
SANS Type 61A Mining Cables
In the demanding world of South African mining, where operations extend deep beneath the earth's surface and equipment must withstand extreme conditions, the reliability of electrical infrastructure becomes absolutely critical. Among the essential components that keep mines operational, SANS Type 61A mining cables stand as one of the most important innovations in portable power distribution technology.
6/24/202515 min read
SANS Type 61A Mining Cables
Introduction: The Backbone of Underground Power Distribution
In the demanding world of South African mining, where operations extend deep beneath the earth's surface and equipment must withstand extreme conditions, the reliability of electrical infrastructure becomes absolutely critical. Among the essential components that keep mines operational, SANS Type 61A mining cables stand as one of the most important innovations in portable power distribution technology.
These specialised cables represent far more than simple electrical conductors—they are engineered lifelines that deliver power safely and reliably to the sophisticated machinery that drives modern mining operations. From the gold mines of the Witwatersrand to the platinum operations of the Bushveld Complex, Type 61A cables provide the flexible, robust power distribution solution that mining engineers have come to depend upon.
The significance of these cables extends beyond their immediate function. They embody decades of engineering refinement, incorporating lessons learned from harsh underground environments where failure is not an option. Each cable must withstand not only the electrical demands of heavy machinery but also the physical challenges of underground installation, including temperature extremes, mechanical stress, and exposure to various chemicals and abrasive materials.
What sets SANS Type 61A cables apart is their strict compliance with South African National Standards, particularly SANS 1520-1, which establishes the rigorous requirements for mining cables used in potentially hazardous environments. This compliance ensures that every cable meets the exacting safety and performance standards demanded by the mining industry, where worker safety and operational continuity are paramount concerns.
The development of Type 61A cables represents a sophisticated understanding of mining operational requirements. Unlike standard industrial cables, these are purpose-built for the unique challenges of mining environments, where equipment must often be moved, repositioned, or operated in confined spaces. The cables' design philosophy centres on providing maximum flexibility without compromising electrical performance or safety integrity.
Application Scenarios: Where Type 61A Cables Excel
Portable Electrical Equipment Applications
The primary strength of SANS Type 61A cables lies in their exceptional suitability for portable electrical equipment applications throughout mining operations. These cables excel in scenarios where traditional fixed wiring systems would prove impractical or impossible to implement effectively.
In conveyor systems, which form the arterial network of material transport in modern mines, Type 61A cables provide the flexible power connections needed for mobile conveyor sections. These systems often require repositioning as mining faces advance, and the cables' superior flexibility allows for smooth operation without the constant need for rewiring. The cables can handle the substantial power requirements of conveyor motors while maintaining their integrity through repeated bending and movement cycles.
Ventilation fan installations represent another critical application area where Type 61A cables demonstrate their value. Underground ventilation systems require fans to be positioned at various points throughout the mine workings, often in locations where permanent electrical installation would be prohibitively expensive or logistically challenging. The cables' ability to withstand the environmental conditions found in ventilation airways, including temperature variations and potential exposure to dust and moisture, makes them ideal for these applications.
Pumping equipment, essential for water management in underground operations, relies heavily on Type 61A cables for power distribution. Whether supporting dewatering pumps in active workings or maintaining sump pumps in permanent installations, these cables provide the electrical reliability needed for continuous operation. Their resistance to moisture and mechanical stress ensures consistent performance even in the challenging conditions typically found around pumping stations.
Loading equipment and mobile machinery represent perhaps the most demanding applications for Type 61A cables. Load-haul-dump (LHD) machines, mobile crushers, and other heavy equipment require power connections that can withstand constant movement, vibration, and the occasional impact that comes with mining operations. The cables' robust construction and flexible design allow them to maintain electrical integrity while supporting the dynamic operational requirements of modern mining machinery.
Machinery On-Board Wiring Applications
Beyond portable equipment connections, Type 61A cables serve a crucial role in the on-board wiring systems of heavy mining machinery. This application requires cables that can handle not only the electrical loads but also the constant vibration, movement, and environmental exposure that characterise mobile mining equipment.
Submersible pump installations present unique challenges that Type 61A cables are specifically designed to address. These pumps often operate in harsh environments where traditional cables would quickly fail due to moisture ingress or mechanical damage. The cables' superior sheathing materials and construction techniques provide the protection needed for reliable long-term operation in these challenging conditions.
Drilling equipment represents another area where Type 61A cables excel in on-board applications. Modern drilling rigs incorporate sophisticated electrical systems for positioning, rotation, and monitoring functions. The cables must provide reliable power distribution while withstanding the intense vibration and movement associated with drilling operations. Their flexible construction allows them to move with the equipment without developing stress points that could lead to failure.
Haulage vehicles, including both underground trucks and surface mining equipment, require electrical systems that can operate reliably despite constant movement over rough terrain. Type 61A cables provide the durability needed for these applications while maintaining the flexibility required for routing through complex vehicle chassis and around moving mechanical components.
Key Electrical and Physical Parameters: Engineering Excellence in Detail
Voltage Rating and Temperature Performance
The electrical specifications of SANS Type 61A cables reflect careful engineering to meet the demanding requirements of mining applications. The voltage rating of U₀/U = 640/1100V provides adequate capacity for most mining equipment while maintaining safety margins appropriate for potentially hazardous environments.
This voltage rating deserves careful explanation for those unfamiliar with cable specifications. The notation U₀/U represents two critical voltage values: U₀ refers to the voltage between any conductor and earth, while U represents the voltage between any two conductors. The 640/1100V rating means the cable can safely handle 640 volts between any conductor and ground, and 1100 volts between conductors. This specification provides significant safety margins for the 525V and 1000V systems commonly used in South African mining operations.
Temperature performance represents one of the most critical aspects of cable design for mining applications. The operating temperature range of -25°C to +90°C accommodates the wide temperature variations encountered in mining environments. Surface operations may experience extreme cold during winter months, particularly in high-altitude locations, while underground operations can present elevated temperatures due to geothermal effects and heat generated by machinery.
For reeling applications, where cables must be wound and unwound repeatedly, the temperature specifications become even more critical. The lower temperature limit of -40°C for reeling types acknowledges that repeated flexing at low temperatures can cause material failure in standard cables. The enhanced low-temperature performance ensures reliable operation even under the most challenging conditions.
The upper temperature limit of +90°C provides adequate margin for the heat generated by electrical loads and environmental conditions. This specification is particularly important in deep mining operations where geothermal gradients can create elevated ambient temperatures. The cable insulation and sheathing materials are specifically formulated to maintain their electrical and mechanical properties throughout this temperature range.
Conductor Design and Insulation Technology
The conductor specification represents a masterclass in balancing electrical performance with mechanical flexibility. The use of Class 5 flexible stranded tinned annealed copper, manufactured to SANS 1411-1 standards, provides optimal conductivity while maintaining the flexibility essential for portable applications.
The choice of tinned copper over bare copper reflects important considerations for mining environments. Tinning provides protection against corrosion and oxidation, which can be significant issues in the humid, chemically active environments often found in mining operations. The tinning process creates a protective barrier that maintains electrical conductivity over extended periods, even when exposed to moisture and various chemical contaminants.
The stranding specification of Class 5 indicates a high degree of flexibility achieved through the use of many small conductor strands rather than fewer large strands. This construction technique allows the cable to flex repeatedly without work-hardening of the conductor, which could lead to eventual failure. The specific stranding pattern and wire sizes are carefully calculated to provide optimal current-carrying capacity while maintaining maximum flexibility.
Insulation technology in Type 61A cables utilises EPR (Ethylene Propylene Rubber) thermosetting compound, manufactured to SANS 1411-3 specifications. This insulation material represents an advanced approach to cable insulation that provides superior performance compared to traditional materials like PVC or cross-linked polyethylene.
EPR insulation offers several critical advantages for mining applications. Its thermosetting nature means it maintains its properties under temperature stress, unlike thermoplastic materials that can soften and deform at elevated temperatures. The material's excellent dielectric properties ensure reliable electrical insulation throughout the cable's operating life, while its resistance to ozone, UV radiation, and various chemicals provides protection against environmental degradation.
Shielding and Screening Technology
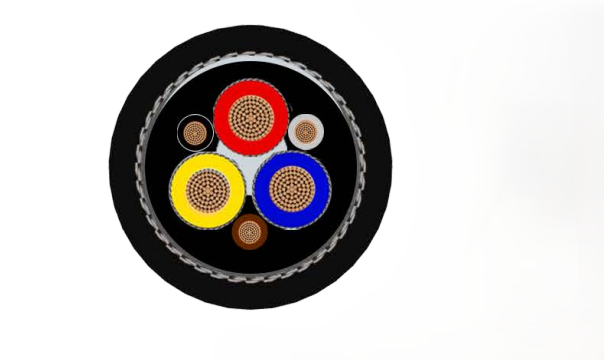
The shielding system in Type 61A cables represents sophisticated engineering designed to address the electromagnetic and safety requirements of mining environments. The use of three screened power cores plus pilot cores, with nylon and tinned copper braid screens, provides comprehensive protection against both electromagnetic interference and earth fault conditions.
Each power core incorporates individual screening that serves multiple functions. The screens provide electromagnetic shielding that prevents interference between conductors and reduces the cable's electromagnetic signature. This shielding is particularly important in mining environments where sensitive control and communication equipment must operate reliably despite the presence of high-power electrical systems.
From a safety perspective, the screening system provides a path for earth fault currents, ensuring that protective devices can operate effectively in the event of insulation failure. The tinned copper construction of the screening braids ensures low resistance and reliable continuity, critical factors in maintaining the protective earthing system integrity.
The pilot core arrangement adds another layer of safety and functionality. These smaller conductors serve various purposes, including equipment control circuits, monitoring systems, and earth continuity checking. The unscreened design of pilot cores reflects their typical low-voltage applications while maintaining the overall cable flexibility.
Sheath Systems and Environmental Protection
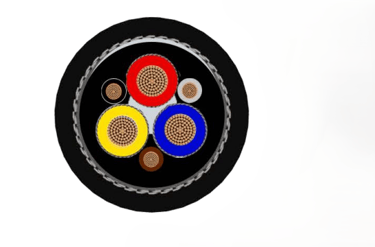
The dual-sheath system employed in Type 61A cables represents advanced materials engineering designed to provide comprehensive environmental protection. The inner sheath utilises CR (polychloroprene) rubber, while the outer sheath employs TPU (thermoplastic polyurethane) materials, each chosen for specific protective properties.
The inner CR sheath provides the primary barrier against moisture ingress and chemical attack. Polychloroprene rubber offers excellent resistance to oils, which are commonly encountered in mining environments through hydraulic systems and machinery lubrication. Its resistance to ozone and weathering ensures long-term integrity even when exposed to oxidising environments.
The outer TPU sheath provides mechanical protection and additional environmental resistance. TPU materials offer exceptional abrasion resistance, critical for cables that may be dragged across rough surfaces or subjected to mechanical stress during installation and operation. The material's transparency, when specified, allows visual inspection of the inner sheath condition without cable dismantling.
The availability of black or transparent outer sheaths with orange silver reflective tape provides both functional and safety benefits. The reflective tape enhances cable visibility in underground environments where lighting may be limited, improving both operational efficiency and worker safety. The colour coding also assists in cable identification and maintenance procedures.

Standards and Regulatory Compliance: Meeting International Excellence
The compliance of SANS Type 61A cables with multiple international standards demonstrates their suitability for use in demanding mining environments worldwide. The primary standard, SANS 1520-1, establishes the specific requirements for mining cables used in South African operations, but the cables also comply with broader international standards including SANS 1411-1, SANS 1411-3, and ICEA S-75-381 Table 3-3.
SANS 1520-1 compliance ensures that every aspect of cable design, from conductor sizing to environmental protection, meets the specific requirements established for mining applications. This standard addresses the unique challenges of mining environments, including requirements for flexibility, environmental resistance, and safety performance that exceed those for standard industrial applications.
The compliance with ICEA S-75-381 Table 3-3 provides international credibility and ensures compatibility with global mining operations. This standard, developed by the Insulated Cable Engineers Association, represents industry best practices for portable power cables and provides detailed specifications for electrical, mechanical, and environmental performance.
Environmental compliance through RoHS and REACH directive adherence demonstrates responsible manufacturing practices and environmental stewardship. These regulations ensure that cable materials do not contain restricted substances and that manufacturing processes meet environmental protection requirements. For mining operations increasingly focused on environmental responsibility, this compliance provides assurance that cable selection supports broader sustainability objectives.
The involvement of accredited testing through ISO 17025 and IECEE CBTL facilities ensures that compliance claims are backed by rigorous, traceable testing procedures. These accreditations provide confidence that test results accurately reflect cable performance and that quality systems are in place to ensure consistent manufacturing standards.
Dimensions and Technical Specifications: Engineering Precision
Understanding the physical specifications of Type 61A cables requires appreciation of the engineering precision involved in balancing multiple performance requirements. Consider the example of the Eland B6H3095/3016 configuration, which illustrates the sophisticated design optimisation involved in cable engineering.
This specific configuration incorporates three 95mm² power cores plus a 16mm² pilot core, resulting in a nominal overall diameter of approximately 59.1mm. The relationship between conductor cross-sectional area and overall cable diameter reflects careful optimisation of material usage while maintaining the required electrical and mechanical performance characteristics.
The nominal weight of approximately 6340 kg/km provides important information for installation planning and handling equipment specification. This weight represents the sum of all cable components, including conductors, insulation, screening, sheathing, and reinforcement materials. Understanding cable weight is crucial for determining appropriate handling equipment and installation procedures, particularly for long cable runs or elevated installations.
The maximum tension rating of 43 kN provides critical information for installation and operation planning. This specification indicates the maximum pulling force that can be safely applied during installation without risking damage to internal cable components. The tension rating must be carefully considered during installation planning to ensure that appropriate pulling equipment and techniques are employed.
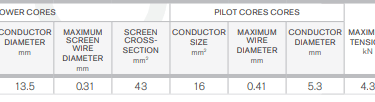
The conductor diameter of 13.5mm for the 95mm² conductors reflects the Class 5 stranding specification and represents optimisation between current-carrying capacity and flexibility. The maximum wire diameter specification of 0.51mm ensures that individual conductor strands remain small enough to provide the required flexibility while maintaining adequate current-carrying capacity.
Screening specifications, including the maximum screen wire diameter of 0.31mm and screen cross-section of 43mm², provide important information about the cable's earth fault current handling capability and electromagnetic shielding effectiveness. These specifications ensure that the screening system can handle fault currents safely while providing adequate electromagnetic protection.
FAQ: Addressing Common Mining Cable Challenges
Question 1: Can Type 61A cables be used for reeling applications on cable drums?
This question touches on one of the most important distinctions in mining cable applications. Type 61A cables are typically designed for non-reeling applications, meaning they are intended for installation in fixed or semi-fixed positions where the cable may be moved occasionally but is not regularly wound and unwound from cable reels or drums.
For applications requiring regular reeling operations, such as mobile equipment that must trail cables as it moves through mine workings, Type 61B cables or specifically approved reeling variants should be specified. The distinction between reeling and non-reeling applications relates to the different mechanical stresses involved in each type of installation.
Non-reeling applications subject cables primarily to bending and flexing stresses, which Type 61A cables are designed to handle excellently. However, reeling operations introduce additional stresses including tension during winding, compression when wound on drums, and repeated bending at the drum radius. These additional stresses require enhanced cable construction with modified strand configurations and reinforcement systems.
If reeling capability is required for a specific application, it is essential to specify this requirement when ordering cables and to ensure that the selected configuration has been tested and approved for reeling operations. The use of non-reeling cables in reeling applications can lead to premature failure and potentially dangerous operating conditions.
Question 2: What is the minimum bending radius requirement, and why is it important?
The minimum bending radius specification of 6 times the overall diameter represents a critical parameter for safe cable installation and operation. For a typical 95mm² configuration with an overall diameter of approximately 59mm, this results in a minimum bending radius of approximately 354mm.
Understanding and respecting minimum bending radius requirements is crucial for preventing cable damage during installation and operation. When cables are bent beyond their minimum radius, several types of damage can occur. The conductor strands may be stressed beyond their elastic limit, leading to work hardening and eventual breakage. Insulation materials may be compressed or stretched beyond their design limits, potentially creating weak points that could lead to electrical failure.
The screening and sheathing materials are also susceptible to damage when minimum bending radius requirements are not observed. Excessive bending can cause screening braids to distort or break, compromising both electromagnetic shielding and earth fault protection. Sheathing materials may develop stress concentrations that can lead to cracking or other forms of mechanical failure.
Proper installation procedures should always include careful planning to ensure that cable routing respects minimum bending radius requirements. This may require the use of cable guides, supports, and routing arrangements that maintain adequate bend radii throughout the installation. Training of installation personnel should emphasise the importance of these requirements and provide practical guidance for achieving compliant installations.
Question 3: Are the temperature ranges adequate for cold mining environments?
The standard temperature range of -25°C to +90°C for fixed installations covers most mining environments encountered in South Africa, but some operations, particularly those at high altitude or in extreme weather conditions, may encounter temperatures below this range.
For mines operating in environments where temperatures regularly fall below -25°C, several options are available. Cables can be specified with enhanced low-temperature performance down to -40°C, achieved through modified compound formulations in both insulation and sheathing materials. These enhanced formulations maintain flexibility and electrical properties at lower temperatures but may involve additional cost and lead time considerations.
It is important to understand that temperature ratings apply not only to the ambient environment but also to the cable temperature during operation. Electrical loading generates heat within the cable, and this internal heating must be considered when evaluating temperature performance. High current loads in low ambient temperatures may actually provide beneficial operating conditions, as the internal heating helps maintain cable temperature within optimal ranges.
For installations in extremely cold environments, consideration should also be given to installation procedures. Cables may need to be pre-warmed before installation to prevent damage during handling, and installation equipment may require modification to operate effectively in low-temperature conditions.
Question 4: How effectively do Type 61A cables handle abrasion, oil exposure, and UV radiation?
The environmental resistance characteristics of Type 61A cables reflect sophisticated materials engineering designed to address the multiple environmental challenges encountered in mining operations. The TPU outer sheath provides exceptional resistance to abrasion, which is critical for cables that may be dragged across rough surfaces or subjected to mechanical contact during operation.
Oil resistance is provided primarily by the polychloroprene inner sheath, which maintains its integrity when exposed to hydraulic fluids, lubricating oils, and other petroleum-based products commonly found in mining environments. This resistance extends to both direct contact and vapour exposure, ensuring reliable performance even in environments where oil contamination is ongoing.
UV resistance is particularly important for cables used in surface mining operations or those that may be exposed to artificial UV sources. The materials used in Type 61A cables are formulated to resist UV-induced degradation, maintaining their mechanical and electrical properties despite extended exposure to ultraviolet radiation.
Ozone resistance addresses another important environmental factor, particularly in areas where electrical equipment may generate ozone or where natural ozone levels are elevated. The cable materials resist ozone-induced cracking and degradation, ensuring long-term reliability in these challenging environments.
It is important to note that while Type 61A cables offer excellent environmental resistance, proper installation and maintenance practices remain essential for optimal performance. This includes appropriate cable support, protection from sharp edges or excessive abrasion, and regular inspection to identify any signs of environmental damage before they compromise cable integrity.
Question 5: What are the short-circuit protection capabilities, and how should they be considered in system design?
The short-circuit protection characteristics of Type 61A cables are intrinsically linked to their screening system design and the overall electrical installation architecture. The tinned copper screening braids provide a low-impedance path for earth fault currents, enabling protective devices to operate effectively in the event of insulation failure.
The screening system is designed to handle earth fault currents safely, but the specific short-circuit current ratings depend on multiple factors including fault duration, system impedance, and protective device characteristics. For detailed short-circuit ratings and application guidance, reference should be made to ICEA specification tables, which provide comprehensive data for various fault scenarios.
When designing electrical systems incorporating Type 61A cables, proper coordination between cable capabilities and protective device settings is essential. The protective devices must be capable of detecting and clearing faults before the cables are subjected to currents or thermal conditions beyond their design limits. This requires careful analysis of system impedances, fault current levels, and protective device characteristics.
The screening system also provides important electromagnetic shielding benefits that can influence system design. In installations where sensitive control or monitoring equipment must operate alongside high-power circuits, the screening effectiveness of Type 61A cables can reduce electromagnetic interference and improve overall system performance.
Question 6: What environmental and handling considerations should be observed?
The environmental responsibility aspects of Type 61A cables reflect growing industry awareness of sustainability and environmental stewardship. The EPR insulation and TPU sheathing materials are non-toxic and comply with RoHS and REACH directives, ensuring that they do not contain restricted substances that could pose environmental or health risks.
Proper handling procedures during installation and maintenance are essential for both safety and environmental protection. Personnel should be trained in appropriate lifting and moving techniques for heavy cables, and appropriate equipment should be used to prevent injury and cable damage. Installation procedures should minimise environmental impact and ensure that any waste materials are disposed of responsibly.
End-of-life considerations are increasingly important in sustainable mining operations. Type 61A cables are designed to facilitate recycling, with clearly separated materials that can be processed through appropriate recycling channels. The copper conductors represent valuable recyclable material, while the polymer compounds can often be processed through specialised recycling facilities.
Environmental compliance extends beyond the cables themselves to encompass packaging, transportation, and installation practices. Suppliers committed to environmental responsibility provide guidance on sustainable practices throughout the cable lifecycle and may offer take-back programmes for end-of-life cables.
Conclusion: The Foundation of Reliable Mining Operations
SANS Type 61A mining cables represent the culmination of decades of engineering development focused specifically on the demanding requirements of mining environments. These cables embody a sophisticated understanding of the challenges faced by modern mining operations, from the electrical demands of heavy machinery to the environmental extremes encountered in both surface and underground operations.
The versatility of Type 61A cables makes them suitable for a remarkable range of applications, from portable equipment connections to complex machinery on-board wiring systems. This versatility, combined with their robust construction and comprehensive safety features, positions them as essential components in the electrical infrastructure of modern mining operations.
The safety-compliant construction of these cables provides mining operators with confidence that their electrical systems meet the rigorous standards required for potentially hazardous environments. The compliance with multiple international standards ensures compatibility with global best practices while meeting the specific requirements of South African mining operations.
Perhaps most importantly, Type 61A cables excel in both above-ground and below-ground applications, providing mining operators with a single cable type that can address multiple application requirements. This standardisation simplifies procurement, inventory management, and maintenance procedures while ensuring consistent performance across diverse operating environments.
For mining engineers and procurement specialists considering cable selection for new projects or replacement applications, Type 61A cables offer an excellent balance of performance, reliability, and versatility. However, it is essential to carefully evaluate specific application requirements, particularly regarding temperature ranges and reeling needs. For applications requiring regular reeling operations, Type 61B or other specifically approved reeling cables should be considered to ensure optimal performance and safety.
The ongoing development of mining cable technology continues to push the boundaries of performance and environmental responsibility. Type 61A cables represent current best practice in mining cable design, but the industry's commitment to continuous improvement ensures that future developments will build upon this solid foundation to meet the evolving needs of modern mining operations.
In conclusion, SANS Type 61A mining cables stand as a testament to the power of focused engineering to address specific industry challenges. They provide mining operations with the reliable, flexible, and safe electrical infrastructure needed to maintain productivity and safety in some of the world's most demanding operating environments. For mining operations seeking electrical infrastructure solutions that combine proven performance with regulatory compliance and environmental responsibility, Type 61A cables represent an excellent choice that will serve reliably for years to come.
