
Powering Australia's Golden Underground: A Comprehensive Guide to AS/NZS 1802 Type 245 Mining Cables
Discover how AS/NZS 1802 Type 245 mining cables power Australia's major gold mines including Boddington, Cadia Valley, and Kalgoorlie Super Pit. Learn about electrical parameters, applications, and mining challenges with expert solutions.
7/3/202514 min read
Powering Australia's Golden Underground: A Comprehensive Guide to AS/NZS 1802 Type 245 Mining Cables
Introduction: The Backbone of Underground Mining Operations
When you think about the remarkable engineering feat of extracting gold from deep underground, the spotlight often falls on massive excavators, sophisticated ore processing equipment, and the skilled miners who operate them. However, there's a crucial component that makes all of this possible yet rarely gets the recognition it deserves: the humble mining cable. In Australia's thriving gold mining industry, AS/NZS 1802 Type 245 cables serve as the electrical lifeline that powers everything from longwall shearers to continuous miners, ensuring that operations can continue safely and efficiently hundreds of metres below ground.
The AS/NZS 1802 standard represents a pinnacle of Australian engineering excellence, specifically designed for flexible, reeling, and mining cables that must withstand the harsh realities of underground environments. This standard addresses the unique challenges that mining operations face, from extreme temperatures and mechanical stress to the constant threat of electrical faults in potentially explosive atmospheres. When we focus specifically on Type 245 cables, we're looking at a sophisticated piece of electrical engineering that operates across voltage ranges from 1.1 kV to 6.6 kV, featuring screened copper conductors with integrated earth cores and pilot cores that enhance both safety and operational efficiency.
Understanding why these cables matter requires appreciating the scale and complexity of modern mining operations. Australia's gold mining industry contributes billions of dollars to the national economy, and the reliability of electrical systems directly impacts productivity, safety, and profitability. A single cable failure can halt production, endanger lives, and cost millions in lost revenue. This is why the meticulous engineering behind AS/NZS 1802 Type 245 cables becomes so critical to the success of Australian mining operations.
Australia's Golden Landscape: Major Mining Sites and Their Electrical Demands
Australia's gold mining industry represents one of the most successful chapters in the nation's economic story, with Western Australia leading the charge as home to approximately 66 operating gold mines, including 11 major operations that define the industry's landscape. This concentration of mining activity creates a substantial demand for specialised electrical infrastructure, particularly cables that can withstand the unique challenges of underground and open-pit operations.
The crown jewel of Australian gold mining is undoubtedly the Boddington Gold Mine in Western Australia, which holds the distinction of being Australia's largest gold-copper operation. This massive open-pit mine extends deep into the earth, creating electrical distribution challenges that require cables capable of handling both the physical demands of deep mining and the electrical requirements of heavy machinery operating at various depths. The sheer scale of Boddington's operations means that electrical systems must be both robust and flexible, capable of supporting equipment that ranges from massive haul trucks to precision drilling equipment.
Moving east, the Cadia Valley Operations in New South Wales represent a fascinating combination of open-cut and underground mining techniques. With annual production exceeding 561,000 ounces of gold, Cadia's operations require electrical infrastructure that can adapt to both surface and underground environments. The transition between these two operational modes creates unique cable routing challenges, where Type 245 cables must maintain their electrical integrity while navigating complex pathways that extend from surface facilities deep underground.
The iconic Kalgoorlie Super Pit, operated by KCGM (Kalgoorlie Consolidated Gold Mines), represents perhaps the most recognisable mining operation in Australia. Located on the famous Golden Mile, this massive open-pit operation has been continuously expanded over decades, creating a complex electrical network that must evolve with the changing mine geometry. The electrical demands here are particularly intense, with massive excavators, conveyor systems, and processing equipment all requiring reliable power distribution through cables that can withstand the harsh conditions of large-scale open-pit mining.
Beyond these flagship operations, Australia's gold mining landscape includes numerous other significant sites such as Tropicana, Tanami, Cowal, St Ives, Agnew, Telfer, and Wiluna. Each of these operations presents unique electrical challenges, from the remote locations that characterise many Western Australian mines to the varied geological conditions that influence cable routing and installation. The diversity of these operations underscores the importance of having standardised cable solutions like AS/NZS 1802 Type 245 that can adapt to different mining environments while maintaining consistent performance and safety standards.
Diverse Applications: Where Type 245 Cables Prove Their Worth
The versatility of AS/NZS 1802 Type 245 cables becomes apparent when examining their diverse applications across Australian gold mining operations. These cables are specifically engineered to excel in situations where traditional fixed wiring would fail, particularly in applications involving frequent movement, harsh environmental conditions, and the need for reliable electrical connections in challenging underground environments.
Longwall shearers represent one of the most demanding applications for mining cables, and it's here that Type 245 cables truly demonstrate their engineering excellence. These massive underground mining machines must move continuously along coal or ore faces, requiring cables that can handle constant flexing, reeling, and unreeling while maintaining perfect electrical continuity. The flexible stranded copper conductors and sophisticated insulation systems in Type 245 cables make them ideally suited for these applications, where a single cable failure could halt production for days and cost millions in lost revenue.
Continuous miners present another challenging application scenario where Type 245 cables prove indispensable. These machines operate in confined underground spaces, constantly repositioning themselves to access new areas of ore. The cables that power these machines must be capable of following complex routing paths while maintaining their electrical integrity under conditions that would quickly destroy conventional cables. The semiconductive screens and earth continuity systems integrated into Type 245 cables provide essential safety features that protect both equipment and personnel in these demanding environments.
The concept of movable face power supply represents a particularly innovative application of Type 245 cables in modern mining operations. As mining faces advance and retreat according to ore body geometry, the electrical infrastructure must adapt accordingly. Type 245 cables excel in these temporary distribution applications, where the ability to quickly install, relocate, and reinstall electrical connections can mean the difference between profitable operations and costly delays. The integrated pilot cores in these cables provide crucial monitoring capabilities that allow operators to detect potential problems before they become critical failures.
Peripheral machinery applications showcase another dimension of Type 245 cable versatility. From ventilation systems that maintain safe air quality in underground operations to water pumping systems that prevent flooding, these cables must reliably power equipment that operates continuously in harsh underground environments. The heavy-duty construction and environmental resistance built into Type 245 cables make them well-suited for these critical support applications where reliability is paramount.
Technical Excellence: Understanding the Electrical and Physical Parameters
The sophisticated engineering behind AS/NZS 1802 Type 245 cables becomes evident when examining their detailed electrical and physical parameters. These specifications represent years of research and development aimed at creating cables that can reliably perform in the most challenging mining environments while meeting strict safety and performance standards.
The voltage rating system for Type 245 cables reflects the diverse electrical requirements of modern mining operations. Type 245.1 cables operate at 1.1 kV, making them suitable for lower-voltage applications such as lighting systems, small motors, and control circuits. Type 245.3 cables step up to 3.3 kV, accommodating medium-voltage applications including larger motors, conveyor systems, and processing equipment. At the high end, Type 245.6 cables operate at 6.6 kV, providing the power distribution capability needed for major mining equipment such as draglines, large excavators, and primary processing systems.
The conductor design represents a masterpiece of electrical engineering, utilising flexible stranded tinned annealed copper in sizes ranging from 16 mm² to 150 mm². This construction approach provides the mechanical flexibility essential for mining applications while maintaining excellent electrical conductivity. The tinning process protects the copper from corrosion in the harsh underground environment, while the fine stranding ensures that the conductors can withstand thousands of flexing cycles without failure.
Insulation technology in Type 245 cables employs Ethylene Propylene Rubber (EPR) with thicknesses ranging from 1.6 mm to 5 mm depending on the voltage rating and conductor size. EPR represents an optimal choice for mining applications because it maintains its electrical properties across a wide temperature range while providing excellent resistance to ozone, UV radiation, and the various chemicals encountered in mining environments. The thickness of the insulation is carefully calculated to provide adequate electrical breakdown protection while minimising overall cable diameter and weight.
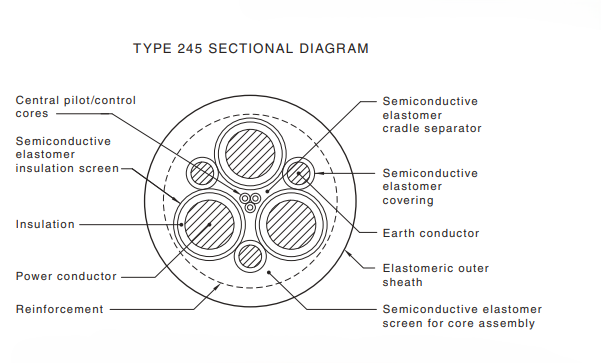
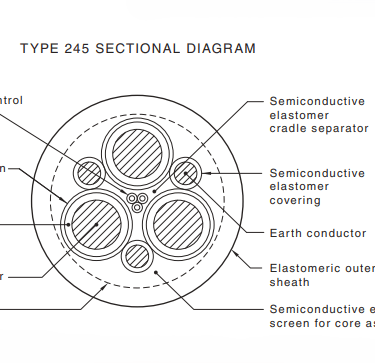
The screening system in Type 245 cables incorporates multiple layers of semiconductive compounds strategically placed on conductors, insulation, cradle, and core screens. This sophisticated screening approach serves multiple purposes: it provides electrical shielding that reduces electromagnetic interference, creates a controlled electrical field that prevents electrical stress concentrations, and enables reliable ground fault detection. The semiconductive materials are carefully formulated to maintain their electrical properties across the wide temperature range encountered in mining operations.
The earth and pilot core system represents one of the most innovative aspects of Type 245 cable design. Three interstitial earth conductors provide redundant grounding paths that enhance both safety and electrical performance, while three central EPR-insulated pilot cores enable sophisticated monitoring and control functions. This integrated approach eliminates the need for separate control cables in many applications, simplifying installation and reducing overall system complexity.
Sheath construction utilises heavy-duty Polychloroprene (PCP) or optional CPE/CSP materials that provide exceptional resistance to abrasion, hydrocarbons, and moderate flame exposure. The sheath thickness is carefully engineered to provide mechanical protection while maintaining flexibility, and the material selection considers the specific environmental challenges of mining operations including exposure to oils, fuels, and aggressive chemicals.
Temperature performance specifications demonstrate the robust design of Type 245 cables, with normal operating temperatures ranging from -25°C to +90°C. This wide temperature range accommodates the extreme conditions encountered in mining operations, from surface installations in harsh Australian climates to deep underground operations where geothermal heating can create challenging thermal environments. Short-circuit performance allows operation at temperatures up to 250°C for 5 seconds, providing crucial safety margins during fault conditions.
Navigating Common Mining Challenges: Frequently Asked Questions
The complex environment of gold mining operations inevitably raises questions about cable performance and reliability. Understanding these challenges and their solutions helps mining operators make informed decisions about electrical infrastructure that can impact both safety and profitability.
Can Type 245 cables withstand the harsh underground environment that characterises Australian gold mines?
This question strikes at the heart of why Type 245 cables were specifically developed for mining applications. The answer is emphatically yes, but understanding why requires examining the multiple layers of protection built into these cables. The heavy-duty PCP sheath provides exceptional resistance to abrasion, which is crucial in environments where cables may contact rock surfaces, metal equipment, or be dragged across rough terrain. The sheath also resists hydrocarbons, which is essential given the presence of hydraulic fluids, diesel fuel, and lubricating oils in mining operations. Additionally, the semiconductive layers manage electrical stress that could otherwise lead to insulation breakdown in challenging environments.
How do these cables handle the frequent repositioning required in dynamic mining operations?
Modern mining operations require equipment that can move quickly and efficiently as ore bodies shift or mining faces advance. Type 245 cables are specifically designed for heavy bending cycles through their fine-stranded copper conductor construction and multilayer screen system. The flexible stranding allows the conductors to bend repeatedly without work hardening or breaking, while the screen system maintains electrical integrity through thousands of flexing cycles. This combination ensures that cables can reliably power movable equipment without the frequent replacements that would be required with conventional electrical cables.
What happens when cables are subjected to mechanical stress from heavy mining equipment?
The mechanical rating of Type 245 cables includes a minimum tensile strength of 15 N/mm², which provides substantial protection against pulling forces that could damage conventional cables. The open-weave braid construction adds additional mechanical strength while maintaining flexibility. However, proper installation practices remain crucial, including adherence to minimum bend radius guidelines specified in AS/NZS 1802 and the use of appropriate stress relief techniques at terminations. When properly installed and maintained, these cables can withstand the mechanical demands of heavy mining equipment.
How do Type 245 cables contribute to electrical safety in mining operations?
Safety represents perhaps the most critical aspect of mining cable performance, and Type 245 cables incorporate several innovative safety features. The three pilot cores provide continuous monitoring of earth continuity, allowing operators to detect potential ground faults before they become dangerous. The comprehensive screening system manages electrical leakage currents and improves fault detection capability. Additionally, the integrated earth conductors provide multiple paths for fault currents, reducing the risk of dangerous voltage potentials developing on equipment frames.
How should mining operators select the appropriate cable size for their specific applications?
Cable selection requires careful consideration of several factors including load current, voltage drop requirements, and environmental conditions. The conductor cross-sectional area must be matched to the expected load current, with common sizes including 35 mm², 50 mm², 95 mm², and 150 mm² for different applications. Insulation thickness must be appropriate for the operating voltage, while sheath selection should consider the specific environmental conditions at the installation site. Professional engineering consultation is recommended for critical applications to ensure optimal cable selection.
What about performance under extreme temperature conditions or during electrical faults?
Type 245 cables are designed to maintain their electrical properties across a wide temperature range, with insulation rated to 90°C for continuous operation. The sheath and conductor screens can handle brief temperature spikes up to 250°C during fault conditions, providing crucial safety margins. However, proper maintenance and monitoring remain essential to ensure continued performance. Regular thermal monitoring and electrical testing can identify potential problems before they result in cable failure.
How do these cables resist the various chemicals and environmental hazards present in mining operations?
The PCP sheath provides excellent resistance to oils, UV radiation, ozone, and moisture, which are common environmental hazards in mining operations. For applications involving exposure to particularly aggressive chemicals, alternative sheath materials such as CPE or CSP can be specified based on specific site requirements. The key is conducting a thorough environmental assessment during the cable selection process to ensure that the chosen cable construction can withstand the specific hazards present at each installation site.
Detailed Specifications: Understanding the Technical Data
The technical specifications for AS/NZS 1802 Type 245 cables provide crucial information for proper cable selection and application. These specifications represent the culmination of extensive testing and development work aimed at creating cables that can reliably serve the demanding requirements of mining operations.
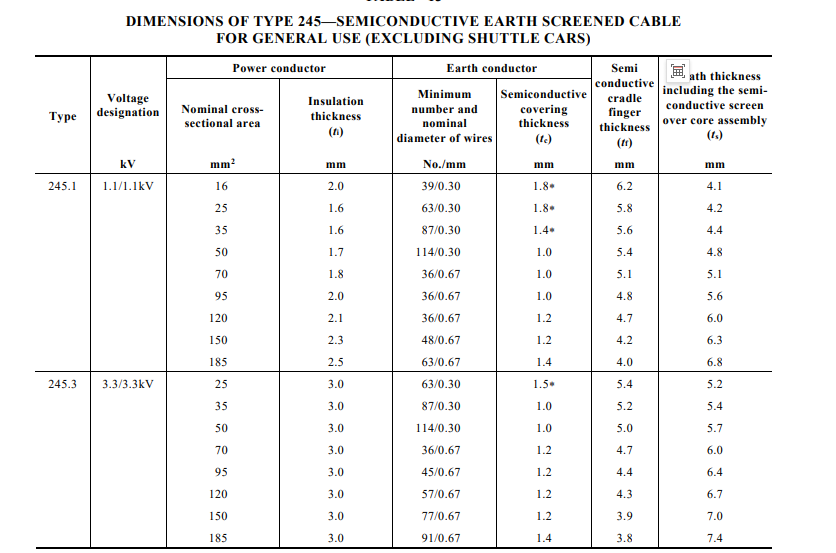
For Type 245.1 cables operating at 1.1 kV, the specifications reveal a thoughtful progression of design parameters optimised for different current-carrying requirements. The smallest 16 mm² conductor utilises 39 strands of 0.30 mm wire, providing excellent flexibility while maintaining adequate current-carrying capacity for smaller applications. The insulation thickness of 2.0 mm provides appropriate electrical breakdown protection, while the sheath thickness of 4.1 mm offers robust mechanical protection. As conductor sizes increase to 25 mm², 35 mm², and beyond, the specifications show how insulation thickness is optimised to balance electrical performance with overall cable dimensions.
The progression to larger conductor sizes in the 245.1 series demonstrates sophisticated engineering optimisation. The 50 mm² conductor uses 114 strands of 0.30 mm wire, maintaining fine stranding for flexibility while providing increased current capacity. At 70 mm², the design transitions to 36 strands of 0.67 mm wire, representing a balance between flexibility and manufacturing efficiency. The largest conductors in the 245.1 series, reaching 185 mm², use 63 strands of 0.67 mm wire, providing substantial current-carrying capacity while maintaining the flexibility essential for mining applications.
Type 245.3 cables operating at 3.3 kV show increased insulation thickness across all conductor sizes, with 3.0 mm insulation providing the additional electrical breakdown protection required for higher voltage operation. The conductor constructions follow similar patterns to the 245.1 series, but the increased insulation thickness results in correspondingly larger overall cable dimensions. This progression illustrates the engineering trade-offs involved in cable design, where higher voltage capability requires increased insulation thickness but must be balanced against the practical limitations of cable size and weight in mining applications.
The semiconductive cradle finger thickness and semiconductive covering thickness specifications reveal the sophisticated electrical field management built into these cables. These parameters are carefully controlled to ensure uniform electrical stress distribution and reliable long-term performance. The sheath thickness specifications, including the semiconductive screen over the core assembly, demonstrate the multiple layers of protection incorporated into the cable design.
Implementation Best Practices for Australian Mining Operations
Successful implementation of AS/NZS 1802 Type 245 cables in Australian mining operations requires careful attention to installation, maintenance, and operational procedures. These best practices have been developed through decades of experience in mining applications and represent the collective wisdom of the industry in maximising cable performance and reliability.
Regular inspection protocols form the foundation of effective cable maintenance in mining operations. Visual inspections should focus on identifying signs of sheath degradation, including abrasion damage, oil contamination, and heat-related deterioration. The harsh conditions in mining environments can accelerate cable aging, making regular inspection crucial for preventing unexpected failures. Inspection procedures should include documentation of cable condition, identification of potential problem areas, and scheduling of preventive maintenance activities.
Minimum bending radius requirements represent one of the most critical aspects of proper cable installation and operation. As a general guideline, the minimum bending radius should be approximately 12 times the cable diameter, but specific requirements may vary based on cable construction and application conditions. Violations of minimum bending radius requirements can result in conductor damage, insulation failure, or screen system degradation that may not be immediately apparent but can lead to premature cable failure.
Stress relief techniques at reel terminations and cable connections play a crucial role in preventing mechanical damage that could compromise cable performance. Proper stress relief distributes mechanical loads across the cable structure, preventing concentration of stress at vulnerable points such as terminations and connections. This is particularly important in mining applications where cables may be subject to significant mechanical loads during operation.
The integrated pilot cores in Type 245 cables provide valuable monitoring capabilities that should be fully utilised in mining operations. These cores can be connected to monitoring panels that provide continuous surveillance of cable condition, earth continuity, and potential fault conditions. Proper utilisation of pilot core monitoring can provide early warning of developing problems, allowing maintenance to be scheduled before cable failure occurs.
Sheath material selection represents another crucial aspect of successful cable implementation. While PCP sheath provides excellent general-purpose performance, specific mining environments may require alternative materials such as CPE or CSP to address particular chemical exposure or environmental conditions. The selection process should include careful evaluation of the specific hazards present at each installation site.
Routine electrical and continuity testing provide essential verification of cable performance and safety systems. These tests should include insulation resistance measurements, earth continuity verification, and pilot core functionality checks. Regular testing schedules should be established based on the criticality of the application and the severity of the operating environment.
Future Considerations and Technological Advancement
The mining industry continues to evolve with advancing technology, changing safety requirements, and increasing environmental awareness. AS/NZS 1802 Type 245 cables represent current best practice in mining electrical infrastructure, but ongoing development work continues to enhance their capabilities and address emerging challenges.
Automation and remote operation technologies are increasingly common in mining operations, creating new requirements for cable systems that can support sophisticated control and communication systems. The pilot core system in Type 245 cables provides a foundation for these applications, but future developments may include enhanced communication capabilities and integration with digital monitoring systems.
Environmental considerations continue to drive innovation in cable materials and construction techniques. Future developments may include enhanced recyclability, reduced environmental impact during manufacturing, and improved performance in extreme environmental conditions. The mining industry's commitment to sustainability creates opportunities for cable technologies that support both operational efficiency and environmental responsibility.
Safety system integration represents another area of ongoing development, with opportunities to enhance the safety monitoring capabilities provided by Type 245 cables. Advanced fault detection systems, predictive maintenance technologies, and integration with mine-wide safety systems all represent potential areas for future enhancement.
Conclusion: Powering Australia's Mining Future
AS/NZS 1802 Type 245 cables represent a sophisticated solution to the complex electrical challenges faced by Australian gold mining operations. From the massive scale of operations like Boddington and Cadia Valley to the challenging underground environments that characterise many mining sites, these cables provide the electrical reliability that modern mining operations demand.
The comprehensive engineering approach embodied in Type 245 cables addresses multiple aspects of mining electrical infrastructure, from the robust conductor designs that ensure reliable power transmission to the sophisticated safety systems that protect both equipment and personnel. The integration of earth continuity monitoring, electrical field management, and environmental protection creates a cable system that supports both operational efficiency and safety excellence.
Successful implementation of these cables requires careful attention to selection, installation, and maintenance procedures. The investment in proper cable selection and installation pays dividends through reduced downtime, enhanced safety, and improved operational reliability. As Australian mining operations continue to evolve and expand, AS/NZS 1802 Type 245 cables will continue to play a crucial role in powering the industry's success.
The future of mining electrical infrastructure will undoubtedly bring new challenges and opportunities, but the solid foundation provided by standards like AS/NZS 1802 ensures that Australian mining operations have access to electrical cables that can meet the demands of modern mining while maintaining the safety and reliability standards that the industry requires. Through careful application of these technologies and adherence to best practices, Australian mining operations can continue to lead the world in both productivity and safety excellence.
