
Powering Australia's Gold Rush: A Deep Dive into AS/NZS 2802 Type 441 (Class 1) Mining Cables
Comprehensive guide to AS/NZS 2802 Type 441 Class 1 mining cables for Australian gold mines, covering technical specifications, applications, and electrical parameters for 3.3-22kV operations.
7/7/202518 min read
Powering Australia's Gold Rush: A Deep Dive into AS/NZS 2802 Type 441 (Class 1) Mining Cables
Introduction: The Golden Thread of Australian Mining
Australia's gold mining industry represents one of the world's most significant precious metal extraction operations, with the country consistently ranking among the top three global gold producers. Behind every successful mining operation lies an intricate network of electrical infrastructure that powers the massive machinery required to extract gold from the earth. At the heart of this electrical ecosystem are specialised mining cables that must withstand the harsh, demanding conditions of Australian mining environments whilst delivering reliable high-voltage power to mobile equipment.
The AS/NZS 2802 Type 441 (Class 1) cable series represents a pinnacle of engineering achievement in mining cable technology, specifically designed for the unique challenges faced by Australian gold mining operations. These cables operate across voltage ratings from 3.3 to 22 kilovolts, providing the electrical backbone for everything from massive dragline excavators to sophisticated drilling equipment that penetrates deep into the Australian continent's gold-bearing geology.
Understanding the technical specifications, applications, and performance characteristics of these cables is crucial for mining engineers, electrical contractors, and operations managers who must ensure continuous, safe power delivery in some of the world's most challenging industrial environments. This comprehensive examination will explore how these cables support Australia's major gold mining operations and address the practical challenges encountered in their deployment.
Australia's Major Gold Mining Operations: A Continental Overview
Australia's gold mining landscape is dominated by Western Australia, which accounts for approximately two-thirds of the nation's roughly 66 operating gold mines. This concentration makes Western Australia one of the world's most prolific gold-producing regions, with operations spanning from the historic Kalgoorlie goldfields to modern mechanised operations in remote desert locations.
The Boddington Gold Mine, operated by Newmont Corporation, stands as Australia's largest gold operation, producing between 590,000 and 745,000 ounces of gold annually. Located approximately 120 kilometres southeast of Perth, Boddington represents a modern open-pit operation that relies heavily on sophisticated electrical systems to power its fleet of massive mining equipment. The mine's electrical infrastructure must support everything from 240-tonne haul trucks to multi-million-dollar processing facilities, all whilst maintaining the highest safety standards in a challenging outdoor environment.
The Cadia Valley Operations, a joint venture between Newmont and Newcrest Mining, produces approximately 560,000 ounces of gold annually through a combination of open-pit and underground mining techniques. Located in New South Wales, Cadia represents one of Australia's most technologically advanced mining operations, utilising automated systems and sophisticated electrical controls that demand the highest quality cable infrastructure. The operation's underground components require cables capable of withstanding significant mechanical stress whilst maintaining electrical integrity in confined, high-temperature environments.
Perhaps no Australian gold mine captures the public imagination quite like the Kalgoorlie Super Pit, operated by Kalgoorlie Consolidated Gold Mines (KCGM). This iconic open-pit operation stretches over 3.5 kilometres in length and reaches depths exceeding 600 metres, making it one of Australia's largest man-made excavations. The Super Pit's electrical infrastructure must support continuous operations around the clock, with cables regularly subjected to extreme temperature variations, dust, and mechanical stress from heavy equipment operations.
Other significant operations include the Tropicana Gold Mine, a joint venture between AngloGold Ashanti and Regis Resources, which demonstrates the challenges of operating in Australia's remote regions. Located 330 kilometres northeast of Kalgoorlie, Tropicana requires electrical infrastructure capable of reliable operation in extreme isolation, where equipment failure can result in significant production losses and safety concerns.
The Gwalia Mine, operated by St Barbara Limited, presents unique challenges as Western Australia's deepest trucked underground operation, reaching depths of approximately 1,600 metres. At these depths, cables must withstand significant hydrostatic pressure, elevated temperatures, and the constant mechanical stress of vertical hauling operations. The electrical infrastructure supporting Gwalia's underground operations represents some of the most demanding applications for mining cables in the Australian context.
Application Scenarios: Where Flexibility Meets Durability
The AS/NZS 2802 Type 441 Class 1 cable series excels in applications where traditional fixed installation cables would quickly fail. These cables are specifically engineered for trailing and reeling applications, where constant movement and mechanical stress are inherent characteristics of the operational environment. Understanding these application scenarios is crucial for appreciating why these cables incorporate such sophisticated construction techniques.
Trailing applications represent perhaps the most demanding use case for mining cables. In this scenario, cables are physically dragged behind mobile equipment such as dragline excavators, power shovels, and large drilling rigs. The Boddington mine, for example, operates massive draglines that can move millions of tonnes of overburden annually. These machines require continuous high-voltage power whilst constantly repositioning across the mining bench, creating a scenario where the power cable must flex, twist, and bend thousands of times daily whilst maintaining electrical integrity.
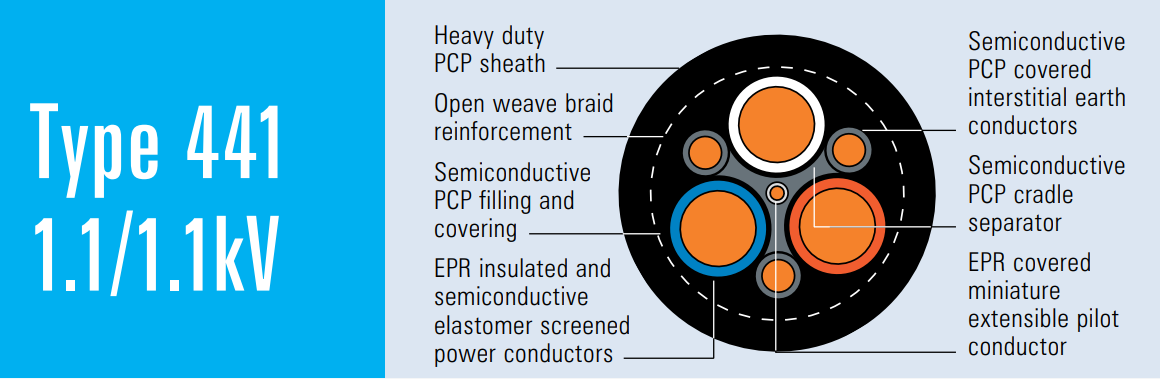
The cable's construction specifically addresses the mechanical challenges of trailing applications through its semiconductive cradle separator system. This innovative design element creates a protective framework around the three power cores, preventing them from being crushed or damaged when the cable is dragged across rough terrain or wound around equipment. The cradle system distributes mechanical stress evenly across the cable's cross-section, significantly extending service life compared to conventional cable designs.
Reeling applications present a different but equally challenging set of requirements. In these installations, cables are wound and unwound on large reeling drums as equipment moves across the mining site. The Cadia Valley operations utilise sophisticated reeling systems to power mobile equipment in both open-pit and underground environments. The constant coiling and uncoiling action creates cyclic stress that can quickly fatigue conventional cables, but the Type 441's flexible construction and specialised insulation system are designed to withstand millions of reeling cycles without degradation.
The cable's high-voltage rating, spanning from 3.3 to 22 kilovolts, makes it suitable for powering the largest mining equipment. Modern mining operations increasingly rely on high-voltage systems to reduce current requirements and associated power losses, particularly important in remote operations where electrical generation costs are significant. The Super Pit's electrical infrastructure, for example, operates at multiple voltage levels to optimise power delivery efficiency across its expansive operation.
Remote operations across Australia's diverse climatic conditions present additional challenges that the Type 441 cable addresses through its robust construction. The Tropicana mine operates in one of Australia's most challenging environments, with extreme temperature variations, intense ultraviolet radiation, and frequent dust storms. The cable's extra-heavy-duty PCP (Polychloroprene) sheath provides exceptional resistance to these environmental factors, ensuring reliable operation in conditions that would quickly degrade conventional cables.
Standards Compliance: Engineering Excellence Through Regulation
The AS/NZS 2802 Type 441 Class 1 cable series achieves its exceptional performance through strict adherence to a comprehensive framework of Australian and New Zealand standards. These standards represent decades of engineering knowledge and practical experience, codifying the requirements necessary for safe, reliable operation in mining environments.
AS/NZS 2802:2000 serves as the primary standard governing reeling and trailing cables, establishing fundamental requirements for construction, testing, and performance verification. This standard recognises that mining cables operate in uniquely demanding environments and establishes performance criteria that exceed those required for conventional industrial applications. The standard mandates specific construction techniques, material properties, and testing protocols that ensure cables can withstand the mechanical, electrical, and environmental stresses encountered in mining operations.
The standard's emphasis on mechanical performance reflects the harsh realities of mining operations. Cables must withstand crushing forces from heavy equipment, abrasion from contact with rock surfaces, and repeated flexing from trailing and reeling operations. The AS/NZS 2802 standard establishes minimum requirements for sheath thickness, tensile strength, and flexibility that ensure cables can survive these demanding conditions whilst maintaining electrical integrity.
AS/NZS 1125 governs conductor requirements, ensuring that the flexible stranded tinned copper conductors used in Type 441 cables provide optimal electrical performance whilst maintaining the mechanical flexibility essential for mobile applications. The standard specifies stranding patterns, conductor materials, and surface treatments that optimise both electrical conductivity and mechanical durability. The tinned copper construction provides enhanced corrosion resistance, particularly important in mining environments where cables may be exposed to moisture, chemicals, and other corrosive substances.
AS/NZS 3808 addresses insulation requirements, establishing performance standards for the EPR (Ethylene Propylene Rubber) insulation system used in Type 441 cables. This standard ensures that the insulation system can withstand the electrical stresses associated with high-voltage operation whilst maintaining flexibility and mechanical durability. The standard's requirements for insulation thickness, dielectric strength, and thermal stability ensure that cables can operate reliably across the wide temperature ranges encountered in Australian mining operations.
AS/NZS 5000.1 provides the overarching framework for electrical installations, ensuring that mining cable systems integrate safely with broader electrical infrastructure. This standard addresses installation practices, earthing requirements, and safety protocols that minimise risks to personnel and equipment. Compliance with this standard ensures that Type 441 cables can be safely integrated into complex mining electrical systems whilst maintaining the highest levels of operational safety.
Construction and Electrical Specifications: Engineering for Extremes
The construction of AS/NZS 2802 Type 441 Class 1 cables represents a sophisticated engineering achievement that balances electrical performance, mechanical durability, and operational flexibility. Understanding the cable's construction provides insight into how it achieves exceptional performance in mining applications.
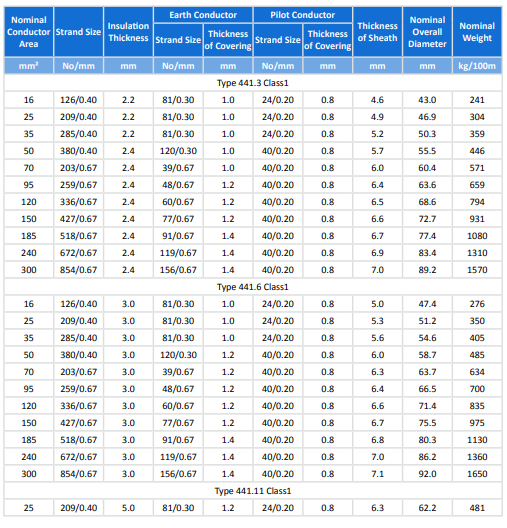
The cable's core consists of three power conductors arranged in a triangular configuration, each constructed from flexible stranded tinned copper. The stranding pattern is carefully engineered to provide optimal flexibility whilst maintaining excellent electrical conductivity. The tinned coating on the copper strands provides enhanced corrosion resistance, crucial for long-term reliability in harsh mining environments. The conductor sizes range from 16 mm² to 300 mm², providing options suitable for applications from auxiliary equipment to major mining machinery.
Each power conductor is individually insulated with EPR (Ethylene Propylene Rubber), a material selected for its excellent electrical properties and mechanical durability. EPR maintains its insulating properties across wide temperature ranges and provides excellent resistance to mechanical stress, making it ideal for cables that must flex repeatedly during operation. The insulation thickness varies according to the cable's voltage rating, with higher voltage cables receiving proportionally thicker insulation to ensure adequate electrical safety margins.
The semiconductive screen system represents one of the cable's most sophisticated features. Each insulated conductor is surrounded by a semiconductive elastomer screen that provides uniform electric field distribution around the conductor. This screen system is crucial for high-voltage operation, as it prevents the formation of localised electric field concentrations that could lead to insulation breakdown. The screen system also provides enhanced mechanical protection for the insulation, distributing mechanical stresses that could otherwise damage the insulation system.
The three screened conductors are arranged within a semiconductive cradle separator system that represents a key innovation in mining cable design. This cradle system provides mechanical support for the individual conductors whilst maintaining the cable's overall flexibility. The semiconductive material ensures that the cradle system integrates electrically with the conductor screen system, maintaining uniform field distribution throughout the cable's cross-section. The cradle system prevents the individual conductors from being crushed or deformed during trailing operations, significantly extending cable life compared to conventional designs.
Three interstitial earth conductors are positioned between the power conductors, providing multiple earth paths for enhanced safety and system reliability. These earth conductors are constructed from flexible stranded tinned copper and covered with semiconductive PCP (Polychloroprene) compound. The multiple earth paths ensure that ground fault currents can be safely conducted even if one earth conductor is damaged, providing enhanced safety margins crucial for mining operations.
The central extensible pilot conductor provides communication and control capabilities, allowing sophisticated monitoring and control systems to operate over the power cable. This pilot conductor is constructed from flexible stranded tinned copper and insulated with EPR, providing reliable signal transmission capabilities. The extensible design allows the pilot conductor to accommodate the mechanical stresses associated with trailing and reeling operations without compromising signal integrity.
The overall core screen consists of semiconductive PCP filling and covering that provides additional mechanical protection whilst maintaining electrical performance. This screen system ensures that the cable maintains its electrical characteristics even when subjected to significant mechanical stress, crucial for reliable operation in mining applications.
Textile reinforcement in the form of open-weave braid provides additional mechanical strength whilst maintaining flexibility. This reinforcement system is carefully designed to provide optimal strength-to-weight ratios whilst allowing the cable to flex repeatedly without fatigue. The braid construction distributes mechanical loads evenly across the cable's cross-section, preventing localised stress concentrations that could lead to premature failure.
The extra-heavy-duty PCP sheath provides the cable's primary protection against environmental factors. PCP was selected for its exceptional resistance to oil, water, ozone, and ultraviolet radiation, all of which are commonly encountered in mining environments. The sheath thickness is carefully calculated to provide adequate mechanical protection whilst maintaining flexibility, with typical thicknesses ranging from 4.6 mm to 7.6 mm depending on the cable size and voltage rating.
Electrical Performance and Testing Requirements
The electrical performance of AS/NZS 2802 Type 441 Class 1 cables is rigorously specified and tested to ensure reliable operation in demanding mining applications. Understanding these electrical specifications provides insight into the cable's capabilities and limitations.
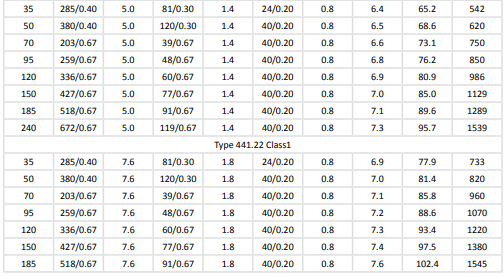
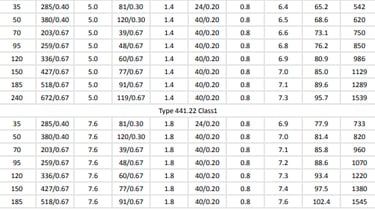
The cable's voltage rating system follows international conventions, with ratings expressed as Uo/U values where Uo represents the voltage between conductor and earth, and U represents the voltage between conductors. The Type 441 series covers ratings from 3.3/3.3 kV up to 22/22 kV, providing options suitable for a wide range of mining applications. The higher voltage ratings enable more efficient power transmission, particularly important for long cable runs to remote equipment locations.
Conductor resistance specifications ensure that the cable can carry rated current without excessive voltage drop or heating. The flexible stranded construction provides excellent current-carrying capacity whilst maintaining the mechanical flexibility essential for mobile applications. The conductor resistance values are carefully controlled during manufacturing to ensure consistent electrical performance across production batches.
Insulation resistance requirements ensure that the EPR insulation system provides adequate electrical isolation between conductors and between conductors and earth. The insulation resistance specifications account for the harsh environmental conditions encountered in mining operations, including elevated temperatures, moisture, and mechanical stress. Regular insulation resistance testing during cable service life provides early warning of potential insulation degradation.
The cable's capacitance characteristics are carefully controlled to ensure compatibility with mining electrical systems. Excessive capacitance can cause issues with motor starting and protection system operation, particularly important considerations for large mining equipment. The cable's construction minimises capacitance whilst maintaining the mechanical and electrical performance essential for mining applications.
Voltage testing requirements ensure that the cable can withstand the electrical stresses associated with system faults and switching operations. The test voltage levels significantly exceed normal operating voltages, providing confidence that the cable will not fail under abnormal electrical conditions. The testing protocols include both routine production testing and type testing to verify design performance.
Dimensions and Weight Considerations
The physical dimensions and weight characteristics of AS/NZS 2802 Type 441 Class 1 cables represent important considerations for mining operations, as these factors directly impact handling, installation, and operational performance.
The cable's overall diameter ranges from approximately 43 mm for the smallest 16 mm² conductors to over 100 mm for the largest 300 mm² conductors. These dimensions must be carefully considered when designing cable handling systems, reeling drums, and routing infrastructure. The larger diameter cables provide higher current-carrying capacity but require more substantial handling equipment and larger bend radii to prevent damage during installation and operation.
Weight considerations are particularly important for mobile applications where the cable must be dragged behind equipment or wound on reeling drums. The cable weight ranges from approximately 2.4 kg/m for the smallest sizes to over 15 kg/m for the largest conductors. These weights must be factored into equipment design, particularly for reeling systems where the cable weight affects drum sizing and drive system requirements.
The cable's construction provides an excellent strength-to-weight ratio, with the flexible stranded conductors and optimised insulation system minimising weight whilst maintaining electrical and mechanical performance. The semiconductive cradle system adds minimal weight whilst providing significant mechanical protection, representing an efficient design compromise.
Bend radius requirements are carefully specified to prevent damage to the cable during installation and operation. The flexible construction allows relatively tight bend radii compared to rigid cables, but minimum bend radius specifications must be observed to prevent damage to the conductor screens and insulation system. These requirements are particularly important for reeling applications where the cable must be wound on drums of specified minimum diameter.
Potential Mining Issues: Comprehensive FAQ
Q: Can the AS/NZS 2802 Type 441 Class 1 cable withstand the harsh crushing and abrasion forces commonly encountered in mining operations?
A: Absolutely. The cable's construction specifically addresses these concerns through multiple design elements. The semiconductive cradle separator system provides crucial mechanical support for the individual power conductors, preventing them from being crushed or deformed when the cable is dragged across rough terrain or subjected to external pressure. The open-weave braid reinforcement distributes mechanical loads evenly across the cable's cross-section, preventing localised stress concentrations that could lead to failure. The extra-heavy-duty PCP sheath, with thickness ranging from 4.6 mm to 7.6 mm depending on cable size, provides exceptional resistance to abrasion from rocks, metal surfaces, and other harsh environmental factors commonly encountered in mining operations.
Field experience from major Australian mining operations, including the Boddington and Super Pit operations, demonstrates that properly installed and maintained Type 441 cables routinely achieve service lives exceeding five years in demanding trailing applications. The key to maximising abrasion resistance lies in proper cable routing, avoiding sharp edges and implementing appropriate cable protection systems where necessary.
Q: Is the Type 441 cable genuinely suitable for both trailing and reeling operations, and what are the key differences in performance between these applications?
A: The Type 441 cable is specifically engineered for both trailing and reeling applications, with design features that address the unique challenges of each application type. For trailing applications, the cable's flexible construction and cradle separator system allow it to be dragged behind equipment whilst maintaining electrical integrity. The semiconductive screens and EPR insulation system provide excellent resistance to the mechanical stresses associated with continuous flexing and movement.
For reeling applications, the cable's construction addresses the cyclic stress patterns associated with repeated winding and unwinding operations. The flexible stranded conductors and optimised insulation system are designed to withstand millions of reeling cycles without fatigue failure. The cable's construction maintains consistent electrical properties even under the mechanical stress of tight coiling on reeling drums.
The primary difference in performance relates to the specific stress patterns encountered in each application. Trailing applications subject the cable to continuous flexing and abrasion, whilst reeling applications create cyclic stress patterns that can lead to fatigue failure in poorly designed cables. The Type 441's construction addresses both scenarios through its sophisticated material selection and construction techniques.
Q: What electrical safety margin does the semiconductive screen system provide, and how does this enhance operational safety in mining environments?
A: The semiconductive screen system provides multiple layers of electrical safety enhancement crucial for mining operations. The conductor screens create uniform electric field distribution around each conductor, preventing the formation of localised electric field concentrations that could lead to insulation breakdown. This uniform field distribution significantly reduces the risk of premature insulation failure, particularly important for cables operating at high voltage levels.
The screen system also provides enhanced protection against partial discharge activity, which can gradually degrade insulation systems over time. By maintaining uniform field distribution, the screens prevent the formation of air gaps and voids that could initiate partial discharge activity. This is particularly important in mining environments where cables may be subjected to mechanical stress that could otherwise create insulation irregularities.
The multiple earth paths provided by the interstitial earth conductors ensure that ground fault currents can be safely conducted even if one earth conductor is damaged. This redundancy is crucial for mining operations where personnel safety depends on reliable earth fault protection. The semiconductive screen system integrates with the earth conductor system to provide comprehensive electrical safety protection.
Q: How resistant is the Type 441 cable to water, oil, sunlight, and ozone exposure typical in Australian mining operations?
A: The Type 441 cable's PCP sheath provides exceptional resistance to the environmental factors commonly encountered in Australian mining operations. PCP (Polychloroprene) was specifically selected for its outstanding resistance to water, oil, ozone, and ultraviolet radiation, all of which are prevalent in mining environments.
Water resistance is crucial for mining operations where cables may be exposed to rain, groundwater, and process water. The PCP sheath maintains its integrity even when subjected to continuous water exposure, preventing water ingress that could compromise the cable's electrical performance. This is particularly important for operations like the Tropicana mine, where cables may be exposed to harsh weather conditions for extended periods.
Oil resistance is essential in mining environments where cables may come into contact with hydraulic fluids, lubricating oils, and diesel fuel from mining equipment. The PCP sheath maintains its mechanical properties even when exposed to these substances, preventing degradation that could compromise the cable's protective function.
Ozone resistance is particularly important in Australian mining operations where high temperatures and intense sunlight can create elevated ozone levels. The PCP compound maintains its flexibility and protective properties even when exposed to these conditions, ensuring long-term reliability in challenging environmental conditions.
UV resistance is crucial for surface mining operations where cables may be exposed to Australia's intense solar radiation. The PCP sheath incorporates UV stabilisers that prevent degradation from prolonged sunlight exposure, maintaining the cable's protective properties throughout its service life.
Q: What cable sizes are available in the Type 441 series, and how does conductor size selection affect operational performance?
A: The Type 441 series offers conductor sizes ranging from 16 mm² to 300 mm², providing options suitable for a wide range of mining applications. The selection of appropriate conductor size involves balancing current-carrying capacity, voltage drop requirements, mechanical considerations, and cost factors.
Smaller conductor sizes (16-50 mm²) are typically used for auxiliary equipment, lighting systems, and control circuits. These cables offer excellent flexibility and relatively low weight, making them suitable for applications where frequent movement is required. However, their current-carrying capacity limits their use to smaller equipment and lower power applications.
Medium conductor sizes (70-150 mm²) represent the most common choice for major mining equipment including haul trucks, excavators, and processing equipment. These sizes provide good current-carrying capacity whilst maintaining reasonable flexibility and weight characteristics. The 95 mm² and 120 mm² sizes are particularly popular for dragline and power shovel applications.
Large conductor sizes (185-300 mm²) are reserved for the highest power applications including the largest mining equipment and major electrical installations. These cables provide excellent current-carrying capacity but require more substantial handling equipment and larger bend radii. The increased weight also affects reeling system design and mobile equipment considerations.
The conductor size selection directly affects the cable's mechanical characteristics, with larger conductors resulting in greater overall cable diameter and weight. This must be considered when designing handling systems and specifying equipment capabilities.
Q: How often should Type 441 cables be tested and serviced to ensure reliable operation in mining environments?
A: The testing and maintenance requirements for Type 441 cables should follow a comprehensive programme that addresses both routine monitoring and detailed periodic testing. The harsh operating conditions in mining environments necessitate more frequent testing than would be required for conventional installations.
Daily visual inspections should be conducted to identify obvious signs of damage, wear, or environmental degradation. These inspections should focus on the cable sheath condition, connector integrity, and identification of any obvious mechanical damage that could compromise performance or safety.
Weekly electrical testing should include insulation resistance measurements to monitor the condition of the cable's insulation system. This testing can identify gradual insulation degradation before it reaches critical levels, allowing for planned maintenance rather than emergency repairs. Insulation resistance values should be recorded and trended to identify developing problems.
Monthly comprehensive testing should include detailed insulation resistance measurements, earth continuity testing, and infrared thermography to identify developing problems. Infrared inspections can identify hot spots that may indicate developing electrical problems or mechanical damage that could lead to failure.
Annual detailed testing should include high-voltage insulation testing, comprehensive earth fault loop impedance testing, and detailed mechanical inspection. This annual testing should be conducted by qualified personnel using calibrated test equipment and should include complete documentation of results.
The testing programme should be tailored to the specific operating conditions and equipment requirements of each mining operation. Cables operating in particularly harsh conditions may require more frequent testing, whilst those in less demanding applications may be tested less frequently based on risk assessment and operational requirements.
Summary and Recommendations: Maximising Performance in Australian Mining Operations
The AS/NZS 2802 Type 441 Class 1 cable series represents a sophisticated engineering solution specifically designed for the demanding requirements of Australian gold mining operations. These cables successfully address the unique challenges of mobile mining equipment through innovative construction techniques, carefully selected materials, and comprehensive compliance with Australian standards.
The cable's high-voltage capability, spanning from 3.3 to 22 kilovolts, provides the electrical capacity necessary to power modern mining equipment efficiently. The sophisticated construction, including the semiconductive cradle separator system and multiple earth paths, ensures reliable operation in the harsh mechanical and electrical environments typical of mining operations. The extra-heavy-duty PCP sheath provides exceptional environmental protection, ensuring long-term reliability in Australia's challenging climatic conditions.
For mining operations managers and electrical engineers, several key recommendations emerge from this analysis. Proper cable size selection must balance current-carrying requirements, mechanical considerations, and cost factors. The cable's construction allows for excellent performance in both trailing and reeling applications, but installation and maintenance practices must be tailored to the specific application requirements.
Regular testing and maintenance programmes are essential for maximising cable performance and ensuring operational safety. The testing programme should include routine visual inspections, periodic electrical testing, and comprehensive annual assessments. The harsh operating conditions in mining environments necessitate more frequent testing than conventional installations, but this investment in maintenance pays dividends through reduced downtime and enhanced safety.
Environmental protection measures should be implemented where cables may be exposed to particularly harsh conditions. While the Type 441 construction provides excellent environmental resistance, additional protection measures such as cable trays, guards, and routing optimisation can further extend cable life and enhance operational reliability.
The Type 441 cable series has proven its worth in Australia's major gold mining operations, from the massive scale of the Boddington mine to the challenging underground conditions at Gwalia. The cable's sophisticated construction and comprehensive standards compliance make it an ideal choice for Australian mining operations seeking reliable, long-lasting electrical infrastructure.
As Australian mining operations continue to evolve, incorporating larger equipment, higher levels of automation, and more sophisticated electrical systems, the Type 441 cable series provides the electrical infrastructure foundation necessary to support these advancing technologies. The cable's proven performance in Australia's most demanding mining environments, combined with its comprehensive standards compliance and sophisticated construction, positions it as the optimal choice for Australian gold mining operations seeking to maximise operational efficiency whilst maintaining the highest levels of safety and reliability.
The investment in high-quality mining cable infrastructure represents a crucial factor in the long-term success of Australian mining operations. The Type 441 series demonstrates that through careful engineering, appropriate material selection, and comprehensive standards compliance, it is possible to achieve exceptional performance even in the most demanding mining environments. For Australian gold mining operations, the Type 441 cable series provides the electrical infrastructure foundation necessary to support continued growth and technological advancement in one of the world's most important mining regions.
