
SANS 1507-4 Steel Wire Armoured XLPE-PVC 0.6/1kV Mining Cables
Comprehensive guide to SANS 1507-4 steel wire armoured XLPE-PVC mining cables covering electrical parameters, applications, installation requirements, and troubleshooting for South African mining operations.
6/25/202517 min read
SANS 1507-4 Steel Wire Armoured XLPE-PVC 0.6/1kV Mining Cables Mynkabel
Introduction: The Backbone of Mining Operations
Mining operations across South Africa rely heavily on robust electrical infrastructure to power everything from underground drilling equipment to surface processing facilities. At the heart of this infrastructure lies specialised cabling designed to withstand the harsh conditions that characterise mining environments. These cables must endure extreme temperatures, mechanical stress from rock movements, chemical exposure from mining processes, and the constant vibration that comes with heavy machinery operations.
The SANS 1507-4 standard represents a critical benchmark for mining cable performance in South Africa. This standard, developed specifically for local mining conditions, ensures that cables can perform reliably in environments where failure could result in production delays, safety hazards, or even loss of life. The standard builds upon international best practices whilst addressing the unique challenges faced by South African mining operations, including the deep underground conditions found in gold and platinum mines, the corrosive environments of copper mining, and the extreme temperatures encountered in various mining applications.
Steel Wire Armoured (SWA) cables with Cross-Linked Polyethylene (XLPE) insulation and Polyvinyl Chloride (PVC) sheathing represent the gold standard for mining applications. This combination provides exceptional mechanical protection through the steel wire armour, superior electrical performance through XLPE insulation, and excellent chemical resistance through PVC sheathing. Understanding how these components work together is essential for anyone involved in mining electrical installations, from project managers to maintenance technicians.
The 0.6/1kV voltage rating makes these cables suitable for a wide range of mining equipment, from low-voltage control systems to medium-power motors and lighting installations. This voltage class strikes an optimal balance between safety and performance, providing sufficient power capacity whilst maintaining manageable safety requirements for installation and maintenance personnel.
Application Scenarios: Where and Why These Cables Excel
Underground Mining Installations: Built for the Depths
Underground mining presents perhaps the most challenging environment for electrical cables anywhere in the industrial world. The combination of mechanical stress, moisture, temperature extremes, and chemical exposure creates a perfect storm that can quickly destroy inadequately specified cables. SANS 1507-4 steel wire armoured cables are specifically engineered to thrive in these conditions.
In underground tunnels and shafts, these cables must withstand the constant threat of rock falls and ground movement. The galvanised steel wire armour provides a protective barrier that can absorb significant impact energy without compromising the internal conductors. This protection is particularly crucial in areas where blasting operations create shock waves that can travel through rock formations and stress electrical installations. The armour also provides excellent resistance to crushing forces that might occur if equipment accidentally contacts the cable or if ground settlement occurs around the installation.
Underground galleries, where cables often run for hundreds of metres between access points, present unique challenges for cable installation and maintenance. The steel wire armour allows these cables to be pulled through conduits or laid in cable trays without fear of damage during installation. Once installed, the armour continues to provide protection against accidental damage from mining equipment, tools, or maintenance activities.
The flame-retardant properties of these cables become particularly important in underground applications where fire safety is paramount. In the confined spaces of underground mining operations, any fire can quickly become life-threatening. The cable's compliance with IEC 60332-1-2 flame retardancy standards ensures that the cable will not contribute to fire propagation, providing valuable time for evacuation and fire suppression activities.
Direct Burial Applications: Engineered for Earth Contact
Many mining operations require cables to be buried directly in the ground, particularly for connections between surface facilities, power distribution to remote equipment, and temporary installations that may later become permanent. The direct burial capability of SANS 1507-4 cables eliminates the need for expensive conduit systems whilst providing reliable long-term performance.
The key to successful direct burial lies in understanding soil conditions and their impact on cable performance. Free-draining soils are ideal because they minimise moisture contact with the cable sheath whilst allowing for thermal dissipation. The PVC outer sheath provides excellent resistance to ground chemicals, including acids and alkalis that might be present in mining soils due to mineral content or processing activities.
Soil thermal conductivity becomes a critical factor in determining current-carrying capacity for buried cables. The technical specifications provide current ratings for both in-ground and free-air installations, with buried cables typically having lower current ratings due to reduced heat dissipation. This difference must be carefully considered during system design to ensure adequate power capacity whilst maintaining safe operating temperatures.
The mechanical protection provided by the steel wire armour is essential for buried applications where the cable might be subjected to ground settlement, frost heave, or accidental excavation. The armour distributes mechanical stress across the cable's length rather than concentrating it at specific points, significantly reducing the risk of conductor damage.
Indoor and Outdoor Fixed Installations: Versatility in Surface Applications
Mining processing plants and surface facilities present their own unique challenges for electrical installations. These environments often combine high ambient temperatures, chemical exposure, moisture, and mechanical vibration in ways that can quickly degrade inferior cables. SANS 1507-4 cables excel in these applications due to their robust construction and environmental resistance.
Indoor installations in processing facilities benefit from the cable's flame-retardant properties and resistance to chemical exposure. Mining processes often involve chemicals that can attack cable sheaths, but the PVC outer sheath provides excellent resistance to most common industrial chemicals. The temperature rating of -20°C to +90°C ensures reliable operation even in facilities where process heat creates elevated ambient temperatures.
Outdoor installations face additional challenges from ultraviolet radiation, temperature cycling, and weather exposure. Whilst the PVC sheath provides good weather resistance, outdoor installations may benefit from additional protection in areas with extreme UV exposure or temperature extremes. The cable's black sheath with red stripe identification helps with visibility and proper identification during maintenance activities.
The mechanical strength provided by the steel wire armour becomes particularly valuable in installations where the cable might be subjected to vibration from heavy machinery or processing equipment. This vibration resistance helps prevent fatigue failures that could occur over time in installations using less robust cables.
Electrical and Physical Characteristics: Engineering Excellence in Detail
Voltage Rating and System Compatibility
The voltage designation Uo/U = 0.6/1kV requires careful explanation to ensure proper application. The first value (Uo = 0.6kV) represents the maximum voltage between any conductor and earth, whilst the second value (U = 1kV) represents the maximum voltage between any two conductors. This rating system, based on European standards, ensures safe operation in systems with various earthing arrangements.
This voltage class makes the cables suitable for connection to equipment rated up to 1000V AC or 1500V DC, covering the vast majority of mining equipment including motors, lighting systems, control panels, and portable equipment. The voltage rating provides adequate safety margin for normal system voltage variations whilst maintaining reasonable insulation thickness for flexibility and cost-effectiveness.
Understanding the relationship between system voltage and cable voltage rating is crucial for safe installation. The cable's voltage rating must equal or exceed the system voltage under all operating conditions, including fault conditions where voltages might temporarily exceed normal levels. This consideration is particularly important in mining applications where earth fault conditions might create elevated voltages between conductors and earth.
Temperature Performance: Engineered for Extremes
The operating temperature range of -20°C to +90°C reflects the real-world conditions encountered in mining applications. The lower temperature limit ensures reliable operation in refrigerated facilities, winter conditions, or air-conditioned control rooms. The upper temperature limit accommodates the heat generated by current flow through the conductors plus ambient temperature from mining processes or equipment.
The XLPE insulation material provides superior temperature performance compared to traditional PVC insulation. Cross-linking the polyethylene creates a three-dimensional molecular structure that maintains its properties at elevated temperatures. This allows the cable to carry higher currents than equivalent PVC-insulated cables whilst maintaining the same safety margins.
Short-circuit performance becomes critical in mining applications where fault currents can be extremely high. The cable's ability to withstand temperatures up to +250°C for short periods (typically 1-5 seconds) ensures that the insulation will not fail during the time required for protective devices to operate. This short-circuit rating must be coordinated with the protective device settings to ensure safe operation.
Temperature cycling, where cables experience repeated heating and cooling cycles, can cause fatigue in cable materials over time. The XLPE insulation's cross-linked structure provides excellent resistance to thermal cycling, maintaining its electrical and mechanical properties throughout the cable's operational life.
Mechanical Strength and Installation Considerations
The galvanised steel wire armour provides exceptional mechanical protection whilst maintaining reasonable flexibility for installation. The galvanising process coats the steel wire with zinc, providing corrosion resistance that extends the cable's operational life even in harsh environments. This corrosion resistance is particularly important in mining applications where moisture and chemical exposure are common.
The minimum bending radius specifications reflect the mechanical limitations of the steel wire armour and the internal cable components. For cables with cross-sectional areas from 1.5mm² to 16mm², the minimum bending radius is six times the overall cable diameter. For larger cables (25mm² and above), this increases to eight times the overall diameter. These specifications ensure that bending during installation does not damage the armour or stress the internal conductors.
Understanding pulling tension limits becomes crucial during installation in long cable runs or complex routing situations. The steel wire armour can support significant pulling forces, but these forces must be applied correctly to avoid damaging the internal components. Proper cable grips and pulling techniques are essential for maintaining cable integrity during installation.
The cable's construction must also accommodate thermal expansion and contraction during operation. The steel wire armour provides dimensional stability whilst the XLPE insulation and PVC sheath accommodate thermal movement without developing stress points that could lead to premature failure.
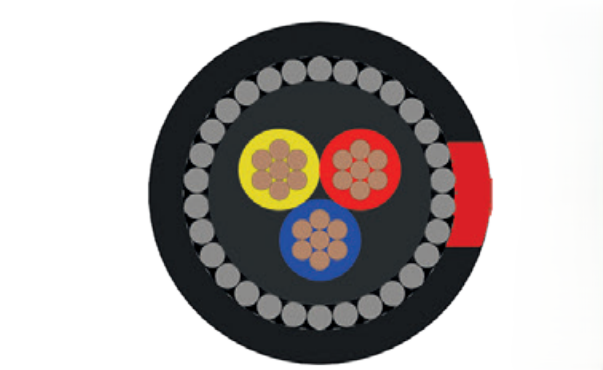
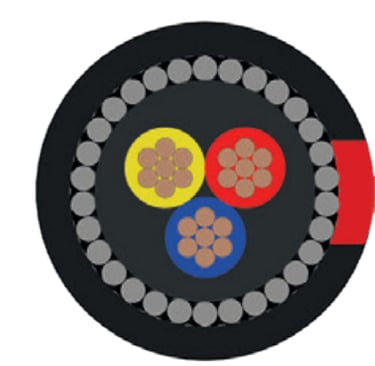
Construction Analysis: Layer by Layer Excellence
The copper conductor provides optimal electrical conductivity whilst maintaining reasonable cost and weight. Copper's excellent current-carrying capacity and corrosion resistance make it ideal for mining applications where long-term reliability is essential. The conductor construction, whether solid or stranded, affects both electrical performance and mechanical flexibility.
XLPE insulation represents a significant advancement over traditional insulation materials. The cross-linking process creates chemical bonds between polymer chains, resulting in improved thermal stability, mechanical strength, and electrical properties. This insulation can withstand higher operating temperatures whilst maintaining excellent dielectric strength and low power factor.
The PVC bedding layer provides a smooth surface for the steel wire armour installation whilst protecting the insulation from mechanical damage during cable manufacture and installation. This layer also provides additional chemical resistance and helps maintain the cable's round cross-section under mechanical stress.
The galvanised steel wire armour consists of multiple steel wires helically wound around the cable core. The pitch and direction of the winding are carefully controlled to provide optimal mechanical protection whilst maintaining flexibility. The galvanising provides corrosion resistance that extends the cable's life in harsh environments.
The PVC outer sheath provides the primary protection against environmental factors including moisture, chemicals, UV radiation, and mechanical abrasion. The sheath thickness is carefully chosen to provide adequate protection whilst maintaining flexibility for installation and service.
Electrical Performance Parameters: Power Delivery Excellence
The maximum DC resistance values provided in the technical specifications represent the highest acceptable resistance at 20°C for each conductor size. These values directly affect voltage drop calculations and power losses in the system. Lower resistance values indicate better conductivity and reduced power losses, which translate to improved system efficiency and reduced operating costs.
Current-carrying capacity represents the maximum continuous current that the cable can carry without exceeding its temperature rating. These values are provided for different installation methods because the surrounding environment significantly affects heat dissipation. Free-air installations allow better heat dissipation and therefore higher current ratings compared to buried installations.
The current ratings assume specific installation conditions including ambient temperature, grouping factors, and installation method. Real-world installations often require derating factors to account for higher ambient temperatures, multiple cables in close proximity, or installation methods that restrict heat dissipation. Understanding these derating factors is crucial for proper cable selection and safe operation.
Voltage drop calculations become particularly important in mining applications where cable runs can be extremely long. The combination of cable resistance and current flow creates voltage drops that must be limited to ensure proper equipment operation. The cable's resistance values allow accurate calculation of voltage drops for any installation configuration.
Compliance and Environmental Sustainability: Meeting Global Standards
Regulatory Framework and Testing
Compliance with SANS 1507-4 ensures that the cable meets South African mining industry requirements for performance, safety, and reliability. This standard incorporates requirements for mechanical strength, electrical performance, flame retardancy, and environmental resistance that are specifically relevant to South African mining conditions.
The IEC 60332-1-2 flame retardancy standard ensures that the cable will not propagate flame when subjected to a standardised flame test. This characteristic is crucial in mining applications where fire safety is paramount. The test involves applying a flame to a vertical cable sample and measuring flame propagation and burning time after flame removal.
RoHS (Restriction of Hazardous Substances) compliance ensures that the cable does not contain prohibited levels of hazardous materials including lead, mercury, cadmium, hexavalent chromium, and certain flame retardants. This compliance is important for environmental protection and worker safety during cable manufacture, installation, and disposal.
REACH (Registration, Evaluation, Authorisation and Restriction of Chemicals) compliance ensures that all chemical substances used in cable manufacture are properly registered and evaluated for safety. This regulation helps protect human health and the environment by controlling the use of chemical substances in industrial products.
The EU Low Voltage Directive compliance ensures that the cable meets European safety standards for electrical equipment. This compliance facilitates international trade whilst ensuring consistent safety standards across different markets.
Testing and Quality Assurance
The Cable Lab's ISO/IEC 17025 accreditation ensures that all testing is performed to international standards with proper quality control and traceability. This accreditation covers testing procedures, equipment calibration, personnel competency, and result reporting. The IECEE CBTL (IEC System for Conformity Testing and Certification of Electrotechnical Equipment and Components) recognition provides international acceptance of test results.
Continuous testing throughout the manufacturing process ensures consistent quality and performance. This testing includes raw material verification, in-process monitoring, and final product testing before shipment. The comprehensive testing regime covers electrical, mechanical, and environmental performance parameters.
Quality assurance extends beyond manufacturing to include proper storage, handling, and transportation practices. Cable performance can be affected by improper handling, excessive bending, or exposure to adverse environmental conditions during storage and transportation.
Environmental Responsibility and Sustainability
The commitment to Science Based Targets initiative demonstrates a structured approach to emissions reduction based on climate science. This approach ensures that emissions reduction targets are aligned with the level of decarbonisation required to meet the goals of the Paris Agreement.
The United Nations Global Compact signatory status represents a commitment to align operations with universal principles on human rights, labour, environment, and anti-corruption. This commitment extends throughout the supply chain and influences business practices at all levels.
Net Zero emissions targets require comprehensive measurement and reduction of greenhouse gas emissions throughout the product lifecycle. This includes emissions from raw material extraction, manufacturing processes, transportation, installation, operation, and end-of-life disposal or recycling.
Embodied carbon consideration involves measuring and minimising the carbon footprint associated with cable materials and manufacturing processes. This approach recognises that environmental impact extends beyond operational energy consumption to include the energy required for material production and processing.
Comprehensive recycling services ensure that cables can be properly disposed of at the end of their operational life. Cable recycling involves separating and recovering valuable materials including copper conductors, steel armour, and plastic components for reuse in new products.

Frequently Asked Questions: Addressing Real-World Mining Concerns
Q1: How does the cable withstand mechanical damage from underground rock shifts or accidental impacts?
The galvanised Steel Wire Armour (SWA) construction provides exceptional protection against mechanical damage through multiple mechanisms. The steel wire armour distributes impact forces across a wide area rather than concentrating them at a single point, significantly reducing the risk of conductor damage. Each steel wire in the armour can absorb impact energy through elastic deformation, whilst the helical winding pattern allows the armour to flex without losing its protective properties.
Underground rock shifts create complex stress patterns that can damage conventional cables through crushing, stretching, or shearing forces. The steel wire armour's construction allows it to accommodate moderate ground movement without transferring stress to the internal conductors. The armour's flexibility permits the cable to bend and flex with ground movement whilst maintaining its protective function.
Accidental impacts from mining equipment, tools, or falling rocks are common hazards in mining environments. The steel wire armour provides a protective barrier that can withstand significant impact forces without compromising the cable's electrical integrity. The galvanised coating on the steel wire provides corrosion resistance that maintains the armour's strength even in harsh underground conditions.
The cable's overall construction works synergistically to provide mechanical protection. The PVC bedding layer cushions the armour against the insulated conductors, whilst the outer PVC sheath protects the armour from environmental factors that could cause corrosion or degradation over time.
Q2: Is this cable suitable for wet or chemically aggressive soil conditions?
The cable's construction provides excellent resistance to moisture and many chemicals commonly encountered in mining environments, but understanding the specific soil conditions is crucial for proper application. The PVC outer sheath provides the primary barrier against moisture and chemical infiltration, with proven resistance to acids, alkalis, salts, and many organic compounds.
Free-draining soil conditions are specified because they minimise prolonged moisture contact with the cable sheath whilst allowing for thermal dissipation. Soils with high clay content or poor drainage can create conditions where the cable remains continuously wet, potentially affecting long-term performance. In such conditions, additional protection measures such as cable ducts or protective wrapping may be advisable.
Chemical aggressiveness varies significantly depending on local soil conditions and mining activities. Soils contaminated with processing chemicals, acid mine drainage, or high salt concentrations may require special consideration. The PVC sheath provides good resistance to most common soil chemicals, but extreme conditions might require cables with enhanced chemical resistance or additional protective measures.
Groundwater conditions must also be considered, particularly in areas where the water table fluctuates or where groundwater contains dissolved minerals or chemicals. Prolonged submersion in chemically aggressive groundwater may eventually affect cable performance, even with the protective PVC sheath.
For extremely aggressive environments, soil testing can help determine the specific chemicals present and their concentrations. This information allows for proper cable selection and the implementation of additional protective measures if necessary. In some cases, higher-grade sheathing materials or protective conduits may be recommended to ensure long-term reliability.
Q3: What happens if the cable is exposed to high temperatures?
The cable's temperature rating system is designed to handle various thermal conditions encountered in mining operations. The continuous operating temperature rating of +90°C represents the maximum temperature at which the cable can operate indefinitely without degradation of its electrical or mechanical properties. This rating accounts for both the heat generated by current flow through the conductors and the ambient temperature of the installation environment.
The XLPE insulation's cross-linked structure provides superior temperature performance compared to conventional insulation materials. At the molecular level, cross-linking creates strong chemical bonds between polymer chains that maintain their structure even at elevated temperatures. This allows the insulation to maintain its dielectric strength and mechanical properties throughout the specified temperature range.
Short-circuit conditions present the most severe thermal stress that a cable might encounter. During short-circuit events, fault currents can be many times higher than normal operating currents, generating intense heat very rapidly. The cable's ability to withstand temperatures up to +250°C for short periods (typically 1-5 seconds) ensures that the insulation will not fail during the time required for protective devices to clear the fault.
Temperature cycling effects must also be considered in mining applications where equipment operation patterns or seasonal variations cause repeated heating and cooling of the cable. The XLPE insulation's cross-linked structure provides excellent resistance to thermal cycling, maintaining its properties through thousands of temperature cycles without degradation.
Heat dissipation becomes critical in installations where multiple cables are grouped together or where ambient temperatures are elevated due to mining processes. Proper installation practices, including adequate spacing between cables and provision for ventilation, help ensure that the cable operates within its temperature rating even under adverse conditions.
Q4: Can this cable be used in areas where fire safety is critical?
Fire safety represents one of the most critical considerations in mining operations, particularly in underground environments where escape routes may be limited and fire suppression challenging. The cable's compliance with IEC 60332-1-2 flame retardancy standards provides essential fire safety characteristics that make it suitable for critical applications.
The flame retardancy testing involves subjecting a vertical cable sample to a standardised flame for a specified period, then measuring flame propagation and burning time after flame removal. Cables that meet this standard demonstrate that they will not sustain combustion or propagate flame beyond the point of ignition, helping to prevent fire spread along cable routes.
In confined mining environments, the products of combustion can be as dangerous as the fire itself. The cable's construction minimises the production of toxic gases and smoke during combustion, providing valuable time for evacuation and fire suppression activities. However, it's important to note that all organic materials will produce some combustion products, so proper ventilation and fire suppression systems remain essential.
The steel wire armour provides an additional fire safety benefit by maintaining cable integrity during fire conditions. This integrity can be crucial for emergency lighting, communication systems, and fire suppression equipment that must continue operating during emergency conditions.
Fire safety planning should consider cable routing, separation from ignition sources, and integration with fire detection and suppression systems. Proper installation practices, including the use of fire barriers and proper cable support systems, enhance the cable's inherent fire safety characteristics.
Q5: What size cable should I choose for my mining equipment?
Cable sizing for mining equipment involves multiple technical considerations that must be evaluated systematically to ensure safe and efficient operation. The primary factors include the equipment's current requirements, installation method, cable length, voltage drop limitations, and fault current considerations.
Equipment current requirements form the starting point for cable selection. The cable's continuous current rating must exceed the equipment's full-load current with appropriate safety margins. However, the tabulated current ratings assume specific installation conditions, so derating factors may apply for installations in high ambient temperatures, grouped with other cables, or installed in ways that restrict heat dissipation.
Installation method significantly affects current-carrying capacity. Free-air installations allow better heat dissipation and therefore higher current ratings compared to buried installations or cables installed in conduits. The difference can be substantial—for example, a 25mm² cable might carry 152A in free air but only 131A when buried in ground.
Cable length affects voltage drop, which must be limited to ensure proper equipment operation. Mining equipment is often sensitive to voltage variations, so voltage drop calculations become critical for long cable runs. The cable's resistance values allow accurate calculation of voltage drops for any installation configuration.
Fault current considerations ensure that the cable can withstand short-circuit conditions without damage. The cable's short-circuit current rating must exceed the maximum fault current that the system's protective devices allow to flow. This coordination between cable capability and protective device settings is essential for safe operation.
Environmental factors including temperature, moisture, chemical exposure, and mechanical stress must also be considered. These factors may require derating of the cable's current-carrying capacity or selection of larger cable sizes to ensure reliable long-term operation.
Q6: What are the environmental benefits of this cable?
The environmental benefits of choosing SANS 1507-4 compliant cables extend throughout the product lifecycle, from raw material selection through manufacturing, installation, operation, and end-of-life disposal. The manufacturer's commitment to Science Based Targets initiative ensures that emissions reduction efforts are aligned with climate science and the goals of the Paris Agreement.
Net Zero emissions reduction planning involves comprehensive measurement and reduction of greenhouse gas emissions throughout the product lifecycle. This approach considers emissions from raw material extraction and processing, manufacturing operations, transportation, installation activities, and end-of-life disposal or recycling. The commitment to near-term emissions reductions demonstrates immediate action rather than distant future promises.
RoHS compliance eliminates or minimises the use of hazardous substances including lead, mercury, cadmium, hexavalent chromium, and certain brominated flame retardants. This compliance protects both environmental and human health throughout the product lifecycle, from manufacturing workers to installation personnel to end-users.
REACH compliance ensures that all chemical substances used in cable manufacture are properly registered and evaluated for safety. This regulation drives the development of safer alternatives to hazardous chemicals and provides transparency about the chemicals used in products.
Comprehensive recycling services ensure that valuable materials can be recovered and reused at the end of the cable's operational life. Copper conductors, steel armour, and plastic components can all be recycled, reducing the demand for virgin materials and minimising waste going to landfills.
The cable's long operational life reduces the frequency of replacement and associated environmental impacts. Quality construction and materials selection ensure reliable operation for decades, minimising the total environmental impact per unit of service provided.
Embodied carbon considerations involve measuring and minimising the carbon footprint associated with cable materials and manufacturing processes. This approach recognises that environmental impact extends beyond operational energy consumption to include the energy required for material production and processing.
Conclusion: Excellence in Mining Cable Technology
SANS 1507-4 Steel Wire Armoured XLPE-PVC mining cables represent the culmination of decades of engineering development specifically focused on the unique challenges of mining operations. The combination of mechanical protection from galvanised steel wire armour, superior electrical performance from XLPE insulation, and environmental resistance from PVC sheathing creates a cable solution that excels in the most demanding applications.
The cable's durability stems from its comprehensive approach to the challenges encountered in mining environments. Rather than addressing individual challenges in isolation, the cable's design considers the interaction between mechanical stress, thermal cycling, chemical exposure, and electrical performance to create a solution that performs reliably throughout its operational life.
Safety considerations permeate every aspect of the cable's design and manufacture. From flame retardancy that helps prevent fire propagation to mechanical strength that prevents electrical failures, the cable contributes to the overall safety of mining operations. The compliance with international standards ensures that these safety characteristics meet globally recognised benchmarks.
Electrical performance excellence ensures that mining equipment receives clean, reliable power even under challenging conditions. The combination of low resistance conductors, superior insulation, and proper voltage ratings ensures efficient power transmission with minimal losses and maximum reliability.
The comprehensive compliance framework, including SANS 1507-4, IEC standards, RoHS, REACH, and other regulatory requirements, ensures that the cable meets the highest standards for performance, safety, and environmental responsibility. This compliance provides confidence for specifiers, installers, and operators that the cable will perform as expected throughout its operational life.
Environmental sustainability considerations reflect the growing importance of responsible manufacturing and operation in the mining industry. The commitment to Net Zero emissions, comprehensive recycling services, and responsible material selection demonstrates that high performance and environmental responsibility can coexist.
The importance of choosing certified, high-quality mining cables cannot be overstated. In mining operations where equipment failure can result in production delays, safety hazards, or environmental incidents, the cable infrastructure must be absolutely reliable. SANS 1507-4 compliant cables provide this reliability through proven design, rigorous testing, and continuous quality assurance.
For mining operators, electrical contractors, and maintenance personnel, understanding the capabilities and proper application of these cables is essential for creating electrical systems that support safe, efficient, and profitable mining operations. The investment in quality cables pays dividends through reduced maintenance costs, improved reliability, and enhanced safety throughout the operational life of the mining facility.

