
Type 209 Mining Cable: Powering Mobile Drills and Rigs in Australian Mining Operations
Comprehensive guide to Type 209 1.1kV-11kV mining cables for mobile drills and rigs in Australia. Learn about electrical parameters, construction, applications, and troubleshooting for reliable mining power solutions.
6/9/202524 min read

Type 209 Mining Cable: Powering Mobile Drills and Rigs in Australian Mining Operations
Introduction
In the heart of Australia's mining industry, where operations stretch across vast landscapes from the Pilbara's iron ore mines to Queensland's coal fields, reliable power delivery stands as the backbone of modern extraction processes. The success of any mining operation fundamentally depends on consistent, safe, and robust electrical systems that can withstand the demanding conditions underground and in open-cut environments.
At the centre of this electrical infrastructure lies a critical component that often goes unnoticed by those outside the industry: the humble yet sophisticated mining cable. These specialised conductors must perform under conditions that would quickly destroy ordinary electrical cables, facing constant movement, abrasive dust, corrosive chemicals, extreme temperatures, and mechanical stress that would challenge even the most robust engineering solutions.
The Type 209 cable series represents a pinnacle of Australian engineering standards, specifically designed to meet the unique challenges of powering mobile drilling equipment and rigs across voltage ranges from 1.1 kilovolts to 11 kilovolts. These cables serve as the vital arteries that deliver electrical power to the mobile drilling rigs and equipment that form the foundation of modern mining exploration and production activities.
Understanding how these cables work, their construction principles, and their proper application becomes essential for mining engineers, electrical technicians, and equipment operators who rely on uninterrupted power delivery in some of the world's most challenging industrial environments. This comprehensive examination will guide you through every aspect of Type 209 cables, from their fundamental design principles to practical troubleshooting in real-world mining scenarios.
What Are Mobile Drills and Rigs?
Overview of Equipment
Mobile drilling rigs represent some of the most sophisticated pieces of equipment in modern mining operations, combining advanced hydraulic systems, precision control electronics, and powerful electric motors into packages that must remain mobile across challenging terrain. These machines serve multiple critical functions that directly impact the success and safety of mining operations throughout Australia.
In exploration activities, mobile drilling rigs venture into remote locations to extract core samples that reveal the geological composition beneath the surface. These rigs must be entirely self-sufficient, carrying their own power generation systems while maintaining the ability to drill precisely and safely in locations where permanent infrastructure simply doesn't exist. The electrical demands of these exploration rigs can vary dramatically depending on the depth requirements and geological conditions they encounter.
For blast-hole drilling operations, particularly common in open-cut mining across Western Australia and Queensland, mobile rigs create the precisely positioned holes required for controlled explosions that break apart ore bodies. These operations demand both power and precision, as the drilling pattern directly affects the efficiency of subsequent blasting and material handling operations. The electrical systems must maintain consistent performance throughout long drilling cycles while withstanding the constant vibration and movement inherent in mobile operations.
Development drives and underground preparation work rely heavily on mobile drilling equipment that can navigate confined spaces while maintaining full operational capability. These machines face unique challenges in underground environments, where ventilation concerns, space constraints, and safety regulations create additional demands on electrical systems that must operate reliably in potentially hazardous atmospheres.
The key components of modern mobile drilling rigs work in concert to create a sophisticated system that demands reliable electrical power delivery. The drill mast itself contains multiple electric motors that control rotation, feed rates, and positioning systems, each requiring precise power delivery to maintain operational accuracy. Hydraulic systems that provide the mechanical force for drilling operations depend on electric pumps and control systems that must respond instantly to operator commands while maintaining consistent pressure and flow rates.
Control panels and electronic systems represent the brain of modern drilling operations, integrating GPS positioning, depth measurement, core recovery monitoring, and safety systems into comprehensive packages that require clean, stable electrical power to function correctly. These systems often operate at different voltage levels within the same machine, creating complex power distribution requirements that must be met through carefully designed cable systems.
Power Requirements
The electrical demands of mobile drilling equipment span a remarkable range, reflecting the diversity of applications and equipment sizes found across Australian mining operations. Understanding these power requirements becomes essential when selecting appropriate cable systems that must deliver reliable performance across varying operational conditions.
Low-voltage applications, typically operating at 1.1 kilovolts and below, power many of the auxiliary systems and smaller drilling equipment commonly found in mining operations. These applications include lighting systems, control electronics, communication equipment, and smaller drilling tools used for sampling and preparation work. While the voltage levels may be relatively modest, the current requirements can be substantial, particularly when multiple systems operate simultaneously during extended drilling campaigns.
Medium-voltage applications, ranging from 3.3 kilovolts to 11 kilovolts, represent the heart of large mobile drilling operations. These voltage levels efficiently deliver the substantial power required by main drilling motors, hydraulic pump systems, and air compressors that provide compressed air for dust suppression and pneumatic drilling systems. The higher voltage levels allow for more efficient power transmission over the distances commonly encountered in mining operations while reducing the conductor sizes required for given power levels.
Current requirements vary dramatically based on equipment size and operational demands. Smaller exploration rigs might draw steady-state currents of 50 to 100 amperes during normal drilling operations, while large production drilling rigs can demand 300 amperes or more during peak operational periods. These current levels must be sustained continuously during drilling operations that may extend for hours without interruption.
The flexibility requirements for mobile drilling cables present unique engineering challenges that distinguish mining applications from fixed industrial installations. Unlike stationary equipment where cables remain in fixed positions, mobile drilling operations subject cables to constant movement, flexing, and repositioning as rigs move between drilling locations. This constant movement demands cable constructions that maintain electrical integrity and mechanical strength through thousands of flexing cycles without developing failures that could interrupt operations or create safety hazards.
Environmental resilience represents another critical aspect of power requirements for mobile drilling applications. Australian mining operations expose electrical equipment to temperature extremes ranging from sub-zero conditions in high-altitude operations to temperatures exceeding 50 degrees Celsius in desert mining locations. Dust levels that would be considered extreme in most industrial applications represent normal operating conditions in mining environments, requiring cable systems that can maintain performance while protecting internal components from abrasive contamination.
Chemical resistance becomes particularly important in mining operations where cables may encounter exposure to diesel fuel, hydraulic oils, drilling fluids, and various chemical additives used in drilling and dust suppression operations. The cable systems must maintain their integrity and electrical properties despite prolonged exposure to these substances, which can quickly degrade standard electrical cables designed for less demanding applications.


Why Type 209 Cable is Ideal
Applications Summary
The Type 209 cable series has earned its reputation as the preferred solution for mobile drilling applications through decades of proven performance in demanding mining environments across Australia and internationally. These cables represent a carefully engineered balance between electrical performance, mechanical durability, and operational practicality that addresses the specific challenges encountered in mobile mining equipment applications.
The primary application for Type 209 cables lies in serving as flexible feeders to mobile machinery, where their construction provides the optimal combination of power delivery capability and mechanical flexibility required for equipment that must move regularly during operations. Unlike cables designed for fixed installations, Type 209 cables excel in applications where regular repositioning and handling represent normal operational requirements rather than occasional exceptions.
An important distinction that affects cable selection and application involves understanding that Type 209 cables are specifically designed for trailing applications rather than continuous reeling operations. This distinction becomes critical when planning cable management systems and installation approaches. Trailing applications involve cables that follow equipment movement while maintaining relatively gentle curves and supported routing, whereas reeling applications subject cables to tight-radius winding and unwinding cycles that can quickly fatigue cable constructions not specifically designed for such service.
Smaller conductor sizes within the Type 209 series find extensive application in powering handheld drilling equipment, portable sampling tools, and auxiliary systems that support main drilling operations. These applications often require cables that can withstand frequent handling, coiling, and repositioning while maintaining reliable electrical connections to equipment that may operate in confined spaces or difficult access locations.
The flexibility characteristics that make Type 209 cables suitable for mobile applications also make them valuable for installations where cable routing must navigate complex paths around existing equipment or through areas where rigid cable installations would be impractical. This flexibility proves particularly valuable in retrofit applications where modern electrical systems must be integrated with existing mining equipment and infrastructure.
Standards Compliance
Australian mining operations operate under some of the world's most stringent safety and performance standards, reflecting the industry's commitment to worker safety and operational reliability. Type 209 cables meet and exceed multiple Australian and New Zealand standards that establish minimum performance requirements for mining cable applications.
The AS/NZS 1802:2003 standard specifically addresses reeling and trailing cables used in mining applications, establishing comprehensive requirements for electrical performance, mechanical durability, and safety characteristics. This standard covers critical aspects including conductor construction, insulation materials, screening requirements, and sheath properties that ensure cables can withstand the demanding conditions encountered in mining operations.
AS/NZS 1125 addresses the specific requirements for electrical equipment used in hazardous areas, establishing standards for cables that may be used in environments where explosive gases or dust may be present. Compliance with this standard ensures that Type 209 cables can be safely used in underground mining operations and other locations where atmospheric hazards may exist.
The AS/NZS 3808 standard covers power installations in mines, establishing requirements for electrical systems that ensure worker safety and operational reliability in mining environments. This comprehensive standard addresses installation practices, maintenance requirements, and operational procedures that govern the use of electrical equipment in mining applications.
AS/NZS 5000.1 provides general requirements for electrical installations, establishing fundamental safety and performance standards that apply across all electrical applications. Compliance with this standard ensures that Type 209 cables meet the basic safety and performance requirements expected for professional electrical installations.
The availability of Type 209 cables in multiple voltage classes provides flexibility in matching cable specifications to specific application requirements. Type 209.1 cables, rated for 1.1 kilovolts, serve low-voltage applications while providing the mechanical durability required for mobile applications. Type 209.3 cables, rated for 3.3 kilovolts, address medium-voltage applications commonly found in larger drilling equipment. Type 209.6 cables, designed for 6.6-kilovolt applications, meet the power delivery requirements of substantial drilling operations, while Type 209.11 cables provide 11-kilovolt capability for the largest mobile drilling installations.
Technical and Electrical Parameters
Voltage and Amperage Considerations
The electrical performance characteristics of Type 209 cables directly determine their suitability for specific drilling applications, making understanding of voltage and current ratings essential for proper cable selection and application. The voltage classifications within the Type 209 series provide clear guidance for matching cable capabilities to equipment requirements while ensuring adequate safety margins for reliable long-term operation.
The 1.1-kilovolt rating of Type 209.1 cables makes them suitable for low-voltage applications where equipment manufacturers have designed systems around standard industrial voltage levels. These applications often include auxiliary equipment, lighting systems, control circuits, and smaller drilling tools where moderate power levels suffice for operational requirements. The relatively low voltage level simplifies installation requirements and reduces some of the safety considerations associated with higher voltage systems.
Medium-voltage applications utilising 3.3-kilovolt Type 209.3 cables represent a sweet spot for many mobile drilling applications, providing efficient power transmission while maintaining manageable installation and safety requirements. This voltage level efficiently delivers substantial power to main drilling motors and hydraulic systems while keeping conductor sizes reasonable and installation complexity manageable.
The 6.6-kilovolt capability of Type 209.6 cables addresses applications where power requirements demand higher voltage levels for efficient transmission. These cables commonly serve larger drilling rigs where the combination of high power requirements and cable length considerations make higher voltage levels advantageous for maintaining system efficiency and reducing conductor costs.
Type 209.11 cables, rated for 11-kilovolt operation, serve the largest mobile drilling installations where maximum power delivery efficiency becomes critical for operational and economic reasons. These applications typically involve substantial drilling rigs operating in demanding conditions where reliable power delivery at high efficiency levels directly impacts operational productivity.
Current-carrying capacity varies significantly across conductor sizes within each voltage classification, requiring careful analysis of actual operational requirements when selecting appropriate cable specifications. The relationship between conductor size and current-carrying capacity follows established electrical engineering principles, but the specific ratings for Type 209 cables reflect the unique thermal and mechanical considerations associated with mobile applications.
Understanding that current ratings represent continuous operational capability becomes important when evaluating cable applications that may involve intermittent high-current demands. Drilling operations often involve variable loading patterns where instantaneous power demands may exceed average requirements, requiring cable selections that accommodate peak operational demands without compromising reliability or safety.
Conductor and Pilot Core Design
The conductor system within Type 209 cables represents sophisticated engineering that balances electrical performance, mechanical durability, and manufacturing practicality to create conductors capable of withstanding demanding mobile applications while maintaining excellent electrical characteristics throughout extended service life.
Tinned annealed copper construction provides the foundation for Type 209 conductor performance, combining the excellent electrical conductivity of copper with enhanced corrosion resistance and mechanical properties suited to mobile applications. The tinning process applies a thin layer of tin to individual copper strands, providing protection against corrosion that could develop in mining environments where moisture, chemicals, and abrasive dust create challenging conditions for electrical conductors.
The annealing process ensures that copper conductors maintain maximum flexibility while preserving electrical conductivity properties. Annealed copper exhibits superior flexibility compared to hard-drawn copper, making it ideal for applications where cables must flex repeatedly during normal operations. This flexibility becomes particularly important in mobile drilling applications where cables experience regular movement and repositioning throughout their service life.
Stranded conductor construction further enhances flexibility while providing redundancy that improves reliability in demanding applications. Individual strands within the conductor can flex independently, allowing the overall conductor to bend and flex without developing the fatigue stresses that might affect solid conductors subjected to similar mechanical demands. The stranding pattern and individual strand sizes are carefully optimised to provide the best combination of flexibility, current-carrying capacity, and mechanical strength for each conductor size.
The central pilot conductor represents a unique feature that sets Type 209 cables apart from standard power cables, providing additional functionality that proves valuable in mobile drilling applications. This central conductor can serve multiple purposes depending on specific application requirements and equipment design considerations.
In signal and control applications, the pilot conductor provides a dedicated path for low-voltage control signals, monitoring circuits, or communication systems that may be integrated with drilling equipment. This dedicated conductor eliminates the need for separate control cables in many installations, simplifying cable management and reducing the total number of cables required for complete system operation.
Mechanical reinforcement represents another valuable function of the central pilot conductor, providing additional tensile strength that helps distribute mechanical loads across the cable structure during handling and installation operations. This reinforcement becomes particularly valuable in applications where cables must support their own weight over substantial distances or where installation conditions subject cables to significant pulling forces.
The extensible design of the pilot conductor ensures that it can accommodate the stretching and movement that may occur during cable installation and operation without developing excessive stress concentrations that could lead to premature failure. This extensibility proves particularly important in mobile applications where cables may experience varying tension loads during equipment operation and repositioning.
Insulation and Screening Systems
The insulation system within Type 209 cables employs ethylene-propylene rubber (EPR) technology that provides exceptional dielectric performance combined with mechanical durability suited to demanding mobile applications. EPR insulation offers several advantages over alternative insulation materials that make it particularly suitable for mining cable applications.
The dielectric stability of EPR insulation ensures consistent insulation performance across the wide temperature ranges encountered in mining operations. Unlike some insulation materials that may experience significant property changes with temperature variations, EPR maintains stable electrical characteristics from the low temperatures encountered in high-altitude mining operations to the elevated temperatures that may develop in underground applications or desert mining environments.
Chemical resistance represents another significant advantage of EPR insulation, providing protection against the various chemicals and contaminants commonly encountered in mining operations. Diesel fuel, hydraulic oils, drilling fluids, and cleaning solvents that might quickly degrade other insulation materials have minimal impact on properly formulated EPR compounds, ensuring long-term insulation integrity in challenging service environments.
The mechanical properties of EPR insulation contribute significantly to the overall flexibility and durability of Type 209 cables. EPR compounds can be formulated to provide excellent flexibility while maintaining adequate mechanical strength to resist damage from handling, installation, and operational stresses. This combination proves particularly valuable in mobile applications where cables must maintain insulation integrity despite regular flexing and movement.
Semi-conductive screening systems integrated within Type 209 cable construction serve critical functions in medium-voltage applications, ensuring uniform electric field distribution and preventing corona discharge that could lead to insulation degradation over time. These screening systems become particularly important as voltage levels increase, with more sophisticated screening required for higher voltage classifications.
Conductor screening, applied directly over the conductor surface, provides a smooth, uniform interface between the conductor and insulation system. This screening eliminates air gaps and irregularities that could create electric field concentrations leading to premature insulation failure. The semi-conductive properties of this screening material ensure that it remains at conductor potential while providing the uniform interface required for optimal electric field distribution.
Insulation screening, applied over the insulation system, provides a controlled outer boundary for the electric field within the cable. This screening system must maintain electrical contact with the earth conductor system while providing uniform electric field termination around the insulation circumference. The combination of conductor and insulation screening creates a controlled electric field environment that maximises insulation life and reliability.
The composite earth conductor system that provides the insulation screening connection combines tinned copper braiding with polyester yarn reinforcement to create a screen that provides both electrical performance and mechanical durability. The copper braiding ensures low-resistance connection to earth systems while the polyester reinforcement provides mechanical strength that allows the screen to withstand the flexing and movement encountered in mobile applications.
Sheath Materials and Environmental Protection
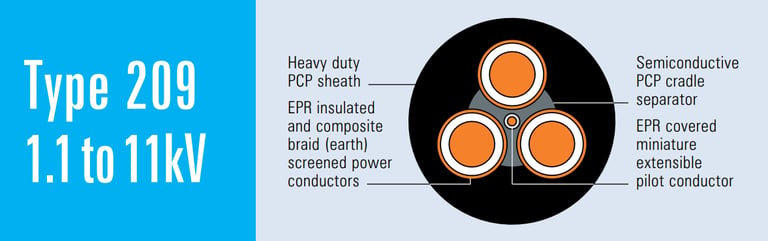
The outer sheath system represents the first line of defence against the harsh environmental conditions that characterise mining operations, making sheath material selection critical for achieving reliable long-term cable performance. Type 209 cables employ heavy-duty polychloroprene (PCP) sheath construction as standard, with chlorinated polyethylene/chlorosulfonated polyethylene (CPE/CSP) alternatives available for applications requiring enhanced environmental resistance.
Polychloroprene sheath materials provide excellent general-purpose environmental protection, combining good mechanical properties with resistance to oils, weather, and moderate chemical exposure. PCP sheaths maintain flexibility across wide temperature ranges while providing adequate mechanical protection against abrasion, impact, and handling damage commonly encountered in mining applications.
The oil resistance of PCP sheaths proves particularly valuable in mining operations where cables may encounter hydraulic fluids, diesel fuel, lubricating oils, and various petroleum-based products used in equipment operation and maintenance. Standard PVC or rubber sheath materials might swell, soften, or crack when exposed to these substances, while properly formulated PCP compounds maintain their protective properties despite prolonged exposure.
Flame resistance represents another critical characteristic of PCP sheath materials, providing important safety benefits in mining applications where fire hazards may exist. Mining operations often involve combustible materials, ignition sources, and confined spaces where fire safety becomes paramount. Flame-resistant sheath materials help prevent cable systems from contributing to fire propagation while maintaining their integrity during fire exposure to preserve escape routes and emergency system operation.
UV resistance ensures that cables exposed to sunlight during surface operations maintain their protective properties despite prolonged solar exposure. Australian mining operations often involve substantial surface installations where cables may be exposed to intense sunlight for extended periods. UV-resistant sheath materials prevent the degradation that could compromise mechanical protection and potentially lead to moisture ingress or other environmental damage.
For applications requiring enhanced environmental protection, CPE/CSP sheath alternatives provide superior chemical resistance, enhanced mechanical properties, and improved performance in extreme temperature conditions. These premium sheath materials justify their additional cost in applications where standard PCP sheaths might not provide adequate long-term performance or where operational requirements demand maximum reliability.
The heavy-duty construction of Type 209 cable sheaths reflects the mechanical demands of mining applications, providing enhanced wall thickness and improved material properties compared to standard industrial cable constructions. This heavy-duty design provides additional protection against mechanical damage while maintaining the flexibility required for mobile applications.
Product Structure and Construction
Core Assembly Architecture
The sophisticated core assembly within Type 209 cables represents years of engineering development focused on creating a cable structure that optimises both electrical performance and mechanical durability for demanding mobile applications. Understanding this assembly architecture provides insight into why these cables perform reliably in applications where standard industrial cables might quickly fail.
The three-core configuration provides balanced power delivery for three-phase electrical systems commonly used in mining equipment, while the integrated pilot conductor adds versatility without requiring separate control cables in many installations. This integrated approach reduces the total number of cables required for complete system installation while ensuring that all conductors experience similar environmental conditions and mechanical stresses during operation.
Individual screening of each power core ensures optimal electrical performance by maintaining controlled electric field distribution around each conductor while preventing electrical interaction between adjacent cores that could affect system performance or create interference in sensitive control circuits. This individual screening becomes particularly important in medium-voltage applications where proper electric field control directly affects insulation life and system reliability.
The cradle separator system that positions and supports individual cores within the cable assembly provides mechanical organisation that prevents core displacement during cable flexing while maintaining optimal electrical spacing between conductors. This separator system must accommodate the differential expansion and contraction that may occur between cores carrying different current loads while preventing mechanical damage that could develop during cable movement and handling.
The central pilot conductor placement provides mechanical balance that improves cable handling characteristics while ensuring that the pilot conductor remains protected within the cable core during installation and operation. This central location also provides optimal protection against external mechanical damage while ensuring that signal transmission through the pilot conductor remains free from interference that might affect control system operation.
Layer-by-Layer Construction Analysis
Examining the Type 209 cable construction from the inside out reveals the sophisticated engineering that enables reliable operation in demanding mining applications. Each layer serves specific functions while contributing to the overall performance characteristics that distinguish these cables from standard industrial constructions.
The innermost copper conductor represents the heart of electrical performance, with stranded construction providing the flexibility required for mobile applications while maintaining excellent electrical conductivity. The specific stranding patterns and wire sizes used in Type 209 cables are optimised for mining applications, balancing flexibility, current-carrying capacity, and mechanical durability to provide optimal performance in demanding service conditions.
Conductor screening, applied directly over the conductor surface, provides the uniform electric field interface essential for reliable insulation performance in medium-voltage applications. This screening layer must maintain intimate contact with the conductor while providing smooth transition to the insulation system, eliminating air gaps or irregularities that could create electric field concentrations leading to insulation breakdown.
The EPR insulation layer provides the primary dielectric barrier that enables safe operation at rated voltage levels, with thickness carefully calculated to provide adequate electrical strength with optimal mechanical flexibility. The insulation thickness varies across voltage ratings, with higher voltage cables requiring increased insulation thickness to maintain adequate electrical safety margins.
Insulation screening over the EPR layer provides controlled electric field termination while establishing connection to the earthing system that ensures safe operation. This screening system must maintain electrical continuity around the complete circumference while accommodating the flexing and movement that occurs during cable operation without developing gaps or discontinuities that could compromise electrical performance.
The composite screening system that combines copper braiding with polyester yarn reinforcement represents sophisticated engineering that addresses both electrical and mechanical requirements simultaneously. The copper braiding provides low-resistance earth connection while the polyester reinforcement ensures that the screening system can withstand the mechanical stresses associated with cable flexing and movement without developing electrical discontinuities.
Individual core assembly completion involves applying appropriate materials and techniques to ensure that each core maintains its electrical and mechanical integrity while preparing for integration into the complete cable assembly. This process requires careful attention to detail to ensure that subsequent manufacturing operations do not compromise the performance of individual core components.
The cradle separator system positions individual cores within the cable assembly while providing mechanical support that prevents core damage during cable manufacturing, installation, and operation. This separator system must accommodate thermal expansion and contraction while maintaining proper electrical spacing between cores and providing adequate mechanical support for the central pilot conductor.
The central pilot conductor integration requires careful attention to mechanical balance and electrical isolation to ensure that pilot conductor signals remain free from interference while maintaining mechanical integrity during cable movement and flexing. The extensible design of the pilot conductor ensures compatibility with the stretching and movement that may occur during cable installation and operation.
Final sheath application over the complete core assembly provides environmental protection while maintaining cable flexibility and durability. The sheath application process must ensure complete coverage and adequate wall thickness while avoiding trapped air or contaminants that could compromise long-term performance.
Dimensional Specifications and Weight Considerations
The comprehensive dimensional specifications for Type 209 cables provide essential information for cable selection, installation planning, and system design across the complete range of available sizes and voltage ratings. Understanding these specifications enables informed decisions about cable routing, support requirements, and handling equipment needed for successful installations.
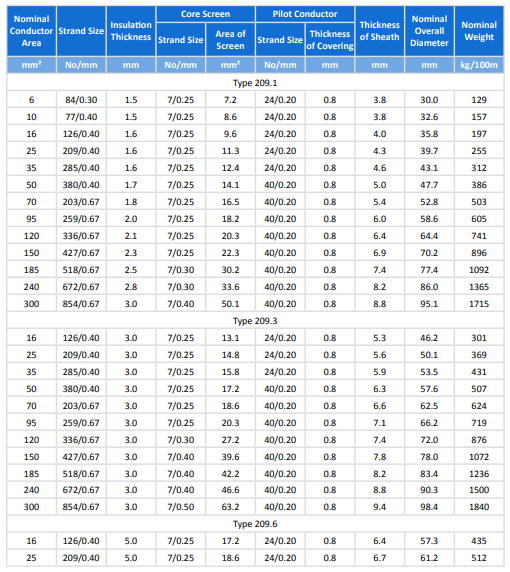
Type 209.1 cables, designed for 1.1-kilovolt applications, span conductor sizes from 6 square millimetres to 300 square millimetres, with overall diameters ranging from 30 millimetres for the smallest size to 95.1 millimetres for the largest configuration. These dimensional ranges reflect the scalability of the Type 209 design across a wide range of power requirements while maintaining consistent performance characteristics.
The weight progression from 129 kilograms per 100 metres for 6 square millimetre conductors to 1,715 kilograms per 100 metres for 300 square millimetre conductors illustrates the substantial material content required for larger cable sizes. These weights have important implications for installation planning, requiring appropriate handling equipment and support systems for safe and efficient cable installation.
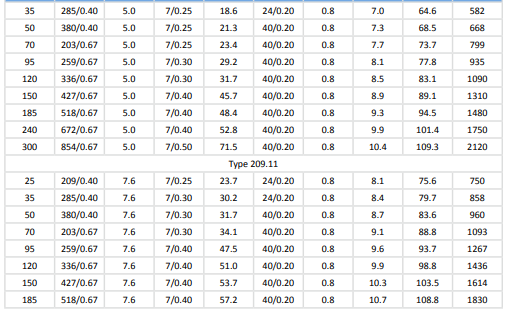
Medium-voltage variants show increased dimensions and weights that reflect the additional insulation and screening required for higher voltage operation. Type 209.3 cables range from 46.2 millimetres overall diameter for 16 square millimetre conductors to 98.4 millimetres for 300 square millimetre conductors, with corresponding weights from 301 kilograms per 100 metres to 1,840 kilograms per 100 metres.
The progression continues through Type 209.6 cables, where 5.0-millimetre insulation thickness requirements result in overall diameters from 57.3 millimetres to 109.3 millimetres and weights from 435 kilograms per 100 metres to 2,120 kilograms per 100 metres. These specifications demonstrate the significant material requirements associated with medium-voltage cable construction.
Type 209.11 cables represent the largest configurations, with 7.6-millimetre insulation thickness resulting in overall diameters from 75.6 millimetres to 108.8 millimetres and weights from 750 kilograms per 100 metres to 1,830 kilograms per 100 metres across the available conductor size range.
Understanding these dimensional and weight characteristics becomes critical when planning cable installations, as the substantial weights involved require appropriate lifting equipment, storage facilities, and installation techniques to ensure worker safety and prevent cable damage during handling operations.

Frequently Asked Questions: Common Mining Challenges and Solutions
Can I reel Type 209 cables on a spool for storage and deployment?
Type 209 cables are specifically engineered for trailing applications rather than continuous reeling operations, making proper application understanding crucial for achieving reliable performance and avoiding premature cable failure. The distinction between trailing and reeling applications reflects fundamental differences in the mechanical stresses that cables experience during operation.
Trailing applications involve cables that follow equipment movement while maintaining relatively gentle curves and supported routing. In these applications, cables experience gradual flexing and movement patterns that allow the sophisticated internal structure of Type 209 cables to function as designed, providing long service life and reliable performance.
Reeling applications subject cables to tight-radius winding and unwinding cycles that create significantly different stress patterns within the cable structure. The repeated tight-radius bending associated with spooling operations can cause fatigue damage to internal components, particularly the screening systems and insulation interfaces that are critical for electrical performance in medium-voltage applications.
For applications requiring cable storage and retrieval systems, alternative cable designs specifically engineered for reeling service should be considered. These cables employ different construction techniques and materials that better accommodate the mechanical stresses associated with continuous reeling operations.
What bending radius limitations should I observe when routing cables to drilling equipment?
Proper bending radius management represents one of the most critical factors in achieving reliable Type 209 cable performance, as excessive bending can damage internal components and compromise both electrical and mechanical integrity. The minimum bending radius specifications vary based on cable size and voltage rating, reflecting the different mechanical characteristics across the Type 209 product range.
As a general guideline, minimum bending radius typically equals four times the overall cable diameter during installation operations, with larger radii recommended for permanent installations where space permits. However, specific manufacturer specifications should always be consulted for precise requirements, as these may vary based on exact construction details and intended application conditions.
Dynamic applications where cables experience repeated flexing during equipment operation may require larger bending radii than static installations to prevent fatigue damage over extended service periods. The additional mechanical stresses associated with repeated flexing operations can accumulate over time, making conservative bending radius selection important for applications where cables must flex regularly during normal operations.
Temperature effects on bending radius requirements should also be considered, as cold temperatures can reduce cable flexibility and require larger bending radii to avoid damage during installation or operation. Conversely, elevated temperatures may increase flexibility but could also affect mechanical strength characteristics that influence bending limitations.
Can the central pilot conductor be used for equipment monitoring and control signals?
The central pilot conductor within Type 209 cables provides versatile functionality that can be adapted to various monitoring and control applications, subject to proper electrical design and installation practices. Understanding the capabilities and limitations of pilot conductor applications ensures optimal utilisation while maintaining system safety and reliability.
For low-voltage monitoring applications, the pilot conductor can effectively carry signals from equipment sensors, position indicators, operational status monitors, and diagnostic systems back to control centres or data logging equipment. The protected location of the pilot conductor within the cable assembly provides excellent signal integrity while eliminating the need for separate control cables in many installations.
Control signal applications may also utilise the pilot conductor for equipment start/stop commands, operational mode selection, and other low-power control functions that do not require high current levels. The voltage and current limitations of the pilot conductor must be carefully observed to ensure safe operation and prevent interference with power circuits within the same cable.
Proper electrical isolation and signal conditioning become essential when integrating pilot conductor circuits with electronic control systems, as the proximity to high-power conductors within the same cable assembly can create interference concerns that must be addressed through appropriate design practices.
Communication applications may also benefit from pilot conductor utilisation, providing pathways for data transmission, radio communication interfaces, or network connectivity that supports modern mining equipment integration requirements.
Are Type 209 cables suitable for both underground and open-cut mining applications?
Type 209 cables are engineered to perform reliably across the full spectrum of mining environments encountered in Australian operations, from deep underground mines to expansive open-cut operations. However, optimal performance requires careful attention to sheath material selection and installation practices that address the specific environmental challenges associated with each application type.
Underground mining applications present unique challenges including confined spaces, potential exposure to hazardous atmospheres, limited ventilation, and restricted access for maintenance operations. Type 209 cables address these challenges through flame-resistant sheath materials, robust construction that withstands handling in confined spaces, and reliability characteristics that minimise maintenance requirements in difficult-access locations.
Open-cut mining operations expose cables to different environmental stresses including intense solar radiation, extreme temperature variations, wind-blown abrasive dust, and weather exposure. The UV-resistant properties of Type 209 sheath materials provide protection against solar degradation while maintaining flexibility and mechanical properties across wide temperature ranges.
Chemical exposure patterns may differ between underground and surface operations, with underground applications potentially involving exposure to mine gases, water treatment chemicals, and rock dust, while surface operations may encounter diesel exhaust, road salt, and various petroleum products. The chemical resistance properties of Type 209 sheath materials provide protection against both environmental scenarios.
Sheath material selection should consider the specific environmental conditions expected in each application, with standard PCP sheaths providing excellent general-purpose performance and CPE/CSP alternatives available for applications requiring enhanced environmental resistance.
Will Type 209 cables resist oil, ozone, and flame exposure commonly encountered in mining operations?
The environmental resistance characteristics of Type 209 cables directly address the challenging conditions commonly encountered in mining operations, providing reliable performance despite exposure to substances and conditions that would quickly degrade standard industrial cables.
Oil resistance represents a critical performance characteristic for mining cables, as equipment operations involve numerous petroleum-based products including hydraulic fluids, diesel fuel, lubricating oils, and various maintenance chemicals. The PCP sheath materials used in Type 209 cables maintain their mechanical and protective properties despite prolonged exposure to these substances, preventing the swelling, softening, or cracking that might compromise cable integrity.
Ozone resistance provides protection against atmospheric conditions that can develop in mining environments, particularly where electrical equipment operation or welding activities may generate ozone concentrations that could affect cable materials. The chemical stability of Type 209 sheath materials ensures that ozone exposure does not cause surface cracking or material degradation that could lead to moisture ingress or mechanical failure.
Flame resistance represents a critical safety characteristic for mining applications, where fire hazards may exist due to combustible materials, electrical equipment, or operational activities. Type 209 cables employ flame-resistant sheath formulations that resist ignition and limit flame propagation, providing important safety benefits in environments where fire prevention and containment are critical concerns.
The combination of these resistance characteristics provides comprehensive environmental protection that addresses the multiple exposure scenarios commonly encountered in mining operations, ensuring reliable performance throughout extended service periods despite challenging operating conditions.
Can Type 209 cables handle the extreme temperature variations encountered in Australian mining operations?
Australian mining operations span diverse climatic conditions from tropical regions to high-altitude locations, creating temperature exposure ranges that challenge electrical equipment performance. Type 209 cables are specifically designed to maintain reliable operation across temperature ranges commonly encountered in these demanding applications.
The standard temperature rating for Type 209 cables spans from negative 40 degrees Celsius to positive 90 degrees Celsius for sheath and insulation materials, with conductor temperatures up to 90 degrees Celsius during normal operation. These ratings accommodate the temperature extremes encountered in most Australian mining operations while providing adequate safety margins for reliable long-term performance.
Low-temperature performance becomes particularly important in high-altitude mining operations or during winter conditions where cable flexibility and installation characteristics must be maintained despite cold exposure. The EPR insulation and PCP sheath materials used in Type 209 cables retain adequate flexibility for installation and operation at low temperatures while maintaining electrical and mechanical properties.
High-temperature performance addresses the elevated ambient temperatures encountered in desert mining operations, underground locations with limited ventilation, or installations near heat-generating equipment. The thermal stability of Type 209 materials ensures that electrical and mechanical properties remain stable despite elevated temperature exposure.
Thermal cycling effects that result from repeated heating and cooling cycles during equipment operation and shutdown are accommodated through material selection and construction techniques that prevent fatigue damage or property degradation over extended service periods.
Are customisation options available for specific mining applications?
The diverse requirements of mining operations often demand cable specifications that go beyond standard product offerings, making customisation capability an important consideration for achieving optimal system performance. Type 209 cables can often be customised to address specific application requirements while maintaining the performance characteristics that make them suitable for demanding mining applications.
Custom colour coding provides identification benefits in complex installations where multiple cable circuits must be clearly distinguished for safety and maintenance purposes. Standard colour coding may not address the specific identification requirements of complex mining installations, making custom colours valuable for system organisation and safety.
Pilot conductor variations can address specific monitoring and control requirements that may differ from standard configurations. Applications requiring multiple pilot conductors, different pilot conductor sizes, or specialised signal transmission characteristics may benefit from custom pilot conductor configurations.
Custom length requirements often arise in mining installations where standard manufacturing lengths do not optimise installation efficiency or system performance. Custom lengths can reduce splice requirements while ensuring optimal cable utilisation for specific installation geometries.
Sheath material alternatives address applications where standard PCP sheaths may not provide optimal performance for specific environmental conditions. Applications involving unusual chemical exposure, extreme temperature requirements, or special

