
Powering Giants: Type 441 Class 1 Mining Cables in Bucket-Wheel Excavators
Discover how Type 441 Class 1 mining cables power massive Bucket-Wheel Excavators in Australian mining operations. Learn about electrical specifications, construction details, and solutions to common mining cable challenges.
6/10/202514 min read
Powering Giants: Type 441 Class 1 Mining Cables in Bucket-Wheel Excavators
Introduction
In the vast expanses of Australia's mining landscape, where red earth stretches to the horizon and machinery operates around the clock, reliable electrical infrastructure forms the backbone of profitable operations. Surface mining, particularly in open-pit environments, demands equipment that can withstand extreme conditions whilst maintaining continuous productivity. The harsh Australian mining environment presents unique challenges: scorching temperatures that can exceed 45°C in summer, sudden downpours during the wet season, corrosive dust that penetrates every crevice, and the constant mechanical stress of heavy machinery moving across unforgiving terrain.
At the heart of these operations lie enormous machines that dwarf even the largest trucks, consuming massive amounts of electrical power whilst remaining mobile enough to follow the ever-changing face of an open-pit mine. These mechanical giants require specialised electrical cables that can bend, twist, and stretch millions of times without failure, all whilst carrying thousands of volts and hundreds of amperes of electrical current. The consequences of cable failure in such environments extend far beyond simple inconvenience—a single breakdown can halt production worth hundreds of thousands of dollars per day.
Meet the Machine: What is a Bucket-Wheel Excavator (BWE)?
Picture a machine so large that it dwarfs a five-storey building, yet moves with the precision of a surgeon's scalpel. A Bucket-Wheel Excavator, commonly known as a BWE or "draggy" in Australian mining parlance, represents one of humanity's most impressive engineering achievements. These colossal machines can stretch over 200 metres in length and tower more than 90 metres high, making them among the largest land vehicles ever constructed.
The defining feature of a BWE is its massive rotating wheel, typically 10 to 20 metres in diameter, studded with dozens of steel buckets that continuously scoop material from the mining face. This wheel rotates at a steady pace, creating a continuous excavation process that can move up to 240,000 cubic metres of material per day—equivalent to filling Melbourne's MCG stadium to a depth of three metres every single day.
Unlike traditional excavators that work in discrete cycles of digging, loading, and dumping, BWEs provide continuous material removal. The excavated material travels via a complex system of conveyor belts from the bucket wheel through the machine's boom, across its superstructure, and onto a discharge conveyor that extends behind the machine. This continuous operation makes BWEs particularly valuable for mining operations targeting large, relatively soft deposits such as lignite coal, overburden removal, and certain types of ore bodies.
The scale of these machines becomes truly apparent when you consider their power requirements. A typical BWE consumes between 6 and 16 megawatts of electrical power—enough to supply a small town. This enormous energy demand must be delivered through cables that can flex and move as the machine crawls across the mining site at speeds of up to 30 metres per hour, following the optimal extraction path determined by mine planners.
The mobility aspect presents the greatest challenge for electrical supply. Unlike stationary equipment that can rely on fixed electrical installations, BWEs must trail their power supply behind them like an enormous electrical umbilical cord. This trailing cable system must provide reliable power whilst accommodating the machine's movement in multiple directions, dealing with the constant stress of being dragged across rough terrain, and maintaining electrical integrity despite exposure to dust, moisture, chemicals, and mechanical abuse.
The Role of Mining Cables in BWEs
Understanding the critical role of cables in BWE operations requires appreciating the unique demands these machines place on their electrical infrastructure. Traditional electrical cables, designed for static installations in buildings or even standard industrial applications, would fail catastrophically within hours in a BWE environment.
The primary electrical supply to a BWE consists of trailing cables that connect the machine to a mobile substation or fixed electrical infrastructure. These cables must accommodate several distinct types of movement simultaneously. As the BWE advances, the cables are dragged across the ground, experiencing abrasion from rocks, mud, and debris. When the machine slews (rotates its superstructure), the cables must twist and flex without developing kinks or stress concentrations that could lead to failure.
Most challenging of all is the reeling operation. Many BWEs employ cable reeling systems that automatically wind and unwind the trailing cables as the machine moves, similar to a massive extension cord reel. During this reeling process, the cables experience repeated bending cycles around drums that may be several metres in diameter. Each complete cycle of reeling and unreeling subjects every point along the cable's length to flexing stresses that would quickly fatigue ordinary cables.
The electrical requirements add another layer of complexity. BWEs typically operate at medium voltage levels, commonly 6.6kV, 11kV, or 22kV, to efficiently transmit the large amounts of power required whilst minimising cable size and weight. At these voltage levels, proper insulation becomes critical not only for safety but also for preventing power losses that could significantly impact the machine's performance.
Beyond the main power supply, BWEs require numerous auxiliary cables for control systems, monitoring equipment, lighting, and communication systems. These cables often incorporate pilot conductors—small additional wires that carry control signals or provide pathways for monitoring the cable's condition during operation.


ntroducing the Type 441 (Class 1) Cable
The Type 441 Class 1 cable represents a sophisticated solution specifically engineered for the demanding requirements of mobile mining equipment like BWEs. Manufactured to comply with Australian and New Zealand standards AS/NZS 2802:2000, AS/NZS 1125, AS/NZS 3808, and AS/NZS 5000.1, these cables embody decades of mining industry experience translated into robust electrical engineering.
The designation "Class 1" indicates a specific design philosophy that balances performance with practicality. Class 1 cables feature lower insulation and sheath thickness compared to their Class 2 counterparts, resulting in cables that are lighter, more flexible, and easier to handle whilst still providing adequate protection for their intended applications. This design choice proves particularly valuable in mobile mining applications where cable weight directly impacts the machine's energy consumption and operational efficiency.
The voltage rating spans from 3.3kV to 22kV, covering the full range of medium voltage applications commonly found in mining operations. The 3.3kV rating suits smaller auxiliary equipment and local distribution systems, whilst the 22kV capability accommodates the high-voltage transmission requirements of large BWEs operating far from electrical infrastructure.
Perhaps most importantly for BWE applications, Type 441 cables are specifically designed for both trailing and reeling operations. This dual capability means a single cable type can serve multiple roles within a mining operation, simplifying inventory management whilst ensuring consistent performance across different applications.
Why Class 1 Matters
The choice of Class 1 construction reflects careful consideration of the unique demands placed on cables in mobile mining applications. The reduced insulation thickness compared to Class 2 cables might initially seem like a compromise, but in dynamic installations, this design choice provides significant advantages.
Lighter weight reduces the mechanical stress on cable support systems and decreases the power required to move the cables during machine operation. More importantly, the reduced wall thickness improves flexibility, allowing the cables to bend more easily around reeling drums and through the complex routing required in mobile equipment installations.
The weight savings become particularly significant when considering the hundreds or even thousands of metres of cable required for large BWE installations. A typical BWE might require 500 to 1000 metres of trailing cable, where every kilogram per metre translates into tonnes of additional weight that must be dragged across the mining site.
Electrical and Structural Design
Electrical Characteristics
The electrical design of Type 441 cables reflects a deep understanding of power transmission requirements in mining environments. The three-phase configuration accommodates the AC power systems universally used in mining operations, whilst the inclusion of earth conductors provides multiple pathways for fault currents and equipment grounding.
The voltage ratings available—3.3kV, 6kV, 11kV, and 22kV—correspond to standard distribution voltages used throughout Australian mining operations. The 3.3kV rating typically serves local equipment and smaller machinery, whilst 6kV and 11kV systems power medium-sized equipment and local distribution networks. The 22kV rating accommodates transmission over longer distances or supply to the largest mobile equipment where voltage drop considerations demand higher transmission voltages.
Central to the cable's design is the extensible pilot conductor, a feature that distinguishes mining cables from standard industrial types. This pilot conductor serves multiple functions: it can carry control signals between the mobile equipment and fixed installations, provide a pathway for monitoring cable condition during operation, or serve as a backup communication channel for emergency systems.
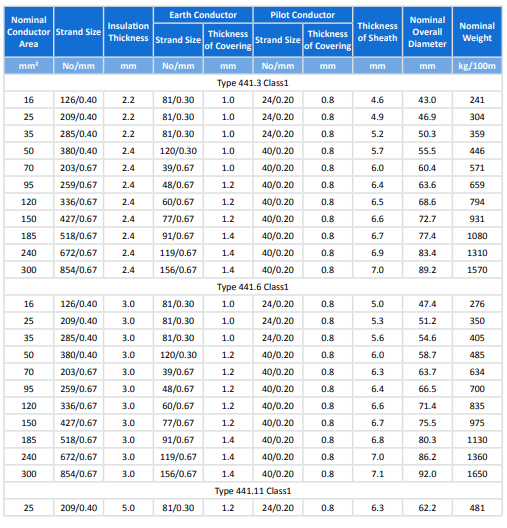
The conductor sizing ranges from 16mm² for smaller applications up to 300mm² for high-current installations. This range accommodates everything from auxiliary equipment requiring modest power levels to main drive systems consuming hundreds of amperes. The larger conductor sizes become essential for BWE main power supplies, where the combination of high power requirements and long cable runs demands substantial conductor cross-sectional area to maintain acceptable voltage regulation.
Structural Components
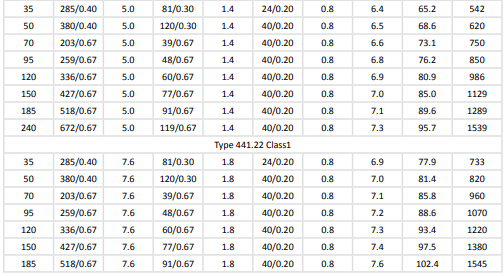
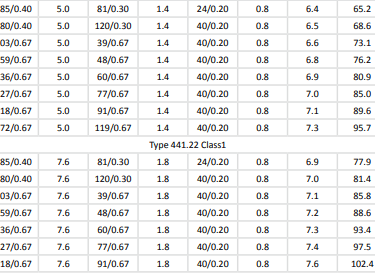
The sophisticated construction of Type 441 cables begins with the conductor itself. Rather than using solid copper wire, which would quickly work-harden and fail under repeated flexing, the cables employ stranded conductors composed of many small copper wires. The specific stranding patterns—such as 126 strands of 0.40mm wire for 16mm² conductors or 854 strands of 0.67mm wire for 300mm² conductors—are carefully engineered to provide optimal flexibility whilst maintaining excellent electrical conductivity.
The use of tinned copper provides superior corrosion resistance compared to bare copper, particularly important in mining environments where moisture, chemicals, and salt-laden atmospheres can rapidly degrade electrical connections. The tinning process involves coating each individual copper strand with a thin layer of tin, creating a barrier that prevents oxidation whilst maintaining excellent electrical properties.
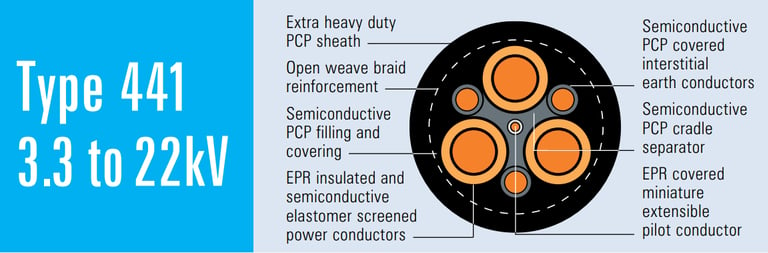
Surrounding each conductor is a layer of semiconductive compound that serves as a conductor screen. This screen, required for cables operating at 3.3kV and above, smooths the electrical field around the conductor, preventing the formation of corona discharges that could gradually degrade the insulation. The semiconductive material conducts enough to control the electrical field but not enough to create significant power losses.
The insulation system employs EPR (Ethylene Propylene Rubber), a synthetic rubber compound specifically chosen for its excellent electrical properties and mechanical durability. EPR maintains its flexibility across a wide temperature range, resists degradation from ozone and ultraviolet radiation, and provides excellent electrical insulation properties that remain stable over many years of service. The insulation thickness varies with voltage rating—2.2mm for 3.3kV applications increasing to 7.6mm for 22kV systems—providing the necessary electrical strength whilst maintaining flexibility.
An insulation screen of semiconductive elastomer surrounds the EPR insulation, serving similar field-smoothing functions to the conductor screen but on the outside of the insulation system. This screen ensures uniform voltage stress distribution and prevents the formation of electrical discharges in voids or at interfaces between different materials.
The revolutionary aspect of Type 441 cable construction lies in its cradle separator system. Rather than simply bundling the three power conductors together, the design incorporates a semiconductive PCP (Polychloroprene) cradle that supports and protects each conductor. This cradle system distributes mechanical stresses more evenly, preventing the concentration of crushing forces that could damage individual conductors.
Filling the spaces between conductors and providing overall core protection is an additional layer of semiconductive PCP covering. This system creates a unified structure that moves as a single unit, reducing internal mechanical stresses that could develop during flexing cycles.
The earth conductors receive special attention in the design. Rather than being simple solid wires, they consist of flexible stranded conductors covered with semiconductive PCP. This construction ensures the earth conductors can flex with the main power conductors whilst maintaining their protective functions. The earth system provides multiple current paths for fault conditions and ensures effective grounding of all metallic components.
The central extensible pilot conductor represents another thoughtful design element. Constructed with its own EPR insulation and flexible stranded copper conductor, this pilot wire can stretch and compress with the main cable whilst maintaining electrical continuity. This extensible feature proves crucial during reeling operations where different parts of the cable experience different mechanical stresses.
Textile reinforcement in the form of open-weave braid provides additional mechanical protection without significantly increasing cable stiffness. This reinforcement helps distribute mechanical loads and provides resistance to puncture and abrasion damage.
The outer sheath represents the cable's first line of defence against the harsh mining environment. The extra-heavy duty PCP (Polychloroprene) sheath provides exceptional resistance to oils, chemicals, abrasion, and weathering. Alternative sheaths of CPE (Chlorinated Polyethylene) or CSP (Chlorosulfonated Polyethylene) can be specified for applications requiring different chemical resistance properties.

Advantages in Harsh Mining Environments
The Australian mining environment presents some of the world's most challenging conditions for electrical equipment. Daytime temperatures can soar above 45°C whilst overnight temperatures in desert regions may drop below freezing. Dust storms can reduce visibility to metres and coat everything with fine, abrasive particles. Sudden weather changes can transform dry creek beds into raging torrents, whilst the constant traffic of massive mining equipment creates ground conditions that would destroy ordinary cables within days.
Type 441 cables excel in these conditions through several key design features. The cradle separator system distributes crushing loads that would destroy conventional cables. When a 400-tonne haul truck inadvertently runs over a trailing cable, the cradle design helps prevent the catastrophic flattening that would sever conductors in ordinary constructions.
The flexibility engineered into every component becomes crucial during reeling operations. As cables wind onto drums several metres in diameter, every layer must accommodate the bending radius without developing stress concentrations. The stranded conductor construction, combined with the carefully selected insulation and sheath materials, allows millions of bending cycles without fatigue failure.
Chemical resistance proves essential in mining environments where diesel fuel, hydraulic oils, cleaning solvents, and processing chemicals create a hostile atmosphere for electrical equipment. The PCP and optional CPE/CSP sheaths resist degradation from these substances, maintaining their protective properties throughout the cable's service life.
Water resistance becomes critical during Australia's dramatic weather events. Flash floods can submerge equipment for hours, whilst high humidity and condensation create persistent moisture challenges. The cable's construction prevents water ingress whilst the semiconductive components help dissipate any electrical stresses that might develop in moist conditions.
The extended service life provided by this robust construction translates directly into reduced operational costs. Each cable replacement requires significant downtime for the affected equipment, lost production that can cost hundreds of thousands of dollars. Additionally, the logistics of transporting and installing replacement cables in remote mining locations adds substantial indirect costs to any failure.
FAQ: Common Issues in Mining Cable Use and Solutions
Q1: What happens if the cable gets crushed under the wheel of a massive haul truck or dozer?
A1: This scenario represents one of the most common causes of cable failure in mining operations, and Type 441 cables are specifically engineered to survive such incidents. The semiconductive cradle separator system distributes crushing forces across the entire cable structure rather than allowing them to concentrate on individual conductors. When a 200-tonne haul truck passes over the cable, the cradle design helps maintain the circular geometry of each conductor, preventing the flattening that would immediately sever the electrical connection. The extra-heavy duty sheath provides additional crush resistance, whilst the textile reinforcement helps distribute loads. However, it's important to note that whilst these cables can survive occasional crushing incidents that would destroy ordinary cables, repeated severe crushing will eventually cause damage. Proper cable routing and protection systems remain essential for maximising service life.
Q2: How do these cables perform under the constant flexing experienced during reeling and trailing operations?
A2: Constant flexing represents perhaps the most demanding aspect of mobile mining cable applications, and Type 441 cables are specifically designed for this challenge. The secret lies in the construction details: every component from the individual copper strands to the outer sheath is selected and configured for flexibility. The stranded conductor construction uses many small wires rather than fewer large ones, allowing the conductor to bend without individual strands taking excessive stress. The EPR insulation maintains its elasticity through millions of flex cycles, whilst the semiconductive components retain their electrical properties despite repeated deformation. The cradle separator system ensures that all components flex together as a unified structure, preventing the development of internal stresses that could cause premature failure. Real-world testing demonstrates that properly installed Type 441 cables can withstand millions of flex cycles, far exceeding the lifetime requirements of most mining applications.
Q3: Are these cables safe to use in wet conditions or chemically aggressive environments common in mining operations?
A3: Australian mining operations frequently encounter both water and chemical challenges, and Type 441 cables are engineered to maintain safe operation in these conditions. The PCP sheath provides excellent resistance to water ingress, maintaining its barrier properties even during prolonged submersion. The optional CPE or CSP sheaths offer enhanced chemical resistance for applications involving aggressive substances. The semiconductive components help manage any electrical stresses that might develop in moist conditions, preventing the formation of tracking or flashover paths. The earth conductor system provides multiple pathways for fault currents, ensuring that any insulation failure will quickly trip protective devices rather than creating ongoing hazards. Additionally, the cable construction prevents water from migrating along the conductors even if the sheath is damaged, limiting the extent of any moisture-related problems. However, like all electrical equipment, these cables should be regularly inspected and tested to ensure continued safe operation in challenging environments.
Q4: Can these cables handle the long distances required for large BWEs that may operate far from electrical infrastructure?
A4: Large BWEs often operate at considerable distances from fixed electrical infrastructure, requiring cable runs of 500 to 1000 metres or more. Type 441 cables are available in conductor sizes up to 300mm², providing excellent current-carrying capacity that minimises voltage drop over these extended distances. The relationship between conductor size, current-carrying capacity, and voltage drop is critical in these applications. For example, a 240mm² conductor can safely carry over 400 amperes continuously whilst maintaining acceptable voltage regulation over distances exceeding 800 metres. The medium voltage ratings (up to 22kV) also help minimise transmission losses compared to low voltage systems. Cable engineers can calculate the optimal combination of conductor size and voltage level to meet the specific requirements of each installation. Additionally, the cable's construction ensures that electrical properties remain stable throughout its service life, preventing the gradual degradation that could lead to increasing voltage drops or power losses over time.
Q5: Is overheating a concern with these cables, particularly in Australia's extreme temperatures?
A5: Managing thermal conditions represents a critical aspect of cable design for Australian mining applications, where ambient temperatures can exceed 45°C and direct solar radiation adds additional thermal load. Type 441 cables incorporate several features to address thermal challenges effectively. The EPR insulation system maintains its electrical and mechanical properties across a wide temperature range, remaining flexible and maintaining insulation strength even under extreme conditions. The semiconductive layers help distribute electrical stresses evenly, preventing hot spots that could lead to localised overheating. The conductor sizing tables provided by manufacturers include appropriate derating factors for elevated ambient temperatures, ensuring that cables operate within safe thermal limits even in extreme conditions. The cable construction also promotes heat dissipation—the relatively thin Class 1 construction allows heat to dissipate more readily than thicker-walled alternatives. However, proper installation practices remain crucial: cables should be protected from direct solar radiation where possible, provided with adequate ventilation, and sized appropriately for their thermal environment. Regular thermal monitoring during commissioning and operation helps ensure continued safe performance throughout the cable's service life.
Conclusion
The Type 441 Class 1 mining cable represents far more than a simple electrical component—it embodies the engineering solutions that make modern large-scale mining operations possible. In the context of massive Bucket-Wheel Excavators operating in Australia's challenging environments, these cables serve as the vital link between stationary electrical infrastructure and mobile equipment that never stops moving.
The sophisticated construction of these cables, from their flexible stranded conductors to their chemically resistant sheaths, reflects decades of accumulated experience in mining cable applications. Every design element serves a specific purpose in addressing the unique combination of electrical, mechanical, and environmental challenges encountered in mining operations.
The cradle separator system prevents crushing damage, the EPR insulation maintains electrical integrity through millions of flex cycles, the semiconductive components manage electrical stresses, and the heavy-duty sheaths protect against the chemical and physical assault of the mining environment. Together, these features create cables capable of reliable operation in conditions that would quickly destroy conventional electrical cables.
For mining operations, the strategic importance of high-performance cables extends far beyond their immediate electrical function. A single cable failure can halt production worth hundreds of thousands of dollars per day, whilst the remote locations of many mining operations make emergency repairs both difficult and expensive. The extended service life and enhanced reliability provided by Type 441 cables translate directly into improved operational efficiency and reduced total cost of ownership.
As Australian mining operations continue to expand in scale and complexity, the demands placed on electrical infrastructure will only increase. Bucket-Wheel Excavators are becoming larger and more powerful, operating at greater distances from fixed infrastructure and in increasingly challenging environments. The Type 441 Class 1 cable system provides the robust electrical foundation these operations require, enabling the continued productivity that drives Australia's mining industry and, by extension, the national economy.
The investment in high-quality mining cables like the Type 441 series represents a commitment to operational excellence that pays dividends throughout the equipment's service life. In an industry where downtime costs are measured in the hundreds of thousands of dollars per day, the reliability and durability of these specialised cables contribute directly to the bottom line whilst ensuring the safety of personnel working in demanding mining environments.
Looking forward, as mining operations become increasingly automated and reliant on sophisticated electrical and electronic systems, the importance of reliable power transmission will only grow. The Type 441 Class 1 cable system, with its proven track record in Australian mining operations, provides the electrical infrastructure foundation upon which the future of large-scale mining will be built.

