
Type 209 Mining Cable Applications in Roadheaders and Jumbos
Discover how Type 209 1.1-11kV mining cables power roadheaders and jumbos in Australian mines. Complete guide covering electrical parameters, installation protocols, field terminology, and troubleshooting for mining professionals.
6/17/202512 min read


Type 209 Mining Cable Applications in Roadheaders and Jumbos
Introduction
The underground mining industry in Australia relies heavily on sophisticated machinery to extract valuable resources efficiently and safely. Among the most critical pieces of equipment are roadheaders and jumbos, which serve as the backbone of modern tunnelling and excavation operations. These powerful machines require robust electrical infrastructure to operate reliably in the harsh underground environment, where dust, moisture, mechanical stress, and extreme temperatures create unique challenges for electrical systems.
Understanding Roadheaders and Jumbos
A roadheader, often called a "road header machine" or simply a "header" in Australian mining circles, represents a boom-mounted excavation machine specifically designed for tunnelling and mining operations. This versatile piece of equipment combines cutting, loading, and conveying functions in a single unit, making it indispensable for creating underground roadways, tunnels, and accessing ore bodies. The roadheader's cutting head, mounted on an articulated boom, can manoeuvre through complex geological formations while maintaining precise control over excavation profiles.
The jumbo, formally known as a multiple-boom drilling jumbo, serves a different but equally important function in mining operations. These machines are primarily used in drift mining and tunnelling applications where precise drilling patterns are required for blasting operations. A typical jumbo features multiple hydraulically-operated drill booms that can position drill steel with remarkable accuracy, enabling miners to create the precise hole patterns necessary for controlled blasting in underground workings.
The Critical Role of Type 209 Cable
Type 209 cables serve as the electrical lifeline for these powerful machines, functioning as flexible power feeders that must withstand the demanding conditions of underground mining operations. Unlike stationary electrical installations, these cables must accommodate the constant movement of mobile mining equipment while maintaining electrical integrity under extreme mechanical stress. The Type 209 series is specifically engineered as a trailing cable rather than a reeling cable, making it ideal for applications where the cable follows the machine's movement across the working face.
The distinction between trailing and reeling applications is crucial for mining professionals to understand. Trailing cables are designed to be dragged behind mobile equipment, requiring exceptional flexibility and abrasion resistance. In contrast, reeling cables are wound onto cable reels and must withstand the mechanical stresses of repeated winding and unwinding. The Type 209's construction optimises it for the trailing application, where it must endure being dragged across rough mine floors while maintaining electrical performance.
Machine and Field Terminology
Australian mining operations have developed a rich vocabulary of field terminology that reflects both the practical nature of the work and the camaraderie among mining professionals. Understanding this language is essential for anyone working with Type 209 cables in mining applications.
In the context of roadheader operations, miners commonly refer to the cutting head as the "bucket" or "spinner," terms that reflect the rotating motion of the cutting mechanism. When a roadheader is operating effectively, miners might say "the spinner's chewing through the face like butter," indicating optimal cutting conditions. Conversely, when geological conditions become challenging, you might hear "the bucket's working hard today" or "we're hitting some tough ground."
The drilling jumbo has its own set of colloquialisms. Miners often refer to the machine simply as a "drill jumbo" or just "the jumbo." The individual drill booms might be called "stingers," and when all booms are operating simultaneously, miners describe the machine as "running full stick." The precise positioning required for drill patterns leads to expressions like "getting the stingers lined up" or "setting the pattern."
Real-world usage scenarios at typical Australian coal mines demonstrate how these terms integrate into daily operations. A shift supervisor might instruct their crew: "We're slinging the Type 209.6 onto the jumbo this morning, make sure you feed it through the chock properly and lock it up tight, no mucking about." This instruction encompasses several critical safety and operational procedures using language that experienced miners immediately understand.
When equipment problems arise, the terminology becomes even more colourful and specific. If a roadheader begins experiencing electrical issues, a miner might report that "the header's gone pink," mining slang for insulation breakdown that often manifests as pink or red discolouration on electrical components. This condition typically results from excessive cable bending or mechanical damage and requires immediate attention to prevent more serious electrical faults.
Electrical Parameters and Standards Compliance
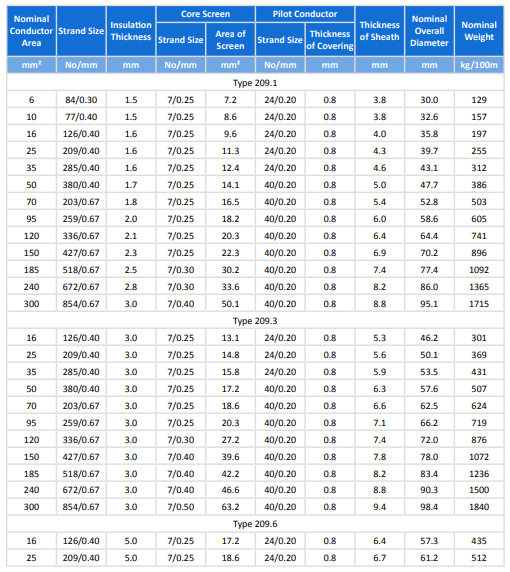
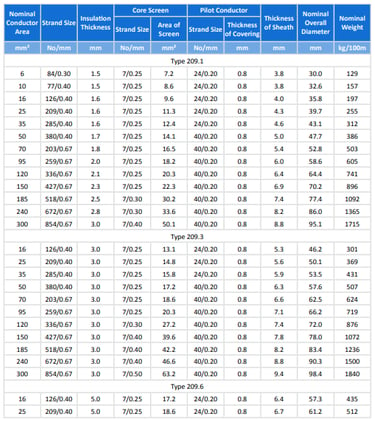
The Type 209 cable series encompasses four distinct voltage ratings, each designed for specific applications within the mining environment. Understanding these voltage classifications is fundamental to proper cable selection and ensures both optimal performance and safety compliance.
Type 209.1 cables are rated for 1.1 kilovolts and typically serve smaller mining equipment or auxiliary systems. These cables often power hand-held tools, smaller drill rigs, or support equipment that operates at lower voltage levels. The 1.1kV rating makes these cables suitable for applications where the electrical demand is moderate but reliability remains paramount.
Type 209.3 cables, rated for 3.3 kilovolts, represent a significant step up in power handling capability. These cables commonly power medium-sized mining equipment, including smaller roadheaders and single-boom drilling equipment. The 3.3kV rating provides an excellent balance between power transmission capability and safety considerations, making it a popular choice for many underground applications.
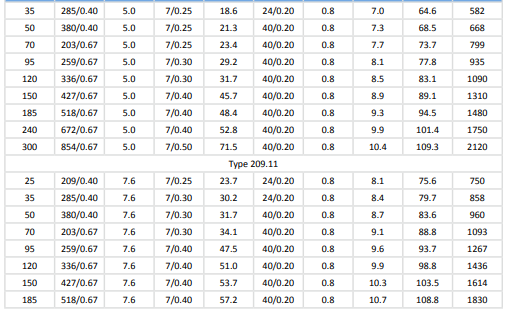
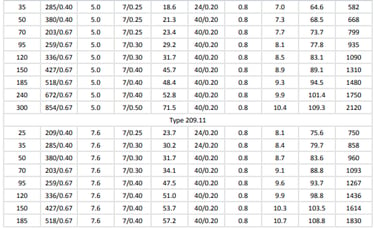
Type 209.6 cables, with their 6.6 kilovolt rating, are frequently selected for larger roadheaders and multi-boom jumbos. This voltage level allows for efficient power transmission to high-horsepower motors while maintaining manageable current levels that reduce conductor heating and voltage drop concerns over extended cable runs.
Type 209.11 cables represent the top of the voltage range at 11 kilovolts, designed for the most demanding mining applications. These cables typically power the largest roadheaders and the most sophisticated drilling jumbos, where motor ratings can exceed several hundred horsepower and electrical efficiency becomes critical to operational economics.
Temperature performance represents another crucial specification for Type 209 cables. The operating temperature range extends from minus 25 degrees Celsius to plus 90 degrees Celsius, encompassing the extreme conditions encountered in both surface mining operations during winter months and deep underground workings where geothermal heating can elevate ambient temperatures significantly. The cable's ability to withstand short-circuit conditions up to 250 degrees Celsius for five seconds provides essential protection during fault conditions, preventing cable destruction and potential fire hazards.
Standards compliance ensures that Type 209 cables meet the rigorous requirements established by Australian and New Zealand regulatory bodies. AS/NZS 1802 specifically addresses reeling and trailing cables, establishing construction requirements, testing protocols, and performance criteria. AS/NZS 1125 covers general cable construction standards, while AS/NZS 3808 addresses electrical safety requirements. AS/NZS 5000.1 provides overarching electrical installation standards that govern how these cables integrate into mining electrical systems.
Cable Construction and Structural Engineering
The construction of Type 209 cables reflects decades of engineering evolution aimed at optimising performance in demanding mining environments. Each component serves specific functions that contribute to the cable's overall reliability and longevity.
The conductor system utilises stranded, tinned annealed copper construction that provides excellent electrical conductivity while maintaining the flexibility essential for trailing applications. The stranding pattern distributes mechanical stress across multiple individual strands, preventing fatigue failures that could occur with solid conductors subjected to repeated flexing. Tinning the copper strands provides corrosion resistance and improves the long-term reliability of terminations and joints.
Conductor screening varies depending on the voltage rating, reflecting the different electrical stress management requirements across the voltage range. For 1.1kV applications, paper-based screening provides adequate electrical field control while maintaining cost-effectiveness. However, for voltages of 3.3kV and above, semiconductive screening becomes necessary to manage the higher electrical stresses that could otherwise lead to insulation breakdown and cable failure.
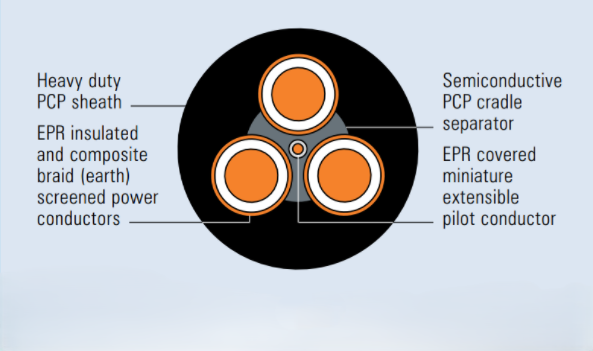
The insulation system employs Ethylene Propylene Rubber (EPR), a synthetic rubber compound specifically selected for its excellent electrical properties and mechanical durability. EPR provides superior resistance to moisture, chemicals, and temperature extremes compared to traditional insulation materials. The material's inherent flexibility ensures that the cable maintains its electrical integrity even under the severe bending conditions common in mining applications.
Insulation screening utilises semiconductive elastomer compounds that provide uniform electrical field distribution around the insulation. This screening prevents the formation of electrical stress concentrations that could initiate insulation breakdown, particularly important in cables that experience frequent flexing and mechanical stress.
The composite screen system represents one of the most sophisticated aspects of Type 209 construction. This screen consists of tinned annealed copper braiding interwoven with polyester yarn, creating a robust earth conductor that maintains electrical continuity even under severe mechanical stress. The braided construction allows the screen to stretch and compress with cable movement while maintaining its electrical function, essential for reliable earth fault protection in mining applications.
The central extensible pilot conductor serves multiple functions within the cable assembly. Constructed from EPR-covered flexible stranded tinned copper, this pilot can provide monitoring capabilities, additional earthing, or control circuit functions depending on the specific application requirements. The "extensible" characteristic ensures that the pilot conductor can accommodate the stretching forces that trailing cables experience during normal operation.
A cradle separator made from semiconductive PCP (Polychloroprene) material maintains proper conductor positioning within the cable assembly. This separator prevents conductor contact during cable flexing while contributing to the overall electrical performance through its semiconductive properties.
The outer sheath represents the cable's primary defence against the harsh mining environment. The standard heavy-duty PCP sheath provides excellent resistance to abrasion, chemicals, and moisture ingress. For applications requiring enhanced performance, CPE/CSP (Chlorinated Polyethylene/Chlorosulfonated Polyethylene) sheaths are available, offering superior chemical resistance and mechanical durability.
Installation Protocols for Roadheader and Jumbo Applications
Proper installation of Type 209 cables in roadheader and jumbo applications requires careful attention to mechanical stress management, electrical safety, and operational reliability. The installation process begins with route planning that considers the equipment's operational patterns and the underground environment's constraints.
Cable routing must accommodate the full range of equipment movement while maintaining appropriate bend radii throughout the installation. The fundamental rule requires maintaining bend radii of at least six times the cable's overall diameter during installation and operation. This requirement prevents excessive stress on the cable's internal components and ensures long-term reliability. For a Type 209.6 cable with a 70mm² conductor and overall diameter of approximately 73.7mm, the minimum bend radius would be approximately 442mm.
Clamping and support systems must be installed every two to three metres along the cable run to prevent excessive tension and abrasion damage. These supports should allow controlled movement while preventing the cable from dragging directly on the mine floor or contacting sharp edges that could damage the sheath. The support system must balance the need for mechanical protection with the requirement for operational flexibility.
Strain relief becomes particularly critical at connection points where the cable interfaces with the mining equipment. Roadheaders and jumbos incorporate swivel joints and flexible connections that allow the boom systems to articulate, but these points create stress concentration areas where cable failures commonly occur. Proper strain relief installation includes creating service loops that absorb mechanical stress and prevent direct tension transmission to electrical terminations.
The service loop concept deserves particular attention because it represents one of the most effective methods for extending cable life in mobile mining applications. A properly designed service loop creates a controlled bend in the cable that allows absorption of tensile forces and flexing motions without transmitting these stresses to the cable's internal structure. The loop must be sized appropriately for the expected range of motion while maintaining the minimum bend radius requirements.
Connection integrity checks represent essential pre-operational procedures that ensure both safety and reliability. These checks begin with visual inspection of all terminations, followed by electrical testing that verifies proper connections and insulation integrity. The pilot conductor requires particular attention because it often provides monitoring or control functions critical to safe equipment operation.
Pre-start testing protocols should include continuity verification of all conductors, earth integrity confirmation, and high-potential (high-pot) testing to at least 1.5 times the nominal voltage rating. These tests identify potential problems before they can cause equipment failure or safety hazards. Documentation of test results provides valuable maintenance records and helps identify degradation trends that could indicate developing problems.
Product Sizing and Selection Guidelines
Selecting the appropriate Type 209 cable variant requires careful analysis of both electrical requirements and mechanical constraints. The selection process begins with determining the electrical load characteristics of the mining equipment, including motor ratings, starting currents, and operational duty cycles.
Ampacity calculations must account for the actual operating conditions rather than theoretical ratings. Underground mining environments often involve elevated ambient temperatures, limited ventilation, and grouping effects when multiple cables are installed together. These factors can significantly reduce the effective current-carrying capacity compared to standard rating tables.
Voltage drop considerations become particularly important for long trailing cable runs common in mining operations. Australian mining practice typically limits voltage drop to three percent of nominal voltage to ensure adequate motor performance and prevent equipment damage. For a 400-metre cable run feeding a 200-kilowatt load at 6.6 kilovolts, the voltage drop calculation would determine the minimum conductor size required to maintain acceptable voltage levels at the equipment.
The selection process must also consider future expansion possibilities and operational flexibility. Mining operations often evolve, and equipment requirements may change over time. Selecting cable sizes with some reserve capacity can prevent costly upgrades when operational requirements increase.
Voltage class selection depends on the specific equipment requirements and the mine's electrical distribution system. Roadheaders with 6 to 8 kilovolt motors typically require Type 209.6 or Type 209.11 cables, while jumbo drills operating at 1.1 to 3.3 kilovolts would use Type 209.1 or Type 209.3 variants. The selection should also consider the availability of replacement parts and the mine's standardisation policies.
Field Troubleshooting and Maintenance
Mining operations demand reliable electrical systems, and understanding common cable problems helps maintenance teams respond quickly to equipment failures. The harsh mining environment creates unique failure modes that require specific troubleshooting approaches.
Cable "pinking" represents one of the most common problems encountered with Type 209 cables. This condition manifests as pink or red discolouration of the cable sheath or exposed conductors, indicating insulation breakdown caused by excessive electrical stress. Pinking typically results from tight bends that exceed the minimum bend radius requirements, mechanical damage from contact with sharp objects, or prolonged exposure to excessive temperatures. When pinking occurs, the affected cable section must be replaced immediately to prevent more serious electrical faults that could damage equipment or create safety hazards.
Pilot conductor malfunctions create another category of common problems. While pilot conductor failure doesn't immediately affect the main power supply to mining equipment, it can disable monitoring or control functions that are critical for safe operation. Troubleshooting pilot conductor problems begins with continuity testing to identify break points or connection failures. In many cases, pilot conductor problems result from inadequate strain relief at termination points or damage during cable handling.
Cable overheating near boom joints indicates problems with either electrical loading or mechanical installation. Motor stall conditions can create excessive current flow that leads to conductor heating, while cable kinking or tight bends can create resistance increases that generate localised heating. Addressing overheating problems requires investigating both the electrical load conditions and the mechanical installation to identify the root cause.
Water ingress represents a persistent challenge in mining applications where equipment washing and moisture exposure are common. Proper gland sealing and regular sheath integrity inspections help prevent water ingress, but when it occurs, immediate action is necessary to prevent electrical faults and equipment damage. Insulation resistance testing provides quantitative assessment of water ingress effects and helps determine whether cable replacement is necessary.
Conclusion and Best Practices
The successful application of Type 209 cables in roadheader and jumbo operations requires understanding the complex interplay between electrical requirements, mechanical constraints, and operational demands. Australian mining operations have developed sophisticated approaches to cable selection, installation, and maintenance that maximise equipment reliability while ensuring worker safety.
The foundation of successful cable applications lies in proper selection of the appropriate Type 209 variant based on both voltage requirements and mechanical demands. This selection process must consider not only the immediate electrical needs but also the long-term operational requirements and the specific environmental conditions of each mining application.
Installation protocols represent the critical bridge between cable selection and operational success. Following established procedures for routing, support, strain relief, and testing ensures that cables perform reliably throughout their service life. The investment in proper installation procedures pays dividends through reduced maintenance costs and improved equipment availability.
Regular inspection and maintenance programs extend cable service life and prevent unexpected failures that can disrupt mining operations. These programs should include visual inspections, electrical testing, and documentation of cable condition trends that help predict when replacement becomes necessary.
The field terminology and slang that has evolved in Australian mining operations reflects the practical wisdom of generations of mining professionals. When experienced miners say "keep the slack tight," they're reminding their colleagues that proper cable management prevents the mechanical damage that leads to expensive repairs and dangerous electrical faults.
Understanding the technical specifications, installation requirements, and maintenance procedures for Type 209 cables empowers mining professionals to make informed decisions that enhance both safety and operational efficiency. As mining operations continue to evolve with advancing technology and changing economic conditions, the fundamental principles of proper cable selection and installation remain constant foundations for reliable electrical systems.
The investment in quality Type 209 cables and proper installation procedures represents not just a technical decision but a commitment to the safety and productivity that define excellence in Australian mining operations. By following these established best practices and maintaining the high standards that characterise the industry, mining professionals ensure that their electrical systems provide the reliable power that keeps Australia's mining operations running safely and efficiently.

