
Type 241 Mining Cables: The Backbone of Underground Coal Operations in Australia
Comprehensive guide to Type 241 mining cables (1.1kV-11kV) for continuous miners and longwall shearers, covering electrical parameters, construction, compliance standards, and mining applications in Australian coal operations.
6/11/202516 min read
Type 241 Mining Cables: The Backbone of Underground Coal Operations in Australia
Introduction: Why Type 241 Cables Matter in Underground Mining
Underground coal mining represents one of Australia's most demanding industrial environments, where equipment must operate reliably under extreme conditions whilst maintaining the highest safety standards. At the heart of this operation lies a critical component that often goes unnoticed yet proves absolutely essential: the Type 241 mining cable. These specialised power and control cables serve as the lifeline connecting surface power supplies to underground mining machinery, enabling continuous operation of equipment worth millions of dollars in environments where failure simply isn't an option.
Type 241 cables distinguish themselves from other mining cable variants through their exceptional flexibility and robust construction. Whilst Type 240 cables excel in fixed installations and Type 245 cables specialise in dragline applications, Type 241 cables are engineered specifically for the demanding flexing requirements of mobile mining equipment. Their design accommodates the constant movement, tight bending radii, and harsh environmental conditions encountered in continuous mining and longwall operations.
The significance of these cables extends beyond mere power transmission. They incorporate sophisticated earth-fault protection systems, real-time monitoring capabilities, and multiple redundancies that protect both expensive machinery and, more importantly, the lives of mining personnel working in potentially hazardous underground environments.
Understanding Mining Machinery: The Mechanical Context
Continuous Miners: The Workhorses of Room-and-Pillar Mining
Continuous miners represent the evolution of coal extraction technology, designed to cut and gather coal from the face in a single, integrated operation. These massive machines, often weighing over 100 tonnes, operate in the challenging room-and-pillar mining method where coal is extracted from a series of rooms whilst leaving pillars of coal to support the roof structure.
The mechanical complexity of continuous miners demands substantial electrical power, typically requiring three-phase supplies ranging from 1.1kV to 6.6kV depending on the machine's size and cutting capacity. The cutting head, equipped with carbide-tipped picks, rotates at high speed whilst the entire machine advances into the coal face. This operation requires not only significant electrical power for the cutting motor but also precise control systems for navigation, dust suppression, and safety monitoring.
What makes continuous miners particularly challenging from a cable perspective is their mobility and operating environment. These machines must navigate through narrow tunnels, make tight turns, and operate in spaces where clearance is measured in centimetres. The trailing cable must accommodate this movement whilst maintaining electrical integrity, even when subjected to repeated flexing, potential impact damage, and exposure to coal dust, moisture, and occasionally corrosive gases.
Longwall Shearers: Precision Engineering in Coal Extraction
Longwall mining represents the pinnacle of underground coal extraction efficiency, and the shearer forms the centrepiece of this operation. Unlike continuous miners, longwall shearers operate along a predetermined coal face, typically 150 to 300 metres wide, systematically slicing coal in precisely controlled passes. The entire longwall system moves forward as mining progresses, with roof support systems advancing in sequence behind the shearer.
The shearer operates under a cable management system known as a cable chain or cable handler, which presents unique challenges for cable design. As the shearer traverses the longwall face, the cable must flex through very tight radii within the cable chain whilst maintaining electrical integrity. This repeated flexing, combined with the high power requirements (often 11kV supplies for the largest shearers), demands exceptional cable engineering.
Modern longwall shearers incorporate sophisticated automation systems requiring not only high-voltage power transmission but also reliable control and monitoring circuits. The pilot conductor within Type 241 cables serves this critical function, carrying telemetry data that enables remote operation and real-time monitoring of shearer performance and position.


Electrical Parameters: Engineering for Extreme Conditions
The electrical specifications of Type 241 cables reflect the demanding requirements of underground mining operations. Understanding these parameters provides insight into why these cables are engineered so differently from conventional industrial power cables.
Voltage Classifications and Applications
Type 241 cables are available in four distinct voltage classifications, each optimised for specific mining applications. Type 241.1 cables, rated for 1.1kV operation, typically serve smaller continuous miners and auxiliary equipment where power requirements are moderate but flexibility remains crucial. The 1.1kV rating provides adequate electrical isolation whilst maintaining cable flexibility through reduced insulation thickness.
Type 241.3 cables, designed for 3.3kV operation, represent the most common specification in Australian underground mining. This voltage level provides an optimal balance between power transmission capability and cable handling characteristics. Most medium to large continuous miners operate at this voltage level, as it enables efficient power transmission over the distances typically encountered in room-and-pillar mining operations.
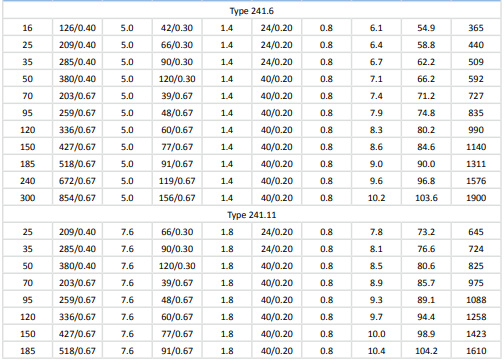
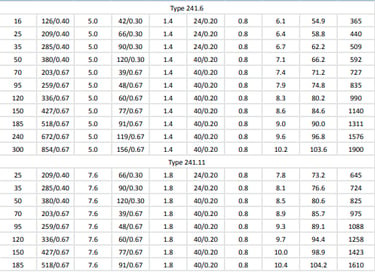
For the most demanding applications, Type 241.6 (6.6kV) and Type 241.11 (11kV) cables serve large longwall shearers and major mining equipment. These higher voltage ratings enable transmission of substantial power levels whilst minimising current requirements, thereby reducing conductor size requirements and improving overall cable handling characteristics. The 11kV rating particularly suits the largest longwall installations where power requirements can exceed several megawatts.
Temperature Performance Characteristics
The temperature ratings of Type 241 cables reflect the challenging thermal environment of underground mining operations. Normal operating temperature range spans from -25°C to +90°C, accommodating the natural temperature variations encountered in underground environments. Winter surface temperatures can approach -25°C in some Australian mining regions, whilst underground temperatures typically range from 15°C to 35°C depending on depth and geothermal conditions.
The emergency temperature rating of +130°C provides crucial safety margin during abnormal operating conditions. This elevated temperature capability allows cables to continue functioning during temporary overload conditions, equipment malfunctions, or environmental factors that might cause elevated operating temperatures. This characteristic proves particularly valuable in mining applications where immediate cable replacement may not be feasible due to operational constraints.
Perhaps most critically, the short-circuit temperature rating of +250°C for five seconds enables cables to survive fault conditions long enough for protective systems to operate. Underground mining operations rely heavily on earth-fault protection systems, and the cable must maintain structural integrity during the brief period required for protective relays to isolate faulted circuits.
Ground Fault Protection and Monitoring
The sophisticated screening system incorporated in Type 241 cables provides multiple levels of ground fault protection essential for underground mining safety. The semiconductive screens surrounding individual conductors, insulation, and the overall core create a comprehensive monitoring system that can detect insulation degradation before it becomes hazardous.
This multi-layer screening approach enables mining operators to implement real-time earth leakage monitoring systems that can detect developing faults and initiate protective actions before dangerous conditions develop. In underground mining environments where explosive gases may be present, this early warning capability proves absolutely critical for personnel safety.
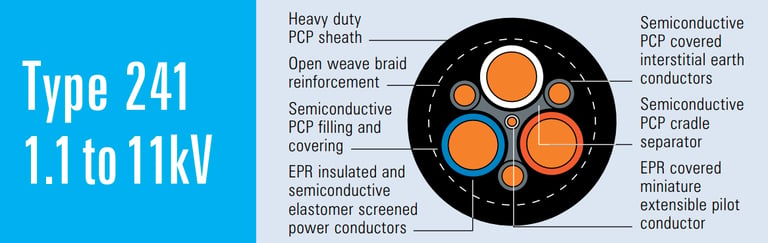
Cable Construction: Engineering Layer by Layer
Understanding the construction of Type 241 cables requires examining each component layer and its specific function within the overall design. This layer-by-layer approach reveals how seemingly simple cables incorporate sophisticated engineering solutions for extreme operating conditions.
Power Conductors: The Foundation of Performance
The power conductors form the heart of Type 241 cables, utilising flexible stranded tinned annealed copper construction optimised for repeated flexing applications. The conductor stranding follows precise engineering specifications, with strand count and individual wire diameter carefully selected to provide optimal flexibility whilst maintaining adequate current-carrying capacity.
Tinning of the copper strands serves multiple critical functions in the mining environment. The tin coating provides protection against corrosion in the humid underground environment whilst also improving the long-term flexibility of the conductor by preventing individual strand oxidation that could lead to brittleness over time. Additionally, tinning facilitates superior electrical connections during installation and maintenance operations.
The range of conductor sizes, from 6mm² for smaller applications up to 300mm² for the largest mining equipment, enables precise matching of cable specifications to equipment requirements. Larger conductor sizes not only carry higher currents but also provide improved voltage regulation over the substantial cable lengths often encountered in mining operations.
Semiconductive Screening Systems: Protection Through Innovation
The semiconductive screening system represents one of the most sophisticated aspects of Type 241 cable design. These screens serve multiple critical functions that extend far beyond simple electrical insulation. The conductor screen, applied directly over the power conductors, ensures uniform electrical stress distribution across the insulation surface, preventing the concentration of electrical stress that could lead to premature insulation failure.
For cables rated 3.3kV and above, the conductor screen utilises extruded semiconductive compounds that bond intimately with both the conductor and insulation. This intimate bonding eliminates air voids that could cause electrical stress concentration and ensures long-term reliability under the demanding conditions of mining operations.
The insulation screen, applied over the EPR insulation, provides the outer boundary of the electrical system whilst enabling ground fault detection capabilities. This screen connects to the earth monitoring system, allowing real-time detection of insulation degradation or mechanical damage that might compromise electrical safety.
EPR Insulation: Reliability in Extreme Conditions
Ethylene-propylene rubber (EPR) insulation provides the primary electrical isolation within Type 241 cables, chosen specifically for its exceptional performance characteristics in mining applications. EPR demonstrates superior resistance to thermal aging, ozone degradation, and mechanical stress compared to alternative insulation materials, making it ideally suited for the demanding mining environment.
The flexibility characteristics of EPR prove particularly valuable in mining applications where cables experience constant flexing. Unlike thermoplastic insulations that can become brittle under repeated flexing, EPR maintains its flexible characteristics throughout the cable's service life, even under the extreme bending conditions encountered in longwall cable chains.
Chemical resistance represents another critical advantage of EPR insulation in mining applications. Underground environments may contain various chemical contaminants including hydraulic fluids, cutting oils, and naturally occurring gases. EPR demonstrates exceptional resistance to these contaminants, maintaining electrical and mechanical properties even after prolonged exposure.
Earth Conductors and Pilot Systems: Safety and Control
The three interstitial earth conductors incorporated in Type 241 cables provide redundant earthing capability essential for mining safety systems. These conductors, constructed from the same high-quality tinned copper as the power conductors, ensure reliable earth fault current paths even if individual earth conductors suffer mechanical damage.
The positioning of earth conductors within the interstices between power conductors optimises cable construction whilst ensuring effective earthing performance. This arrangement provides balanced mechanical construction whilst maintaining the earth conductors in close proximity to the power conductors for optimal fault detection sensitivity.
The central extensible pilot conductor serves dual functions within the cable design. Primarily, it carries low-voltage control and monitoring signals essential for modern mining equipment operation. These signals may include equipment status information, position feedback, safety interlocks, and operational commands. Additionally, the pilot conductor provides mechanical reinforcement at the cable centre, improving overall mechanical integrity under tension loading.
Sheath and Protection Systems: The Final Defense
The heavy-duty PCP (polychloroprene) sheath provides the final protective barrier against the harsh mining environment. PCP offers exceptional resistance to abrasion, tearing, and chemical attack whilst maintaining flexibility essential for cable handling operations. The sheath thickness varies according to cable size and voltage rating, with larger cables incorporating proportionally thicker sheaths for enhanced protection.
The textile reinforcement layer, positioned beneath the sheath, provides crucial mechanical protection against impact and crushing forces. This open-weave braid construction distributes mechanical loads across the cable structure whilst allowing flexibility for bending operations. The textile reinforcement proves particularly valuable during cable installation and retrieval operations where mechanical loading can be substantial.
For applications requiring enhanced chemical resistance or flame retardancy, alternative sheath materials including CSP (chlorosulphonated polyethylene) and CPE (chlorinated polyethylene) are available upon request. These specialised sheath materials provide enhanced protection in specific mining environments where standard PCP sheaths might prove inadequate.
Compliance with Australian Standards: Meeting the Mark
Type 241 cables must comply with a comprehensive suite of Australian and New Zealand standards that ensure safe and reliable operation in mining environments. Understanding these standards provides insight into the rigorous testing and quality assurance processes that validate cable performance.
AS/NZS 1802:2003 - The Foundation Standard
AS/NZS 1802:2003 represents the primary standard governing reeling and trailing cables for mining applications in Australia and New Zealand. This comprehensive standard establishes requirements for cable construction, testing, and performance validation that ensure reliable operation in the demanding mining environment.
The standard addresses critical aspects including conductor construction, insulation requirements, mechanical protection, and environmental resistance. Compliance with AS/NZS 1802:2003 requires extensive testing including electrical performance verification, mechanical stress testing, environmental exposure testing, and flame resistance validation.
One particularly important aspect of AS/NZS 1802:2003 involves the requirements for earth fault protection systems. The standard mandates specific earth leakage detection capabilities that enable real-time monitoring of cable condition and automatic isolation of developing faults before they become hazardous.
Supporting Standards Framework
AS/NZS 1125 provides specific requirements for conductor construction and performance, ensuring that power conductors meet the demanding flexibility and current-carrying requirements of mobile mining equipment. This standard addresses conductor stranding, tinning requirements, and long-term performance characteristics under repeated flexing conditions.
AS/NZS 3808 governs insulation requirements for mining cables, establishing performance criteria for electrical strength, thermal performance, and environmental resistance. Compliance with this standard ensures that EPR insulation systems provide reliable long-term performance even under the extreme conditions encountered in underground mining operations.
AS/NZS 5000.1 addresses overall cable system requirements including assembly procedures, quality control processes, and performance validation testing. This standard ensures that completed cables meet all specified performance requirements and will provide reliable service throughout their design life.
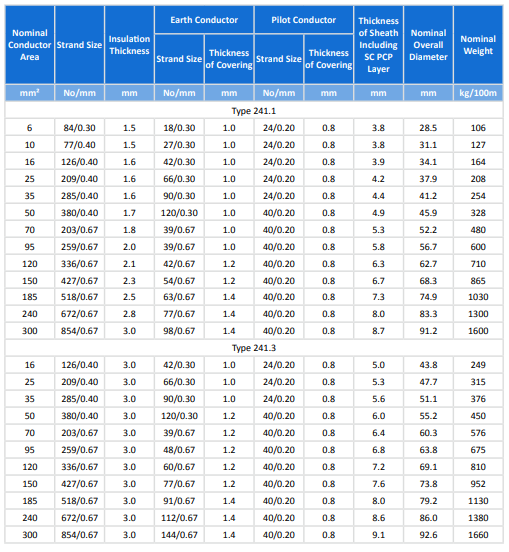
Technical Specifications: Understanding the Numbers
The dimensional and weight specifications of Type 241 cables reflect the engineering compromises necessary to achieve optimal performance in mining applications. These specifications provide valuable insight into cable selection for specific applications.
Conductor Sizing and Current Capacity
The conductor size range from 6mm² to 300mm² enables precise matching of cable capacity to equipment requirements whilst minimising cable size and weight. Smaller conductor sizes suit auxiliary equipment and control systems where power requirements are modest but cable flexibility remains important.
Medium conductor sizes, typically 25mm² to 95mm², serve the majority of continuous mining applications where power requirements are substantial but cable handling considerations remain paramount. These sizes provide optimal balance between current-carrying capacity and cable flexibility.
Large conductor sizes, from 120mm² to 300mm², primarily serve longwall shearers and major mining equipment where power requirements are substantial and cable handling systems can accommodate the increased size and weight. The largest conductor sizes enable power transmission levels exceeding several megawatts whilst maintaining acceptable voltage regulation over typical cable lengths.
Weight Considerations and Handling
Cable weight represents a critical consideration in mining applications where cable handling systems must manage substantial loads. Type 241.1 cables range from 106 kg/100m for the smallest size to 1,900 kg/100m for the 300mm² variant, requiring substantial cable handling systems for larger installations.
The progressive increase in weight with voltage rating reflects the additional insulation and screening requirements for higher voltage applications. Type 241.11 cables, designed for 11kV operation, incorporate substantially thicker insulation and enhanced screening systems that significantly increase cable weight and handling requirements.
Mining operators must carefully consider weight specifications when selecting cable handling equipment including reelers, cable chains, and support systems. Inadequate handling systems can lead to excessive cable stress, premature failure, and potential safety hazards.

Frequently Asked Questions: Addressing Common Concerns
Question 1: Why Do Type 241 Cables Incorporate So Many Screens and Earth Conductors?
The multiple screening layers and earth conductors in Type 241 cables provide comprehensive protection against electrical faults that could prove catastrophic in underground mining environments. The semiconductive screens enable real-time monitoring of cable condition, allowing operators to detect developing insulation problems before they result in dangerous earth faults.
Underground mining environments present unique electrical hazards including the potential presence of explosive gases, high humidity, and conductive surfaces that can exacerbate electrical fault conditions. The multiple earth conductors provide redundant fault current paths ensuring that protective systems can operate reliably even if individual earth conductors suffer mechanical damage.
The earth leakage monitoring capabilities enabled by the screening system allow mining operators to implement predictive maintenance programs that can identify cable problems before they result in equipment downtime or safety hazards. This proactive approach proves particularly valuable in mining operations where cable access may be limited and replacement operations can be costly and time-consuming.
Question 2: What Role Does the Pilot Conductor Play in Mining Operations?
The central extensible pilot conductor serves critical functions in modern mining operations beyond simple signal transmission. Primarily, it carries low-voltage control signals that enable remote operation of mining equipment, including start/stop commands, operational status feedback, and safety interlock signals.
In sophisticated longwall installations, the pilot conductor carries telemetry data that enables real-time monitoring of shearer position, cutting performance, and operational parameters. This information proves essential for optimising mining operations and ensuring safe equipment operation.
The mechanical reinforcement provided by the pilot conductor at the cable centre improves overall cable integrity under tension loading. This reinforcement proves particularly valuable during cable installation and retrieval operations where substantial mechanical loads may be encountered.
Advanced mining systems utilise the pilot conductor for communication with automated equipment control systems, enabling precise control of cutting operations and coordination between multiple pieces of mining equipment. This capability proves essential for maximising mining efficiency whilst maintaining operational safety.
Question 3: How Tight Can the Bending Radius Be for Type 241 Cables?
Type 241 cables are engineered to accommodate the extremely tight bending radii encountered in longwall cable chain systems, typically achieving bending radii as small as 6 to 8 times the cable outer diameter under dynamic conditions. This exceptional flexibility results from careful engineering of conductor stranding, insulation systems, and overall cable construction.
The semiconductive cradle separator and PCP filling materials play crucial roles in enabling tight bending by providing support for cable components during flexing operations whilst preventing damage to individual elements. The textile reinforcement layer distributes bending stresses across the cable structure, preventing stress concentration that could lead to component failure.
Static bending radii can be even tighter, enabling installation in confined spaces where cable routing options are limited. However, mining operators must carefully consider the cumulative effects of repeated flexing, as even the most flexible cables have finite fatigue lives under continuous cycling conditions.
Cable manufacturers provide specific bending radius recommendations based on installation conditions, expected flexing frequency, and required service life. Exceeding these recommendations can result in premature cable failure and potential safety hazards.
Question 4: How Do Type 241 Cables Handle Oil, Dust, and Water Exposure?
Type 241 cables incorporate comprehensive environmental protection systems designed specifically for the harsh conditions encountered in underground mining operations. The heavy-duty PCP sheath provides primary protection against oil, water, and chemical contaminants commonly encountered in mining environments.
The sheath material demonstrates exceptional resistance to hydraulic fluids, cutting oils, and water exposure whilst maintaining mechanical integrity under abrasion and impact conditions. The textile reinforcement layer provides additional mechanical protection against damage from coal dust, rock fragments, and equipment contact.
Internal cable construction incorporates moisture barriers and filling compounds that prevent water ingress even if the outer sheath suffers minor damage. This redundant protection approach ensures continued electrical performance even under adverse conditions.
The semiconductive screening system remains functional even under contaminated conditions, enabling continued earth fault monitoring capabilities. This reliability proves essential for maintaining safety systems operation in environments where contamination is inevitable.
Question 5: What Should Operators Know About Temperature Extremes?
Type 241 cables operate reliably across the temperature range from -25°C to +90°C, accommodating the natural temperature variations encountered in mining operations from surface handling in winter conditions to underground operation in geothermally active areas.
The emergency temperature rating of +130°C provides crucial safety margin during abnormal operating conditions including temporary overloads, equipment malfunctions, or environmental factors causing elevated temperatures. This capability allows continued operation during emergency conditions where immediate cable replacement may not be feasible.
The short-circuit temperature rating of +250°C for five seconds enables cables to survive fault conditions long enough for protective systems to operate effectively. This capability proves essential in mining applications where earth fault protection systems require brief operating time to isolate faulted circuits safely.
Temperature monitoring systems can be integrated with modern mining equipment to provide real-time temperature feedback, enabling operators to optimise loading conditions and prevent temperature-related cable damage. Proper thermal management extends cable service life and reduces maintenance requirements.
Question 6: What Happens If Cable Insulation Becomes Damaged?
The sophisticated screening system in Type 241 cables provides early warning of insulation damage through earth leakage monitoring systems that can detect deteriorating conditions before they become hazardous. This early detection capability enables planned maintenance activities rather than emergency repairs.
When insulation damage occurs, the semiconductive screens provide controlled current paths that enable protective systems to operate safely and reliably. The multiple earth conductors ensure adequate fault current capacity even if individual conductors suffer mechanical damage.
Mining operators should implement regular cable inspection programs including visual examination, electrical testing, and earth leakage monitoring to identify developing problems before they result in cable failure. These proactive maintenance approaches significantly reduce unplanned downtime and enhance operational safety.
Emergency repair techniques are available for minor insulation damage, but significant damage typically requires cable replacement. The modular nature of mining cable systems enables replacement of damaged sections without requiring complete system renovation.
Conclusion and Recommendations: Maximising Performance and Safety
Type 241 mining cables represent sophisticated engineering solutions designed specifically for the demanding requirements of underground coal mining operations. Their success in Australian mining operations results from comprehensive design approaches that address electrical performance, mechanical durability, environmental resistance, and safety requirements in a single integrated solution.
Selection Guidelines for Optimal Performance
Selecting the appropriate Type 241 cable variant requires careful consideration of equipment power requirements, operating voltage, environmental conditions, and mechanical installation constraints. Type 241.1 cables suit smaller equipment and auxiliary systems where flexibility requirements are paramount, whilst Type 241.11 cables serve the largest mining equipment where power transmission requirements justify the increased size and complexity.
Conductor sizing should provide adequate current capacity with appropriate safety margins whilst considering voltage regulation requirements over typical cable lengths. Oversizing conductors may provide improved voltage regulation and reduced electrical losses, but the increased cable size and weight must be considered in cable handling system design.
Environmental conditions including temperature extremes, chemical exposure, and mechanical loading should be carefully evaluated when selecting sheath materials and cable construction options. Standard PCP sheaths provide excellent performance in typical mining conditions, but specialised applications may require alternative materials for optimal service life.
Installation and Maintenance Best Practices
Proper installation practices prove critical for achieving optimal Type 241 cable performance and service life. Cable handling systems must provide adequate support to prevent excessive mechanical stress during installation, operation, and maintenance activities. Bending radius limitations must be strictly observed to prevent damage to internal cable components.
Regular inspection programs should include visual examination of cable sheaths, electrical testing of insulation systems, and monitoring of earth leakage performance. These proactive maintenance approaches enable identification of developing problems before they result in cable failure or safety hazards.
Cable storage and handling procedures should protect cables from environmental damage including UV exposure, temperature extremes, and mechanical damage during transportation and storage. Proper storage techniques significantly extend cable service life and reduce installation problems.
Safety Considerations and Risk Management
The safety performance of Type 241 cables depends critically on proper installation, operation, and maintenance practices. Earth fault protection systems must be properly configured and regularly tested to ensure reliable operation when needed. Personnel training programs should emphasise proper cable handling techniques and hazard recognition.
Emergency response procedures should address cable fault conditions including isolation procedures, personnel evacuation requirements, and repair or replacement activities. These procedures prove essential for maintaining operational safety in underground mining environments where rapid response to electrical faults is critical.
Regular safety audits should evaluate cable system performance, maintenance practices, and compliance with applicable standards and regulations. These audits provide opportunities to identify improvement opportunities and ensure continued safe operation.
Type 241 cables have proven themselves as indispensable components of modern Australian underground mining operations, enabling safe and reliable power transmission in some of the world's most demanding industrial environments. Their continued evolution and improvement ensure that they will remain at the forefront of mining technology, supporting the efficient and safe extraction of Australia's valuable coal resources for years to come. Through proper selection, installation, and maintenance practices, these remarkable cables will continue to provide the reliable service that makes modern underground mining operations possible whilst maintaining the highest standards of operational safety.

