
Type 240 Mining Cables: Essential Power Solutions for Continuous Miners and Longwall Shearers
Comprehensive guide to Type 240 1.1-11kV mining cables for continuous miners and longwall shearers. Learn about electrical parameters, construction, AS/NZS compliance, and mining applications in Australian underground operations.
6/11/202514 min read

Type 240 Mining Cables: Essential Power Solutions for Continuous Miners and Longwall Shearers
Introduction
Underground mining operations in Australia demand electrical infrastructure that can withstand the most challenging industrial conditions imaginable. Deep beneath the surface, where coal seams stretch for kilometres and machinery operates under extreme pressure, the cables that power continuous miners and longwall shearers represent the critical lifeline between surface power generation and underground productivity. Type 240 cables, designed specifically for 1.1 to 11 kilovolt applications, serve as the backbone of these operations, delivering reliable power whilst maintaining the safety standards that Australian mining regulations demand.
The significance of these specialised cables cannot be overstated. In an environment where a single electrical failure can halt production for days, compromise worker safety, or trigger catastrophic incidents, the reliability and performance of Type 240 cables become paramount. These cables must simultaneously handle massive electrical loads, resist mechanical abuse from constant movement and vibration, and maintain electrical integrity in conditions that would destroy conventional power cables within hours.
Understanding the intricate relationship between mining machinery requirements and cable specifications helps mining engineers, electricians, and safety professionals make informed decisions about power infrastructure. This comprehensive examination explores how Type 240 cables meet the unique challenges of powering Australia's most demanding underground mining equipment.
Mining Machinery 101: Understanding Power Requirements
Continuous Miners - The Underground Workhorses
Continuous miners, often referred to as cutters in Australian mining terminology, represent sophisticated pieces of engineering that combine cutting, loading, and transport functions into a single machine. These behemoths typically weigh between 80 and 120 tonnes and feature rotating cutting drums equipped with carbide-tipped teeth that can chew through coal seams at rates exceeding 10 tonnes per minute.
The electrical demands of continuous miners present unique challenges that directly influence cable specifications. The cutting drum motors, typically ranging from 200 to 400 kilowatts, require variable voltage control to adjust cutting speed based on coal hardness and geological conditions. During startup, these motors can draw inrush currents exceeding six times their rated current, placing enormous stress on the power delivery system. The conveyor systems, hydraulic pumps, and ventilation fans add additional electrical loads that must be balanced across three-phase power systems.
Operating voltages for continuous miners typically range from 3.3 to 11 kilovolts, with 6.6kV being the most common configuration in Australian operations. This medium-voltage range provides the optimal balance between power transmission efficiency and safety considerations. The machines operate in a constant start-stop cycle, with frequent direction changes and load variations that create dynamic electrical stresses throughout the power delivery system.
Longwall Shearers - Precision Power in Motion
Longwall shearers represent the pinnacle of underground coal extraction technology, featuring twin cutting drums mounted on a machine that travels along faces stretching up to 400 metres in length. These machines operate on a different principle from continuous miners, using a reciprocating motion along predetermined paths whilst hydraulically powered roof supports advance behind them.
The electrical requirements for longwall shearers are characterised by their need for consistent, high-capacity power delivery across extended distances. The cutting motors, typically rated between 600 and 1200 kilowatts, operate under constant load conditions that demand exceptional three-phase balance and harmonic control. Unlike continuous miners, shearers require power cables that can handle the mechanical stress of constant movement along the longwall face whilst maintaining electrical integrity across hundreds of metres of cable length.
Earthing requirements for longwall shearers are particularly stringent due to the extended cable runs and the potential for earth faults in wet underground conditions. The screening systems within Type 240 cables provide multiple layers of earth fault protection, ensuring that ground faults are detected and isolated before they can compromise safety or equipment integrity.


Electrical Parameter Overview: Engineering for Underground Excellence
The electrical specifications of Type 240 cables reflect decades of engineering refinement focused on the unique demands of underground mining applications. The voltage range of 1.1 to 11 kilovolts positions these cables perfectly for medium-voltage underground distribution systems, providing the efficiency benefits of higher voltages whilst maintaining manageable safety protocols for underground electricians.
The conductor system utilises flexible multi-stranded tinned annealed copper construction that provides superior flexibility compared to solid conductors whilst maintaining excellent electrical conductivity. The tinning process protects the copper from corrosion in the humid underground environment and ensures reliable electrical connections even after extended exposure to mining conditions. Conductor sizes range from 6 square millimetres for control applications up to 300 square millimetres for high-current main feeders.
Current-carrying capacity varies significantly based on conductor size and installation conditions. For example, a 95 square millimetre conductor can typically handle 200 to 250 amperes in underground trailing applications, whilst a 240 square millimetre conductor can accommodate 350 to 400 amperes under similar conditions. These ratings account for the elevated ambient temperatures commonly encountered in deep underground workings and the thermal effects of cable bundling.
The screening system represents one of the most sophisticated aspects of Type 240 cable design. The conductor screen, manufactured from semiconductive compound, ensures uniform electric field distribution around each conductor, preventing the formation of corona discharge that could lead to insulation breakdown. The core screen, constructed from semiconductive elastomer, provides additional electric field control whilst offering mechanical protection for the insulation system.
Pilot cores, three EPR-covered flexible conductors integrated within the cable assembly, serve critical monitoring and control functions. These cores enable remote monitoring of cable temperature, earth fault conditions, and system status, providing early warning of potential problems before they escalate to equipment failure or safety incidents. The pilot system can also carry control signals for remote equipment operation, reducing the need for separate control cables in space-constrained underground installations.
Cable Construction and Materials: Built for Underground Punishment
The construction of Type 240 cables reflects a careful balance between electrical performance, mechanical durability, and safety requirements. Each layer serves specific functions that contribute to the overall performance of the cable system in demanding underground applications.
The conductor system begins with stranded tinned annealed copper construction that provides the flexibility necessary for constant movement applications whilst maintaining excellent electrical properties. The stranding patterns vary based on conductor size, with smaller conductors using fine wire stranding for maximum flexibility and larger conductors employing coarser stranding for improved current capacity. The tinning process protects the copper from corrosion and ensures reliable electrical connections even in humid underground conditions.
Surrounding each conductor, the conductor screen consists of a semiconductive compound that maintains intimate contact with the conductor surface. This layer eliminates air gaps that could lead to corona discharge and ensures uniform electric field distribution around the conductor. The thickness and formulation of the conductor screen are carefully controlled to maintain consistent electrical properties across temperature variations commonly encountered in underground mining.
The insulation system utilises ethylene propylene rubber (EPR), a synthetic elastomer specifically chosen for its superior performance in high-voltage applications. EPR offers excellent electrical properties, including high dielectric strength and low dielectric losses, combined with mechanical properties that resist cracking under the flexing stresses encountered in trailing cable applications. The insulation thickness varies based on voltage rating, with 11kV applications requiring significantly thicker insulation than lower voltage variants.
The insulation screen, constructed from semiconductive elastomer, provides controlled electric field distribution at the insulation-to-earth interface. This layer prevents the formation of air gaps that could lead to electrical breakdown whilst providing mechanical protection for the insulation system. The semiconductive properties ensure that any electrical stress is distributed evenly across the surface, preventing the concentration of electric fields that could initiate insulation failure.
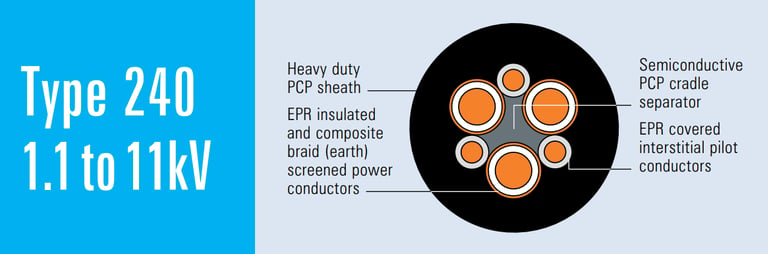
The composite earth screen represents a sophisticated approach to providing low-resistance earthing whilst maintaining mechanical flexibility. Tinned annealed copper braiding interwoven with polyester yarn creates a screen that provides excellent electrical conductivity for fault current paths whilst resisting mechanical damage from the constant flexing encountered in underground applications. This design ensures that earth faults are quickly detected and cleared, protecting both equipment and personnel.
Interstitial pilot conductors, three EPR-covered flexible stranded conductors, are positioned within the cable assembly to provide monitoring and control capabilities. These pilots can carry signals for temperature monitoring, earth fault detection, and equipment control, reducing the complexity of underground installations by eliminating separate control cables.
The cradle separator, manufactured from semiconductive polychloroprene (PCP), maintains proper positioning of the conductor assemblies whilst providing additional mechanical protection. This component prevents conductor migration under mechanical stress and ensures consistent electrical properties throughout the cable's service life.
The outer sheath system provides the final layer of protection against the harsh underground environment. Heavy-duty PCP sheaths offer excellent resistance to abrasion, chemicals, and flame propagation, whilst alternative CPE/CSP formulations provide enhanced flame retardancy for applications where fire safety requirements are paramount.
Compliance and Standards: Meeting Australian Mining Requirements
Type 240 cables comply with a comprehensive array of Australian and New Zealand standards that ensure safety, performance, and reliability in underground mining applications. The primary standard, AS/NZS 1802:2003, specifically addresses reeling and trailing cables for mining applications, establishing requirements for construction, testing, and performance verification.
AS/NZS 1125 provides additional requirements for electrical installations in underground coal mines, including specific provisions for cable selection, installation practices, and maintenance procedures. This standard ensures that Type 240 cables integrate properly with underground electrical systems and maintain safety standards throughout their service life.
AS/NZS 3808 addresses the specific requirements for electrical installations in underground metalliferous mines, recognising the unique challenges presented by different mining environments. The standard provides guidance on cable selection based on application requirements and environmental conditions.
AS/NZS 5000.1 establishes general requirements for electrical installations, providing the foundation for safe electrical practices that apply across all mining applications. Compliance with this standard ensures that Type 240 cables meet fundamental safety requirements for electrical installations.
The comprehensive testing requirements established by these standards include electrical testing of insulation resistance, conductor resistance, and screen continuity, as well as mechanical testing of flexibility, abrasion resistance, and flame propagation. Environmental testing addresses performance under temperature extremes, humidity, and chemical exposure commonly encountered in underground mining.
Dimensions and Weight: Engineering for Practical Installation
The physical dimensions and weight characteristics of Type 240 cables directly impact their practical application in underground mining installations. The relationship between conductor size, insulation thickness, and overall cable diameter determines the mechanical handling requirements and installation constraints for each application.
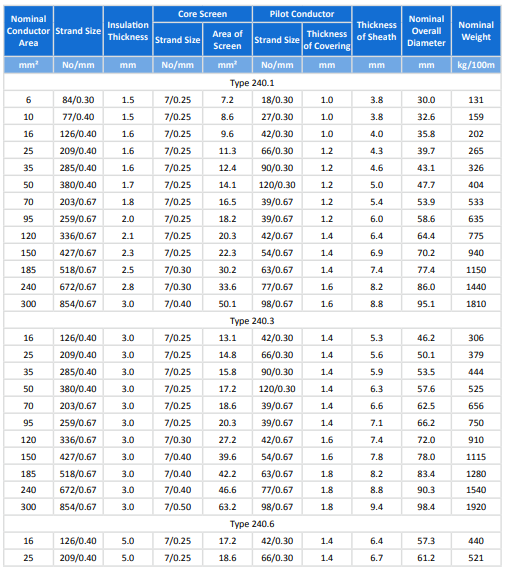
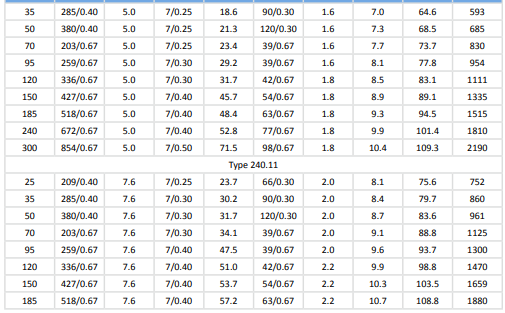
Type 240.1 cables, designed for standard mining applications, feature insulation thicknesses ranging from 1.5 millimetres for smaller conductors to 3.0 millimetres for larger sizes. The overall diameter ranges from 30 millimetres for 6 square millimetre conductors to 95.1 millimetres for 300 square millimetre conductors. Weight considerations are critical for underground installations, with cables ranging from 131 kilograms per 100 metres for small conductors to 1810 kilograms per 100 metres for the largest sizes.
Type 240.3 cables incorporate increased insulation thickness of 3.0 millimetres across all conductor sizes, providing enhanced electrical performance for higher voltage applications. The additional insulation increases overall diameter and weight, with 300 square millimetre conductors reaching 98.4 millimetres in diameter and 1920 kilograms per 100 metres.
Type 240.6 cables feature 5.0 millimetre insulation thickness for applications requiring maximum electrical performance. These cables represent the heavy-duty end of the Type 240 range, with 300 square millimetre conductors reaching 109.3 millimetres in diameter and 2190 kilograms per 100 metres.
Type 240.11 cables incorporate 7.6 millimetre insulation thickness for the most demanding high-voltage applications. These cables are typically limited to conductor sizes of 185 square millimetres or smaller due to the significant increase in diameter and weight that results from the thick insulation requirements.

Application and Field Performance: Real-World Underground Challenges
The performance of Type 240 cables in underground mining applications depends on their ability to handle simultaneous mechanical, electrical, and environmental stresses that would quickly destroy conventional power cables. Understanding these challenges helps mining professionals select appropriate cable specifications and implement proper installation practices.
Mechanical stresses in underground mining applications are severe and constant. Continuous miners create dynamic loading conditions as they advance through coal seams, with cables experiencing tension, compression, and lateral forces that change direction frequently. The flexible construction of Type 240 cables accommodates these stresses through careful selection of conductor stranding, insulation materials, and protective layers that maintain integrity under mechanical stress.
Longwall shearer applications present different mechanical challenges, with cables subjected to constant movement along predetermined paths whilst supporting their own weight across extended distances. The cable construction must accommodate the repetitive flexing encountered in these applications whilst maintaining electrical integrity across hundreds of metres of cable length.
Electrical load demands in underground mining applications are characterised by high inrush currents, frequent load variations, and challenging power factor conditions. The conductor sizing and insulation systems of Type 240 cables are designed to handle these electrical stresses whilst maintaining voltage regulation and minimising power losses across extended cable runs.
Environmental challenges in underground mining include exposure to coal dust, moisture, chemical contaminants, and temperature extremes. The outer sheath systems of Type 240 cables provide protection against these environmental factors whilst maintaining flame retardancy and mechanical integrity.
The pilot conductor system enables remote monitoring of cable condition, providing early warning of potential problems before they escalate to equipment failure. Temperature monitoring can detect hot spots that indicate developing insulation problems, whilst earth fault monitoring can identify ground faults before they compromise safety or equipment integrity.
Mining FAQ: Addressing Common Underground Power Challenges
Why choose EPR insulation over XLPE for underground mining applications?
EPR insulation offers superior performance in the dynamic underground mining environment due to its exceptional elasticity and resistance to mechanical stress. Unlike XLPE, which can develop stress cracks under repeated flexing, EPR maintains its electrical and mechanical properties throughout the constant movement encountered in trailing cable applications. The elasticity of EPR allows it to accommodate the compression and tension forces experienced during cable reeling and trailing operations without compromising insulation integrity. Additionally, EPR provides superior resistance to the temperature cycling commonly encountered in underground applications, where cables may experience significant temperature variations during operation and shutdown periods.
What are the primary risks of cable insulation failure in underground mining, and how can they be mitigated?
Cable insulation failure in underground mining presents significant risks including electrical shock, equipment damage, fire hazards, and production shutdowns. The primary causes include mechanical damage from improper handling, electrical stress from overloading or fault conditions, and environmental degradation from exposure to moisture and contaminants. Mitigation strategies include implementing regular electrical testing programmes that monitor insulation resistance and earth fault conditions, ensuring proper cable installation practices that minimise mechanical stress, maintaining appropriate cable ratings for the electrical loads, and providing comprehensive training for underground electricians on safe cable handling and maintenance procedures. The screening systems in Type 240 cables provide multiple layers of protection against insulation failure, ensuring that faults are detected and isolated before they can compromise safety.
Are pilot cores essential for underground mining cable applications?
Pilot cores are increasingly considered essential for modern underground mining operations due to their critical role in condition monitoring and control functions. These cores enable remote monitoring of cable temperature, allowing early detection of overloading conditions or developing insulation problems before they lead to catastrophic failure. Earth fault monitoring through pilot cores provides immediate notification of ground fault conditions, enabling rapid isolation of faulted circuits to prevent equipment damage and safety hazards. Additionally, pilot cores can carry control signals for remote equipment operation, reducing the complexity of underground installations and improving operational efficiency. The investment in pilot core equipped cables typically pays for itself through reduced downtime and improved safety performance.
How should mining engineers determine the appropriate cable size for specific applications?
Cable sizing for underground mining applications requires careful consideration of multiple factors including motor ratings, cable length, voltage drop limitations, and installation conditions. The process begins with determining the full-load current requirements of the connected equipment, including consideration of motor starting currents and any diversity factors for multiple motor installations. Cable length directly impacts voltage drop calculations, with longer runs requiring larger conductors to maintain acceptable voltage regulation. Installation conditions, including ambient temperature, cable bundling, and thermal conditions, affect current-carrying capacity and must be factored into the sizing calculations. Mining engineers should also consider future expansion requirements and select cable sizes that can accommodate additional loads without requiring complete replacement. The comprehensive sizing tables provided with Type 240 cables enable accurate selection based on these multiple criteria.
What are the key differences between reeling and fixed trailing cable applications?
Reeling applications involve cables that are wound and unwound from reels as equipment moves, requiring maximum flexibility and resistance to the mechanical stress of constant winding and unwinding. Type 240.1 and 240.3 cables are optimised for these applications with construction features that accommodate the tight bend radii and mechanical stress encountered during reeling operations. Fixed trailing applications involve cables that are dragged behind moving equipment without winding, requiring construction that can accommodate the lateral forces and abrasion encountered during trailing operations. Type 240.6 and 240.11 cables feature enhanced construction for these applications, with increased insulation thickness and improved mechanical protection. The selection between reeling and trailing configurations depends on the specific mining equipment and operational requirements, with each design optimised for its intended application.
Recommended Best Practices: Ensuring Long-Term Performance
Successful implementation of Type 240 cables in underground mining operations requires adherence to established best practices that ensure optimal performance and safety throughout the cable's service life. Regular inspection programmes form the foundation of effective cable management, with electrical testing of insulation resistance, conductor continuity, and earth screen integrity providing early warning of developing problems.
Earth fault testing should be conducted at regular intervals using appropriate test equipment that can detect small earth leakage currents before they escalate to dangerous levels. Insulation resistance testing provides insight into the condition of the cable insulation system, with trending of test results over time enabling prediction of maintenance requirements before failure occurs.
Mechanical inspection of cable sheaths should focus on identifying signs of abrasion, cuts, or chemical damage that could compromise cable integrity. Particular attention should be paid to areas where cables pass through guides or around pulleys, as these locations experience the highest mechanical stress.
Proper reeling system maintenance ensures that cables are wound and unwound under controlled conditions that minimise mechanical stress. Reeling systems should maintain appropriate tension throughout the winding process, with proper alignment to prevent lateral forces that could damage cable construction. Regular inspection and maintenance of reeling equipment prevents mechanical problems that could translate to cable damage.
Cable management systems, including protective guides and turning devices, should be maintained in proper working condition to prevent excessive wear on cables during operation. These systems should be designed to accommodate the specific requirements of each cable installation, including proper bend radius limitations and support requirements for extended cable runs.
Storage and handling procedures are critical for maintaining cable integrity during transportation and installation. Cables should be stored in appropriate conditions that protect them from environmental damage, with proper support to prevent mechanical stress during storage. Handling procedures should minimise mechanical stress during installation, with appropriate lifting equipment and techniques to prevent damage to cable construction.
Conclusion: Powering the Future of Australian Underground Mining
Type 240 cables represent the culmination of decades of engineering development focused on meeting the unique challenges of underground mining operations. The sophisticated construction, comprehensive compliance with Australian standards, and proven field performance make these cables the preferred choice for powering continuous miners and longwall shearers across Australia's underground mining industry.
The integration of advanced materials, sophisticated screening systems, and comprehensive monitoring capabilities positions Type 240 cables to meet the evolving demands of modern mining operations. As mining operations become increasingly automated and remote monitoring becomes standard practice, the pilot core systems and advanced construction of these cables provide the foundation for future technological advances.
Looking ahead, the mining industry continues to evolve with trends toward increased automation, improved safety systems, and enhanced environmental monitoring. Future developments in cable technology may include integrated fibre optic monitoring systems that provide real-time feedback on cable condition and performance, advanced composite sheath materials that offer improved resistance to environmental degradation, and enhanced screening systems that provide superior electromagnetic compatibility for sensitive electronic equipment.
The international standardisation of mining cable requirements continues to evolve, with Australian standards serving as a model for mining operations worldwide. The proven performance of Type 240 cables in Australian underground conditions positions them as a technology export opportunity for mining operations in similar geological and operational environments globally.
The commitment to continuous improvement in cable design, manufacturing quality, and field support ensures that Type 240 cables will continue to meet the challenges of Australia's underground mining industry. As mining operations become deeper, more complex, and more demanding, the proven reliability and performance of these specialised cables provide the foundation for safe, efficient, and productive underground mining operations.
The investment in proper cable selection, installation, and maintenance represents a small fraction of the total cost of underground mining operations, yet the impact on safety, reliability, and productivity is profound. Understanding the capabilities and limitations of Type 240 cables enables mining professionals to make informed decisions that optimise the performance of their underground electrical systems whilst maintaining the highest standards of safety and reliability that the Australian mining industry demands.

