
Type 210 Mining Cable for Roadheaders and Jumbos:
Complete guide to Type 210 1.1kV mining cables used with roadheaders and drilling jumbos in Australian mines. Learn about electrical parameters, installation guidelines, and real-world applications.
6/17/202514 min read


Type 210 Mining Cable for Roadheaders and Jumbos
Introduction: The Backbone of Mechanised Underground Mining
Deep beneath Australia's rugged landscape, in the labyrinthine tunnels of our underground mines, two mechanical workhorses dominate the scene. The first is the roadheader, known affectionately to miners as simply the "header" - a powerful beast of a machine that combines cutting, loading, and hauling into one integrated unit. The second is the drilling jumbo, or just "jumbo" in mining parlance, a precision instrument designed to create perfectly positioned blast holes that will shape tomorrow's tunnel walls.
These machines represent the cutting edge of mechanised tunneling technology, transforming what was once backbreaking manual labour into efficient, computer-controlled operations. However, neither of these sophisticated pieces of equipment could function without their electrical lifeline - specialised mining cables that must withstand the harsh realities of underground environments whilst delivering reliable power and control signals.
This is where the Type 210 mining cable becomes absolutely critical. Rated at 1.1 kilovolts and specifically engineered for the demanding conditions found in Australian underground operations, this cable serves as the nervous system connecting these powerful machines to their electrical supply. Understanding how this cable works, how it's constructed, and how it integrates with roadheaders and jumbos is essential for anyone involved in modern mining operations.
Understanding the Machinery: Roadheaders and Drilling Jumbos Explained
The Roadheader: Australia's Underground Workhorse
Picture a machine that looks like something from a science fiction film - that's your typical roadheader. At its heart sits a boom-mounted cutting head, a rotating drum studded with tungsten carbide picks that can chew through rock at impressive rates. This cutting head is mounted on an articulated boom that can swing left and right, up and down, allowing the operator to sculpt the tunnel profile with remarkable precision.
Behind this cutting assembly lies an integrated conveyor system that immediately collects the broken rock, or "muck" as it's known underground, and transports it away from the cutting face. The entire assembly sits on a crawler base - essentially tank tracks that allow the roadheader to advance steadily into the tunnel as excavation progresses.
What makes roadheaders particularly valuable in Australian mining operations is their ability to create smooth, precisely profiled tunnels without the need for blasting. This is especially important in urban mining areas or when working near sensitive infrastructure where vibration must be minimised. The machine operates electrically, drawing power through trailing cables that must flex and move constantly as the header advances.
A typical roadheader in an Australian underground operation might advance thirty metres per day, depending on the rock conditions and tunnel size. As it moves forward, the electrical supply cable must follow, supported by a system of rollers and guides that prevent damage from sharp edges or excessive bending.
The Drilling Jumbo: Precision in Motion
Where the roadheader is about brute force cutting, the drilling jumbo is all about precision. These machines, often rail-mounted for stability, carry multiple drilling booms that can be positioned with millimetre accuracy to create the pattern of blast holes needed for controlled rock excavation.
Modern jumbos in Australian hard rock mines might carry anywhere from two to four drilling booms, each capable of drilling holes up to several metres deep. The positioning of these holes follows carefully calculated blast patterns designed by mining engineers to achieve optimal rock fragmentation whilst maintaining tunnel stability.
The electrical demands of a jumbo are somewhat different from a roadheader. Rather than requiring massive power for continuous cutting, jumbos need precise control power for positioning systems and pneumatic compressors for the drilling function. However, they share the same fundamental challenge - maintaining reliable electrical connection whilst operating in harsh underground conditions.
Electrical Parameters: Understanding the Type 210 Cable System
The Type 210 cable represents a sophisticated engineering solution to the unique challenges of underground mining. Rated at 1.1 kilovolts, this cable system is specifically designed to handle both the power requirements of heavy mining machinery and the control signals needed for precise operation.
Voltage Rating and Power Delivery
The 1.1 kilovolt rating might seem modest compared to some industrial applications, but it represents an optimal balance for underground mining conditions. This voltage level provides sufficient power delivery capability whilst remaining within safety parameters that are manageable in confined underground spaces where miners work in close proximity to electrical equipment.
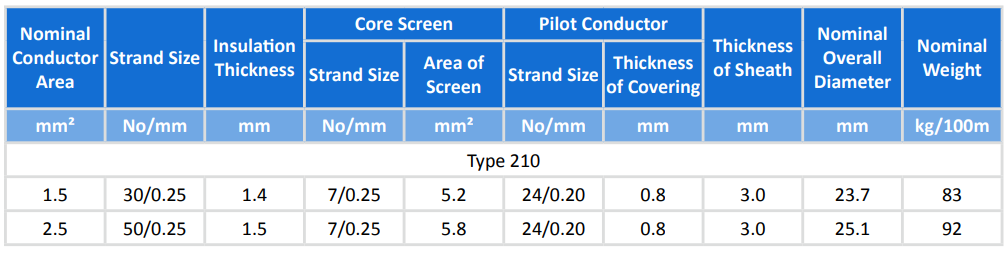
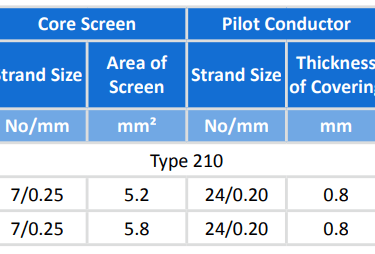
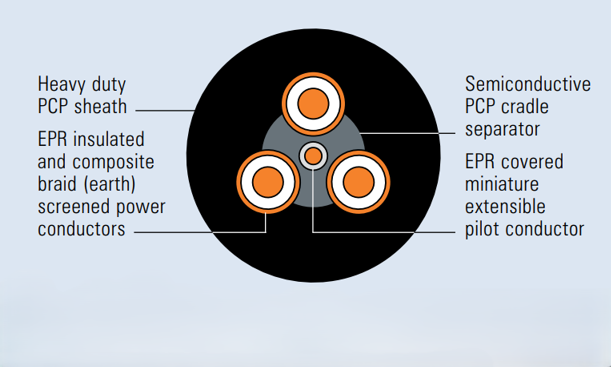
The cable consists of three main power cores, each constructed with flexible stranded tinned annealed copper conductors. The use of tinned copper is particularly important in mining applications because the tin coating provides enhanced corrosion resistance in the humid, often chemically aggressive environment found underground. The flexible stranding, with thirty strands of 0.25mm wire for the 1.5mm² version and fifty strands for the 2.5mm² version, ensures the cable can handle the constant flexing required as machines move and operate.
The Central Pilot System
One of the most sophisticated aspects of the Type 210 cable is its central extensible pilot conductor. This isn't just an afterthought added to the design - it's a critical component that serves multiple functions in modern mining operations.
The pilot conductor, constructed with twenty-four strands of 0.20mm tinned copper wire and covered with EPR insulation, serves primarily as a communication and monitoring channel. In a typical roadheader application, this pilot might carry signals from sensors monitoring cutting head temperature, hydraulic pressure, or conveyor belt speed back to the operator's control panel.
In jumbo applications, the pilot conductor often carries positioning data from the boom positioning systems, allowing operators to achieve the millimetre precision required for optimal blast hole patterns. The extensible nature of this conductor is crucial - as the main cable stretches and flexes during machine operation, the pilot must maintain its electrical integrity without breaking or losing signal quality.
Meeting Australian Standards
The Type 210 cable is manufactured to meet several critical Australian and New Zealand standards, reflecting the rigorous requirements of our mining industry. AS/NZS 1802:2003 governs the general requirements for mining cables, whilst AS/NZS 1125 addresses specific insulation requirements. AS/NZS 3808 covers earthing and bonding requirements - absolutely critical for safety in underground environments - and AS/NZS 5000.1 provides the overarching electrical safety framework.
These standards aren't just bureaucratic requirements; they represent decades of accumulated knowledge about what works and what fails in real mining conditions. Every aspect of the cable's construction, from conductor sizing to sheath materials, reflects hard-won experience about the realities of underground electrical systems.
Product Structure and Construction: Engineering for Harsh Environments
Layer-by-Layer Construction
Understanding the Type 210 cable requires examining it layer by layer, like peeling an onion. Each layer serves a specific purpose in protecting the electrical conductors and maintaining system integrity under challenging conditions.
Starting from the inside, the flexible stranded tinned annealed copper conductors form the electrical heart of the system. The choice of flexible stranding rather than solid conductors is absolutely critical - solid conductors would quickly fatigue and break under the constant flexing that mining cables experience.
Surrounding each conductor is EPR (Ethylene Propylene Rubber) insulation. EPR is particularly well-suited to mining applications because it maintains its flexibility and insulating properties across a wide temperature range, and it's highly resistant to ozone degradation - important in environments where electrical arcing might occur.
Each insulated conductor is then surrounded by a semiconductive elastomer screen. This might seem like an unnecessary complication, but it serves a vital function in high-voltage applications by ensuring uniform electrical stress distribution around the conductor. Without this screen, electrical stress concentrations could lead to premature insulation failure.
The Composite Screen System
The composite screen represents one of the most ingenious aspects of the Type 210's design. Rather than using a simple metallic screen, the design incorporates tinned annealed copper braiding interwoven with polyester yarn. This hybrid approach provides both electrical screening and mechanical protection.
The copper braiding handles the electrical screening function, providing a path for fault currents and reducing electromagnetic interference. The polyester yarn adds mechanical strength and helps prevent the copper braiding from being damaged during cable handling and installation.
This composite screen also serves as the earth conductor for the system, which is why its sizing and construction are so critical. In mining applications, reliable earthing isn't just about electrical safety - it's literally a matter of life and death for underground workers.
Sheath Selection: PCP versus CPE
The outer sheath of the Type 210 cable can be supplied in two main variants: heavy-duty PCP (Polychloroprene) or CPE/CSP (Chlorinated Polyethylene/Chlorosulfonated Polyethylene) upon request. This isn't just a matter of cost or availability - the choice between these materials can significantly impact cable performance in specific mining conditions.
PCP sheath offers excellent resistance to oils, greases, and most industrial chemicals commonly found in mining environments. It maintains good flexibility across a wide temperature range and provides excellent resistance to flame propagation - crucial in underground applications where fire prevention is paramount.
CPE and CSP sheaths, available upon special request, offer enhanced abrasion resistance and improved performance in extreme temperature conditions. These materials might be specified for particularly demanding applications, such as cables that must run along rough rock surfaces or in areas subject to extreme temperature variations.
Installation Guidelines: Getting It Right the First Time
The Critical Importance of Bend Radius
Perhaps no single factor is more critical to mining cable longevity than proper bend radius management. The Type 210 cable specifications call for a minimum bend radius of 7.5 times the cable's overall diameter. For a cable with a 25mm overall diameter, this means maintaining a minimum bend radius of 190mm - nearly twenty centimetres.
This might seem like a generous allowance, but the mathematics of cable stress tell a different story. When a cable is bent, the conductors on the outer edge of the bend experience tensile stress, whilst those on the inner edge experience compressive stress. If the bend radius is too tight, these stresses can exceed the elastic limit of the copper conductors, leading to work hardening and eventual fatigue failure.
In practical terms, this means that every support point, every guide roller, and every clamp used in the cable installation must be designed with this bend radius requirement in mind. Sharp edges on cable supports are absolutely forbidden - they create stress concentration points that will lead to premature cable failure.
Routing Along Boom and Conveyor Systems
The installation of Type 210 cable on roadheaders and jumbos requires careful consideration of the machine's operating envelope. On a typical roadheader, the cable must follow the boom assembly as it articulates up and down and swivels left and right. The cable routing system must accommodate this movement without creating excessive stress on the cable.
Modern roadheaders typically use a system of guide rollers and cable carriers that maintain proper cable geometry throughout the boom's range of motion. These systems are often custom-designed for each machine type, taking into account the specific geometry and operating requirements of the equipment.
The conveyor system presents its own challenges. The cable must cross the conveyor at some point to reach the cutting head controls, but it must do so without interfering with material flow or creating a hazard for maintenance personnel. Proper cable bridges and supports are essential to achieve this safely.
Earth Bonding and Electrical Safety
The pilot conductor in Type 210 cable systems requires special attention during installation. If the pilot is used for monitoring or control functions, it must be properly bonded to the system earth to prevent dangerous voltage differences from developing between the pilot circuit and the main power system.
Australian standard AS/NZS 3808 provides detailed requirements for earthing and bonding in mining electrical systems. These requirements aren't suggestions - they're mandatory safety measures designed to protect underground workers from electrical hazards that could prove fatal in the confined space of a mine tunnel.
The composite screen that serves as the earth conductor must be properly terminated at both ends of the cable run. This means using proper cable glands that maintain both mechanical support and electrical continuity. Cheap or improperly installed cable glands are a common source of earth circuit failures that can compromise the safety of the entire electrical system.
Real-World Applications: Type 210 Cables in Australian Mining Operations
Case Study: Underground Coal Mining in the Hunter Valley
In a typical Hunter Valley underground coal operation, roadheaders work around the clock to develop new roadways and prepare mining panels. The Type 210 cables serving these machines face a unique set of challenges that illustrate the importance of proper cable selection and installation practices.
The roadheader in this operation advances approximately thirty metres per day through relatively soft coal seams interspersed with harder rock bands. As the machine advances, the trailing cable must be constantly repositioned to prevent excessive stress on the cable or interference with other mining operations.
The cable routing system uses a series of cable hooks suspended from the tunnel roof, spaced at three-metre intervals. Each hook incorporates a curved support that maintains the required bend radius whilst allowing the cable to slide freely as the roadheader advances. The cable sheath shows minimal wear after six months of operation, testament to the effectiveness of proper installation practices.
Water management presents ongoing challenges in this operation. The cutting process generates significant amounts of dust, which is controlled by water spraying systems. This creates a constantly damp environment where cable sheath integrity is crucial. Daily inspections focus on identifying any cuts or abrasions in the PCP sheath that might allow water ingress into the cable core.
The pilot conductor in this installation carries signals from the roadheader's automated guidance system, which helps maintain proper tunnel alignment and profile. The system's reliability has been excellent, with no signal degradation issues reported since installation.
Case Study: Hard Rock Mining in Western Australia
A gold mining operation in Western Australia provides a different perspective on Type 210 cable applications. Here, drilling jumbos are used to create the blast hole patterns needed for stope development in hard quartz-rich ore bodies.
The jumbo in this operation carries four drilling booms, each requiring precise positioning to achieve the engineered blast pattern. The Type 210 cable supplies power to the boom positioning motors and carries control signals back to the operator's station. The constant movement of the booms as they move from hole to hole subjects the cable to repeated flexing cycles that would quickly destroy a cable not designed for this application.
The installation uses a cable management system that incorporates spring-loaded cable reels to maintain proper cable tension as the booms move. This system prevents both excessive slack, which could create snagging hazards, and excessive tension, which could overstress the cable conductors.
Rock dust in this environment is highly abrasive, consisting primarily of sharp quartz particles that can quickly wear through inadequate cable sheaths. The PCP sheath of the Type 210 cable has proven highly resistant to this abrasive environment, showing minimal wear after twelve months of service.
The pilot conductor in this installation serves a dual purpose, carrying both boom position feedback signals and data from drill hole depth sensors. This information is used by the jumbo's computerised control system to ensure each blast hole meets the precise depth and angle requirements specified by the mine's blast engineers.
Common Challenges and Frequently Asked Questions
Question: Will the cable insulation wear from exposure to dust slurry?
This concern reflects a deep understanding of underground mining conditions, where water spraying for dust control creates abrasive slurries that can quickly destroy unsuitable materials. The Type 210 cable's PCP sheath is specifically formulated to resist this type of abrasive wear, but proper maintenance practices are still essential.
The key to managing slurry exposure lies in daily inspection routines that identify potential problems before they become serious. Mining crews should inspect the entire visible length of cable each shift, looking for cuts, abrasions, or areas where the sheath appears to be thinning. Any damage should be immediately reported and assessed by qualified electrical personnel.
When CPE sheath options are specified, abrasion resistance is even further improved, making this variant particularly suitable for operations where severe abrasive conditions are expected. However, the standard PCP sheath provides excellent service life in typical mining conditions when properly maintained.
Regular washing of cables with clean water helps remove abrasive particles that might otherwise continue to wear against the sheath. This is particularly important in operations where the slurry contains particularly hard or sharp particles that could cause accelerated wear.
Question: Can the pilot core carry power for auxiliary equipment?
This question reveals a common misunderstanding about the pilot conductor's capabilities and intended function. The pilot conductor is designed specifically for low-voltage, low-current applications such as control signals and monitoring circuits. Attempting to use it for power applications, even low-power auxiliary equipment, risks serious damage to both the cable and connected equipment.
The pilot conductor has a cross-sectional area of approximately 5.2 square millimetres for the Type 210 cable, which might seem adequate for small loads. However, this conductor is not designed with the same current-carrying capacity calculations as the main power conductors. Using it for power applications could result in overheating, which could damage the EPR insulation and potentially create a fire hazard.
Furthermore, the pilot conductor typically operates at much lower voltages than the main power system. Connecting power loads could create dangerous voltage differences between the pilot circuit and the main power system, potentially creating shock hazards for maintenance personnel.
If auxiliary power is needed for equipment monitoring or control systems, this should be supplied through appropriately rated auxiliary cables or through the main power system with proper voltage conversion equipment.
Question: What constitutes a dangerously tight bend radius?
Understanding bend radius limitations requires thinking about the mechanical stresses that bending creates within the cable structure. When the Type 210 cable is bent, the copper conductors on the outside of the bend are stretched whilst those on the inside are compressed. If the bend is too tight, these stresses exceed the elastic limit of the copper, causing permanent deformation.
The specified minimum bend radius of 7.5 times the cable diameter provides a safety margin that keeps stresses well within acceptable limits. For a 25mm diameter cable, this means maintaining a minimum 190mm radius at all times. Bending the cable to smaller radii, even temporarily during installation, can cause damage that may not be immediately apparent but will lead to premature failure.
In practical terms, this means that cable supports must be designed with generous curves rather than sharp angles. Cable pulling techniques must avoid creating tight bends, even temporarily. When routing cables around obstacles, the path must be planned to maintain proper bend radius throughout.
Temporary violations of bend radius during installation are particularly dangerous because the damage occurs inside the cable where it cannot be visually inspected. A cable that appears undamaged externally may have suffered conductor damage that will lead to failure weeks or months later.
Question: How should cables be managed during machine reversal operations?
This question addresses one of the most challenging aspects of mining cable management. When a roadheader needs to reverse direction or when a jumbo must reposition, the cable management system must accommodate this movement without creating hazardous conditions or cable damage.
Modern mining operations typically employ cable management systems that incorporate rollers, pulleys, and sometimes powered cable reels to handle these situations. The key principle is that the cable should never be dragged across rough surfaces or allowed to develop slack that could create snagging hazards.
Some operations use cable holding devices similar to those described in Chinese patents for roadheader applications. These systems use mechanical or hydraulic mechanisms to maintain proper cable positioning and tension throughout machine movements. The investment in proper cable management systems pays for itself through reduced cable replacement costs and improved operational safety.
Planning machine movements to minimise cable handling requirements is equally important. Operators should be trained to consider cable management implications when planning their work sequences, avoiding unnecessary reversals or repositioning that could stress the cable management system.
Summary and Best Practices for Long-Term Success
The Type 210 mining cable represents the culmination of decades of engineering development focused on meeting the unique challenges of underground mining operations. Its sophisticated construction, from the flexible tinned copper conductors to the abrasion-resistant outer sheath, reflects a deep understanding of the harsh realities these cables must endure.
Success with Type 210 cables depends fundamentally on respecting their design limitations whilst maximising their strengths. The cable's excellent flexibility and durability can provide years of reliable service, but only when installation and maintenance practices support rather than work against the cable's design intent.
Proper sheath selection between PCP and CPE options should be based on a realistic assessment of the specific environmental conditions the cable will face. While PCP provides excellent general-purpose performance, the enhanced abrasion resistance of CPE may justify its additional cost in particularly demanding applications.
Installation practices must prioritise bend radius management above all other considerations. The 7.5 times diameter minimum isn't a guideline - it's a hard limit that must never be violated, even temporarily during installation. Cable support systems must be designed and installed by personnel who understand both the mechanical requirements of the cable and the operational requirements of the mining equipment.
Regular inspection and maintenance programs are essential for achieving maximum cable life. These programs should focus on identifying potential problems before they cause failures, rather than simply responding to failures after they occur. Daily visual inspections by operating crews, supplemented by more detailed periodic inspections by electrical personnel, provide the best approach to preventive maintenance.
The integration of Type 210 cables with roadheaders and jumbos represents a sophisticated electrical system that enables the high productivity and precision that modern mining operations demand. Understanding how these components work together, and respecting the engineering principles that govern their successful operation, is essential for anyone involved in mechanised underground mining.
When properly selected, installed, and maintained, Type 210 mining cables provide the reliable electrical lifeline that keeps Australia's underground mining operations running safely and efficiently. The investment in understanding and implementing best practices for these cables pays dividends through improved equipment reliability, reduced maintenance costs, and enhanced operational safety in one of the world's most demanding industrial environments.

