflects decades of experience in underground mining applications. The optional pilot cores available in Type A cables demonstrate the industry's commitment to enhanced safety and reliability through advanced monitoring and fault detection capabilities.
Understanding these cables requires appreciating not only their technical specifications but also their critical role in maintaining safe, reliable mining operations. The electrical infrastructure they provide enables the sophisticated equipment, safety systems, and operational capabilities that make modern underground gold mining both productive and safe.
As Australia continues to develop its gold mining capabilities, with new depths being explored and new technologies being implemented, the importance of reliable electrical infrastructure will only continue to grow. The AS/NZS 1972:2006 cables provide the foundation for this infrastructure, ensuring that Australia's gold mining industry can continue to operate safely and efficiently whilst maintaining its position as a global leader in gold production.
The careful engineering, rigorous testing, and comprehensive standards that govern these cables reflect the mining industry's commitment to safety, reliability, and environmental responsibility. As mining operations continue to evolve and expand, these cables will continue to provide the reliable electrical infrastructure essential for Australia's continued success in gold mining operations throughout the continent.
