
The Essential Guide to AS/NZS 1972:2006 Type 2S 1.1/1.1 kV Collectively Screened Mining Cables in Australian Gold Operations
Comprehensive guide to Type 2S 1.1/1.1 kV collectively screened mining cables per AS/NZS 1972:2006 standard, covering applications in major Australian gold mines including Boddington, Cadia Valley, and Kalgoorlie Super Pit. Includes electrical specifications, installation guidelines, and mining-specific FAQ.
7/8/202522 min read

The Essential Guide to AS/NZS 1972:2006 Type 2S 1.1/1.1 kV Collectively Screened Mining Cables in Australian Gold Operations
Introduction
When you descend into the depths of Australia's gold mines or observe the massive machinery operating in open-pit operations, you're witnessing engineering marvels that depend entirely on robust electrical infrastructure. At the heart of this infrastructure lie specialised cables that must withstand conditions that would destroy ordinary electrical wiring within hours. Among these critical components, the AS/NZS 1972:2006 Type 2S 1.1/1.1 kV collectively screened mining cable stands as a cornerstone of safe and reliable power distribution in Australia's gold mining industry.
Think of these cables as the nervous system of a mining operation. Just as your body's nervous system must reliably transmit signals through harsh internal conditions, mining cables must deliver power and control signals through environments filled with dust, moisture, mechanical stress, and extreme temperatures. The Type 2S designation isn't merely a technical classification—it represents decades of engineering refinement specifically designed for the unique challenges of underground and surface mining operations.
The AS/NZS 1972:2006 standard represents Australia and New Zealand's commitment to electrical safety in mining environments. This comprehensive standard establishes the technical requirements for cables used in underground coal mining and similar harsh environments, ensuring that every cable meets stringent safety and performance criteria. The standard's development drew from decades of mining experience across both countries, incorporating lessons learned from incidents and operational challenges that have shaped modern mining electrical safety practices.
Understanding these cables requires appreciating their role in Australia's gold mining industry, which produces approximately 310 tonnes of gold annually, making it one of the world's largest gold producers. The success of operations ranging from massive open-pit mines in Western Australia to complex underground operations in New South Wales depends on electrical systems that can operate reliably in conditions that would challenge even the most robust industrial equipment.
This comprehensive guide will explore how Type 2S cables serve Australia's major gold mining operations, examining their technical specifications, practical applications, and the solutions they provide to common mining challenges. We'll journey through the technical details that make these cables indispensable, understand how they're applied in real mining environments, and address the practical questions that mining engineers and electrical professionals encounter when specifying and installing these critical components.
Overview of Australia's Major Gold Mines
Australia's gold mining landscape represents one of the world's most sophisticated and productive mining sectors, with operations that showcase the full spectrum of mining techniques from traditional underground workings to modern mega-scale open-pit operations. Understanding these operations provides crucial context for appreciating why specialised cables like the Type 2S are essential for maintaining safe and efficient gold production.
Boddington Gold Mine, Western Australia
The Boddington Gold Mine stands as Australia's largest gold producer, representing a remarkable transformation from its origins as a bauxite mine to becoming a world-class gold and copper operation. Located approximately 130 kilometres southeast of Perth, Boddington operates as an open-pit mine that produces between 590,000 and 745,000 ounces of gold annually, making it not just Australia's largest gold mine but one of the largest in the world.
The scale of Boddington's operations creates unique electrical challenges that demonstrate why robust cable systems are essential. The mine's processing plant handles approximately 42 million tonnes of ore annually, requiring massive conveyor systems, crushers, and processing equipment that operate continuously. The electrical infrastructure supporting these operations must withstand the harsh conditions of Western Australia's climate, including extreme heat, dust storms, and the mechanical stress of constant heavy machinery operation.
The mine's electrical systems span vast distances across the open pit and processing facilities, requiring cables that can maintain reliable performance across temperature variations that can exceed 50 degrees Celsius between day and night. Type 2S cables serve critical roles in this environment, providing power to mobile equipment, lighting systems, and control circuits that coordinate the complex dance of mining operations.
Cadia Valley Operations, New South Wales
The Cadia Valley Operations near Orange in New South Wales represents one of Australia's most technically sophisticated mining complexes, combining both open-cut and underground mining methods to extract gold and copper from multiple ore bodies. This operation produces between 460,000 and 597,000 ounces of gold annually, making it one of the country's most significant gold producers.
What makes Cadia particularly interesting from an electrical perspective is its hybrid mining approach. The operation includes the Cadia East underground mine, which utilises block cave mining methods, and the Cadia Hill open pit. This combination creates diverse electrical challenges that require different cable solutions for different environments. Underground operations demand cables that can handle the confined spaces, humidity, and potential ground movement associated with block cave mining, while surface operations require cables that can withstand weather exposure and the mechanical stress of large-scale surface equipment.
The underground portions of Cadia present particular challenges for electrical infrastructure. Block cave mining involves allowing large sections of ore to collapse in a controlled manner, creating dynamic conditions that place unusual stresses on electrical systems. Cables in these environments must be designed to accommodate ground movement while maintaining electrical integrity, making the flexible construction and robust sheathing of Type 2S cables particularly valuable.
Kalgoorlie Super Pit (KCGM), Western Australia
The Kalgoorlie Super Pit represents an icon of Australian mining, operating continuously since 1989 and producing gold from one of the world's largest open-pit gold mines. Located in the heart of Western Australia's goldfields, the Super Pit measures approximately 3.8 kilometres long, 1.4 kilometres wide, and over 600 metres deep, making it visible from space and a testament to the scale of modern mining operations.
The electrical challenges at the Super Pit are proportional to its massive scale. The mine operates around the clock, with enormous haul trucks, draglines, and processing equipment requiring reliable power distribution across vast distances. The harsh conditions of the Western Australian goldfields, including extreme heat, dust, and the corrosive environment created by mineral processing, demand electrical infrastructure that can maintain performance under conditions that would quickly degrade standard industrial cables.
The Super Pit's electrical systems must also accommodate the dynamic nature of open-pit mining, where equipment locations change regularly as mining progresses deeper into the earth. This requires electrical infrastructure that can be reconfigured and extended as mining operations evolve, making the flexibility and durability of Type 2S cables essential for maintaining continuous operations.
Other Major Gold Operations
Australia's gold mining industry extends far beyond these flagship operations, encompassing numerous significant mines that collectively contribute to the country's position as a global gold producer. Operations like Tropicana, Tanami, St Ives, Agnew, Gwalia, and Wiluna each present unique electrical challenges that demonstrate the versatility required of mining cable systems.
The Tropicana Gold Mine, located in Western Australia's Great Western Woodlands, operates as a joint venture between AngloGold Ashanti and Independence Group. This operation combines open-pit mining with sophisticated processing facilities, creating electrical demands that span from mobile equipment in the pit to stationary processing equipment requiring precise control systems.
The Tanami Mine, operated by Newmont, represents the challenges of remote mining operations. Located in the Northern Territory near the Western Australian border, Tanami must maintain reliable electrical systems in one of Australia's most remote and challenging environments. The isolation of such operations makes electrical reliability absolutely critical, as equipment failures can result in extended downtime while replacement parts and skilled technicians are transported across vast distances.
These diverse operations collectively illustrate why Australia's mining industry demands electrical infrastructure that can adapt to varying conditions while maintaining the highest standards of safety and reliability. The Type 2S cable system represents a solution that has evolved to meet these diverse challenges through standardised design principles that ensure consistent performance across different mining environments.
Applications of Type 2S 1.1/1.1 kV Cables in Gold Mines
Understanding the practical applications of Type 2S cables in gold mining operations requires examining how these cables integrate into the complex electrical ecosystems that power modern mining. These applications span from the most demanding underground environments to the expansive surface operations that characterise Australia's major gold mines, each presenting unique challenges that demonstrate the versatility and robustness of the Type 2S design.
Underground Mining Applications
In underground gold mining operations, Type 2S cables serve as the electrical lifeline that enables safe and efficient extraction of ore from deep within the earth. The underground environment presents perhaps the most challenging conditions for electrical equipment, combining high humidity, dust, mechanical stress, and the constant threat of ground movement that can damage inadequately protected electrical systems.
One of the primary applications for Type 2S cables in underground operations involves powering continuous miners and roadheaders, the sophisticated machines that actually extract ore from the rock face. These machines require substantial electrical power to operate their cutting heads, conveyor systems, and hydraulic controls, while simultaneously needing to maintain mobility as mining progresses. The collectively screened design of Type 2S cables makes them ideal for these applications, as the copper braid screening provides an effective earth path while the robust CPE sheath protects the conductors from the abrasive conditions created by rock dust and mechanical contact.
The flexibility of Type 2S cables becomes particularly important in underground applications where equipment must navigate tight spaces and irregular terrain. Traditional rigid conduit systems would be impractical in many underground mining scenarios, making the cable's ability to flex and bend around obstacles essential for practical installation. The cable's construction, with its elastomer centre filler and polyester tape bedding, provides the mechanical properties necessary to withstand repeated flexing without compromising electrical integrity.
Underground lighting systems represent another critical application for Type 2S cables. Reliable lighting is essential for both safety and productivity in underground operations, and the cables powering these systems must maintain performance despite the harsh conditions. The inclusion of pilot and control cores in Type 2S cables makes them particularly suitable for sophisticated lighting systems that may incorporate emergency lighting, automated controls, and monitoring systems that provide real-time information about lighting system status.
Surface Mining Applications
Surface mining operations, while not subject to the confined conditions of underground mining, present their own unique challenges for electrical infrastructure. The massive scale of operations like the Kalgoorlie Super Pit creates electrical distribution challenges that require cables capable of spanning vast distances while maintaining reliability under extreme environmental conditions.
In open-pit mining operations, Type 2S cables frequently serve as the power distribution backbone for mobile equipment that must operate at various locations throughout the pit. Draglines, which are among the largest mobile machines on earth, require substantial electrical power that must be delivered through cables capable of withstanding the mechanical stress of supporting their own weight across considerable distances. The robust construction of Type 2S cables, with their heavy-duty CPE sheath and composite screening, provides the mechanical strength necessary for these demanding applications.
The surface environment also presents challenges related to temperature extremes and weather exposure. In Western Australia's goldfields, surface equipment must operate in temperatures that can exceed 50 degrees Celsius, while also being capable of functioning during the occasional heavy rainfall that can create sudden changes in environmental conditions. The EPR insulation used in Type 2S cables provides excellent thermal performance, maintaining electrical properties across the wide temperature range encountered in surface mining operations.
Conveyor systems represent another significant application for Type 2S cables in surface mining. Modern gold mines rely on extensive conveyor systems to transport ore from the pit to processing facilities, often spanning distances of several kilometres. These systems require electrical power for drive motors, control systems, and monitoring equipment, all of which must operate reliably despite exposure to dust, weather, and the mechanical vibrations associated with continuous heavy-duty operation.
Control and Monitoring Applications
Modern gold mining operations rely heavily on sophisticated control and monitoring systems that coordinate the complex interactions between various pieces of equipment and processes. Type 2S cables play a crucial role in these systems, providing the communication pathways that enable real-time monitoring and control of mining operations.
The inclusion of twisted-pair screened cores in Type 2S cables makes them particularly suitable for control applications where signal integrity is critical. These cores can carry control signals for automated equipment, feedback from sensors monitoring equipment status, and communication signals that coordinate activities between different parts of the mining operation. The screening provided by the twisted-pair configuration helps protect these sensitive signals from electrical interference that could compromise control system performance.
Process control systems in gold mining operations require reliable communication between central control rooms and remote equipment locations. Type 2S cables provide the robust communication pathways necessary for these systems, ensuring that control signals can be transmitted reliably despite the electrically noisy environment created by large motors, switching equipment, and processing machinery.
Safety systems represent perhaps the most critical application for Type 2S cables in mining operations. Emergency shutdown systems, gas monitoring equipment, and communication systems that enable rapid response to emergencies all depend on reliable electrical infrastructure. The robust construction and standardised design of Type 2S cables provide the reliability necessary for these safety-critical applications, ensuring that safety systems remain functional when they are needed most.
Electrical and Mechanical Specifications
The technical specifications of Type 2S 1.1/1.1 kV collectively screened mining cables represent the culmination of decades of engineering experience in harsh industrial environments. Understanding these specifications requires examining how each component contributes to the cable's overall performance and reliability in gold mining applications.
Conductor Design and Performance
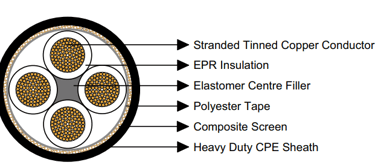
The foundation of any electrical cable lies in its conductor design, and Type 2S cables utilise stranded tinned annealed copper conductors that conform to AS/NZS 1125 standards. This specification might seem straightforward, but the choice of conductor material and construction reflects careful engineering considerations that directly impact cable performance in mining environments.
The use of tinned copper rather than bare copper provides significant advantages in mining applications. The tin coating acts as a barrier against corrosion, which is particularly important in the humid conditions often encountered in underground mining operations. Additionally, the tin coating improves the connection between individual strands within the conductor, reducing resistance and improving current-carrying capacity. This becomes particularly important in applications where cables may be subjected to vibration or mechanical stress that could otherwise cause individual strands to separate and create high-resistance connections.
The stranding configuration of 30 strands of 0.25 mm diameter wire provides an optimal balance between flexibility and current-carrying capacity. This configuration allows the conductor to flex repeatedly without work-hardening, while providing sufficient cross-sectional area to carry the required current. The 1.5 mm² nominal conductor area represents a carefully chosen compromise between current capacity and cable flexibility, providing adequate capacity for most mining applications while maintaining the flexibility necessary for installation in challenging environments.
Insulation System Engineering
The insulation system of Type 2S cables utilises EPR (Ethylene Propylene Rubber), a material choice that reflects the demanding environmental conditions encountered in mining operations. EPR insulation provides exceptional performance across a wide temperature range, maintaining electrical properties at temperatures up to 90 degrees Celsius while remaining flexible at low temperatures that might be encountered in some mining environments.
The 1.0 mm insulation thickness provides adequate electrical isolation while contributing to the cable's overall flexibility. This thickness represents a balance between electrical performance and mechanical properties, providing sufficient insulation to meet the 1.1/1.1 kV voltage rating while allowing the cable to bend and flex as required in mining applications.
EPR insulation also provides excellent resistance to ozone and weathering, making it suitable for applications where cables may be exposed to outdoor conditions. In surface mining operations, this resistance to environmental degradation ensures long-term reliability despite exposure to ultraviolet radiation and atmospheric pollutants.
Screening and Earthing System
The collectively screened design of Type 2S cables represents one of their most important features for mining applications. The composite screen combines tinned annealed copper braiding interwoven with polyester yarn, creating a screening system that provides both electrical performance and mechanical durability.
The copper braiding provides an effective earth path that is essential for electrical safety in mining operations. The screen's conductivity ensures that fault currents can be safely conducted to earth, enabling protective devices to operate quickly in the event of insulation failure. The screen area varies from 5.3 mm² in two-core cables to 159.0 mm² in twenty-core cables, providing adequate fault current capacity for the range of applications where these cables are used.
The polyester yarn interwoven with the copper braiding provides mechanical support that prevents the screening from being damaged during installation or operation. This yarn reinforcement is particularly important in mining applications where cables may be subjected to pulling forces during installation or mechanical stress during operation.
Sheath Construction and Protection
The heavy-duty CPE (Chlorinated Polyethylene) sheath represents the cable's first line of defence against the harsh conditions encountered in mining environments. CPE provides excellent resistance to abrasion, oil, and chemical attack, making it ideal for applications where cables may be exposed to hydraulic fluids, fuel, and the various chemicals used in mining operations.
The sheath thickness of 1.8 mm provides substantial mechanical protection while maintaining reasonable flexibility. This thickness is sufficient to protect the internal cable components from mechanical damage while allowing the cable to be installed in conduits or cable trays without excessive difficulty.
CPE sheath material also provides excellent flame resistance, an important safety consideration in mining applications where fire hazards may exist. The sheath's resistance to flame propagation helps prevent cables from contributing to fire incidents, supporting overall mine safety objectives.
Dimensional Considerations and Installation Impact
The dimensional specifications of Type 2S cables reflect the practical realities of mining installation environments. Cable diameters range from 14.7 mm for two-core cables to 53.2 mm for twenty-core cables, with corresponding weights from 17 kg/100m to 82 kg/100m. These dimensions represent compromises between electrical performance, mechanical protection, and installation practicality.
The larger diameter cables require careful consideration during installation planning, as they may require larger conduits or cable trays than smaller cables. However, the mechanical protection provided by the robust construction often allows these cables to be installed in environments where smaller, less robust cables would require additional protection.
The weight considerations become particularly important in underground mining applications where cables may need to be installed in confined spaces or supported over considerable distances. The cable's flexibility helps offset the challenges created by its weight, allowing installation in applications where rigid conduits would be impractical.


Suitability for Australian Gold Mines
The unique characteristics of Australian gold mining operations create specific requirements for electrical infrastructure that Type 2S cables are particularly well-suited to address. Understanding this suitability requires examining how the cable's design features align with the environmental, operational, and regulatory challenges that characterise Australia's gold mining industry.
Environmental Adaptability
Australia's gold mining regions present some of the world's most challenging environmental conditions for electrical equipment. The Western Australian goldfields, where operations like Boddington and the Super Pit operate, experience extreme temperature variations that can stress electrical systems beyond their design limits. Daily temperature swings of 30 degrees Celsius or more are common, creating thermal cycling that can cause inferior cables to fail through expansion and contraction of their components.
The EPR insulation system in Type 2S cables provides exceptional thermal stability across these temperature ranges. Unlike PVC insulation, which can become brittle in cold conditions and soft in extreme heat, EPR maintains its electrical and mechanical properties across the full range of temperatures encountered in Australian mining operations. This thermal stability ensures that cables maintain their electrical characteristics and mechanical integrity regardless of ambient temperature conditions.
The dust conditions in Australian gold mines present another significant challenge for electrical infrastructure. The fine silica dust generated by mining operations can penetrate inadequately sealed equipment, creating both safety hazards and equipment reliability issues. The heavy-duty CPE sheath of Type 2S cables provides excellent protection against dust ingress, ensuring that internal cable components remain protected even in the dustiest mining environments.
Moisture management represents another critical consideration in Australian mining operations. While surface operations may experience extended dry periods, underground operations often encounter high humidity levels that can compromise electrical systems. The moisture resistance of EPR insulation and CPE sheathing ensures that Type 2S cables maintain their electrical properties even in high-humidity environments.
Regulatory Compliance and Safety Standards
The AS/NZS 1972:2006 standard compliance of Type 2S cables ensures that they meet the stringent safety requirements established for Australian mining operations. This compliance goes beyond simple technical specifications to encompass the comprehensive safety management systems that characterise modern Australian mining operations.
The standard's requirements for screening effectiveness ensure that Type 2S cables provide adequate earth fault protection, a critical safety consideration in mining environments where electrical faults can create life-threatening conditions. The collectively screened design provides multiple paths to earth, ensuring that fault currents can be safely conducted even if portions of the screening system are damaged.
Fire safety represents another critical aspect of the standard's requirements. The flame-resistant properties of CPE sheathing help prevent cables from contributing to fire incidents, supporting the comprehensive fire safety management systems that are essential in mining operations. This fire resistance, combined with the cable's low smoke emission characteristics, helps maintain safe evacuation routes in the event of fire emergencies.
The standard's testing requirements ensure that Type 2S cables can withstand the mechanical stresses encountered in mining operations. Impulse testing verifies that cables can withstand the electrical stress created by switching operations and lightning strikes, while mechanical testing ensures that cables can withstand the installation stresses and operational loads encountered in mining environments.
Operational Flexibility and Reliability
The operational demands of Australian gold mining require electrical infrastructure that can adapt to changing conditions while maintaining consistent performance. The 24-hour operation cycles that characterise major gold mines place continuous demands on electrical systems, requiring cables that can maintain performance without degradation over extended periods.
The robust construction of Type 2S cables provides the reliability necessary for continuous operation mining environments. The combination of EPR insulation, composite screening, and CPE sheathing creates a cable system that can operate reliably for years without requiring replacement or maintenance. This reliability is particularly important in underground operations where cable replacement can be difficult and expensive.
The flexibility of Type 2S cables enables their use in applications where rigid conduit systems would be impractical. This flexibility is particularly valuable in mining operations where equipment configurations may change as mining progresses, requiring electrical systems that can be reconfigured to accommodate new operational requirements.
The availability of multiple core configurations allows Type 2S cables to be specified for a wide range of applications within a single mining operation. This standardisation on a single cable type simplifies procurement, installation, and maintenance while ensuring consistent performance across all applications.
FAQ: Common Challenges and Solutions
Understanding the practical application of Type 2S cables in Australian gold mining operations requires addressing the common challenges and questions that arise during specification, installation, and operation. These frequently asked questions reflect the real-world experience of mining engineers and electrical professionals who work with these cables daily.
Temperature Performance and Thermal Management
Question: Can Type 2S cables handle the high ambient temperatures encountered in Australian underground mining operations?
The temperature performance of Type 2S cables represents one of their most significant advantages in Australian mining applications. The EPR insulation system is specifically designed to maintain its electrical and mechanical properties at continuous operating temperatures up to 90 degrees Celsius, which exceeds the ambient temperatures encountered in most Australian mining operations.
However, understanding temperature performance requires considering not just ambient temperature but also the heat generated by current flow through the conductors. In high-current applications, conductor heating can raise internal cable temperatures significantly above ambient levels. The thermal design of Type 2S cables accounts for this self-heating, with conductor sizes and insulation systems designed to operate safely at their rated current levels even in high ambient temperature environments.
Periodic inspection and thermal monitoring are recommended in high-temperature applications to ensure that cable temperatures remain within acceptable limits. Modern thermal imaging equipment can provide non-invasive monitoring of cable temperatures, allowing maintenance personnel to identify potential problems before they result in failures.
The thermal mass of larger Type 2S cables also provides some protection against temperature transients. The cable's construction provides thermal inertia that helps smooth out short-term temperature variations, reducing the thermal stress that can contribute to premature aging of cable components.
Mechanical Protection and Abrasion Resistance
Question: How do Type 2S cables withstand the mechanical abrasion from rock, vehicles, and mining equipment?
The mechanical durability of Type 2S cables stems from their heavy-duty CPE sheath, which provides excellent resistance to abrasion, impact, and chemical attack. However, even the most robust cables require appropriate installation practices to ensure long-term reliability in mechanically challenging environments.
The CPE sheath material exhibits superior abrasion resistance compared to PVC or other common sheathing materials. Its molecular structure provides resistance to cutting and gouging that can occur when cables contact sharp rocks or metal surfaces. The 1.8 mm sheath thickness provides substantial mechanical protection while maintaining reasonable flexibility for installation.
In high-wear applications, additional mechanical protection may be advisable. Steel conduits, concrete-filled steel troughs, or purpose-built cable bridges can provide additional protection in areas where cables may be subjected to vehicle traffic or falling rocks. The key is identifying high-risk areas during installation planning and providing appropriate protection rather than relying solely on the cable's inherent mechanical properties.
The composite screening system also contributes to mechanical durability by providing structural support to the cable assembly. The polyester yarn interwoven with the copper braiding helps maintain screen integrity even if the sheath is damaged, ensuring that electrical protection remains effective.
Flexibility and Installation Considerations
Question: Is the collective screening system robust enough for mobile machinery applications that require frequent cable movement?
The collectively screened design of Type 2S cables is specifically engineered to accommodate the mechanical stresses associated with mobile machinery applications. The copper braid screening system provides electrical continuity while allowing the cable to flex and bend as required by mobile equipment.
The key to successful mobile applications lies in observing proper bend radius requirements. The AS/NZS 1972:2006 standard specifies minimum bend radii that must be observed during installation and operation to prevent damage to the screening system. Generally, the minimum bend radius should be no less than 12 times the cable diameter for fixed installations and 20 times the diameter for applications involving repeated flexing.
The polyester yarn reinforcement in the screening system provides mechanical support that prevents the copper braiding from being damaged during repeated flexing cycles. This reinforcement is particularly important in mobile applications where cables may be subjected to millions of flex cycles over their operational life.
Proper cable management systems, including appropriate strain relief and support systems, are essential for mobile applications. These systems should be designed to distribute mechanical stress along the cable length rather than concentrating it at connection points, which can cause premature failure of screening systems.
Control Circuit Integration
Question: Can Type 2S cables include control circuits for integrated machine control systems?
The AS/NZS 1972:2006 standard specifically provides for the inclusion of pilot and control cores within Type 2S cables, making them ideal for integrated machine control applications. These additional cores can include twisted-pair screened conductors that provide excellent signal integrity for control and communication applications.
The inclusion of control cores within power cables provides several advantages in mining applications. It reduces the number of separate cable runs required, simplifying installation and reducing overall system complexity. The common sheath protection ensures that both power and control circuits receive the same level of mechanical and environmental protection.
Twisted-pair screened control cores provide excellent noise immunity, which is particularly important in mining environments where large motors and switching equipment can generate significant electrical interference. The screening of control cores helps maintain signal integrity even in electrically noisy environments.
However, the integration of control and power circuits requires careful consideration of electrical safety requirements. Control circuits must be properly isolated from power circuits to prevent dangerous voltages from appearing on control equipment. This typically requires appropriate barriers within control panels and proper grounding of screening systems.
Installation and Testing Procedures
Question: What are the specific requirements for testing and installing Type 2S cables according to AS/NZS 1972:2006?
The AS/NZS 1972:2006 standard provides comprehensive requirements for both installation and testing of Type 2S cables. Section 5.5.8 of the standard specifies the construction requirements for Type 2S sheath systems, while Section 10 provides detailed testing procedures that must be followed to ensure compliance.
Installation procedures must begin with proper cable handling and storage to prevent damage before installation. Cables should be stored on appropriate reels and protected from mechanical damage, moisture, and extreme temperatures. During installation, proper bend radius requirements must be observed to prevent damage to screening systems.
Testing requirements include impulse testing to verify that cables can withstand electrical stress, dielectric testing to verify insulation integrity, and screen continuity testing to ensure that earthing systems will function properly. These tests must be performed using calibrated equipment and documented according to standard requirements.
Screen continuity testing is particularly important for collectively screened cables, as it verifies that the earthing system will provide adequate protection in the event of insulation failure. This testing should verify continuity of the screening system along the entire cable length and confirm that screen resistance meets standard requirements.
Periodic testing during operation is recommended to identify potential problems before they result in failures. This testing should include insulation resistance measurements, screen continuity verification, and thermal monitoring to ensure that cables continue to operate within their design parameters.
Ground Fault Protection and Electrical Safety
Question: How do we address ground fault risks with the braided screening system?
The braided screening system in Type 2S cables provides excellent ground fault protection when properly installed and maintained. However, realising this protection requires proper integration with the mine's electrical protection systems and adherence to established grounding practices.
The screening system must be properly bonded at both ends of each cable run to ensure that fault currents have a low-impedance path to the electrical system's earthing point. This bonding must be made using appropriate connectors and techniques that ensure long-term reliability under the conditions encountered in mining operations.
Integration with fault detection and isolation systems is essential for effective ground fault protection. Modern mining electrical systems typically include ground fault detection equipment that can identify and isolate faulted circuits before dangerous conditions develop. The screening system provides the current path necessary for these protection systems to operate effectively.
Regular testing of grounding systems is essential to ensure continued effectiveness. This testing should verify that grounding connections remain intact and that ground fault currents can be safely conducted. Testing should be performed using appropriate equipment and procedures that comply with relevant electrical safety standards.
Personnel training is also essential for effective ground fault protection. Mining electrical personnel must understand the importance of proper grounding practices and be trained in the inspection and testing procedures necessary to maintain effective ground fault protection systems.
Conclusion
The AS/NZS 1972:2006 Type 2S 1.1/1.1 kV collectively screened mining cable represents a sophisticated engineering solution that addresses the unique challenges of electrical power distribution in Australian gold mining operations. Through careful examination of its technical specifications, practical applications, and performance in real mining environments, we can appreciate how this cable system has become an integral component of modern mining electrical infrastructure.
The success of Type 2S cables in Australian gold mining operations stems from their ability to meet the diverse and demanding requirements of modern mining. From the massive scale of operations like Boddington and the Super Pit to the technical sophistication of underground operations like Cadia Valley, these cables provide the reliable electrical infrastructure that enables safe and efficient gold production.
The technical specifications of Type 2S cables reflect decades of engineering experience in harsh industrial environments. The combination of EPR insulation, composite screening, and CPE sheathing creates a cable system that can withstand the extreme conditions encountered in Australian mining operations while maintaining the electrical performance necessary for modern mining equipment.
The applications of Type 2S cables span the full spectrum of mining operations, from powering massive mobile equipment in open-pit operations to providing control and monitoring capabilities for sophisticated underground mining systems. This versatility, combined with standardised construction and testing procedures, provides mining operators with a reliable solution that can be applied across diverse applications within a single operation.
The suitability of Type 2S cables for Australian mining operations extends beyond their technical specifications to encompass their compliance with Australian safety standards and their ability to operate reliably in the unique environmental conditions encountered in Australian mining regions. The regulatory compliance provided by AS/NZS 1972:2006 ensures that these cables meet the stringent safety requirements that characterise modern Australian mining operations.
The practical challenges addressed in our FAQ section demonstrate that successful application of Type 2S cables requires more than simply selecting the right cable specification. Proper installation practices, appropriate testing procedures, and integration with comprehensive electrical protection systems are essential for realising the full benefits of these sophisticated cable systems.
Looking toward the future, the continued evolution of Australian gold mining operations will likely create new challenges for electrical infrastructure. The increasing depth of underground operations, the growing scale of surface operations, and the integration of new technologies will require electrical systems that can adapt to changing requirements while maintaining the highest standards of safety and reliability.
The Type 2S cable system, with its robust construction, flexible design, and comprehensive standard compliance, appears well-positioned to meet these evolving challenges. The standardised approach provided by AS/NZS 1972:2006 ensures that improvements and modifications to the cable system can be implemented consistently across the Australian mining industry, maintaining the benefits of standardisation while allowing for continued technical advancement.
The importance of proper selection, installation, and maintenance of Type 2S cables cannot be overstated. These cables represent a critical component of mining electrical infrastructure, and their failure can result in production losses, safety hazards, and significant economic impacts. Mining operators must ensure that their electrical personnel are properly trained in the selection, installation, and maintenance of these cable systems.
The collective screening design that gives Type 2S cables their name represents more than just a technical feature—it embodies the collaborative approach to electrical safety that characterises modern mining operations. Just as the screening system provides collective protection for all conductors within the cable, the comprehensive safety management systems in modern mining operations provide collective protection for all personnel and equipment.
As Australia's gold mining industry continues to evolve and expand, the Type 2S cable system will undoubtedly continue to play a crucial role in enabling safe and efficient operations. The combination of technical excellence, regulatory compliance, and practical versatility that characterises these cables makes them an essential component of the electrical infrastructure that powers Australia's continued success as a world-leading gold producer.
The investment in properly specified and installed Type 2S cable systems represents an investment in the long-term success and safety of mining operations. While the initial cost of these sophisticated cable systems may be higher than simpler alternatives, their reliability, longevity, and comprehensive protection capabilities provide economic benefits that far exceed their initial cost over the operational life of mining equipment.
In conclusion, the AS/NZS 1972:2006 Type 2S 1.1/1.1 kV collectively screened mining cable stands as a testament to the sophisticated engineering that underlies modern mining operations. Its successful application in Australian gold mining operations demonstrates how careful attention to technical specifications, proper installation practices, and comprehensive safety management can create electrical infrastructure that enables the safe and efficient extraction of mineral resources from some of the world's most challenging environments.
