
Powering Australia's Copper Industry: The Critical Role of AS/NZS 1802 Type 240.1 Mining Cable
Discover how AS/NZS 1802 Type 240.1 mining cable ensures reliable power delivery in Australia's major copper mines including Olympic Dam, Cadia, and Mount Isa. Learn about electrical parameters, applications, and mining cable specifications.
7/9/202521 min read
Powering Australia's Copper Industry: The Critical Role of AS/NZS 1802 Type 240.1 Mining Cable
Introduction
Deep beneath Australia's rugged terrain, where the earth yields its precious copper treasures, a critical component ensures the continuous operation of massive mining equipment: the AS/NZS 1802 Type 240.1 mining cable. This specialised electrical cable serves as the lifeline that powers everything from crushing machinery to ventilation systems in some of the world's most challenging underground environments.
The AS/NZS 1802 Type 240.1 cable represents more than just a power delivery system; it's a carefully engineered solution designed to withstand the harsh realities of underground copper mining. These cables must endure extreme temperatures, resist water ingress, survive mechanical stress from trailing equipment, and maintain electrical integrity in environments where failure isn't just costly—it can be dangerous.
Understanding the importance of reliable power infrastructure becomes clearer when we consider that Australia's copper mining industry operates in some of the most demanding conditions imaginable. Underground mines present unique challenges: confined spaces, potential flooding, abrasive rock dust, extreme temperature variations, and the constant movement of heavy machinery. The AS/NZS 1802 Type 240.1 cable standard addresses these challenges head-on, providing specifications that ensure safe, reliable power delivery in these critical applications.
This comprehensive exploration focuses on how these cables serve Australia's major copper mining operations, examining their technical specifications, practical applications, and the real-world challenges they're designed to overcome. From the massive Olympic Dam operation in South Australia to the complex Mount Isa facility in Queensland, these cables form the electrical backbone of Australia's copper industry.
Overview of Australian Copper Mines
Australia stands as a global copper powerhouse, holding the world's second-largest copper reserves and ranking as the eighth-largest producer globally. This position reflects not just the country's geological fortune, but also its mining industry's technical expertise and infrastructure development. The copper mining sector contributes significantly to Australia's economy, generating billions in export revenue and supporting thousands of jobs across regional communities.
The landscape of Australian copper mining is dominated by several world-class operations, each presenting unique challenges that demand robust electrical infrastructure. These mines operate in diverse geological conditions, from the polymetallic deposits of South Australia to the mineral-rich formations of Queensland and New South Wales.
Olympic Dam in South Australia represents one of the world's largest underground mining operations, owned and operated by BHP. This remarkable facility extracts copper alongside uranium, gold, and silver from a single ore body located approximately 550 kilometres north of Adelaide. The underground operation extends over 12 square kilometres and reaches depths exceeding 350 metres below surface. The sheer scale of Olympic Dam demands electrical infrastructure that can reliably power crushing equipment, conveyors, ventilation systems, and pumping stations across vast underground networks. The mine's polymetallic nature requires processing facilities that operate continuously, making electrical reliability absolutely critical.
Cadia Valley Operations in New South Wales operates as both an underground and open-cut mining complex, currently managed by Newmont following the acquisition of Newcrest. This operation produces approximately 85,000 tonnes of copper annually, making it one of Australia's most significant copper producers. The underground component, known as Cadia East, utilises block cave mining methods that require sophisticated electrical systems to power the massive equipment needed for ore extraction and transport. The combination of underground and surface operations creates complex power distribution challenges that AS/NZS 1802 Type 240.1 cables are specifically designed to address.
Mount Isa Mines in Queensland represents one of Australia's most integrated mining and processing operations, operated by Glencore. This expansive complex includes underground copper mining, lead and zinc extraction, and an integrated smelter facility. The underground copper operations at Mount Isa extend to significant depths and require electrical infrastructure capable of supporting heavy machinery in confined spaces. The integration with smelting operations adds another layer of complexity, as the electrical systems must support both extraction and processing activities.
Carrapateena Mine in South Australia showcases modern underground mining technology, operated by BHP in the state's emerging copper province. This relatively new operation utilises sub-level caving methods that demand precise electrical control systems and robust power delivery infrastructure. The mine's location in South Australia's copper triangle, alongside Olympic Dam and other operations, demonstrates the region's importance to Australia's copper industry.
Prominent Hill Mine in South Australia operates as both an open-pit and underground mining operation, also owned by BHP. The transition from open-pit to underground mining presents unique electrical challenges, as power systems must adapt to changing operational requirements. The underground component requires trailing cables that can withstand the mechanical stresses of moving equipment while maintaining electrical integrity.
Beyond these major operations, Australia's copper mining landscape includes notable sites such as Ernest Henry in Queensland and Boddington in Western Australia. Each location presents distinct geological and operational challenges that influence electrical infrastructure requirements. The diversity of these operations underscores the importance of standardised cable specifications that can adapt to various mining environments while maintaining consistent safety and performance standards.
Application Scenarios Underground
The underground environment of copper mines presents some of the most demanding conditions for electrical equipment found anywhere in industrial applications. Understanding how AS/NZS 1802 Type 240.1 cables function in these environments requires examining the specific roles they play and the challenges they must overcome.
Feeder cable applications represent one of the primary uses for Type 240.1 cables in underground mining operations. These cables establish the critical connection between surface-mounted transformers and underground gate-end boxes, which serve as distribution points for mining equipment. The feeder cable must carry substantial electrical loads over considerable distances, often traversing complex underground pathways that include vertical shafts, horizontal tunnels, and inclined declines. The reliability of feeder cables directly impacts the entire underground operation, as failure can result in widespread power outages affecting multiple pieces of equipment simultaneously.
Trailing cable applications present even more demanding challenges, as these cables must follow moving equipment throughout the mine. Continuous miners, shuttle cars, and mobile pumping stations all require trailing cables that can withstand the mechanical stresses of constant movement while maintaining electrical integrity. The cables must flex repeatedly without developing insulation failures, resist abrasion from contact with rough surfaces, and maintain their electrical properties despite being subjected to pulling forces, compression, and twisting.
The underground environment itself creates numerous challenges that cable design must address. Moisture and water ingress represent constant threats, as underground mines naturally encounter groundwater, and mining operations often involve water-based dust suppression systems. The cables must resist water penetration while maintaining their electrical insulation properties even in high-humidity conditions. This moisture resistance becomes particularly critical in areas where flooding might occur, requiring cables that can withstand temporary submersion without compromising safety or performance.
Temperature extremes present another significant challenge, as underground mines can experience wide temperature variations. Deep underground areas might maintain relatively stable temperatures, but equipment operation, particularly in confined spaces, can create significant heat buildup. The cables must maintain their electrical and mechanical properties across temperature ranges from -25°C to +90°C under normal operating conditions, with emergency ratings extending to +130°C and short-circuit survival capabilities up to +250°C.
Chemical exposure adds another layer of complexity to underground cable applications. Mining operations involve various chemicals for ore processing, dust suppression, and equipment maintenance. The cable sheathing must resist degradation from exposure to oils, hydraulic fluids, and other chemicals commonly found in mining environments. This chemical resistance ensures long-term reliability and reduces maintenance requirements.
Fire safety considerations become paramount in underground mining applications, where escape routes are limited and ventilation systems are critical. AS/NZS 1802 Type 240.1 cables incorporate fire-resistant materials and designs that minimise flame propagation and toxic gas generation in the event of a fire. These safety features protect both equipment and personnel while maintaining emergency power systems during evacuation procedures.
The mechanical robustness required for underground mining applications cannot be overstated. Beyond the obvious requirements for abrasion resistance and flexibility, cables must withstand the unique stresses of underground operations. This includes resistance to crushing forces when equipment passes over cables, tolerance for sharp bends around mine infrastructure, and the ability to maintain electrical integrity despite repeated mechanical stress cycles.
Standards compliance ensures that all these challenging requirements are met consistently across different mining operations. The AS/NZS 1802:2003 standard, along with related specifications including AS/NZS 1125, 3808, and 5000.1, provides comprehensive guidelines for cable design, testing, and installation. This standardisation ensures that cables used in one mining operation will perform reliably when deployed in different facilities, supporting the industry's need for interchangeable, reliable electrical infrastructure.
Electrical and Mechanical Parameters
The technical specifications of AS/NZS 1802 Type 240.1 cables reflect the demanding requirements of underground mining applications. These parameters represent careful engineering balances between electrical performance, mechanical durability, and safety considerations that are essential for reliable operation in harsh mining environments.
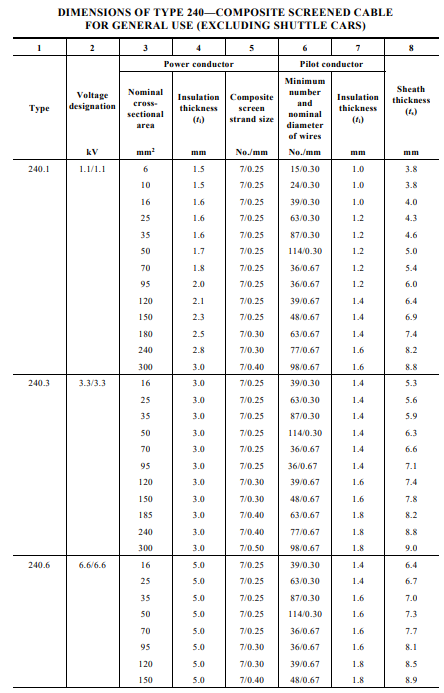
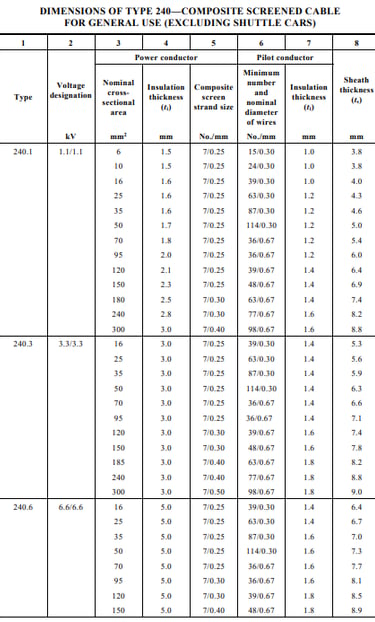
Voltage ratings form the foundation of cable electrical specifications, with Type 240.1 cables typically rated for 1.1/1.1 kV applications. This voltage level suits the majority of underground mining equipment, including continuous miners, conveyors, pumps, and ventilation systems. The dual voltage notation (1.1/1.1 kV) indicates both the line-to-line and line-to-earth voltage capabilities, ensuring safe operation in standard mining electrical systems. For applications requiring higher voltages, the AS/NZS 1802 standard includes variants such as Type 240.3 (3.3/3.3 kV), Type 240.6 (6.6/6.6 kV), and Type 240.11 (11/11 kV), providing flexibility for different operational requirements.
Conductor sizing options range from 6 mm² to 300 mm², accommodating the diverse power requirements found in mining operations. Smaller conductor sizes serve control circuits and low-power applications, while larger sizes handle the substantial currents required by heavy mining equipment. The availability of multiple conductor sizes allows engineers to select the most appropriate cable for specific applications, optimising both electrical performance and installation costs. The conductors utilise stranded copper construction, providing the flexibility necessary for trailing applications while maintaining excellent electrical conductivity.
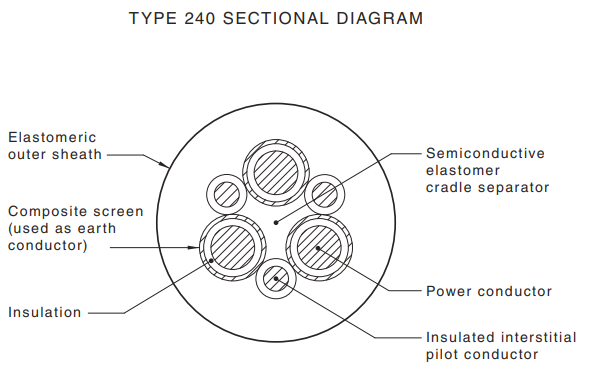
Insulation systems represent critical safety and performance components, utilising ethylene-propylene (EP) rubber insulation with thickness ranging from 1.5 mm to 3.0 mm depending on conductor size and voltage rating. This insulation system provides excellent electrical properties while maintaining flexibility across the wide temperature range encountered in mining operations. The EP rubber formulation resists moisture absorption, chemical attack, and mechanical damage, ensuring long-term reliability in challenging environments.
Composite screening distinguishes mining cables from standard industrial cables, incorporating both copper braiding and polyester components to provide comprehensive electrical protection. The copper braid ensures low-resistance earthing paths essential for safety in underground operations, while the polyester component adds mechanical strength and flexibility. This composite design enables the cable to maintain electrical integrity even when subjected to the mechanical stresses of trailing applications.
Thermal performance characteristics address the wide temperature variations encountered in mining operations. Normal operating temperatures range from -25°C to +90°C, accommodating both the natural underground environment and the heat generated by equipment operation. Emergency ratings extend to +130°C, allowing temporary operation under fault conditions while maintaining safety margins. Short-circuit survival capabilities reach +250°C for five seconds, ensuring the cable can withstand fault conditions long enough for protective systems to operate.
Mechanical properties reflect the demanding physical environment of underground mining. The cables must demonstrate high tensile strength to withstand pulling forces during installation and operation, excellent abrasion resistance for trailing applications, and superior flexibility to accommodate the routing requirements of underground installations. The outer sheath utilises polychloroprene (PCP) compounds that provide outstanding resistance to oils, chemicals, and environmental factors while maintaining flexibility across the operating temperature range.
Pilot conductor specifications address the control and monitoring requirements of modern mining equipment. Type 240.1 cables typically include three pilot conductors constructed with 7/0.25 mm stranded copper, providing reliable signal transmission for equipment control, monitoring, and protection systems. These pilot conductors maintain electrical isolation from the main power conductors while sharing the same protective sheathing system, ensuring coordinated performance across all cable functions.
Environmental resistance encompasses the cable's ability to withstand the various challenges of underground mining environments. This includes resistance to water ingress, chemical exposure, ultraviolet radiation (in areas with artificial lighting), and biological factors such as rodent damage. The comprehensive environmental resistance ensures reliable operation throughout the cable's intended service life, reducing maintenance requirements and operational disruptions.
Fire performance characteristics ensure safety in underground environments where evacuation options are limited. The cables incorporate flame-retardant materials and designs that minimise fire propagation while reducing toxic gas generation. These fire performance characteristics comply with relevant Australian standards and contribute to overall mine safety systems.
Composite Screen Cable Dimensions
The dimensional specifications of AS/NZS 1802 Type 240.1 cables reflect the complex engineering requirements of underground mining applications. These carefully calculated dimensions ensure optimal electrical performance, mechanical durability, and installation practicality while maintaining the flexibility necessary for trailing applications.
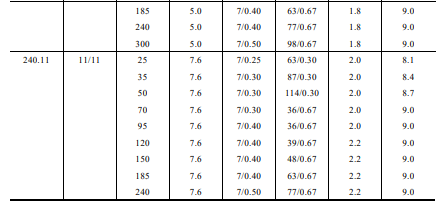
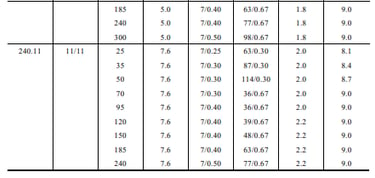
Conductor construction utilises stranded copper design with specific strand configurations optimised for mining applications. The stranding provides flexibility while maintaining excellent electrical conductivity, essential for equipment that must move throughout the mine. For example, a 35 mm² conductor utilises 87 strands of 0.30 mm diameter copper wire, providing the optimal balance between flexibility and current-carrying capacity. Larger conductors, such as 240 mm², employ 77 strands of 0.67 mm diameter wire, maintaining flexibility while accommodating higher current requirements.
Insulation thickness varies systematically with conductor size and voltage rating, ensuring adequate electrical isolation while minimising overall cable diameter. Type 240.1 cables feature insulation thickness ranging from 1.5 mm for smaller conductors to 3.0 mm for the largest sizes. This graduated approach optimises electrical performance while maintaining practical cable dimensions for installation in confined underground spaces.
Pilot conductor specifications maintain consistency across all cable sizes, utilising 7/0.25 mm construction for most applications. This standardisation simplifies installation and maintenance while ensuring reliable signal transmission for control and monitoring systems. The pilot conductors receive the same insulation thickness as their corresponding power conductors, ensuring coordinated electrical performance.
Composite screen construction incorporates both copper braiding and polyester components in carefully specified configurations. The copper component provides low-resistance earthing paths essential for safety, while the polyester component contributes mechanical strength and flexibility. Screen strand sizes vary with cable size, ranging from 15/0.30 mm for smaller cables to 98/0.67 mm for larger sizes, ensuring appropriate electrical and mechanical performance across the full range of cable specifications.
Sheath thickness represents the final protective layer, with dimensions ranging from 1.0 mm for smaller cables to 3.0 mm for larger sizes. The sheath thickness provides mechanical protection against abrasion, chemical attack, and environmental factors while maintaining the flexibility necessary for trailing applications. The polychloroprene (PCP) sheath material offers excellent resistance to oils, chemicals, and environmental factors commonly encountered in mining operations.
Overall cable dimensions result from the cumulative effect of all cable components, with diameters ranging from approximately 30 mm for smaller cables to 95 mm for the largest sizes. These dimensions reflect careful optimisation between electrical performance, mechanical durability, and installation practicality. The relatively compact dimensions facilitate installation in confined underground spaces while maintaining the robust construction necessary for mining applications.
Weight considerations become important for trailing applications, as cables must be manageable for installation and maintenance while providing necessary durability. The composite construction optimises weight distribution, with the copper components providing electrical performance and the polymer components contributing mechanical properties without excessive weight penalties.
Bend radius specifications ensure that cables can navigate the complex routing requirements of underground installations without damage. The flexible construction allows for relatively tight bend radii while maintaining electrical integrity, essential for installations in confined spaces with multiple direction changes.
Dimensional tolerances maintain manufacturing consistency while accommodating the practical requirements of cable production. These tolerances ensure that cables from different manufacturers will perform consistently when installed in the same mining operation, supporting the industry's need for interchangeable components.
Typical Underground Use-Cases in Australian Copper Mines
The practical application of AS/NZS 1802 Type 240.1 cables across Australia's major copper mining operations demonstrates their versatility and reliability in diverse underground environments. Each mining operation presents unique challenges that showcase different aspects of cable performance and application requirements.
Olympic Dam and Carrapateena Operations in South Australia exemplify the demanding requirements of deep underground mining. At Olympic Dam, the massive scale of the underground operation requires power distribution across 12 square kilometres of underground workings. Type 240.1 cables serve as feeder cables connecting surface transformers to underground distribution points, then continue as trailing cables powering crushers, conveyors, and ventilation systems throughout the extensive tunnel network. The polymetallic nature of the ore requires continuous processing, making electrical reliability absolutely critical. Any cable failure can disrupt not only copper production but also the extraction of uranium, gold, and silver, multiplying the economic impact of electrical system failures.
The close-lattice tunnel configuration at Olympic Dam creates unique cable routing challenges. Cables must navigate complex three-dimensional pathways while maintaining adequate clearance from mobile equipment and providing access for maintenance. The Type 240.1 cables' composite screening provides essential earthing continuity throughout these complex installations, ensuring personnel safety in the confined underground environment.
At Carrapateena, the sub-level caving mining method creates different challenges for electrical infrastructure. The progressive collapse of ore creates a dynamic underground environment where cable installations must accommodate changing conditions. Type 240.1 cables provide the mechanical robustness necessary to withstand the ground movement associated with caving operations while maintaining electrical integrity for critical equipment.
Mount Isa Operations in Queensland showcase the cables' performance in one of Australia's most integrated mining complexes. The underground copper operations at Mount Isa require electrical infrastructure that can support both extraction and initial processing activities. Type 240.1 cables connect moving machinery including continuous miners, shuttle cars, and mobile processing equipment. The integrated nature of the operation, with its combination of mining and smelting facilities, requires electrical systems that can adapt to varying operational requirements while maintaining consistent performance.
The mechanical demands at Mount Isa are particularly severe, with cables subjected to constant movement as equipment navigates the underground workings. The trailing cable applications require exceptional flexibility and abrasion resistance, as cables must withstand contact with rough rock surfaces, exposure to ore dust, and the mechanical stresses of equipment movement. The robust construction of Type 240.1 cables ensures reliable performance despite these challenging conditions.
Cadia and Prominent Hill Operations demonstrate the cables' adaptability to different mining methods and geological conditions. At Cadia, the combination of underground block cave mining and surface open-cut operations creates complex power distribution requirements. Underground cables must connect equipment operating at various levels within the block cave system, requiring routing through vertical shafts, horizontal drives, and inclined declines. The Type 240.1 cables provide the flexibility necessary for these complex installations while maintaining electrical integrity across the various installation configurations.
The transition from open-cut to underground mining at Prominent Hill illustrates the cables' versatility in adapting to changing operational requirements. As the mine progresses from surface to underground extraction, the electrical infrastructure must evolve to support different equipment types and operational methods. Type 240.1 cables provide the consistency and reliability necessary for this transition, ensuring continuous power supply throughout the operational evolution.
Ventilation system applications across all these operations highlight the critical safety role of reliable electrical infrastructure. Underground mines depend on continuous ventilation for personnel safety and equipment operation. Type 240.1 cables power the massive ventilation fans that maintain air quality and temperature control throughout underground workings. The fire-resistant properties of these cables become particularly important in ventilation applications, as any fire involving electrical equipment could compromise the entire mine's air quality and safety systems.
Pumping system applications demonstrate the cables' performance in wet underground environments. All underground mines encounter groundwater, and many use water-based dust suppression systems. Type 240.1 cables power pumping systems that manage water throughout the mine, from dewatering operations to process water circulation. The cables' resistance to moisture ingress ensures reliable operation even in high-humidity environments or areas prone to flooding.
Material handling applications showcase the cables' mechanical durability in high-stress environments. Underground mines rely on extensive conveyor systems, crushing equipment, and material handling machinery. Type 240.1 cables provide power to these systems while withstanding the vibration, dust, and mechanical stresses associated with heavy material handling operations. The cables' composite screening provides essential earthing for equipment safety while maintaining signal integrity for control systems.
FAQs — Common Underground Mining Cable Questions
Q1: Why do AS/NZS 1802 Type 240.1 cables include three pilot cores, and how do they enhance mining operations?
The inclusion of three pilot cores in Type 240.1 cables serves multiple critical functions in modern mining operations. These pilot conductors enable remote control and monitoring of mining equipment over extended cable runs while maintaining low electrical resistance for reliable signal transmission. In underground mining environments, operators often need to control equipment from safe distances, particularly during hazardous operations or in areas with limited access. The pilot cores carry control signals, monitoring data, and protection system information between equipment and control centres.
The three-core configuration provides redundancy and versatility for different control requirements. One core might handle start/stop commands, another could carry monitoring signals such as temperature or vibration data, and the third might serve emergency shutdown functions. This multi-core approach ensures that critical safety and operational functions remain available even if one pilot conductor experiences problems. The low resistance characteristics of the 7/0.25 mm stranded construction maintain signal integrity over the long cable runs common in mining operations, preventing signal degradation that could compromise equipment control or safety systems.
Q2: How does the composite copper braid screen ensure low-resistance earthing, and why is this critical for mining safety?
The composite copper braid screen serves as the primary earthing conductor for mining electrical systems, providing a continuous low-resistance path for fault currents and ensuring personnel safety in underground environments. The braid construction uses tinned copper strands woven with polyester fibres, creating a flexible yet robust earthing system that maintains electrical continuity even when subjected to the mechanical stresses of trailing applications.
Low-resistance earthing is absolutely critical in mining operations because it ensures that electrical faults are quickly detected and cleared by protection systems. In underground environments, where escape routes are limited and environmental conditions can be hazardous, rapid fault clearance prevents dangerous voltage levels from persisting on equipment frames or structures. The composite design also provides electromagnetic shielding for the pilot conductors, preventing interference that could compromise control or monitoring systems.
The continuous earthing path created by the braid screen ensures that all connected equipment maintains the same electrical potential, preventing dangerous voltage differences that could create shock hazards for personnel. This is particularly important in wet underground environments where reduced electrical resistance increases the risk of electrical accidents.
Q3: Can Type 240.1 cables handle flooding conditions, and what precautions are necessary for wet environments?
Type 240.1 cables incorporate polychloroprene (PCP) outer sheathing specifically designed to resist water ingress under normal operating conditions. The sheath material provides excellent moisture resistance and maintains its protective properties even when exposed to high humidity or occasional water contact. However, like all electrical cables, Type 240.1 cables require proper installation practices to ensure long-term reliability in wet environments.
The most critical consideration for wet environments involves cable joints and terminations, which must be properly sealed to prevent water ingress. Even the most water-resistant cable will fail if water enters through poorly sealed connections. Mining operations typically use specialised joint compounds, heat-shrink sleeves, and environmental sealing techniques to protect these vulnerable points.
During flooding conditions, cables may experience temporary submersion, which requires careful post-flood inspection and testing. While the PCP sheath provides significant water resistance, prolonged submersion can eventually lead to moisture penetration, particularly at joints or areas where the sheath has been damaged. Mining operations should implement regular testing procedures to verify insulation integrity after exposure to flooding conditions.
Q4: What happens during short-circuit conditions, and how do the cables survive extreme temperatures?
AS/NZS 1802 Type 240.1 cables are designed to survive short-circuit conditions with conductor temperatures reaching +250°C for up to five seconds. This capability ensures that the cable maintains its structural integrity long enough for protective systems to detect and clear the fault, preventing catastrophic failure that could endanger personnel or equipment.
The short-circuit survival capability results from careful selection of insulation and sheathing materials that can withstand extreme temperatures without mechanical failure or toxic gas generation. The ethylene-propylene (EP) rubber insulation maintains its structural properties at high temperatures, while the PCP sheath provides containment and protection during fault conditions.
During short-circuit events, the rapid temperature rise occurs primarily in the conductor, with the insulation and sheath experiencing more gradual temperature increases. The cable's thermal mass and the relatively short duration of most short-circuit events prevent the outer layers from reaching dangerous temperatures. However, cables that have experienced short-circuit conditions require thorough inspection and testing before returning to service, as the extreme thermal stress can compromise long-term reliability.
Q5: How do engineers balance flexibility requirements with durability needs in trailing applications?
The balance between flexibility and durability in Type 240.1 cables represents a sophisticated engineering compromise that addresses the competing demands of trailing applications. Flexibility is achieved through stranded conductor construction, carefully selected insulation materials, and sheath compounds that maintain pliability across the operating temperature range. The stranded conductors use multiple small wires rather than solid conductors, allowing the cable to flex repeatedly without conductor fatigue.
Durability is ensured through robust sheath materials, composite screening systems, and careful attention to mechanical stress distribution throughout the cable structure. The PCP sheath provides excellent abrasion resistance while maintaining flexibility, and the composite screen distributes mechanical loads to prevent stress concentration that could lead to failure.
The engineering balance also considers the cable's weight distribution, as trailing applications require cables that are manageable for installation and maintenance while providing necessary protection. The copper components provide electrical performance, while polymer components contribute mechanical properties without excessive weight penalties. This optimised construction ensures that cables can withstand the mechanical stresses of trailing applications while remaining practical for installation and maintenance in confined underground spaces.
Q6: What inspection and testing procedures help detect potential cable failures before they occur?
Preventive maintenance for Type 240.1 cables involves comprehensive visual inspections, electrical testing, and mechanical assessments designed to identify potential problems before they result in failures. Visual inspections focus on the cable sheath, looking for signs of abrasion, cuts, chemical damage, or mechanical stress that could compromise cable integrity. Particular attention is paid to areas where cables pass through structures, around corners, or in contact with equipment.
Electrical testing includes insulation resistance measurements, continuity testing of conductors and screening systems, and high-voltage testing to verify insulation integrity. These tests can detect deterioration in insulation properties before they result in failures, allowing for planned maintenance rather than emergency repairs. The pilot conductors require separate testing to ensure continued reliability of control and monitoring systems.
Mechanical assessments evaluate the cable's physical condition, including flexibility, bend radius capabilities, and resistance to pulling forces. Cables that show signs of stiffening, cracking, or mechanical damage require immediate attention to prevent failures during operation. Regular testing schedules should be established based on operating conditions, with more frequent testing in harsh environments or high-stress applications.
Q7: How do engineers ensure compatibility between Type 240.1 cables and existing reeling systems?
Compatibility between Type 240.1 cables and reeling systems requires careful consideration of mechanical properties, dimensional specifications, and installation requirements. The cables must possess sufficient mechanical strength to withstand the forces associated with reeling operations while maintaining electrical integrity throughout the winding and unwinding cycles.
Cable dimensional specifications must match reel capacity and winding characteristics, ensuring proper fit without excessive stress or compression. Larger cable sizes require reels with greater capacity and more robust construction to handle the increased weight and mechanical loads. The cables' bend radius specifications must be compatible with reel dimensions to prevent damage during winding operations.
Installation considerations include proper cable routing, adequate support systems, and protection against mechanical damage during reeling operations. The composite screening system must maintain continuity throughout the reeling process, ensuring continuous earthing and electromagnetic shielding. Regular inspection of both cables and reeling systems helps identify wear patterns or mechanical problems that could compromise performance.
Modern reeling systems often incorporate monitoring capabilities that can detect cable problems during operation, providing early warning of potential failures. These systems monitor electrical parameters, mechanical loads, and environmental conditions to ensure optimal cable performance throughout the reeling cycle.
Conclusion
The AS/NZS 1802 Type 240.1 mining cable represents far more than a simple electrical component; it embodies the sophisticated engineering solutions required to power Australia's vital copper mining industry safely and reliably. Throughout this comprehensive examination, we have explored how these cables serve as the electrical lifeline connecting surface power systems to the complex underground machinery that extracts copper from some of the world's most challenging mining environments.
The cable's design philosophy reflects deep understanding of underground mining realities. Every specification, from the composite copper braid screening to the polychloroprene sheathing, addresses specific challenges encountered in mines like Olympic Dam, Cadia, Mount Isa, Carrapateena, and Prominent Hill. The careful balance between electrical performance, mechanical durability, and safety considerations ensures that these cables can withstand the extreme conditions of underground mining while maintaining the reliability that modern mining operations demand.
The technical specifications we have examined demonstrate how engineering excellence translates into practical solutions. The voltage ratings, conductor sizing options, insulation systems, and thermal performance characteristics all work together to create a cable system that can adapt to diverse mining applications while maintaining consistent performance standards. The dimensional specifications reflect optimisation for both electrical performance and installation practicality, ensuring that cables can be deployed effectively in the confined spaces of underground mining operations.
The application scenarios explored throughout Australia's major copper mines illustrate the versatility and reliability of Type 240.1 cables in real-world conditions. From powering massive crushing equipment in the extensive underground networks of Olympic Dam to supporting the mobile machinery at Mount Isa, these cables demonstrate their ability to meet the diverse electrical demands of modern mining operations. The cables' performance in trailing applications, where they must follow moving equipment while maintaining electrical integrity, showcases the sophisticated engineering that makes reliable underground mining possible.
The safety implications of reliable electrical infrastructure in underground mining cannot be overstated. The composite screening systems that provide low-resistance earthing, the fire-resistant materials that minimise hazards during emergency conditions, and the robust construction that prevents electrical failures all contribute to the safety of mining personnel working in inherently dangerous environments. These safety features represent not just technical achievements but moral imperatives that protect the people who extract the resources our society depends upon.
The frequently asked questions we have addressed reveal the depth of engineering consideration required for successful mining cable applications. From the importance of pilot conductors for remote control and monitoring to the challenges of maintaining electrical integrity in wet environments, these practical concerns highlight the difference between theoretical cable design and real-world mining applications. The solutions developed for these challenges demonstrate the mining industry's commitment to continuous improvement and safety enhancement.
Looking toward the future, the principles embodied in AS/NZS 1802 Type 240.1 cables will continue to guide the development of electrical infrastructure for Australia's mining industry. As mining operations become deeper, more mechanised, and more technologically sophisticated, the demand for reliable electrical systems will only increase. The standardised approach represented by the AS/NZS 1802 specification ensures that future developments will build upon proven foundations while incorporating new technologies and materials as they become available.
The maintenance and inspection practices essential for cable reliability underscore the importance of ongoing attention to electrical infrastructure. Regular testing, proper installation techniques, and preventive maintenance programs ensure that cables continue to perform reliably throughout their service lives. These practices represent investments in operational continuity that pay dividends through reduced downtime, improved safety, and extended equipment life.
The economic importance of reliable electrical infrastructure extends beyond individual mining operations to encompass Australia's position in global copper markets. The consistent performance of Type 240.1 cables contributes to the operational efficiency that makes Australian copper mining competitive internationally. This competitiveness supports employment in regional communities, generates export revenue, and maintains Australia's position as a reliable supplier of copper to global markets.
The environmental considerations of mining operations also benefit from reliable electrical infrastructure. Efficient power distribution reduces energy waste, while reliable equipment operation minimises the environmental disruption associated with equipment failures and emergency repairs. The long service life of properly specified and maintained cables reduces the environmental impact of manufacturing and disposal activities.
In conclusion, AS/NZS 1802 Type 240.1 mining cables represent a critical enabling technology for Australia's copper mining industry. Their sophisticated design, proven reliability, and comprehensive safety features ensure that mining operations can continue to extract copper safely and efficiently from underground environments. The cables' custom fit for the specific needs of major Australian mines, combined with their compliance with rigorous standards, provides the foundation for continued success in one of Australia's most important industrial sectors. As the mining industry continues to evolve, these cables will remain essential components of the electrical infrastructure that powers Australia's copper production and supports the nation's economic prosperity.
